Environment Friendly Continuous Flow Gas Generation by Fluidized Bed Rice
Husk and Saw Dust Gasifier
Dr. Md. Arefin Kowser*, Dr. Hasan Mohammad Mostofa Afroz, Nayeem Md. Lutful Huq, Md. Khaled Khalil
Department of Mechanical Engineering, DUET, Gazipur, Bangladesh ABSTRACT
Bangladesh is an agriculture based developing country. A huge amount of rice husk is produced from paddy which creates a significant disposal. Although some rice husks are used as fuel for cooking, boiling paddy, electricity generation, and other purposes, but in most of these applications the maximum energy loss occurs due to inefficient burning process. To utilize maximum energy, rice husks should be burned properly. Rice husk gasification is one of the prior solutions where rice husk is burned properly for the utilization of maximum energy. In the present work, a down draught rice husk gasifier is fabricated, where the reactor is constructed to carry out a variety of chemical reaction. In the reactor, air is passed through rice husk at a controlled velocity for the partial combustion which produces a continuous flow of gas of usable form of energy. In this method once the processes is started it can be kept running as long as needed. The burnt solid waste is removed automatically after a certain period. As it gives efficient energy conversion it leaves a less environmental impact. The temperatures at different positions of gasifier are measured by K type thermocouples. The produced gas has been cooled by a radiator to 50°C to measure its flow rate and calorific value. Gasification tests have been conducted with varying air flow rates and fuel feed rates. The typical wall temperature of gasification process was about 400-450°C. The producer gas had an average temperature of 600-800°C and the pick heating value was 3.9MJ/m3 to 4.5MJ/m3.
*Corresponding email: [email protected] 1. INTRoDuCTIoN
Alternative energy sources, like biomass, are among the most attractive field of research now a days. As the availability of the fossil fuels are going down each day, its price is growing high inversely making the domestic as well as for industrial usage in feasible. Moreover, the emission due to production and utilization of the fossil fuels are severely damaging for the environment.
The rice husk, an agricultural by product which is rich with energy content (12 – 18MJ/kg) can be a way of energy recovery for a large number of countries across the world. Round the year and across the globe this is one of the major agricultural waste. About 500 million tons of rice is produced every year [1] of which 20% is assumed to be rice husk [2] that is about 100 million tons. Kandpal et al., 1996 carried out a work for testing the viability and estimated per unit electricity production cost to be 0.05-0.2 USD [3]. Near about 7 million tons of rice husk is produced in Bangladesh every year. However, due to the lack of understanding and inadequate measure in proper utilization of this valuable resource the country is losing a wonderful resource of energy. To reduce the environmental impact many countries have imposed new laws but they are yet to realize the real loss. Nevertheless, these laws have
created even more surplus energy resource, i.e. rice husk, as a renewable energy source [4]. On the other hand these byproducts from agriculture if modified into gaseous or liquid fuels can be proven useful for the agriculture based countries especially those who don’t have conventional energy sources.
Gasifying rice husk means, burning it with limited amount of air. It is found from the previous studies that the gasification of rice husk gives the form of energy that is capable of bluish flame. Using the biomass as a source of energy was started in early 1980s [5]. At that time using combustion and gasification technologies on sunflower hulls, wood residue, and sewage sludge EERC directed several missions. Wood fuel contains minimal heavy metals and extremely low levels of sulfur, hence wood fuel is no threat to acid rain pollution. Usually wood ash is less than 1% of the weight of the wood if moisture content possible to maintained 1 to 2 percent. Sometimes ash may be used in biomass fertilizer production. In the year 1999 Ghaly et al., 1999 [6] used a dual distributor type fluidized bed gasifier for producing fuel gas. A smokeless efficient gasifier was developed in the year 2005 in Myanmar called The Sun Sun Rice Husk Gasifier stove [7]. Alexis TB et al., invented a continuous flow rice husk gasifier in the year 2010. It was designed for thermal applications, such as, cooking, drying etc. [8]. Chidicofan
et al. analyzed technical and economic feasibility and the environmental and social impacts of their gasification project that uses cotton stalk and rice husk [9]. They assessed technical performance and found the electricity efficiency 11.9% for rice husk against 12.6% for cotton. Gominho et al. made an effort to find out the effect of torrefaction which revealed the optimizing guideline for reaction temperature, time etc. They were able to reduce the moisture content and increase the heating value [10]. Thus many Asian countries especially that produces rice, have been working on rice husk gasification. However, this technology is still not well proven and the problems are still arising even in the commercial systems. Further research and development work needs to be undertaken to improve this technology. These projects have the potentials to establish themselves especially in countries where the raw materials are in abundance. This work focuses on the fabrication of a system, i.e. a gasifier that will work below 1000 K and produce syngas. A laboratory scale gasification system was developed and experimental studies have been carried out for optimization. These kind of projects can save a lot of money and time as well as the human effort. These can also give a hand to those who are suffering from employment crisis. Thus this research will enrich our knowledge in rice husk processing in more efficient and economical way. Moreover, the adoption of this technology in many countries simply indicates the significance of its contribution in the advancement of utilizing renewable energy.
