CONTENTS
INTRODUCTION...1
Local Exhaust Ventilation...2
Capture Velocity...9
Empirical Equations for Calculating Capture Velocity..11
Problems with the Capture Velocity Design Approach....16
3-Dimensional Modelling of Hood Flows...18
Presence of a Body in Front of the Exhaust Inlet...20
Capture Efficiency...24
THEORY...27
OBJECTIVE AND PURPOSE...29
EXPERIMENTAL METHOD...31
General Description...31
Hood, Ductwork, and Fan Arrangement...33
Air Flow Through the LEV System...33
Sulfur Hexafluoride Gas Metering System...35
Use of Mannequin to Model Worker...36
Use of MIRANs to Measure SFj Concentration...37
Capture Efficiency Measurement and Duct Sampling Location...39
Experimental Procedure...39
RESULTS...43
Overall Results...4 3 Difference Between Experimental Runs #1 and #2...43
Decision to Use Run #2 Data to Analyze the BZC -Capture Efficiency Relationship...50
Buildup with Room SF, with Time...51
Relationship Between BZC and Capture Efficiency...52
Capture Efficiency and Capture Velocity...54
DISCUSSION OF RESULTS...65
Application of Results to Real Work Situations...65
Effect of SFj Leakage...68
Relationship Between BZC and Capture Efficiency...70
Relationship Between BZC and Calculated Capture
Velocity...72
Time Dependency of the Relationship Between BZC
and Capture Efficiency...74
Effect of Various LEV Parameters on the BZC - Capture
Efficiency Relationship...76
Test of Difference in Mannequin BZC Based on Position.84
CONCLUSIONS...91Relationship Between BZC and Capture Efficiency...91
Capture Efficiency Versus Capture Velocity...91
Time Dependency of BZC and Capture Efficiency...92
Effect of Variation in LEV Parameters on the BZC
-Capture Efficiency Relationship...93
Effect of Worker Position in Front of a FCH on BZC...94 RECOMMENDATIONS FOR FUTURE WORK...96Increase the Mannequin's BZC of SF,...96
Show Reproduceability in the Results of this
Experiment...97
Measurements of Capture Velocity...98
Simultaneous Measurement of BZC and Capture
Efficiency...99
REFERENCES...100#*
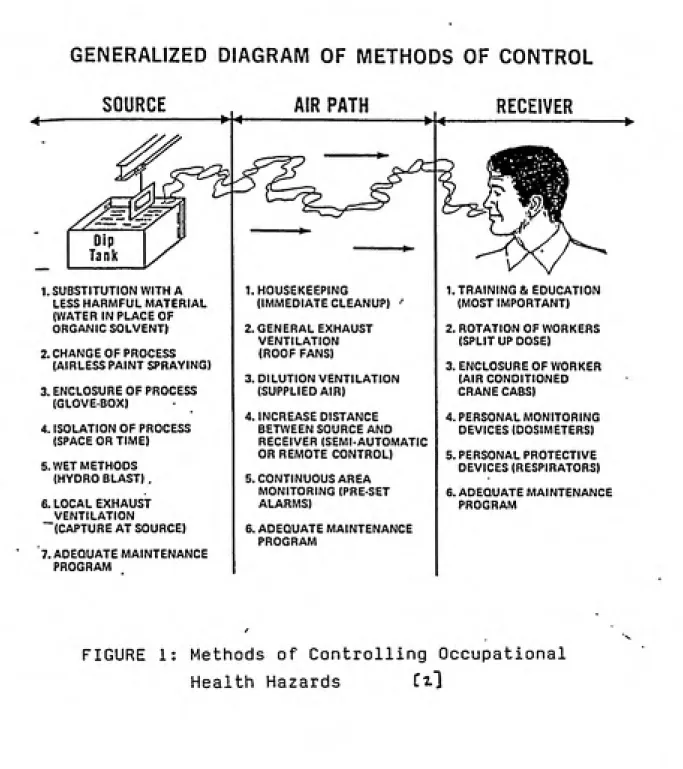
INTRQPyCTIQWIndustrial hygienists attempt to protect workers from
occupational health stresses using three well-known methods:
recognition, evaluation, and control. If an occupational health
hazard has already been identified (eg. air sampling for a given
chemical) and quantified, the industrial hygienist's attention
necessarily shifts to controlling the worker's exposure to that
hazard. Methods of controlling worker exposure to physical or
chemical health hazards include engineering and administrative
controls, and personal protective equipment.
