Wear Behaviour of Brake Pad Material using
Organic based Composite Materials
N. S. Devoor Prasad Sagar
Assistant Professor Assistant Professor
Department of Automobile Engineering Department of Automobile Engineering B L D E A’S Dr. P. G.H College of Engineering &
Technology, Vijayapur, Karnataka, India
B L D E A’S Dr. P. G.H College of Engineering & Technology, Vijayapur, Karnataka, India
Dr. D. Ramesh Associate Professor
Department of Industrial Engineering & Management Sri Siddhartha Institute of Technology, Tumkur. Karnataka, India
Abstract
Friction materials have their significant role for braking and transmission in various machines and equipment. Their composition keeps on changing to keep pace with technological development and environmental/legal requirements. Earlier brake pads are made from asbestos and having good physical and chemical properties. But they are having many health hazards associated with asbestos handling. Hence it has lost favor and several alternative materials are being replaced these days. In this work a non-asbestos bio-friction material is enlightened which is developed using a Simarouba and coconut shell along with other ingredients. The developed friction material samples are tested on a wear testing machine and found that composite samples have performed satisfactorily in terms of amount of wear and coefficient of friction when compared with premium asbestos based brake pads .The same composite materials can be used to produce automobile disk brake pads.
Keywords: Brake Pad, Composite Material, Co-Efficient Of Friction, Density, Rate of Wear
________________________________________________________________________________________________________
I. INTRODUCTION
The composites are made from matrix and reinforcement. Simaruba shell and coconut shell powder are used as a matrix, and Iron powder, Alumina oxide, Silicon carbide and calcium carbonate are the reinforcements. All the powders are mixed by powder metallurgy technique using phenolic resin as a binder. The resulted specimens are in the form of cylindrical pins of diameter 10mm dia are tested for wear analysis by using a pin on disc wear testing machine.
Blau PJ, McLaughlin JC[1] studied the effect of water films and sliding speed on the frictional behavior of truck disc brake materials. Liew KW, El-Tayeb[2] studied the effect of rotor disc material on tribo-behavior of automotive brake pad materials. ErikssonMikael et al.,[3] studied the nature of tribological contact in automotive brakes. Bijwe J,et al[4] studied the Influence of amount of resin on fade and recovery behavior of non- asbestos organic (NAO) friction material. Lee E.H et al., [5] studied the Development of Banana Peel Jelly and Its Antioxidant and Textural Properties. Emaga T. H., et al., [6] studied Characterization of pectins extracted from banana peels under different conditions using an experimental design. Idris U.D et al., [7] studied Eco-friendly asbestos free brake-pad Using banana peel.Cho Min Hyung et al., [8] studied Effect of ingredients on tribological characteristics of a brake lining.Yun Rongping et al., [9] studied Performance and evaluation of eco-friendly brake friction materials. Zhang S.Y et al., [10] studied Two body abrasive behavior of brake pad dry sliding against interpenetrating network ceramics/Al-alloy composites.Riadh E et al.,[11] studied Friction characteristics of a brake friction material under different braking conditions. Mutlu I et al., [12] studied Production of an investigation of its braking characteristics.
II. METHODOLOGY
Preparation of Composite Specimen
Filler CaCO3 10 10 10 10 10
Friction Modifier
Al2O3 5 5 5 5 5
SiC 5 5 5 5 5
Reinforcement Iron powdered 20 20 20 20 20
Fig. 1:
Fig. 2: Simaruba Shell
Fig. 4: Simaruba Shell Powder
Fig. 5: Coconut Shell Powder
Immediately after a homogenous mixture is obtained, it is poured into the cleaned die for hot compaction. The main purpose of the compaction process using hydraulic press is to obtain the compacts of desired shape with sufficient strength. The die is filled with mixture of ingredients and pressed by pressure of 15MPa and 150 0C temperature for 10 minutes. During the compaction process, three intermittent “breathings” are also allowed to expel volatiles. When the compaction process is completed, the die is allowed to cool to remove the prepared samples.
The samples prepared in the hydraulic press are post cured in a muffle furnace at 100 0C for 8 hours. The post curing operation is done to cure the residual resin. Therefore, the required samples A, B, C, D, and E are prepared. Once the samples of appropriate size and shape have been prepared, they are ready for polishing. Polishing of the samples is done on a fixed speed manually operated machine. Samples are manually held as they are ground and polished on interchangeable fixed abrasive paper up to 1000 grits. Therefore the final samples of 10mm diameter are ready for testing.