This paper is constructed as it begins with the introduction to the system and its background that leads to the objective of the work. After that it describes the methodology that describes the chemical processes, fabrication of the system, operation of different parts, waste handling method etc. and concludes with data acquisition for performance analysis. Then the paper proceeds to results and discussion which deals with different observations, performance analysis, positive and negative aspects of the method etc. and finally it is concluded with the concluding remarks and future recommendations.
2. METHoDoLoGY
A significant amount (20%) of the paddy is rejected from the rice mills which is the rice husk. Thus 132 million tons of rice husk were wasted in the year 2008 mostly by burning them in the open field. Yet the rice husk has an attractive calorific value which can be used by reclaiming it from those waste materials.
2.1 Characteristics of Rice Husk
An inherent quality of the rice husk is that it doesn’t ignite and burn easily and to do that one needs to blow
air through the husk. It also has to more positive qualities that it resists the moisture to get into it and cannot be decomposed with fungal attach. Thus this is often used as a good insulation material.
Silica (SiO2) content in rice husk is very high therefore it decomposes over a long period of time if left alone in the open field.
The rice husk is bulky and dusty which makes it less affordable for handling. Having an angle of repose of about 40°-45° makes it fluent through the feed hoppers. Because of its low bulk density (70-110 kg/m³, 145 kg/ m³ when vibrated or 180kg/m³ in form of pellets) a large storage capacity by volume is required for transport which leads to an uneconomical situation.
As mentioned earlier because of its good calorific value (3410 kcal/kg) it is an attractive option for renewable energy research.
2.2 Fabrication
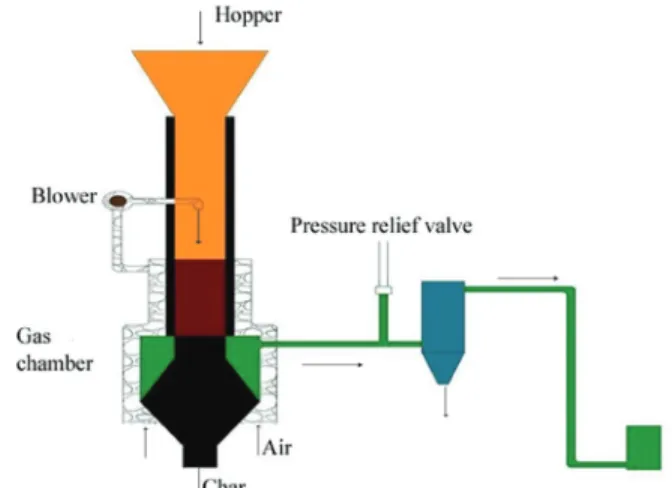
The gasifier was fabricated using the available materials in Bangladesh so that the system can be constructed at any corner of the country economically. The complete design of rice husk gasifier is shown in Figure 01.
2.3 Reactions in Gasifier
Table 1: Principal chemical reactions in a gasifier
Reaction type Reaction
Combustion C + O2 = CO2
Water gas C + H2O = CO + H2
Water shift reaction CO + H2O = CO2 + H2 Boudouard reaction C + CO2 = 2CO Methane reaction C + 2H2 = CH4
2.4 Chemical Reaction Occur into Gasification System There are different reaction zones where different types of reactions take place.
In the oxidation zone:
C + O2 = CO2+ 401.9 kJ/mol (1) H + O2 = H2O + 241.1 kJ/mol (2) In the reduction zone:
C + CO2 + 164.9 kJ/mol = 2CO (3) C + H2O + 122.6 kJ/mol = CO + H2 (4) CO2 + H2 + 42.3 kJ/mol = CO + H2O (5)
C + 2H2 = CH4 (6)
CO + 3H2 = CH4 + H2O + 205.9 kJ/mol (7) Heating value of wood saw dust can be calculated as equation (8)
Heating value per one gm. of fuel= (Heat absorbed by calorimeter - heat released from fuse wire) (8) = (1900+432) gm ×1 Cal/gm × ∆T-2.3 Cal/cm × 10 cm = 18.72 MJ/kg.
