Mechanical Properties of
in situ
Synthesized Titanium Matrix Composites
at Elevated Temperature
Ye-Xia Qin, Wei-Jie Lu, Xian-Feng Sheng, Zhi-Feng Yang, and Di Zhang
State Key Laboratory of Metal Matrix Composites, Shanghai JiaoTong University, Shanghai 200030, P. R. China
TiB and TiC reinforced titanium matrix composites were produced by common casting technique utilizing the self-propagation high-temperature synthesis between titanium and B4C. The mechanical properties and fracture mechanism ofin situsynthesized titanium matrix
composites have been investigated by means of uniaxial tension at elevated temperatures. As temperature increases, the ultimate tensile strength decreases and ductility increases. Compared with the matrix alloy, ultimate tensile strength of the composite was improved obviously because thein situsynthesized reinforcements are very stable at elevated temperatures and can strengthen the matrix alloy effectively. The fracture behavior was dependent on temperature. The composites fail at low strain at room temperature due to the fracture of the reinforcements. As temperature increases, voids are likely to initiate and grow at the interface between the reinforcement and the matrix alloy, and their coalescence eventually leads to the fracture of the composites. The debonding between the reinforcements and the matrix alloy becomes the main reason for the composites failure.
(Received April 28, 2003; Accepted September 24, 2003)
Keywords: in situ formation; titanium matrix composites; mechanical properties at elevated temperature; fracture mechanism
1. Introduction
The incorporation of low density, high modulus, and high strength reinforcements into titanium that possesses a high specific strength at room and moderately elevated temper-atures, significantly improves the specific modulus, specific strength and creep resistance. Titanium-based metal-matrix composites (TMCs) attract extensive attention owing to their high specific modulus, high specific strength, high strength at elevated temperature and wide potential application in the field of aviation, aerospace and automobile. Traditionally, TMCs have been produced by the processing techniques such as powder metallurgy1) and casting technologies,2,3) where the ceramic particles are directly incorporated into solid or liquid matrices, respectively. In recent years, novel process-ing techniques based on thein situproduction of TMCs have emerged. Compared with outside doping technique, in situ technique is very attractive for their properties such as isotropic behavior, easy to fabricate, economical and con-venient to fabricate parts of complex shape. Powder metal-lurgy,4,5) casting,6,7) mechanical alloying8) and rapid solid-ification9,10)processing have been used to fabricate particle reinforced TMCs.
In former research, we highlight a novelin situprocess in which traditional ingot metallurgy plus self-propagation high-temperature synthesis (SHS) techniques were used to produce (TiB+TiC)/Ti matrix composites.11)The formation mechanism ofin situsynthesized titanium matrix composites has been discussed.12) The microstructure and mechanical properties at room temperature have also been investigat-ed.13,14)The main aim to develop the TMCs is to widen the utilization field at high temperature. So it is necessary to investigate the mechanical properties and fracture mecha-nism at elevated temperature. In this paper, the mechanical properties and fracture mechanism of the TMCs at elevated temperature have been evaluated.
2. Experimental Procedure
A common casting technique was used to fabricate the (TiB+TiC)/Ti composites. The reagents used were gradeII sponge titanium (99%) and B4C powder (98%, average particle size: 510mm). The nominal alloy composition was Ti-6Al-2Sn-4Zr-2Mo-0.2Si. The theoretical total vol-ume percent of reinforcements TiB and TiC was 8%. The stoichiometric amounts of sponge titanium and B4C powder were blended thoroughly, and then they were compacted into pellets. The various amounts of pellets along with the sponge titanium, aluminum, silicon, zirconium, Ti-Sn and Ti-Mo were melted homogeneously in a consumable vacuum arc remelting (VAR) furnace. In order to ensure the chemical homogeneity of the composites, the ingots were melted at least three times. The diameter and the length of the ingot are 100 and 300 mm, respectively. After casting, the ingots were hot-forged into a rod of 20 mm diameter.
