Effect of Friction Stir Processing on the Microstructural Evolution
and Tensile Behaviors of an
¡/¢
Dual-Phase Mg
Li
Al
Zn Alloy
Chung-Wei Yang
+Department of Materials Science and Engineering, National Formosa University, No. 64, Wunhua Road, Huwei, Yunlin 63201, Taiwan, ROC
The effect of friction stir processing followed by an aging heat treatment on an extruded¡/¢dual-phase Mg8.5Li2.8Al1.1Zn (LAZ931) alloy is investigated. The aim of present study is to explore its microstructural characteristic and tensile mechanical properties. The friction stir process reduces the extruded texture and causes a significant grain size refining effect on the coarse Mg-rich¡-phase and Li-rich¢-phase grains. An apparent decrease in the volume fraction of¡-phase is confirmed, and it is resulted from the dissolution and solid solution of the¡-phase within the¢-phase matrix. The¡/¢-phase grain size refining and solid solution strengthening effects by the friction stir process can not only improve the microhardness within the stir zone, but also enhance the tensile strength of extruded dual-phase LAZ931-F alloy. With performing an aging heat treatment to friction stirred LAZ931-FSP alloy at 150°C, the microhardness is further increased with an age hardening effect by the precipitation of¡-phase and metastableª-MgLi2Al precipitate in the stir zone. However, the coarsening of precipitated¡-phase at¢-phase grain boundaries and the phase decomposition of metastableª-MgLi2Al into a AlLi compound reduces the precipitation strengthening effect to the tensile strength of aged LAZ931-FSP/A alloy. Regardless of being aged state or not, applying a tensile force perpendicular to the stir processing direction causes a decrease in the tensile strength and elongation to friction stirred LAZ931-FSP alloys. [doi:10.2320/matertrans.M2013344]
(Received September 9, 2013; Accepted November 11, 2013; Published December 20, 2013)
Keywords: magnesiumlithium alloy, dual-phase, friction stir process, microstructure, tensile mechanical properties, texture
1. Introduction
Magnesium (Mg) alloys are known as lightweight metallic constructional materials in industrial applications.1,2) Mg
alloys have high specific strength, high specific stiffness, well recyclability and radiation absorption of electromagnetic waves. It also provides high damping capacities, high thermal and electrical conductivities.2)Based on these advantages, Mg
alloys are now widely used in computer, consumer electronic industries, sports and biomedical applications.3,4) There are
numerous applications in the automobiles and aerospace of nowadays for the purpose of reducing vehicle weight and fuel consumption.1,5,6) But the commercial applications of Mg alloys are limited due to the poor formability resulted from its hexagonal close-packed (hcp) structure.
The MgLi alloys have attracted attention as a basis for ultra-lightweight metals, which can be good candidates for making components for aerospace vehicles, such as the skin of fuselage, wings and landing frame.7,8)Adding lithium (Li)
to Mg can transform the hcp structure to a body-centered cubic (bcc) structure, substantially improving the ductility and further reducing the density of MgLi alloys.7)
Accord-ing to the equilibrium MgLi phase diagram, Li has a high solubility in Mg. When Li content is less than 5 mass%, only Mg-rich ¡-phase (hcp) exists. Mg alloying with the addition of about 511 mass% Li content exhibits a dual-phase eutectic structure, which consists of a Mg-rich ¡-phase and a Li-rich ¢-phase (bcc). The MgLi alloy with a single Li-rich¢-phase is obtained if Li content greater than 11 mass% is added. MgLi alloys have better formability and vibration resistance than commonly used MgAlZn (AZ-series) alloys.7,9) However, MgLi alloys exhibit low mechanical strength, which limits their engineering and structural applications. To overcome this drawback, some studies investigated the effects of cold working, addition of alloying
Al, Zn and rare earth (RE) elements to improve the mechanical strength of MgLi alloys.8,1015)
In the present study, we use the friction stir processing to modify the dual-phase microstructure and achieve better tensile mechanical properties of a MgLi alloy. Friction stir processing (FSP) has been developed as a thermo-mechanical microstructural modification technique of metallic materials based on the basic principles of friction stir welding (FSW),16) which was invented by The Welding Institute
(TWI) of UK in 1991.17) During the FSP/FSW, the
contribution of intense plastic deformation and elevated processing temperature result in generation of a dynamically recrystallized equiaxed grains, development of texture and precipitate dissolution within the stir zone (SZ).16) Some studies indicated that the grain refinement and control of precipitation by a thermo-mechanical process, such as the equal channel angular extrusion (ECAE), can enhance the strength of MgLi alloys.12,18) The effects of FSP on mechanical properties, which related to the microstructural evolutions, grain size refining effect, precipitation and dynamic recrystallization (DRX), of Mg alloys have been extensively reported by many studies.1924) B. Mansoor and
A. K. Ghosh reported that the tensile strength of FSP modified ZK60 extruded plate is improved by the ultra-fine grains and precipitates.20) In addition to the grain refining
effect, the enhanced tensile strength is also affected by the strong basal texture within the stir zone20) because the number of independent slip systems in the Mg hcp structure is limited. Recently, the texture of FSP/FSW AZ-series alloys is examined by the X-ray diffraction (XRD), neutron dif-fraction and electron backscattered difdif-fraction (EBSD).2327) W. Woo et al.23) and J. Yang et al.24,25) reported that both the tensile strength and elongation of friction stir processed and welded AZ31 rolled-plate are significantly reduced. The basal texture variation during FSP/FSW significantly affects tensile mechanical properties, and a failure location is occurred at the incompatible boundary between the SZ and +Corresponding author, E-mail: cwyang@nfu.edu.tw
the thermo-mechanically affected zone (TMAZ). S. H. C.