∆T = 1.92°C, Unburned wire = 1.5cm Excess air to be obtained from equation (9)
% Excess Air = 100 (9) 3. FABRICATIoN
The fabrication consists of preparing and assembling the major parts of the gasifier. It takes different types of metal working, welding, electrical wiring, programming etc. 3.1 Main Components of CFRHG
The lists of main components of gasifier are as follows: 1. Feed hopper 2. Reactor 3. Blowers 4. Burner 5. Char chamber 6. Scraping system 7. Data acquisition system 8. Support frame
Table 2: Major operational data of CFRHG
Parameter Dimension
Reactor diameter (cm) 25
Startup time (min) 15-25
Rice husk consumption (kg/hr) 8
Gas temperature (°C) 90-130
Air temperature (°C) 20-25
Flame temperature (°C) 400-800
Fig. 2 presents the schematic diagram of the gasifier with all components. The gasifier consists of a 25cm diameter and 110cm high reactor. The rice husk is gasified by incomplete combustion. A gravity type feed hopper feeds the reactor which is placed overhead to the reactor while to collect the char a char chamber is placed beneath the reactor. This chamber has another use that is it supplies the combustible gases to the burner. A char separator is placed between the char chamber and the burner for cleaning the gas leaving the reactor. A cyclone separator removes the char with the help of an air injector which is positioned beneath the char chamber. The air needed for the gasification is supplied by a blower.
3.2 Description About Individual Parts
The following sections describe some technical details of the individual parts of the gasifier. However, some of these consists of some smaller components.
3.2.1 Fuel feeding system
The feed hopper is a conical part that serves as the temporary storage for rice husk. It is located on the top of reactor. This device is provided with a door that can be opened for easy disposal of rice husk. The hopper has a capacity of 15kg which is shaped like a funnel, works as a supplier and a reservoir.
3.2.2 Air supply system
Two blowers (7.08m3/min) work as the air supply unit for the reactor. These blowers are accompanied by pressure valve, main valve, bypass valve, and supply pipe. The blower is equipped with 25µ filter to clean the inlet air from dust particles, water etc. The blower-1 is used to supply air to the after burner, while blower-2 is used carry the bed material (char) away.
3.2.3 Start-up system
Like all other start-up systems the start-up burner starts up the initial burning of the rice husk. It works by a spark plug. After the air supply and the ignition systems are turned on the start-up unit comes into play. The rice husk needs to be combusted below 800°C as well as hot spots or localized high temperatures are not expected. Which, unfortunately, in practice (in directly fired furnaces/ gasifiers) is not possible. This requires a large grate area and quick dissipation of heat.
3.2.4 Reactor
The operation of the gasifier leads to a very high temperature inside the reactor resulting in much lower amount of CO2, also known as the greenhouse gas. This ranges from 5 to 15% which is almost 50% of the amount produced by direct combustion. Other quantities are; heating value: 1200 to 1400 kcal/m3, black carbon content: 10 to 50 gm/m3, and tar content: 56 to 100 mg/m3.
Fig. 3: Reactor 3.2.5 Char chamber
The char is deposited in char chamber. The temperature in this zone is about 50°C to 87°C. It is produced in the gasifier and is completely black, which is good for soil conditioning. Rice husk contain about 75% organic volatile matter and the balance 25% of the weight of this husk is converted into ash during the burning process which is known as char or rice husk ash (RHA). This RHA in turn contains around 85% - 90% amorphous silica. 3.2.6 Scraper
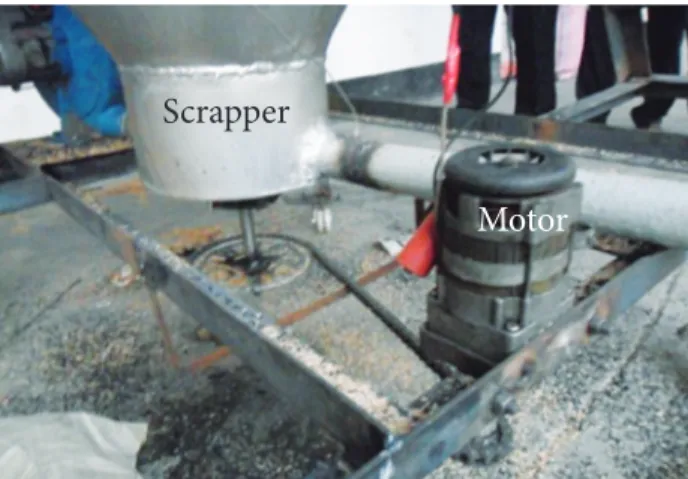
The scraper is one of the most important elements in this set up. Here it is used to remove the char from the combustion chamber and driven by a dc motor that rotates after every five minutes. It is made of a shaft and a net. The shaft is coupled with a motor by a chain sprocket arrangement. The net should have ability to resist high temperature and the weight of a mass of about 15 to 20 kg. The scrapping system arrangement of the fabricated gasifier is shown in Fig. 4 which includes a motor controlled by timer.