Samples for optical microscope (OM) were taken from hot-forging samples along transverse and longitudinal cross-section. Then they were prepared using conventional tech-niques of grinding and mechanical polishing. Finally, their microstructures were characterized by optical microscopy. TEM observation of the microstructures of the composites before and after uniaxial tension was performed using a H-800 (200KV) transmission electron microscope (TEM). Thin foils for TEM were produced by conventional specimen preparation, such as dimpling and argon ion milling.
To study the tensile properties of the composites under ambient temperature and at elevated temperature, tensile samples with a gage diameter of 6 mm and length of 50 mm with the specimen axis parallel to the hot-forging direction were tested at ambient temperature to 700C using an
MTS-810 servohydraulic test machine. The average strain rate was
surfaces in order to investigate the fracture mechanism.
3. Results and Discussion
3.1 Microstructure of the composites
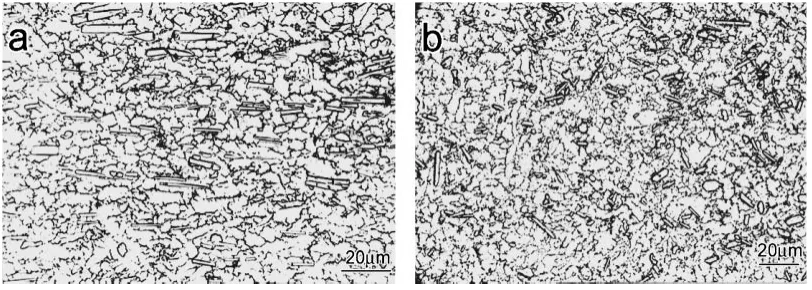
The optical microstructures of the hot-forging sample at longitudinal and transverse cross-sections are shown in Fig. 1. The microstructure of the hot-forging sample shows a homogeneous distribution of the reinforcements. The dis-persion of the reinforcements as viewed at high magnification (Fig. 2) is relatively uniform, and there is no cluster of the reinforcements. Figure 2 also shows the microstructure of the titanium matrix alloy. The Ti6242 matrix alloy showed near-equiaxed grains. The results of EDS11) showed that the reinforcements with equiaxed shape are TiC phase and the reinforcements with short-fiber shape are TiB. The TiB fibers align along the longitudinal direction after the hot-forging.
3.2 Mechanical properties at elevated-temperature The true stress-strain curves of the in situ synthesized titanium matrix composites deformed under elevated temper-atures at a nominal strain rate of1102s1are presented in Fig. 5. The results show that an increase in temperature alters the properties of the composites. The composites exhibit high work hardening rate in the initial strains. Then the strength dropped gradually after reaching the yield strength. The strength and the flow stresses at the same strain decrease when the temperature increases under the same strain rates. The strength levels and the ultimate tensile strength values of the titanium matrix composites deformed at 600C are higher than that at 700C. The true stress-strain
curves in tension shown in Fig. 5 exhibit a different trend with respect to the tensile temperature, the drop of the strength is more significant and apparent in the composites
Fig. 2 Optical microstructures of the titanium matrix composites (a) and (b) are at longitudinal and transverse cross-section of the composites (etched).
[image:2.595.93.502.433.577.2] [image:2.595.95.501.615.760.2]deformed at 700C and 650C than that at 600C. High
temperature deformation is, essentially, dependent on strain-hardening dynamic recrystallization and damage formation.
The mechanical properties measured by tensile testing at room and elevated temperature are listed in Table 1 and compared with the matrix alloy Ti6242.15)The mechanical properties of Ti6242 are taken from the data at 427C. At the
same time, the mechanical properties of IMI834 that is known as the commercial titanium alloy with high mechan-ical properties at elevated-temperature are also listed in Table 1.15)From Table 1, the tensile strengths of the TMCs at room temperature, 600C, 650C and 700C are 1234.0 MPa,
780.9 MPa, 639.1 MPa and 423.9 MPa, respectively. Com-pared with the titanium alloy IMI834 used for elevated-temperature, the mechanical properties of the titanium matrix composites are about 1.198 and 1.23 times that of IMI834 at room temperature and 600C, respectively. Compared with the matrix alloy, the mechanical properties of the composites, especially under the elevated-temperature, are improved apparently due to the addition ofin situsynthesized TiB and TiC reinforcements.
