Copyrights © International Journal of Intellectual Advancements and Research in Engineering Computations,
Volume-6 Issue-1
International Journal of Intellectual Advancements
and Research in Engineering Computations
Improving chips handling system in chipper house
V. Vimala
1, K. Anand
2, M. Dineshkumar
2, N. Maheshkumar
2, M. Mohanraj
2,
1
Assistant Professor,
2UG Students
Department of Mechanical Engineering, Nandha College of Technology,
Erode-52, Tamil Nadu, India
1[email protected], 2[email protected]
Abstract: Paper industry is the one of the most important industries due to its continuous demand on its end product i.e, the paper. Paper industry is classified under the continuous flow production industries. Due to this nature of production, time of operation and quality should be maintained. There is more number of moving and rotating machines in paper industries. The manufacturing of paper involves several steps. We upgrade the efficiency of one of the step in the paper making process. The chipper house is the unit, where the woods are converted as a chips for pulp making. We improve the efficiency of the chipper house by using effective Material handling system.
Index words – Efficiency, upgrade, quality, improve.
I. INTRODUCTION
The paper is made from bagassee and hardwood. The wood is first cut into chips of small size by using chippers. These chippers have feed rollers and cutting blades for crushing and grinding. After chipping process, the pulp is made from the digesting process. The hardwood is various kinds of wood like Eucalyptus, Bamboo and Casuarinas. The woods are come to the plant as logs by Lorries. The chipping process, the massive chippers which have rated capacity 30 ton per hour finely chopped the wood logs. The chips should be uniform in the required size and thickness, for easy and effective cooking in digesters. To obtain uniform size of chips, the chips from the chippers are screened an oscillating screens and the overlong chips are rejected from the screen and again processed through rechipper. Finally it goes to the silo
for cooking.
The chipper has feed rollers and cutting blades. The feed rollers have teeth on it. These teeth help in effective feeding of wood into the cutting section.
We carried our project in chipper house, to improve efficiency of the chips handling system. The chipper house has two chippers which have rated
capacity 30 ton per hour. The chippers are placed in parallel and the conveyors are connected the chippers and production line. Both the chippers will be in continuous operation the chips produced and the chips are transferred to the silo through conveyors.
The chipper house flexibility is the complex thing when the downtime and maintenance action would be carried out. The both chippers have to be worked together and the output is constant in all of the time while running condition. If any problem occurred in the conveyor, both chippers are must be inactive without any reason. The chippers are separated by separating the conveyors and adding additional production line which allows operating the chippers individually.
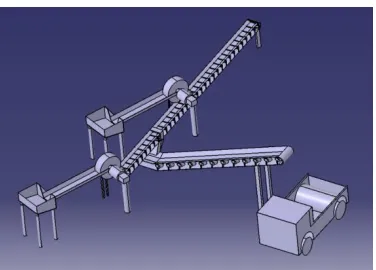
Copyrights © International Journal of Intellectual Advancements and Research in Engineering Computations, Fig. 1 Layout of Modified Chipper house
Fig. 2 3D view of Chipper house In the existing setup, both the chippers outlet chips are transferred to silo through one common belt conveyor. In case of any problem in the common conveyor, both the chippers are to be stopped and 60tph chips production will get affected. Because of the required quality of chips for cooling process cannot be supplied and also result in waiting of wood log trucks unnecessarily.
II. LITERATURE SURVEY
Thomas Robins began a series of inventions which led to the development of a conveyor belt used for carrying coal, ores and other products. A belt conveyor system is one of many types of conveyor systems. A belt conveyor system consists of two or more pulleys sometimes referred to as drums, with an endless loop of carrying medium the conveyor belt that rotates about them. One or both of the pulleys are powered, moving the belt and the material on the belt forward. The powered pulley is called the drive pulley while the unpowered pulley is called the idler pulley. There are two main industrial classes of belt conveyors; Those in general material handling such as those moving boxes along inside a factory and bulk material handling such as those used to transport large volumes of resources and agricultural materials, such as grain, salt, coal, ore, sand, overburden and more.
Sandvik and Richard Sutcliffe invented the first conveyor belts for use in coal mines which revolutionized the mining industry. Belt conveyors are the most commonly used powered conveyors because they are the most versatile and the least expensive. Product is conveyed directly on the belt so both regular and irregular shaped objects, large or small, light and heavy, can be transported successfully. These conveyors should use only the highest quality premium belting products, which reduces belt stretch and results in less maintenance for tension adjustments. Belt conveyors can be used to transport product in a straight line or through changes in elevation or direction. In certain application Belt conveyors can now be manufactured with curved sections which use tapered rollers and curved belting to convey products around a corner. These conveyor systems are commonly used in industries. A sandwich belt conveyor uses two conveyor belts, face-to-face, to firmly contain the item being carried, making steep incline and even vertical-lift runs achievable. They can also be used for static accumulation or cartons.