3.2.7 Blower
There are two electric blowers in the system shown in Fig. 5. One blower (blower 1) is used to supply the required air into the combustion chamber so that the husk can burn easily and the other (blower 2) is to remove the char from the scraping zone.
3.2.8 Data acquisition system
A data acquisition (DAQ) system is used for online recording and processing of the data, like temperature and pressure, collected from the gasifier. This system consists of temperature probes, pressure transducers, power supply, microcontroller, personal computer, and signal conditioning extinctions for instrumentation (SCXI). The National Instruments SCXI is a multi-channel signal conditioning and control system for using with personal computers. It is comprised of a chassis that can house a variety of modules for any I/O needs. The SCXI system is programmed with Lab VIEW (Laboratory Virtual Instrument Engineering Workbench), a National Instruments applications software package. A library of functions included in Lab VIEW is used to develop a model for data acquisition, instrument control, data analysis, data presentation and data storage. It collects inlet, outlet, and reactor zone temp., flow rate etc.
Scrapper
Motor
Fig. 4: Scraping system Arrangement
Fig. 5: Blower Arrangement
Blower 1
Blower 2
Fig. 6: The complete setup of fabricated gasifier
Fig. 7: Gas Production from the fabricated gasifier 4. RESuLTS AND DISCuSSIoN
Data collected through the data acquisition system are analyzed from different perspectives to find the better option and to optimize or to suggest some optimization parameter.
4.1. observations
The CFRHG system has been tested successfully in a continuous mode. Continuous operation is accomplished by a very simple method. The feed hopper loaded with
rice husks ensures the continuous supply of raw material to the reactor where the flow is maintained by the gravity. On the other hand the char is removed simultaneously from the char box. Rice husk fuel produced combustible gas within 15 to 25 minutes after ignition. A very positive observation is that no smoke is released by the gasifier while the process goes on. The operation of CFRHG requires only one or two operators which is for loading the raw material and removing the waste. The gas exits the reactor with a temperature ranging from 150° to 270°C. Afterwards the gas is mixed with air preheated to a temperature of 90° to 180°C and supplied to the burner which produces a yellowish-to-bluish flame resulting in a temperature of 400° to 800°C.
4.2 Performance Test
Results of performance test obtained in this research work are presented in following figures. Figure 8–17 show the graphical representations of different characteristic parameters for the gasification system. Fig. 8 shows the calorific value of different types of woods. Where jackfruit shows the highest energy content and teak is second in place.
In Figure 9 moisture and ash contents are portrayed for different woods. Moisture contents are almost same for all of them. However, ash content is maximum in olive, which has negative impact in performance as a fuel.
0 5 10 15 20 25 Calo rif ic Val ue (M J/k g) Type of wood
Fig. 8: Calorific values of sawdust
0 2 4 6 8 10 12 M oi stu re /A sh C on ten t ( % ) Type of Wood Moisture Content (%) % of ash content
Fig. 9: Moisture and Ash contents of sawdust Feed Hopper Controller Reactor Reactor Flame
Teak has the lowest fuel consumption rate, while jackfruit and gamari are moving side by side with good potential as a fuel depicted in Figure 10.