3.3 Fractography
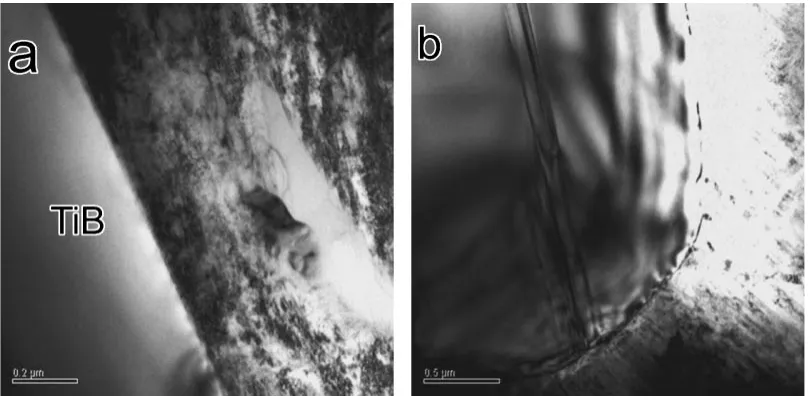
The fracture surfaces of the hot-forging materials tested under tension at room and elevated temperatures are shown in Fig. 6. As is evident from these figures, the fracture mechanisms are dependent on the temperature. At room temperature, the fracture surface exhibits a predominantly brittle cleavage fracture mechanism. The cracks are perpen-dicular to the loading direction and the crack sources are likely to generate at reinforcements. These indicate that the interface cohesion between reinforcements and the titanium Fig. 3 Bright filed TEM images of the titanium matrix composites after hot-forging, showing (a) TiB/Ti interface (b) TiC/Ti interface.
Fig. 4 Bright field TEM images of the titanium matrix composites after tensile deformation at 700C, showing (a) TiB/Ti interface (b) TiC/Ti interface.
0.0 0.1 0.2 0.3 0.4
0 200 400 600 800 1000
T=700oC T=650oC T=600oC
True Stress (
σ
/MPa)
True Strain
[image:3.595.92.499.72.216.2] [image:3.595.96.501.248.448.2] [image:3.595.59.280.495.662.2]matrix alloy is strong enough and the reinforcements can undertake load and improve the tensile strength. The clean interfacial microstructure also shows this. Moreover, under tensile deformation at room temperature, the average aspect ratio of TiB is longer than critical fiber aspect ratio (the critical fiber aspect ratio is 2.07, and the average aspect ratio of TiB is 6.34), which was calculated in paper13) and was stated by H. Akbulut and M. Durman.16)Once TiB fractures, the crack will propagate into titanium matrix alloy simulta-neously and leads to the failure of the composites. As the temperature increases, dimple fracture with extensive inter-face debonding between the matrix alloy and the reinforce-ments becomes obvious. The tensile fracture mode at elevated temperature is a ductile fracture mode. The
extensive matrix deformation around the reinforcements is evident, and the matrix is necked to a knife edge between the reinforcements. Also the interfacial region between the reinforcements and the matrix alloy appears discontinuous with a gap. However, the matrix alloy softens gradually, the critical fiber aspect ratio increase accordingly.16)So the TiB reinforcements that fracture will become less and less. When the aspect ratio of the TiB is less than the critical aspect ratio at elevated temperature, the TiB reinforcements will not fracture. Thus, as temperature increases, the debonding between TiB with short-fiber shape and the matrix alloy becomes the main reason that leads to the failure of the composite.
