International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
563
Predictive Depth of Cut Model for Abrasive Waterjet Cutting of
Metal-Polymer-Metal Laminate
A. A. Shaikh
1, V. S. Ambardekar
21Asso.Prof., 2P.G Student, S. V. National Institute of Technology, Surat, Gujarat,395007
Abstract—A study of depth of cut in abrasive waterjet
cutting of metal-polymer-metal laminate is presented and discussed in present work. The experimental investigation was carried out to judge the effects of process parameters such as abrasive water pressure, standoff distance and traverse rate on the depth of cut. Based on analysis of variance, abrasive waterjet pressure and traverse rate are most significant over stand-off distance.
The present work deals with the study of process parameters such as abrasive water pressure and traverse rate on the depth of cut which are varied by keeping other as constant. Design of experiment (DOE) is used to get the combination of process parameters for cutting operations. Analysis of variance (ANOVA) technique is applied to understand the significance of control factors. Later on, predictive model is developed using regression analysis technique.
Keywords— Abrasive waterjet machining, depth of cut,
DOE, ANOVA, regression analysis
I. INTRODUCTION
Abrasive waterjet machining is a process in which high pressure waterjet is used to accelerate the abrasives towards the workpiece. The impingement of abrasive waterjet results into material removal. This process offers many advantages over traditional machining processes such as no thermal distortion, small cutting forces, less time consumption, etc. By considering all these merits, various researchers have focused on abrasive waterjet machining of various ferrous materials as presented by J.Wang [1],
M.Chithirai Pon Selvan et al. [2, 3], non-ferrous materials
such as aluminium as presented by M.Chithirai Pon Selvan et al.[4].
In case of ceramic materials, exhaustive work had been
done by J.Wang [5, 6], D.K Shanmugam et al. [7],
P.Gudimetla et al.[8], M.Chithirai Pon Selvan et al.
[9],L.Chen et al.[10], H.Hocheng et al.[11] while in case of composites, J.Wang had presented predictive depth of penetration model [12,13],study of abrasive waterjet machining process on glass/epoxy composite laminates [14] and investigation on aramid fibre reinforced plastics
composite [15] as presented by M.A.Azmir et al.
Metal-Polymer-Metal composite is widely used now-a-days in automobile applications because of its outstanding characteristics such as strength, durability, lighter weight; etc.The application of metal-polymer-metal is bottom panel of Audi A2.It consists of alternate layers of metal and polymer. One of the advantage of metal-polymer-metal composite is least water absorption during abrasive waterjet cutting as compared to that with natural fiber composite such as banana fiber. Also abrasive waterjet cutting is efficient, accurate and less time consuming with no heat generation [16] and hence is suitable method for machining
of metal-polymer-metal to use it for secondary
applications.
Metal-polymer-metal is studied from formability point of view by various researchers [17, 18, 19, 20, 21] but machining of metal-polymer-metal is rarely found which seems to be very interesting. So the present work deals with abrasive waterjet machining of metal-polymer-metal laminate. It was decided to develop predictive model based on experimentation and further, predicted values are compared with experimental values to assess the capability of the model.
II. EXPERIMENTAL STUDY OF THE DEPTH OF CUT IN
CUTTING OF METAL-POLYMER-METAL COMPOSITE
2.1. Experimental work
In this present study, metal-polymer-metal laminate is cut by abrasive waterjet by varying abrasive waterjet pressure, traverse rate. The design of experiment was applied to prepare the specimens for cutting operations. The necessary constituents were procured and laminate plates were prepared. The selection of process parameters such as abrasive waterjet pressure, traverse rate is based on practical limitations and machine range. The depth of cut obtained by varying these parameters is reported in present work.
2.2. Preparation of laminate material
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
564 The dimensions of laminate material is kept as 102*50*10 mm for each specimen so as to accommodate around 15 number of cuts by maintaining pitch distance at least 2 mm for better visualization.
The wooden base was prepared with grooves to align all aluminum sheets, in which all the sheets were partially inserted and rest of the volume was covered to restrict the flow of poured resin. The flow of resin was ensured by using appropriate sealing materials.
The general purpose polyester was taken for pouring it into gap between aluminum sheets. The resin was prepared to cure at room temperature by adding initiator and accelerator in the proportion of 1.5 % by volume. Enough care was taken while pouring resin so as to ensure complete filling of gap without any voids.
The specimen was allowed to cure for 24 hours in atmospheric temperature, so as to achieve fully cured state before cutting. Again specimens were kept for 4-5 days for post curing before cutting operation conducted.