III. PROBLEM DEFINITION
PROBLEM IN CHIPPER HOUSE
In chipper house, the chips are produced from
the wood logs by chippers. As mentioned earlier, we use various kinds of wood for paper production. But each wood have a different chemical composition for digesting process. If we mixed together the Bamboo and Eucalyptus wood chips in silo, definitely the digesting process couldn't achieved. So never we can amalgamate different bathes at a time. In production, there is one kind of wood is supplied to the silo the alternative batch are stagnated for needless. It makes a problem in chipper house, the problems are,
The stagnated woods will be decayed by itself
It requires additional storage and handling
The cost of the inventories might be dissipate
The next problem is flexibility in operation. The two chippers are connected with production line by a single conveyor. The Chipper 1 conveyor is the initial conveyor and the Chipper 2 conveyor is attached with the first conveyor. If the chipper 1 conveyor is failed the both chippers are stopped until the repair work completed. It affects the production schedule. The troubles are in this case
Copyrights © International Journal of Intellectual Advancements and Research in Engineering Computations,
Repair cost is high
Production downtime is increased
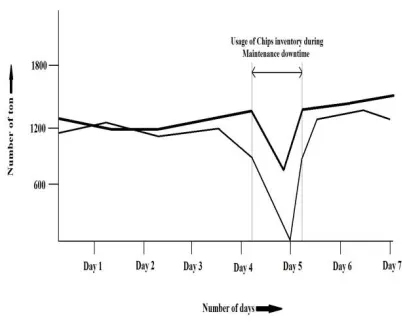
The repairing process carried while the chipper house was shutdown condition. During that period the chips which stored in the open storage will be taken for production.
LAYOUT OF CHIPPER HOUSE
The conveyor 3 is the Primary conveyor to collect chips from the two chippers. The chips are stored in open area and it taken by reversible conveyor for loading into the silo. If this conveyor stops due to any problem the chipper house shutdown for repair work. The time taken to retrieve the chippers and conveyors for production is called as downtime.
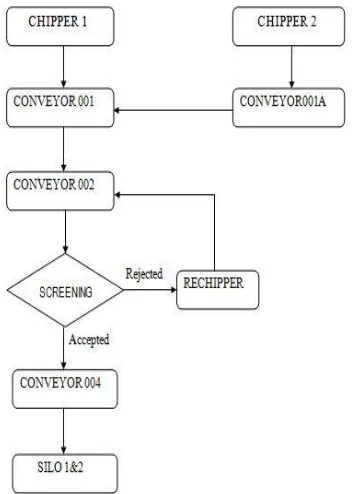
CHIPPER HOUSE FLOW CHART
The below flow chart explains the step by step process carried in the chipper house. Chipper 1 is the primary production line and Chipper 2 adding with it. The chippers receive woods from the hopper and feed rollers feed the wood into the chipper. In chipping process the produced chips are not equivalent in the size. Because of logs are unevenly chipped by the cutting blades. The digesting process needs fine chips which have approximate area 60mm2.
The next step bigger chips are rejected in the screening process and it again chipped by rechipper. The chip size must be small for undergo next process. In screening process, a sieve is used for separating the smaller chips and bigger chips. The bigger chips are taken to the additional chipper is called as rechipper for once again chipping and it passed to the silo.
IV. POSSIBLE SOLUTION
We observed the problem from the chipper house’s material handling system. Material handling system is the nerves of the production line switch actively the continuous production. If any problem created in the system it will affect the production rate. In chipper house the wood chips are transferred by belt conveyors and this process number of conveyors work together to achieve the rated output. In chipper house 1200 tons of wood chipped per a day. It’s not an easy task. The chippers and conveyors are needed to run each and every hour in a day. That means the average life of belt conveyors might be reduced and problems will arise frequently.