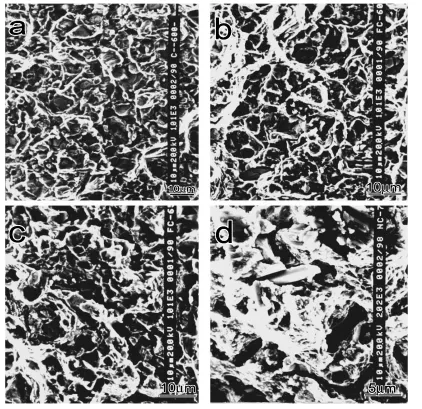
The longitudinal sections of the tensile fractured samples Fig. 6 SEM fracture surfaces ofin situ synthesized (TiB+TiC)/Ti6242 composites under tensile condition (a) room temperature
[image:4.595.47.560.84.148.2] [image:4.595.91.513.171.580.2]were observed for the accumulation of damage below the fracture surface. Examination of fracture surfaces of samples tested at room temperature (Fig. 7a), by SEM, showed that the fracture of TiB reinforcements is the main failure reason of the composites at room temperature. Presence of rounded particles (Fig. 6a) with rough surfaces (Fig. 7a) suggests that during fracture these reinforcements did not offer much resistance to the deformation. From Fig. 7(b), Fig. 7(c) and Fig. 7(d), it can be concluded that quite a lot of voids initiated and grew at the interface between TiB and the titanium matrix alloy. Due to the different shapes of the reinforce-ments, the compatibility of deformation between the TiB fibers and the titanium matrix alloy is worsen than that between the TiC particle with equiaxed or near-equiaxed shape and the titanium matrix alloy. So the voids are likely to initiate and grow at the interface between the TiB fibers and the matrix alloy. As strain increased, the voids coalesced to form one large void. Eventually, the voids that form at the interfaces between the TiB fibers and the titanium matrix alloy connect and form crack. Their coalescence eventually caused the fracture of the titanium matrix composites.
4. Conclusions
The mechanical properties ofin situsynthesized titanium matrix composites were tested by means of uniaxial tension at different temperature. The tensile strength decreases with increase in deformation temperature from room temperature to 700C, and ductility of the composites increase. The tensile strengths of the composites at room temperature, 600C, 650C and 700C are 1234.0 MPa, 780.9 MPa,
639.1 MPa and 423.9 MPa, respectively. Compared with the matrix alloy, the mechanical properties of the composites, especially deformed under the elevated-temperature are improved. Fracture mechanisms are dependent on the deformation temperature. The results show that the compo-sites fail at low strain when they are tested at room temperature due to the fracture of the TiB reinforcements. As temperature increases, cracks are likely to initiate and grow at the ends of the TiB along the loading direction, and their coalescence eventually leads to fracture of the titanium matrix composites. The debonding between TiB and the titanium matrix alloy becomes the main reason that results in the failure of the composites.
Acknowledgements
We would like to acknowledge a financial support provided by the state key project of P. R. China.
REFERENCES
1) P. Wanjara, S. Yue, R. A. L. Drew, J. Root and R. Donaberger: Key Eng. Mater.127-131(1997) 415-422.
2) S. Abkowitz, P. E. Weihrauch and S. Abkowitz: Ind. Heating60(9) (1993) 32-37.
3) Y. Lin, R. H. Zee and B. A. Chin: Metall. Trans. A22(4) (1991) 859-865.
4) J. Q. Jiang, T. S. Lim, Y-J. Kim, B. K. Kim and H. S. Chung: Mater. Sci. Tech.12(4) (1996) 362-365.
5) T. Saito, H. Takamiga and T. Furuta: Mater. Sci. Eng. A243(1998) 273-278.
6) H. T. Tsang, C. G. Chao and C. Y. Ma: Scri. Metall. Mater.37(9) (1997)1359-1365.
[image:5.595.95.501.73.375.2]