2.3. Cutting of metal-polymer-metal laminate
The cutting was carried out on the prepared laminate material, on the abrasive waterjet machine. Cutting was done on the specimens by varying waterjet pressure, traverse rate of nozzle as process parameters. The output variable considered in this experiment is depth of cut. All the experiments were carried out using Design of Experiment. In present work, two process parameters are at
ten levels so 102=100. The Process Parameters considered
[image:2.612.325.562.149.238.2] [image:2.612.336.553.479.605.2]for present study based on machine capacity is depicted in table I as shown below:
Table I
Details of process parameters for present study
The control factors, their designation and levels are tabulated in table II as follows:
Table II
Details of process parameters and their levels
The details of depth of cut obtained based on full factorial design is given in table III
Table III
The depth of cut as per full factorial design
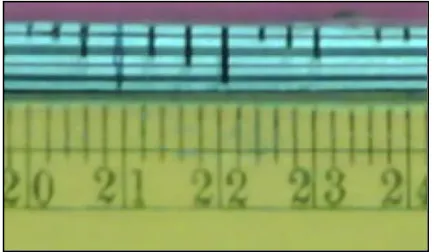
2.4. Measurement of depth of cut
The depth of cut reported in previous section is measured by digital image mapping concept. Depth of cut measured by taking snaps of cut section as shown in fig. 1.
[image:2.612.50.290.516.593.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
[image:3.612.59.277.187.316.2]565 The obtained snap of enough resolution is imported to drafting software AutoCAD for the purpose of mapping, as the snap of cut includes standard measuring scale as shown in fig.2.
Fig.2: Use of autocad for measurement
III. REGRESSION ANALYSIS
The purpose of building a predictive model is to understand the influence of process parameters on the depth of cut. This model is to relate the independent variables and dependent variable.Regression models are frequently used to analyze data; hence it is applied to data generated by experiment. In the present study, dependent variable or response is average value of depth of cut D and independent variables are abrasive waterjet pressure (P), traverse rate (T) respectively. The method of least square was applied to estimate the regression coefficients in a multiple linear regression model. The process followed for regression analysis is depicted by fig.III
Fig.3. Flow chart for regression analysis
The obtained regression model for predicting depth of cut in terms of abrasive waterjet pressure, traverse rate is given below:
T
P
D
2
.
38308
0
.
120179
0
.
02934
WhereD Depth of cut (mm)
P Abrasive waterjet pressure (MPa)
T Traverse rate (mm/min)
The R-Square value for this model coming to be 0.9575 While the average percentage of bias error coming to be 6.56 %.
IV. RESULTS AND DISCUSSIONS
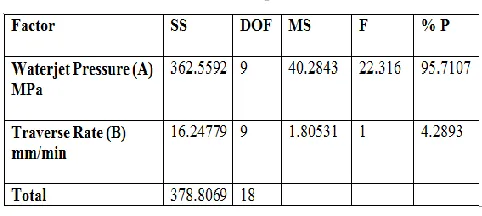
[image:3.612.60.269.508.699.2]The analysis of variance is conducted based on breaking the total variance down into distinct components. In particular, the total variance of the characteristic responses is broken down into a contribution from the average and separate contributions from each of the columns in the array. To judge statistical significance, the variance associated with the column associated with a factor or interaction is compared against the average variance associated with columns used for an error estimate. If the factor’s or interaction variance is large in comparison to the error term the factor is judged significant. A larger value of F indicates that contribution of that factor is very large as compared to error variance. The larger the contribution of a particular factor to the total sum of squares, the larger is the ability of that factor to influence depth of cut. This is expressed in terms of percent contribution (% P) for factor A, B which is shown by table IV
Table IV
ANOVA table for depth of cut (D)
4.1. Influence of process parameters on depth of cut
Effects of two process parameters namely abrasive waterjet pressure, traverse rate on the depth of cut is analyzed and reported as shown in fig. 4.
MAKE MATRIX OF INDEPENDENT
VARIABLE X AND DEPENDENT
VARIABLE Y
CALCULATE THE PRODUCT X’X, X’Y
CALULATE THE PRODUCT
y
X
X
X
'
)
'
(
1 [image:3.612.324.565.547.655.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
566
Fig.4: Variation of depth of cut with repect to traverse rate
As waterjet pressure increases, depth of cut increases. Because, when the waterjet pressure increases, kinetic energy of jet increases which in turn increases the penetration capacity of the jet.
As the traverse speed increases, depth of cut decreases. Because increased traverse rate reduces exposure time of jet over the work piece. For the same value of traverse rate, depth of cut increases with abrasive waterjet pressure.
4.2. Comparison of predicted versus experimental values
The predictive model as discussed in previous section is represented in terms of experimental versus predicted values, which is found in good agreement. The same is presented by fig. 5.
Fig.5.Variation of predicted values with respect to experimental values
V. CONCLUSION
The extensive experiments carried out during the present course of work include specimen preparation of laminates using aluminum as a metal and polyester as a polymer. Cutting of laminates is done by abrasive waterjet machining by varying control factors such as waterjet pressure, traverse rate (nozzle speed). All observations are analyzed for developing predictive model for depth of cut. The following points are observed:
I. As waterjet pressure increases, depth of cut increases.
II. As traverse rate increases, depth of cut decreases.
III. The predictive model for depth of cut including two
control factors namely waterjet pressure, traverse rate for aluminium-polyester-aluminium is given by
T
P
D
2
.
38308
0
.