2 3 4 5 6 400 500 600 700 800 Fue l C on su m pt io n R at e (k g/ h)
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
Fig. 10: Fuel consumption characteristics sawdust
0 5 10 15 20 25 400 500 600 700 800 C O ( pp m )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
Fig. 11: CO content for different sawdust
0 0.51 1.52 2.53 3.5 400 500 600 700 800 C H4 (pp m )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
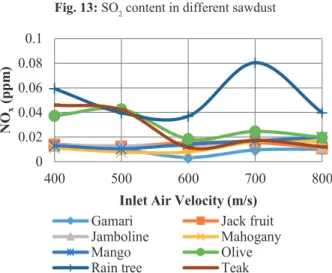
Fig. 12: CH4 content in different sawdust. From fig. 11 to 14, different particle contents (CO, CH4, SO2, and NOx), after gasification, are presented as function of inlet air velocity. All the woods show almost similar characteristics. Mango has the minimum CO
and CH4 content while the others change their positions at different temperatures. Among them jackfruit shows better position. Rain tree has the highest SO2 and NOx at almost all temperature. Again, jackfruit gives minimum SO2, gamari, jamboline, mango, jackfruit, and mahogany gives low NOx. 0 0.01 0.02 0.03 0.04 0.05 0.06 400 500 600 700 800 SO 2 (pp m )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
Fig. 13: SO2 content in different sawdust
0 0.02 0.04 0.06 0.08 0.1 400 500 600 700 800 N Ox (pp m )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
Fig. 14: NOx vs air inlet velocity for different sawdust.
70 75 80 85 90 400 500 600 700 800 Eff ici en cy (% )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
100 150 200 250 300 350 400 500 600 700 800 T em per at ure ( ° C )
Inlet Air Velocity (m/s)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
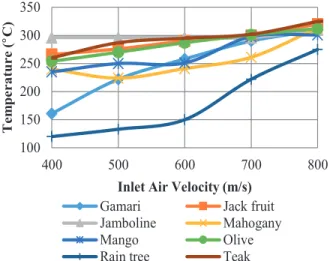
Fig. 16: Temperature variation with change in inlet air velocity for different sawdust.
In efficiency trend lines in figure 15 mango gives lowest efficiency at all temperature and rain tree is just the opposite of mango. Gamari is the second in command. Figure 16 shows the temperature variation with the variation of inlet air velocity for saw dusts. The produced temperature with the time during gasification is also presented in figure 17 are obtained from bomb calorimeter.
26 27 28 29 30 31 32 0 5 10 15 20 T em per at ure ° C Time (min)
Gamari Jack fruit
Jamboline Mahogany
Mango Olive
Rain tree Teak
Fig. 17: Time vs temperature for different sawdust. In summary, the mango wood should be rejected as a fuel on the contrary jackfruit and teak has a very good potential for future alternative bio-mass fuel. It is evident from the diagram that at lower air inlet speed the performance of the system is more effective.
4.2.1 The positive features of the technology
The mass is converted into chemical energy by the gasifier in a gaseous form which is easy to handle and to supply to various sites.
The operation is convenient for it does not require much attendance and easy control on burning makes it more suitable for sensitive applications like drying and cooking. The system is convenient install in small space thus can be used in a small shop.
The emission of harmful contents such as black carbon, tars, CO2, and other gases are significantly low which makes the system environment friendly.
4.2.2 Advantages of sawdust as fuel
Renewable: Wood fuel has several environmental advantages compared with fossil fuels. Wood can be continually replenished, which leads to a sustainable and dependable supply. However, proper forest management must be practiced to ensure that growing conditions are not degraded during biomass production.
Low carbon emission: There is little net production of carbon dioxide, the major greenhouse gas, from wood combustion. Because the carbon dioxide generated during combustion of wood equals the carbon dioxide consumed during the life cycle of the tree. Transporting the material using petroleum generates excess carbon dioxide.
Minimal metal and Sulphur: Wood fuel contains minimal heavy metals and extremely low levels of Sulphur; wood fuel is no threat to acid rain pollution. Minimal Ash: Particulate emissions from wood are controllable through standard emission control devices such as bag houses, cyclone separators, and electronic precipitators. Bottom ash is minimal usually wood ash is less than 1% of the weight of the wood and sometimes ash may be used as a fertilizer biomass production.
Low fuel cost: The principle economic advantage of wood burning systems is that wood fuel is usually less expensive than competing fossil fuels. Wood as fuel has several environmental advantages compared with fossil fuels. Wood can be continually replenished, which leads to a sustainable and dependable supply.
5. CoNCLuSIoN
There are seasonal, geographical distribution and other variables in the availability of conventional energy sources in Bangladesh. The CFRHG technology clearly demonstrates that rice husk and saw dust can be efficiently gasified in a continuous mode following the principle of a moving-bed inverted-downdraft technology. The use of scraper eliminates the problem of char clogging during operation.