Park et al.26,27) indicated the severe plastic deformation
during FSW results in a texture evolution which the basal plane normal is surrounding the welding tool surface in the SZ of FSW AZ61 joint. The tensile yield strength is decreased because the failure location in the SZ near the transition region of FSW AZ61 joint is associated with the basal plane texture lies at 45° to the tensile direction.
Since the microstructure can be effectively refined, re-distributed and a specific texture is established with perform-ing the FSP, it is important to investigate the effect of FSP on improving mechanical properties of the dual-phase MgLi alloys. However, the strengthening and failure behaviors of FSP-modified MgLi alloys are still not widely clarified and studied. Based on the above-mentioned concepts, the aim of present study is to investigate the tensile mechanical properties and failures of the¡/¢dual-phase MgLiAlZn (LAZ) extruded alloy correlated with the re-distribution and grain refining of ¡/¢ phases via the FSP modification and stabilization heat treatment. In addition, the effects of different tensile orientations on FSP-modified ¡/¢ dual-phase LAZ alloy are also presented.
2. Experimental Materials and Methods
The base metal (BM) used in this study was 3 mm-thick as-extruded MgLiAlZn sheets with a chemical composition of 8.5 Li, 2.8 Al and 1.1 Zn (mass%), which was determined by inductively coupled plasma-atomic emission spectrometry (ICP-AES) and these sheets were labeled as LAZ931-F.
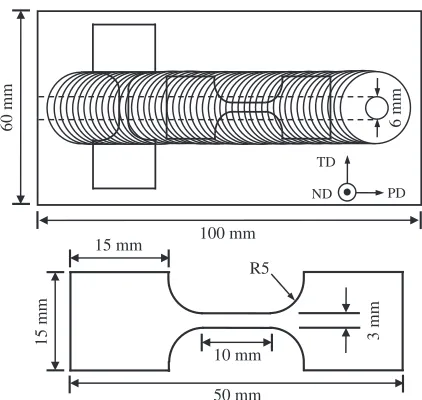
The as-extruded LAZ931-F sheets were machined into FSP specimens with dimensions of 100 mm (l)©60 mm (w). During the FSP, a cylindrical rotating tool made of AISI H-13 tool steel with a protruding probe plunged into the rectangular LAZ931-F specimens. The shoulder and the stirring probe of rotating tool were 17-mm diameter and 6-mm diameter, respectively. The stirring probe was 2-mm depth. The tool rotational speed was set at 2500 rpm, and the downward push force was controlled at about 2.6 kN. The downward push force and the rotational speed were maintained for an appropriate time to generate sufficient frictional heat. The generated frictional heat softened the LAZ931-F base metal, and the stirring probe caused material plasticflow in both circumferential and axial directions. The rotating tool was tilted by 1.5° from the workpiece normal, and the stirring probe moved along the extruded direction (ED) of the LAZ931-F specimens at a traverse speed of about 150 mm·min¹1. Then the as-processed specimens, which
were denoted by LAZ931-FSP, were 5°C-water quenched immediately. The plane normal of the processed direction (PD), normal direction (ND) and transverse direction (TD) of these prepared LAZ931-FSP specimens were defined as shown in Fig. 1.