120179
0
.
02934
IV. The closeness of predictive model with experimental
values is 6.56%
REFERENCES
[1 ] J.Wang and W.C.K. Wong (1999) A study of Abrasive waterjet cutting of metallic coated sheet steels. International Journal of Machine Tools & Manufacture,39 ,pp. 855–870
[2 ] M.Chithirai Pon Selvan & Dr.N.Mohana Sundara Raju (2012) Machinability Study of Stainless Steel Using Abrasive Water Cutting Technology. In: International Conference on Mechanical, Automobile and Robotics Engineering(ICMAR’2012),Pennag,Malaysia,pp.208-212
[3 ] M.Chithirai Pon Selvan & Dr.N.Mohana Sundara Raju (2011)Effects of Process Parameters On Depth of Cut in Abrasive Waterjet Cutting of Cast Iron. International Journal of Science and Engineering Research ,9,pp.1-5
[4 ] M.Chithirai Pon Selvan & Dr.N.Mohana Sundara Raju (2011) An Experimental Investigation On Depth of Cut In Abrasive Waterjet Cutting Of Aluminium.International Journal of Engineering Science and Technology (IJEST), 3(4),pp.2950-2954
[5 ] J.Wang, D.M.Guo (2003) The Cutting Performance in Multipass Abrasive Waterjet Machining of Industrial Ceramics. Journal of Material Processing Technology, 133, pp. 371-373
[6 ] J. Wang (2007) Predictive depth of penetration models for abrasive waterjet cutting of alumina ceramics. International Journal of Mechanical Sciences, 49, pp.306–316
[7 ] D.K Shanmugam, J. Wang and H.Liu(2008) Minimization of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique.International Journal of Machine Tools & Manufacture ,48 ,pp. 1527–1534
[8 ] P.Gudimetla and J.Wang and W. Wong (2002) Kerf Formation analysis in the abrasive waterjet cutting of industrial ceramics. Journal of Materials Processing Technology,128, pp. 123–129 [9 ] M.Chithirai Pon Selvan & Dr.N.Mohana Sundara Raju, Effects of
Process Parameters & Depth of Cut Model for Abrasive Waterjet Cutting of Ceramics. International Journal of Engineering Research and Applications ,1(3) , pp.929-933
0 2 4 6 8 10 12 14 16 18 20
140 190 240 290
D e p th o f c u t ( m m )
Traverse rate (mm/min)
P 72 P 84 P 96 P 108 P 120 P 132 P 144 P 156 P 168 -5 0 5 10 15 20
-10 0 10 20
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
567
[10 ]L.Chen, E Siores and W.C.K.Wong (1996) Kerf characteristics in Abrasive waterjet cutting of Ceramic Materials.Int. J. Mach. Tools Manufact., 36(1), pp. 1201-1206
[11 ]H.Hocheng and K.R.Chang (1994) Material removal analysis in abrasive waterjet cutting of ceramic plates. Journal of Materials Processing Technology, 40 ,pp. 287-304
[12 ]Adnan Akkurt, Mustafa Kemal Kulekci, Ulvi Seker, Fevzi Ercan (2004) Effect of feed rate on surface roughness in abrasive waterjet cutting applications. Journal of Materials Processing Technology,147,pp. 389–396
[13 ]J.Wang and W.C.K. Wong (1999) A study of Abrasive waterjet cutting of metallic coated sheet steels. International Journal of Machine Tools & Manufacture,39 ,pp. 855–870
[14 ]M.A. Azmir, A.K. Ahsanb (2009) A Study of Abrasive waterjet machining process on glass/epoxy composite laminate. Journal of Materials Processing Technology,209, pp.6168–6173
[15 ]M.A.Azmir, A.K.Ahsan and A.Rahmah(2009) Effect of water jet machining parameters on aramid fibre reinforced plastics composite.Int J Mater Form, 2,pp.37–44
[16 ]Janet Folkes (2009) Waterjet-An innovative Tool for Manufacturing. Journal of Material Processing Technology,209,pp.6181-6189 [17 ]Olga A. Sokolova, Adele Carradò, Heinz Palkowski (2011) Metal–
polymer–metal sandwiches with local metal reinforcements: A study on formability by deep drawing and bending. Composite Structures, 94, pp.1–7
[18 ]Li Liu ,Jyhwen Wang (2004) Modeling Springback of Metal-Polymer-Metal Laminates. Journal of Manufacturing Science and Engineering, 126,pp.599-604
[19 ]K.J. Kim, D. Kim, S.H. Chi , K. Chung, K.S. Shin ,F. Barlat , K.H. Oha, J.R. Youn(2003) Formability of AA5182/polypropylene/AA5182 sandwich sheets. Journal of Materials Processing Technology, 139 ,pp.1–7
[20 ]Adele Carradò , Jacques Faerber , Sonja Niemeyer ,Gerhard Ziegmann , Heinz Palkowski(2011) Metal/polymer/metal hybrid systems: Towards potential formability applications. Composite Structures ,93,pp.715–721