The technology can provide more benefits to the users, particularly in terms of convenience of operation and cost. It does not require advanced knowledge and high-tech component and equipment for the fabrication; thus, it can easily be built using locally available resources and manpower. It also addresses the environmental aspect, since it is considered a clean technology based on black carbon and CO2 emissions, which are basically low. The by-products can be further used as valuable commodity products for agriculture and construction sectors.
Saw dust is suitable for gasification. Thus eight types of sawdust was used to determine the biomass characteristics of saw dust as solid biomass fuel. The temperature of different zones of gasifier are determined by the thermocouples .The temperature of the drying zone was 75°C–85°C, at temperatures 250°C–500°C, pyrolysis of the biomass fuel starts. A burning (oxidation) zone is formed at the level where oxygen (air) is introduced. Reactions with oxygen are highly exothermic and result in a sharp rise of the temperature up to 800°C–1400°C. The products of the oxidation zone (hot gases and glowing charcoal) move downward into the reduction zone. These reactions are endothermic so the gas temperature decreases (approx. 600°C–700°C). Temperature is maximum in the combustion chamber is 800°C–1400°C and the outer shell temperature of the reactor is about 500°C–700°C. Flame temperature of the gas is 450°C–620°C. The gas temperature is different with different inlet air velocity as shown in Fig. 16. Heating value of different sawdust are different. Heating value of mango wood is lower and the highest is jack fruit while the other samples varies slightly with each other. Chemical analysis shows that combustible gas produced by mango tree is the list while others are almost same with good percentage. When excess air is small in amount, the combustible gas composition is good with stable flame. Finally, it is recommended that less air velocity is required to achieve continuous flow of combustible gas production and better performance of the gasifier.
Experimental value of ash content was different (about 5.7% to 7.69%) for sample of sawdust because of moisture content and combustion efficiency of the gasifier. The principle economic advantage of wood burning systems is that wood fuel is usually less expensive than competing fossil fuels.
5.1 Future Recommendations
The present system is a preliminary one that gives the basic understanding of the method. But to have a commercially viable system it needs farther development
and optimization. The factors that need to be determined for optimized output include;
• The rate of air flow for maximum energy output. • The inlet air temperature.
• Optimum temperatures at different zones in the reactor.
• Optimum height of different zones in the reactor. • Optimum fuel gas temperature.
REFERENCES
[1] Food and Agriculture Organization. Yearbook Production 1995. Rome: FAO, 1996.
[2] Beagle E. Rice husk conversion to energy. In: Agricultural Services Bulletin, 31. Rome, Italy: FAO, 1978.
[3] T. Kapur, T. Kandpal, and H. Garg, “Electricity Generation from Rice Husk in Indian Rice Mills: Potential and Financial Viability,” Biomass and Bioenergy, Vol. 10, No. 5/6, pp. 393-403, 1996. [4] A. Boateng, W. Walawender, L. Fan, and C. Chee,
“Fluidized-bed steam gasification of rice hull,” Bioresource Technology, Vol. 40, No. 3, pp. 235– 239, 1992.
[5] The Energy and Environmental Research Center, “A History of Biomass Experience and Expertise,” EDGE, Vol. 18, No. 1, 2007.
[6] K. Mansaray, A. Ghaly, A. Al-Taweel, F. Hamdullahpur, and V. Ugursal, “Air gasification of rice husk in a dual distributor type fluidized bed gasifier,” Biomass and Bioenergy, Vol. 17, No. 4, pp. 315–332, 1999.
[7] SAN SAN INDUSTRIAL Cooperative, Ltd., (2005) Myanmar. Available: http://www.benergyssic.com/ sansanrice.htm
[8] T. Alexis, A. Daniel, and L. Lucio, “Continuous-flow rice husk gasifier for thermal applications,” 10th PCIERD Regional S&T Fora and Competition February 26, 2010;
[9] G. Chidikofan, M. Sawadogo, Y. Coulibaly, F. Pinta, and J. Pailhes, “Technical and sustainability assessment of power production system based on cotton stalk and rice husk gasification in an isolated area in Burkina Faso,” IEEE, In Renewable Energy Congress (IREC), 2017 8th International, pp. 1-6, 2017.
[10] F. Pinto, J. Gominho, R. André, D. Gonçalves, M. Miranda, F. Varela, and H. Pereira, “Effect of Rice Husk Torre faction on Syngas Production and Quality,” Energy & Fuels, Vol. 31, No. 5, pp. 5183-5192, 2017.