Considering the MgLi alloys system, it is noted that a significant natural aging of ¡-phase, metastable ª-phase or AlLi compounds from¢-phase matrix with the addition of Li, Al and Zn elements.2830) Therefore, the friction stirred
specimens used for microstructural observation and subse-quent tensile tests were then given a stabilization heat treatment to eliminate additional precipitation effect of
various degrees of natural aging on the microstructure and mechanical properties. The friction stirred specimens were all stabilized by artificial aging at 423 K, held for 3 h and water quenched. These specimens were designated as LAZ931-FSP/A.
The microstructures of LAZ931-F, LAZ-FSP and LAZ931-FSP/A specimens were examined with optical microscope (OM). The phase composition and crystallo-graphic texture measurements were identified by X-ray diffractometry (XRD), using CuK¡ radiation at 30 kV, 20 mA with a scan speed of 1° (2ª) min¹1. Micro-Vickers
hardness test (Hv) was applied to evaluate the variations of hardness after the FSP. The micro-Vickers hardness test across the cross-sections (on the PD plane) of LAZ931-FSP and LAZ931-FSP/A specimens was applied using a Vickers indenter with a 980 mN load for 10 s dwell time. Each measured hardness datum was the average of three tests.
The tensile mechanical properties of extruded LAZ931-F and friction stir processed specimens were measured according to the standard tension testing of ASTM E8M-04.31) Figure 1 shows the dimensions of the tensile
speci-mens. Uniaxial tensile tests of the LAZ931-F were conducted parallel to the ED. For the friction stir processed specimens, the tensile tests were carried out in the directions of parallel (0°) and perpendicular (90°) to the PD, and the arrangement of tensile specimens is illustrated in Fig. 1. The specimens were tested at room temperature with an initial strain rate of 1.67©10¹3s¹1. Each tensile testing datum was the average
of five tests. The samples that tensile failed were examined using a scanning electron microscope (SEM) to observe the fracture surfaces.
3. Results and Discussion
3.1 Microstructural evolution by the FSP and aging treatment
Figure 2 shows the microstructural features and the difference between the extruded LAZ931-F and the FSP modified specimens. The observed direction of the
microsco-15 mm 3 mm
15 mm
R5
50 mm 10 mm
60 mm
100 mm
6 mm
TD
ND PD
[image:2.595.322.533.67.267.2]py is on the TD plane and on the PD plane for the extruded LAZ931-F base metal and the friction stirred specimens, respectively. Figure 2(a) shows the optical microstructure of the as-extruded LAZ931-F base metal, which displays a typical extruded texture with an elongated microstructure along the extrusion direction. We can see the LAZ931-F is composed of an ¡/¢ dual-phase structure. The white and dark gray regions correspond to the hcp Mg-rich ¡-phase and the bcc Li-rich¢-phase, respectively. It can be seen that the ¡-phase is elongated and surrounded by the ¢-phase. Figure 2(b) shows a high magnification micrograph of the LAZ931-F. The size of single¡-phase is observed in a range of about 50 to 100 µm long. It is recognized that dynamic recrystallization of the ¢-phase should be occurred during extrusion,30,32)and the average grain size of¢-phase is about
30.7«3.5 µm. In addition, the volume fraction of¡-phase, which is quantitatively calculated by an image analyzer (OPTIMAS 6.0), is measured to be about 21.8«2.3 vol%for the LAZ931-F alloy.
After the FSP, Fig. 2(c) shows the microstructural feature of LAZ931-FSP specimens within the stir SZ region in the as-processed condition for illustration. It can be seen that the ¢-phase is the major phase represented within the SZ. Comparing Fig. 2(c) with Fig. 2(b), it is apparent that the friction stir process modified the coarse extruded texture of LAZ931-F to a refined equal-axial ¢-phase microstructure, and the average grain size of equal-axial¢-phasefine grains is significantly reduced to about 7.9«0.6 µm. Moreover, only a fewfine¡-phase grains are shown in the SZ as those encircles in Fig. 2(c), and most of the ¡-phase grains are located in the ¢-phase grain boundaries. The average grain size and the volume fraction of these¡-phase grains are about 1.2«0.6 µm and 1.2«0.4 vol%, respectively. As a result, it is worth noted that the coarse and elongated ¡-phase grains are significantly refined and redistributed in an equal-axial size by the FSP. During the FSP, it is reported that the peak working temperatures on both the advancing side (AS) and retreating side (RS) can reach about 160 to
200
μ
m
(d)
50
μ
m
(b)
200
μ
m
(a)
50
μ
m
(c)
20
μ
m
(e)
α
-phase
[image:3.595.107.490.70.498.2]180°C.33) However, the peak temperature can reach 550°C within the SZ region,34) which is generally higher than the solid solution temperature of MgLi alloy.29,30) Therefore, the significant reduction in ¡-phase volume fraction can be resulted from the dissolution of¡-phase in the¢-phase during the FSP.
