2019 International Conference on Artificial Intelligence, Control and Automation Engineering (AICAE 2019) ISBN: 978-1-60595-643-5
Optimization Control of Mineral Processing and Crushing System
Based on Neural Network PID
Lian-cheng MA
1, Yong ZHANG
2,*and Qing-yao MENG
3 1Qidashan Branch, Anshan Iron and Steel Group Corporation, LiaoNing Anshan 114043, China 2
University of Science and Technology Liaoning, Liaoning Anshan, 114051, China 3
LiaoNing Anshan, 114051, China
*Corresponding author
Keywords: Feed control, Neural Networks, PID controller.
Abstract. The crushing feed production process is a key link in the beneficiation industrial process, requiring the crusher to be “packed” to the mine to improve the efficiency of the entire crushing process. This paper proposes a control strategy based on neural network PID algorithm for fine-grained system. Using the neural network algorithm to optimize the parameters of the PID controller. The simulation results show that the optimization control method has strong anti-interference, good robust performance and fast convergence, which can be further applied to the crushing process control system.
Introduction
The crushing production process is the primary part of the entire beneficiation process. It undertakes to separate the raw ore collected from the primary crushing process so that the ore can meet the particle size requirements required for other processes in the subsequent beneficiation process[1].In the process of crushing production, in order to maximize the crushing efficiency of the crusher, controlling the mineral material level of the mineral material in the crusher is the most important control point in the whole crushing process control system, and it is also an important guarantee for the normal production process of the crushing process. If the material level is too high, it will easily cause the accumulation of mineral materials, and it will also easily block the crusher, and it is difficult to reach the particle size requirement of the broken ore. If the level is too low, the crushing output will decrease and the production output will be affected.
The broken feedstock control system mainly has the following problems:
(1) High level blockage leads to discontinuous production. The manual feeding of the mine does not meet the requirements of the “crowded” feeding condition of the efficient production of the crusher. The direct consequences:① Because the production conditions are unstable, after the long-term exploration and summarization of the law in production, the "squeezing" con dition is achieved by manual feeding. When the production fluctuates and the manual adjustment lags, the "squeezing type" feeding requirements cannot be dynamically satisfied, which makes the working conditions unstable and cannot guarantee full-load production. ② Long breaking time, low processing capacity. ③ The adjustment strategy is missing when the current fluctuates, which is not conducive to equipment stability.
Construction of Control Object Model in the Process of Crushing
Firstly, the mineral material fed to the belt is transported through the belt, and the mineral material is gradually sent to the crusher at a speed V(t).Where the length of the belt l, to analyze this process, a dynamic mathematical model of the belt transmission process can be obtained:
) )
( t Q t
Q in out (
(1) In the formula:Qin—The mass flow of the mineral material added to the crusher, Kg/ s
out
Q —The mass flow of the mineral material conveyed by the belt ,Kg/ ,s —l/v, s
For the crushing process of the crusher. The dynamic mathematical model of the crusher can be obtained from the material balance relationship in the machine cavity[3]:
) )
t )
( )
(
t Q Q
t d t dH A
in( 出(
(2) In the formula:Qout(t)-The mass flow of the mineral material discharged by the crusher, Kg/ s
) (t
H -Crusher cavity level, m/s
A-The bottom area of the crusher, m2 -Stone density, 3
m
Under ideal conditions, The approximate linearization is:
) ( )
(t H t Qout
(3) In the formula: -Fragmentation coefficient
The dynamic mathematical model for the crusher, such as the machine cavity level, is obtained:
) t )
( ) ( )
(
(
out
Q t H t d t dH A
(4) Performing a Lagrangian transformation on the above formula, available:
s
e S Q S H S
A ) ( ) ( )
( (5)
Then the transfer function of the ore dressing process object is calculated as:
1 1
) (
) ( ) (
s A s Q
s H s G
(6) In the transfer function of the ore dressing and crushing process object, the crushing factor and the mineral densitywill also change due to the influence of the mineral composition and the working condition of the crusher. Therefore, for the beneficiation and crushing process object, the selected control algorithm must still achieve the ideal control requirements for the control of the beneficiation and crushing process under the model mismatch[4].