Fig. 6:
III. TESTING
Wear Test
Preparation of Equipment for Test
1) All the sample specimen pins are cleaned and polished by fine grade emery paper to remove burs.
2) The weight of the all specimens is measured very accurately using highly accurate weighing balance having least count of 0.01 mg.
3) Wear disc is cleaned thoroughly with solvent and allow it to dry
4) The specimen pins are clamped to loading lever tip by hardened jaws. Use the relevant size clamp to hold cylindrical specimen pins then Set wear track radius.
Fig. 7:
Calculation
Reduced Weight
Reduced weight = weight before wear – weight after wear. Table – 2 Reduced Weight after Wear
Sl
No Samples
Time of Rubing (Min)
Disc speed (RPM)
Sample weight before Wear in gm
Sample weight after Wear in gm
Reduced weight in gm
1 Sample A 6 1000 3.4278 3.4228 0.005
2 Sample B 6 1102 2.6285 2.6248 0.0037
3 Sample C 6 1105 1.6574 1.6478 0.0026
4 Sample D 6 1120 3.0128 3.0112 0.0016
5 Sample E 6 1125 1.6462 1.6444 0.0010
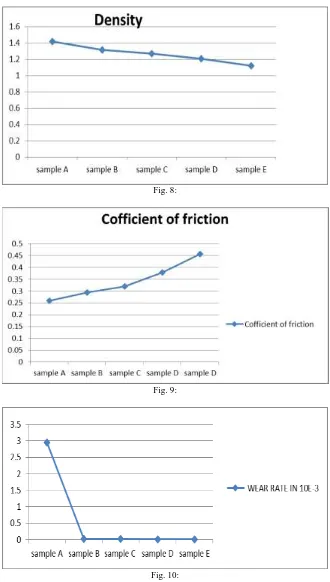
Density
Volume = (π/4)*D²*L Density = Weight/volume
Sl NO Diameter in cm Length in cm Volume in cc Density in gm/cc
Sample A 0.9 3.8 2.4174 1.4179
Sample B 0.91 3.1 2.0162 1.3157
Sample C 0.95 2.0 1.4178 1.2689
Sample D 0.98 3.1 2.3383 1.2084
Sample E 0.91 2.1 1.3458 1.1232
Wear Rate
Peripheral speed (n) = (π*D*N)/100
Reduced weight = weight before wear – weight after wear Wear rate = Reduced weight
Time X Peripheral speed
Samples Peripherial
Speed (n) in m/min Time in min Reduced weight
Wear rate in gm/min (10^-03)
Coffecient of friction µ
Sample A 28.2743 6 0.005 2.94 0.259
Sample B 31.50 6 0.0037 0.01957 0.293
Sample C 33.42 6 0.0026 0.01296 0.320
Sample D 34.789 6 0.0016 0.007665 0.378
Fig. 8:
Fig. 9:
Fig. 10:
IV. RESULT & CONCLUSION
In the present study, the friction and wear behavior of the newly developed brake pad composite material made from simaruba shell and coconut shell powder of 5 different samples and important conclusions are resulted from the above study are as follows. 1) The coefficient of friction of composite brake pin samples is increasing with increase in the weight % of coconut and simarouba
samples.
design” Journal of food chemistry, Vol 108: 463-471, 2008.
[7] Idris U.D., V.S. Aigbodion b,*, I.J. Abubakar c, C.I. Nwoye d “Eco-friendly asbestos free brake-pad: Using banana peels” Journal of Engineering sciences, 1018-1036, 2013.
[8] Cho Min Hyung, Kim Seong Jin, Kim Dachwan, Jang Ho, “Effect of ingredients on tribological characteristics of a brake lining: an experimental study” International journal of Wear, 1682-1687, 2005.
[9] Yun Rongping, Filip Peter, Lu Yafei, “Performance and evaluation of eco-friendly brake friction materials” International journal of Tribology, 2010-2019, 2010.
[10] Zhang S.Y., Qu. S.G., Li. Y.Y., Chen W.P., “Two body abrasive behavior of brake pad dry sliding against interpenetrating network ceramics/Al-alloy composites” International journal of Wear, 939-945, 2010.
[11] Riadh E., Singh H, Kchaou M., “Friction characteristics of a brake friction material under different braking conditions” Journal of material and design, Vol-52: 533-540, 2013.