Figures 2(d) and 2(e) display the friction stirred speci-mens, which are given stabilized artificial aging treatment (LAZ931-FSP/A) for illustrations. Comparing Fig. 2(d) with Fig. 2(c), we can see the ¡-phase is precipitated from the¢ -phase matrix after the aging heat treatment. The difference in detail of these precipitated¡-phase grains in morphologies is examined with a high magnification optical micrograph as displayed in Fig. 2(e). Precipitation of the ¡-phase grains (indicated by the triangular marks) is observed at the¢-phase grain boundaries. In addition, a large number of needle-like ¡-phasefine grains (as those encircled in Fig. 2(e)) are also precipitated within the ¢-phase grains. The precipitation effect significantly increases the volume fraction of¡-phase to about 9.6«1.0 vol%compared with the microstructure of friction stirred LAZ931-FSP specimen displayed in Fig. 2(c). According to the above-mentioned observations, it can be recognized that the¡-phase is dispersed and dissolved during FSP, and then it will be precipitated after performing an artificial aging treatment.
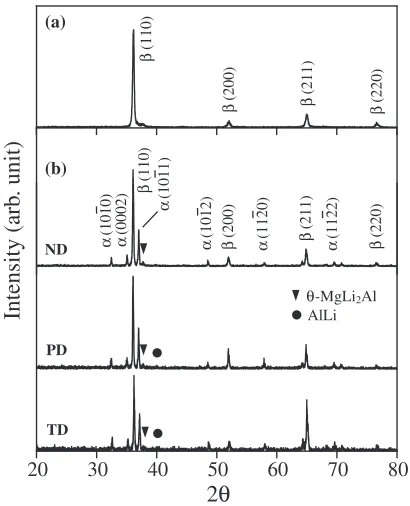
Figure 3 shows XRD patterns of the extruded ¡/¢ dual-phase LAZ931-F alloy on the ND, ED and TD planes. Compared with the standard powder diffraction of Mg (JCPDS 35-0821), the prismatic planes ofð1120Þandð1010Þ are the preferred orientations of hcp¡-phase on the ND and ED planes, respectively. The (0002) basal plane is the preferred orientation of¡-phase on the TD plane. As for the bcc¢-phase, the (200) and (110) planes (compared with the JCPDS 01-1131)35)are identified as the preferred orientations
of the ND plane and of both the ED and TD planes, respectively. In addition to the strong diffraction peaks of major ¡-phase and ¢-phase, relatively weak peaks are also
identified as the AlLi equilibrium phase (JCPDS 71-0362)35) in the extruded LAZ931-F base metal.
The XRD patterns obtained from the SZ region of friction stirred specimens in LAZ931-FSP and LAZ931-FSP/A conditions are given in Figs. 4(a) and 4(b), respectively. The diffraction pattern of LAZ931-FSP only shows sharp peaks of the bcc ¢-phase, whatever on the ND, PD or TD planes, as depicted in Fig. 4(a). Comparing Fig. 3 with Fig. 4(a), we can see the extruded texture is changed, meanwhile, the diffraction peaks of ¡-phase and AlLi phase are significantly reduced after the FSP modification. Referring to the Fig. 2(c), the XRD analysis result entirely corresponds to the microstructural feature, which almost displays refined uniaxial ¢-phase grains. The disappearance of ¡-phase and AlLi phase peaks can be resulted from the severe dispersion, refining and dissolving effect with SZ through the FSP. Figure 4(b) shows XRD patterns of the aged LAZ931-FSP/A specimen on the ND, PD and TD planes. It is noted that diffraction peaks of the hcp¡-phase are clearly identified and the pyramidal plane ofð1011Þis the preferred orientation of precipitated ¡-phase on the ND, PD and ED planes. Moreover, another new phase is detected, which is recognized as a precipitation of the metastable ª-phase (a MgLi2Al compound) reported in the literatures.11,28) The
appearance of the AlLi peak (see Fig. 4(a) cf. Fig. 4(b)) can be resulted from the phase decomposition of theª-phase after a heat treatment.11)
The precipitation effect of LAZ931-FSP through an aging heat treatment can also be demonstrated from the peak position of¢-phase (200), (211) and (220) planes, as listed in Table 1. Songet al.11)indicated that the addition 3 mass%Al
element causes the shift of the Li-rich¢-phase peaks to lower diffraction angle because of the difference in atomic radius size between Al (rAl=0.1387 nm) and Li (rLi=0.1520 nm)
elements. According to the present results listed in Table 1,
20 30 40 50 60 70 80
Intensity (arb
. unit)
2
θ
ND
TD ED
β
(200)
β
(211)
β
(220)
α
(0002)
AlLi
β
(220)
α
(0002)
(a)
β
(110)
α
(1120)
α
(1122)
α
(1011)
α
(1010)
α
(1010)
Fig. 3 X-ray diffraction patterns of the extruded¡/¢dual-phase LAZ931-F base metal on the ND, ED and TD planes.