Neural Network PID Controller
Neural Network PID Control Structure
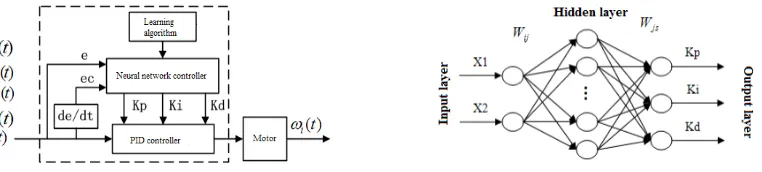
This paper combines a neural network controller with a traditional PID controller[5]. Designed a neural network PID controller. As shown in Figure1, The inputs are ei(t),i1(t).ii1(t), )ii1(t .
) (t
Figure 1. Neural Network PID Controller. Figure 2. The Structure of BP Neural Network.
The two input nodes respectively correspond to the deviation ec of the fine broken material
level and the deviation change rateec;The output nodes respectively correspond to the three
adjustment parameters kp,ki,kd of the PID controller. Network input and output correspondence:
Input layer: input x1 e x2 ec Output Oi(k)xi(k) i1,2
Implicit layer: input: ( ) 2 ( ) ( ) 1 k x k W k net i i ij
j
Output:
2 1 ) ( ) ( ) ( ) ( i i ij jj k f net k f W k x k
O
) (k
Wij is the connection right between the input layer and the hidden layer. f(x)is the activation function. Here the activation function is taken as a positive and negative symmetric Sigmoid function. which is:
x x x x e e e e x x f tanh( ) )
(
(7) Output layer: input ( ) ( ) ( )
1 k O k W k net j n j js
s
Output
n j j js sS k gnet k g W k O k
O 1 ) ( ) ( ) ( ) ( ) (k
Wjs is the connection between the hidden layer and the output layer.g(x) is the activation
function. Because the output layer corresponds to the PID controller's three adjustment parameters is non-negative. So the output layer neuron activation function takes a non-negative Sigmoid function, which is:
x x xe e e x x g
1 tanh( ) 2
1 ) (
(8)
Neural Network Learning Algorithm
According to the running status of the synchronous system. The neural network output is corresponding to the PID controller parameters under some optimal control law[6][7].The performance indicator function is:
2 *( ) ( )) ( 2 1 )
(k k k
E
(9) In the formula: (k), *(k) corresponds to the output and given of the fine broken material at time K.
The PID controller uses controlled incremental digital PID control. The control formula is:
)
(
)
(
)
(
)
1
(
)
(
k
u
k
k
e
k
k
e
k
k
2e
k
u
p
i
d
attach an inertia term that makes the search quickly converge globally[8]].The correction formula is: ) 1 ( ) ( ) ( ) (
w k
k w
k E k
w
(11) In the formula: is the learning rate,>0;
is the inertia coefficient,0< <1.
) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( k w k net k net k o k o k u k u k k k E k w k k k E k w k E
For the output layer:
( ) ( )
( ) ) ( ) ( * k e k k k kE
(12)
The weight learning algorithm of the network output layer can be obtained by combining the above formula: ) 1 ( ) ( ) (
wjs k soj k wjs k
(13) )) ( ( ) ( ) ( ) ( ) ( sgn )
( g net k
k o k u k u k k e s s
s
(14) Similarly, the calculation formula of the hidden layer weighting coefficient can be obtained:
) 1 ( ) ( ) (
wij k
joi k
wij k(15)
) ( )) (
(net k w k
f j s js
j
(16) 2 / )) ( 1 ( ) ( )), ( 1 )( ( )(x g x g x f x f2 x
g (17)
Simulation Experiment and Analysis
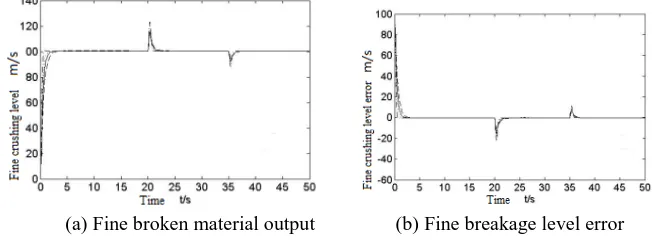
This paper uses MATLAB/Simulink to build a system simulation platform[9][10].Four pieces of crushed crusher HP300 are used. Select the neural network structure as 253. The simulation control structure is shown in Figure 1.The disturbance is set at 20s and 35s respectively after the system is stably operated. The simulation results are shown in Figure 3.