In case of any problem or maintenance action carried in the chipper house the production will be stopped. Inactive condition of a chipper house the inventory stock of chips used for pulping process. But the chips no longer available and also our objective is to be produce 1200 tons of chips per a day. We want to achieve our daily target, all of the machines and equipments are to be kept actively.The chipper house solution phase is the improvement of material handling system. Because the chips handling is the major role of Fig. 3 Layout of Chipper house
Copyrights © International Journal of Intellectual Advancements and Research in Engineering Computations, chipper house. The chipper house flexibility is the
complex thing when the downtime and maintenance action would be carried out. The both chippers have to be worked together and the output is constant in all of the time while running condition. If any problem occurred in the conveyor the both chippers are must be inactive without any reason. The chippers are separated by separating the conveyors and adding additional production line which allows operating the chippers individually.
EXISTING LAYOUT
Actual layout shows the previous form of the current layout. I already explain the troubles on it. In this layout we didn’t do anything without all of the machines and equipments are in running condition. Which means the conveyor faults are also inactivate the chippers. It shows the lack of flexibility in it.
MODIFIED LAYOUT
The modified layout overcomes the drawbacks of the actual layout of the chipper house. The drawback is chip handling system flexibility. So we make some alternation to rectify that. The modifications are in the chipper house, separating the chipper 2’s conveyor and fix a diverter with two exit ports in-between that. After that an additional conveyor is placed under the diverter at some inclined angle. Whether the chipper 1 route was diverted, we will chip two kinds of wood at a same time. For example the chipper 1 loaded with Eucalyptus and chipper 2 loaded with casuarinas. The casuarinas chips are diverted and it takes out by the additional conveyor. The chips are loaded in the trucks and it ship to the silo. This setup run half of the capacity when one chipper in running condition. It is better enough instead of both chippers are shutdown condition.
V. RESULT AND DISCUSSION Cost of the project
Cost of steel per ton = Rs. 48000
Cost of equipment used = Rs. 200000 Total material used = 7.5 tons Total cost for installation = (7.5 × 48000) + 200000 = Rs. 560000
Conveyor capacity
Drive motor speed = 1500 rpm
Rated power = 7.5Kw Gear ratio = 50:1
Pulley diameter = 400 mm Speed of the conveyor = 30 rpm
Conveyor belt Velocity = radius × angular speed
Angular speed = 2π
Conveyor belt = 200 × 188.49 = 37698mm/min = 0.62m/s. Total capacity of the chipper = 30tph
Total distance produced by the conveyor = 2296.8m/hr Average load carried by the conveyor = 30000 ÷ 2296.8 = 13.16kg/m.
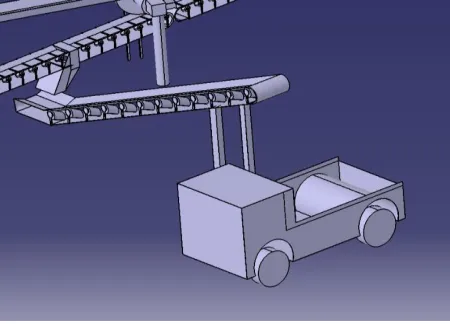
DIMENSION MEASUREMENT
The below figure show the view of Conveyor 00B. Conveyor 00B is the additional conveyor which separated from Conveyor 001A. In this conveyor dimensions are mentioned bellow table.
S.NO SPECIFICATIONS DIMENSIONS
1 Conveyor length 3200mm
2 Conveyor width 800mm
3 Pulley diameter 400mm
4 Total belt length 6400mm
5 Conveyor angle 40○
Fig 5 3D View of Conveyor 00B
Copyrights © International Journal of Intellectual Advancements and Research in Engineering Computations, VI. CONCLUSIONS
The discussions about the improvement of chips handling system in chipper house has proven that the
Effective methods of chip handling system
Assurance of continuous production
Improve flexibility for maintenance
Steady state of output even downtime condition.
Reduction of abundance of inventories.
REFERENCES
[1] Mr. Raghvendra Singh Gurjar, Mr. Arvind Yadav, Dr. Pratesh Jayaswal (May 2012) "Failure Analysis Of Belt Conveyor System In A Thermal Power Plant" International Journal of Advanced Technology & Engineering Research.
[2] R.K.Bhoyar, Dr. C.C.Handa "Design Consideration Of Adjustable Height And Radial Belt Conveyor System" International Journal of Engineering Trends and Technology (IJETT) – Volume 4 Issue 10 - Oct 2013.
[3] Seema S. Vanamane, Pravin A. Mane "Design, Manufacture and Analysis of Belt Conveyor System used for Cooling of Mould" International Journal of Engineering Research and Applications (IJERA) ISSN: 2248-9622 Vol. 2, Issue 3, MayJun 2012, pp.2162-2167.