20 30 40 50 60 70 80
Intensity (arb
. unit)
2
θ
(a)(b)
ND
TD PD
β
(200) β(211)
β
(220)
α
(0002)
β
(110)
β
(110)
β
(211)
β
(200)
β
(220)
α
(1011)
α
(1010)
α
(1012)
α
(1120)
α
(1122)
AlLi θ-MgLi2Al
[image:4.595.69.273.65.294.2] [image:4.595.325.530.69.322.2]therefore, it is recognized that the diffraction peaks shift to higher angles with the solid solution of¡-phase after the FSP, and the peaks reduce to lower angles with the precipitation of ¡-phase,ª-MgLi2Al and the presence of AlLi compound after
the aging heat treatment. In addition to the texture variation, the above microstructural observation (see Fig. 2(e)) is also verified by the XRD analysis, as depicted in Fig. 4(b), in which a significant precipitation of the ¡-phase and the ª-MgLi2Al is confirmed after performing an aging heat
treatment on the friction stirred dual-phase LAZ931 alloy. However, the AlLi and metastableª-MgLi2Al compounds are
not observed under optical micrographs probably due to their minute quantity and small particle size.
[image:5.595.312.542.71.283.2]3.2 Effect of FSP and aging treatment on mechanical properties
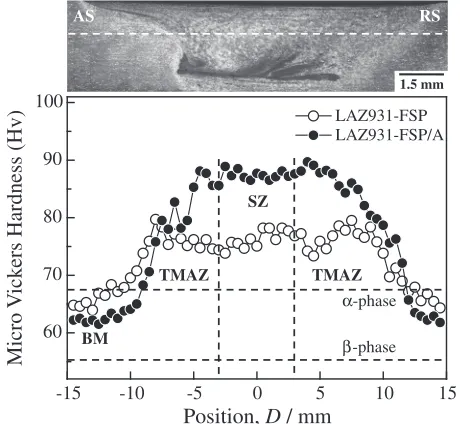
Figure 5 displays an overall cross-sectional microstructure (i.e., on the plane with a plane normal parallel to the PD) and variation of microhardness (Hv) of the friction stir processed and stabilization aged LAZ931 alloy. The microhardness profiles recorded along the PD plane of friction stirred specimens, and the dash line in the cross-section represents the Vickers indenter testing area, which is located at 1 mm depth from the surface. The micro-Vickers hardness test shows the average microhardness of ¡-phase to be about Hv67.5«2.2, while that of ¢-phase is Hv55.3«2.3. The result of LAZ931-FSP condition represents that the micro-hardness within SZ and thermo-mechanical affected zone (TMAZ) is increased and significantly higher than the average level of the non-stir zone (the LAZ931-F base metal region). The increased microhardness within the SZ can be resulted from the significant grain refinement of ¢-phase and the solid solution effect of ¡-phase during the FSP modification. Moreover, the microhardness of LAZ931-FSP/ A is higher than that of friction stirred condition (LAZ931-FSP) because the aging heat treatment results in a fine ¢ -phase matrix uniformly dispersed with fine ¡-phase grains and metastableª-MgLi2Al precipitates (referring to the XRD
patterns in Fig. 4(b)). It can be recognized that the ability for age hardening within SZ of the friction stir processed dual-phase LAZ931 alloy is attributed to the precipitation of ¡-phase and a few metastableª-MgLi2Al.