[image:4.593.124.450.629.750.2](a) Fine broken material output (b) Fine breakage level error
Figure 3. Neural Network PID Mediation Fine Break Level.
3s.The system synchronization error is up to 4m/s.When the disturbance occurs, but can quickly converge to reach stability, indicating that the system has better adaptability and convergence; The waveform changes little when there is a disturbance, and the maximum error does not exceed 5%.It indicates that the system has no cumulative error and has high synchronization accuracy.
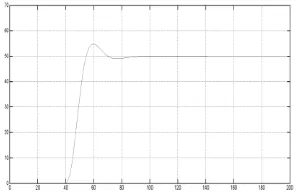
[image:5.593.222.370.170.267.2]The traditional PID control algorithm is adopted. The simulation results are shown in Figure 4.It can be seen from the figure that the tracking error convergence time of the start up phase reaches 80s, and the system stability and synchronization performance are worse.
Figure 4. Conventional PID Adjustment Fine Broken Material Level.
Continuously adding step interference, the system has better dynamic characteristics, which can better track the set level reference signal. When the system starts, runs or has disturbance, it can realize the synchronous operation of the crusher quickly and stably.
Conclusion
In view of its characteristics of nonlinear large hysteresis and external load disturbance uncertainty. The mathematical model of the feed amount control system was selected, and the neural network PID control method was applied to it. Simulation results show: Based on the neural network PID control method, the online optimization control strategy of the ore supply can carry out cyclic online modeling of the ore dressing and crushing system, and optimize the parameters of the PID controller in real time. It ensures that the controller parameters are always optimal and enables continuous and accurate system production control. It has good control quality with fast dynamic response, small overshoot and strong stability, and can effectively realize fast position tracking. The control effect is obviously improved, the maintenance period is extended, and the engineering application value is high.
References
[1] Ren jin-xia. Fuzzy Predictive Control of Cone Crusher Control System Based on Neural Network Tuning[J].Mining & Processing Equipment, 2007, 35(4):41-43.
[2] Liu Jin-kun. Advanced PID Control and Its MATLAB Simulation[M]. Beijing: Publishing House of Electronics Industry, 2003.
[3] Perez-Pinal, F.J., Calderon, G., Araujo-Vargas, I. Relative Coupling Strategy[C]//IEEE International Electric Machines and Drives Conference, 2003:1162-1166.
[4] Shi Tao, Chen Zhi-kun, Guo Jian-fei. A PID controller based on BP neural network[J]. Journal of Hebei Institute of Technology, 2006(2): 38-41.
[5] Zhou ke-liang, Zhang jian-rong. Application of Fuzzy - PID Cascade Control of Volume of Ore Mill Control System[J]. Coal Mine Machinery, 2008, 29(2):162-164.
[6] Ren Jin-xia. Fuzzy Predictive Control of Cone Crusher Control System Based on Neural Network Tuning[J]. Mining & Processing Equipment, 2007, 35(4):41-43.
[8] Zhang Yuan-hua, Zhao Liang, Liu Qiang. PLC-based mining quantity intelligent control system[J]. Silicon Valley, 2011, (9):175-175, 166.
[9] Tan Lu-min. Fuzzy PID Control Application in Ball Mill Feed Control System[J].Control and Instruments in Chemical Industry, 2011, 38(12):1434-1436