A comparison on the yield strength (YS), ultimate tensile strength (UTS) and elongation of the extruded LAZ931-F, LAZ931-FSP and LAZ931-FSP/A specimens is shown in Fig. 6. It can be seen that the YS and UTS, which values are obtained from the tensile force along the PD, of the extruded dual-phase LAZ931-F alloy is significantly enhanced by the
FSP. Referring to the above-mentioned measuring results of average grain sizes and volume fraction of ¡-phase and ¢ -phase from Fig. 2, the grain size of ¢-phase is significantly reduced from 30.7 µm to about 7.9 µm. In addition, the ¡ -phase is also significantly refined in an ultrafine equal-axial grain size (1.2 µm), and a reduced volume fraction resulted from the dissolution of ¡-phase within the ¢-phase matrix during the FSP. Therefore, the increase in tensile strength to the LAZ931-FSP specimen can be related to the combination of the solid solution strengthening of ¡-phase and the grain size refining effect of¢-phase (see Fig. 2(c)) according to the HallPetch relation.
As mentioned earlier, the precipitation of ¡-phase and ª -MgLi2Al from the¢-phase matrix within the SZ is confirmed
after performing the aging heat treatment, however, no impressive precipitation strengthening effect on the average tensile stress of LAZ931-FSP/A specimens. This phenome-non can be resulted from the phase decomposition of coherent metastableª-MgLi2Al. The reduction in
strengthen-ing effect for the LAZ931-FSP/A should be related to the Table 1 A comparison of Bragg’s angles for the¢-phase (200), (211) and
(220) reflections in the XRD patterns of the extruded LAZ931-F alloy, friction stirred specimens in LAZ931-FSP and LAZ931-FSP/A con-ditions.
Peak position 2ª(°)
(200) (211) (220)
LAZ931-F 51.92 64.84 76.43
LAZ931-FSP 52.08 64.97 76.60
LAZ931-FSP/A 51.96 64.88 76.52
1.5 mm
-15 -10 -5 0 5 10 15
60 70 80 90 100
Micro
V
ick
ers Hardness (Hv)
Position,
D
/ mm
LAZ931-FSP LAZ931-FSP/A
α-phase
β-phase
AS RS
SZ
TMAZ TMAZ
BM
Fig. 5 The overall cross-sectional microstructure (on the PD plane) and variation of microhardness of the friction stir processed and stabilization aged LAZ931 alloy. The indentations are made with a spacing of 0.5 mm along the parallel dash line (AS: advancing side; RS: retreating side).
0 50 100 150 200
Elon
g
ation (%)
Elongation UTS
Stress,
σ
/ MP
a
YS
LAZ931-F FSP vs. 0° PD FSP vs. 90° PD FSP/A vs. 0° PD FSP/A vs. 90° PD
0 4 8 12 16
[image:5.595.47.291.115.182.2] [image:5.595.321.533.353.489.2]phase transformation from the metastableª-MgLi2Al into the
equilibrium AlLi compound.28,36)In addition, the coarsening
of precipitated ¡-phase at ¢-phase grain boundaries is also harmful to the tensile strength because the decohesion-induced cracks propagation is occurred at the weak ¡/¢ -phase interface boundaries.37) The interfacial cracking will further reduces the elongation of friction stirred specimens.
While the applying tensile force is perpendicular to the PD for those LAZ931-FSP and LAZ931-FSP/A aged specimens, we can see the tensile strength is lower than those FSP-modified specimens with applying tensile force parallel to the PD. In addition, the elongation of these conditions is even lower than the LAZ931-F base metal, as illustrated in Fig. 6. This phenomenon is related to the change in tensile direction with respect to the friction stir processing texture. Figure 7 shows a typical tensile failure specimen of the friction stirred LAZ931-FSP alloy, and the fracture position is generally located at the TMAZ (referring to Fig. 5 cf. Fig. 7) close to the advancing side (AS; i.e., the tool rotating direction is the same as the PD). Since the friction stir process causes a
processing texture which results in an apparent micro-structural change on the overall cross-section, the failure behavior of friction stirred specimens along the cross-sectional direction should be closely correlated with the texture evolution. W. Woo et al.23) and S. H. C. Park
et al.26,27) reported that the basal plane normal is roughly
surrounding the rotation pin surface. When the applied tensile force is perpendicular to the PD, the failure generally occurred at the weak zone of SZ/TMAZ boundary due to the texture change in the TMAZ.24,25) Although the micro-hardness is significantly increased with applying the FSP and aging heat treatment, the fracture occurred at the TMAZ (Fig. 7) can be resulted from the weak discontinuous interface (referring to the cross-sectional microstructure in Fig. 5) between the base metal and the SZ region with a severe plastic flow on the AS. It is recognized as the detrimental factor to the tensile properties of those friction stirred specimens.
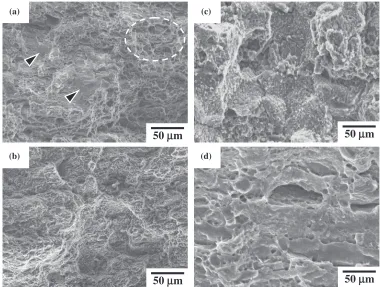
Figure 8 compares the fracture morphologies of extruded LAZ931-F alloy, LAZ931-FSP and LAZ931-FSP/A tensile failure specimens. Figure 8(a) shows a mixed fracture surface of the ¡/¢ dual-phase LAZ931-F alloy, which displays a brittle cleavage at the ¡-phase (as those indicated by the triangular marks)37) and a dimpled ruptures at the ¢-phase (as the encircled region). Figure 8(b) shows a fracture surface of the LAZ931-FSP specimen. It can be see that the brittle fracture region is disappeared with the reduction of¡-phase volume fraction, which is resulted from the dissolution of ¡-phase in the ¢-phase within the SZ during the FSP (see Fig. 2(b)). As seen from the fracture morphology of aged LAZ931-FSP/A specimens shown in Fig. 8(c), it is
recog-3 mm Tensile direction (⊥ PD)
AS RS
PD
Fig. 7 An illustration of the failure friction stirred LAZ931 specimens with a tensile testing direction perpendicular to the PD.
50
μμ
m
(b)50
μ
m
(c)50
μ
m
(d)(a)
50
μ
m
[image:6.595.48.291.328.414.2] [image:6.595.107.487.461.748.2]nized that the intergranular fracture is occurred from the¡/¢ -interface decohesion and the cracks propagation along the grain boundaries of ¢-phase. Different from those friction stirred specimens tensile failed along the PD, Fig. 8(d) displays a typical fracture surface, which shows aflat and less ductile feature, of the specimens tensile tested perpendicular to the PD. The fracture morphology is fairly related to a weak discontinuous interface during FSP, and it results in a failure behavior as shown in Fig. 7.
4. Conclusions
The effect of friction stir process and aging heat treatment on the microstructural feature and tensile mechanical proper-ties of the extruded¡/¢dual-phase Mg8.5Li2.8Al1.1Zn (LAZ931) alloy is studied. The following conclusions are drawn based on the above results and discussion:
(1) The extruded texture of dual-phase LAZ931 is reduced and the coarse Mg-rich ¡-phase and Li-rich ¢-phase grains can be effectively refined in an equal-axial size by friction stir process.
(2) Friction stir process significantly results in dissolution and solid solution effects of the ¡-phase within the ¢-phase matrix. The microhardness of friction stirred LAZ931 alloy is increased with the solid solution strengthening of ¡-phase and the grain refining of ¢ -phase.
(3) A significant precipitation of the ¡-phase and the metastableª-MgLi2Al is demonstrated with performing
an aging heat treatment on the friction stirred dual-phase LAZ931 alloy. The increasing microhardness within the stir zone is resulted from the precipitation hardening effect.
(4) The tensile strength of LAZ931 alloy can be enhanced by the friction stir process. However, the tensile strength of friction stirred LAZ931 is decreased while applying a tensile direction perpendicular to the stir processing direction.
(5) The phase decomposition of metastable ª-phase into equilibrium AlLi compound is a cause of reducing the precipitation strengthening on the LAZ931 alloy after performing an aging heat treatment.
Acknowledgement
This study was financially supported by the National Science Council of Taiwan for which we are grateful (Contract No. NSC 101-2221-E-150-028).
REFERENCES
1) D. Eliezer, E. Aghion and F. H. Froes:Adv. Perform. Mater.5(1998) 201212.
2) B. L. Mordike and T. Ebert:Mater. Sci. Eng. A302(2001) 3745.
3) F. Witte, J. Fischer, J. Nellesen, H. A. Crostack, V. Kaese and A. Pischd:Biomaterials27(2006) 10131018.
4) M. P. Staiger, A. M. Pietak, J. Huadmai and G. Dias:Biomaterials27
(2006) 17281734.
5) E. Aghion and B. Bronfin:Mater. Sci. Forum350351(2000) 1930.
6) E. Aghion, B. Bronfin and D. Eliezer:J. Mater. Process. Technol.117
(2001) 381385.
7) H. Haferkamp, R. Boehm, U. Holzkamp, C. Jaschik, V. Kaese and M. Niemeyer:Mater. Trans.42(2001) 11601166.
8) J. Y. Wang, W. P. Hong, P. C. Hsu and L. Tan:Mater. Sci. Forum419 422(2003) 165170.
9) J. M. Song, T. X. Wen and J. Y. Wang:Scr. Mater.56(2007) 529532.
10) H. Takuda and H. Matsusaka:J. Mater. Sci.37(2002) 5157.
11) G. S. Song, M. Staiger and M. Kral:Mater. Sci. Eng. A371(2004) 371376.
12) J. Y. Wang, T. C. Chang, L. Z. Chang and S. Lee:Mater. Trans.47
(2006) 971976.
13) C. H. Chiu, H. Y. Wu, J. Y. Wang and S. Lee:J. Alloy. Compd.460
(2008) 246252.
14) R. Z. Wu, Y. S. Deng and M. L. Zhang:J. Mater. Sci.44(2009) 4132 4139.
15) L. B. Wu, C. L. Cui, R. Z. Wu, J. Q. Li, H. B. Zhan and M. L. Zhang:
Mater. Sci. Eng. A528(2011) 21742179.
16) R. S. Mishra and Z. Y. Ma:Mater. Sci. Eng. R50(2005) 178.
17) W. M. Thomas, E. D. Nicholas, J. C. Needham, M. G. Murch, P. Templesmith and C. J. Dawes: G. B. Patent Application, No. 9125978.8 (1991).
18) T. C. Chang, J. Y. Wang, C. L. Chu and S. Lee:Mater. Lett.60(2006) 32723276.
19) C. I. Chang, C. J. Lee and J. C. Huang:Scr. Mater.51(2004) 509514.
20) B. Mansoor and A. K. Ghosh:Acta Mater.60(2012) 50795088.
21) A. H. Feng and Z. Y. Ma:Scr. Mater.56(2007) 397400.
22) W. Woo, H. Choo, M. B. Prime, Z. Feng and B. Clausen:Acta Mater.
56(2008) 17011711.
23) W. Woo, H. Choo, D. W. Brown, P. K. Liaw and Z. Feng:Scr. Mater.
54(2006) 18591864.
24) J. Yang, D. Wang, B. L. Xiao, D. R. Ni and Z. Y. Ma:Metall. Mater. Trans. A44(2013) 517530.
25) J. Yang, B. L. Xiao, D. Wang and Z. Y. Ma:Mater. Sci. Eng. A527
(2010) 708714.
26) S. H. C. Park, Y. S. Sato and H. Kokawa:Metall. Mater. Trans. A34
(2003) 987994.
27) S. H. C. Park, Y. S. Sato and H. Kokawa:Scr. Mater.49(2003) 161 166.
28) A. Yamamoto, T. Ashida, Y. Kouta, K. B. Kim, S. Fukumoto and H. Tsubakino:Mater. Trans.44(2003) 619624.
29) C. C. Hsu, J. Y. Wang and S. Lee:Mater. Trans.49(2008) 27282731.
30) H. Y. Wu, J. Y. Lin, Z. W. Gao and H. W. Chen:Mater. Sci. Eng. A523
(2009) 712.
31) ASTM Standard E8M-04, Standard test methods for tension testing of metallic materials, West Conshohocken (PA): ASTM International, 2004.
32) A. Sanschagrin, R. Tremblay, R. Angers and D. Dubé:Mater. Sci. Eng. A220(1996) 6977.
33) L. Commin, M. Dumont, J. E. Masse and L. Barrallier:Acta Mater.57
(2009) 326334.
34) C. I. Chang, C. J. Lee, C. H. Chuang, H. R. Pei and J. C. Huang:Adv. Mater. Res.1517(2007) 387392.
35) M. C. Lin, C. Y. Tsai and J. Y. Uan:Scr. Mater.56(2007) 597600.
36) J. C. McDonald: J. Inst. Met.97(1969) 353359.
37) C. W. Yang, T. S. Lui, L. H. Chen and H. E. Hung:Scr. Mater.61