Engineering controls remove the responsibility for
protection against health hazards from the worker by physically
changing the process which generates the hazard. Examples of
such types of control include isolation of the process,
substitution of hazardous process chemicals, automation (eg.
robotics), ventilation, or elimination of the process entirely.
Engineering controls are mandated by law and must be used when
feasible.
Administrative controls, on the other hand, attempt to limit
the worker's exposure to a given health hazard by decreasing the
time of exposure (eg. rotating shifts) or changing work
practices. Education, training and supervision can also be
thought of as types of administrative controls.
Finally, personal protective equipment (ppe) is the least
respirator or hearing protection). Figure 1 lists several
methods of control available to the industrial hygienist for
protecting workers against health hazards.
Perhaps the most widely used engineering control in
protecting workers from airborne chemical hazards (i.e. gases,
vapors, or aerosols) is ventilation. Exhaust ventilation systems
are typically classified as being either general or local [1].
General industrial ventilation (or dilution ventilation) systems
are used to flush out a given work space with large amounts of
air for the control of low toxicity contaminants or heat. A
supply ventilation system is used in conjunction with general
exhaust ventilation to replace exhausted air from the plant.. According to the ACGIH [11, "the use of dilution ventilation for health has four limiting factors: (1) small quantity of
contaminant generated, (2) workers should be far away from the contaminating source, (3) low toxicity contaminant, and (4) the
evolution of contaminants must be reasonably uniform." LOCAL EXHAUST VENTILATION AS AN ENGINEERING CONTROL
Local exhaust ventilation (termed "LEV" for the remainder of the report) acts on the principle of placing the contaminant
source close enough to an exhaust system inlet so that the
contaminant is "captured" by the ventilation system and removed from the worker's breathing zone. LEV is the preferred method of contaminant control because it is more effective than dilution ventilation and results in lower exhaust flow rates and lower
heating costs. Ideally, only polluted air should be collected
GENERALIZED DIAGRAM OF METHODS OF CONTROL
SOURCE
.-1 AIR PATH RECEIVER
y^
ͣ
4---1
^
^&P jT
' <^K
/^^^\
-^^-^-Ct---^^l^ .;.'K ll
-Dip
Tank
}
~X y^K,.^^
X
'\X\/^'^
1. SUBSTITUTION WITH A 1. HOUSEKEEPING 1 TRAINING & EDUCATION LESS HARMFUL MATERIAL (IMMEDIATE CLEANUP) ' (MOST IMPORTANT) (WATER IN PLACE OF
ORGANIC SOLVENT) 2. GENERAL EXHAUST 2 ROTATION OF WORKERS
VENTILATION (SPLIT UP DOSE) 2. CHANGE OF PROCESS (ROOF FANS)
(AIRLESS PAINT SPRAYING) 3 ENCLOSURE OF WORKER
3. DILUTION VENTILATION (AIR CONDITIONED 3. ENCLOSURE OF PROCESS (SUPPLIED AIR) CRANE CABS)
(GLOVEBOX)
4. INCREASE DISTANCE 4 PERSONAL MONITORING 4. ISOLATION OF PROCESS BETWEEN SOURCE AND DEVICES (DOSIMETERS)
(SPACE OR TIME) RECEIVER (SEMI-AUTOMATIC
OR REMOTE CONTROL) 5 PERSONAL PROTECTIVE
5. WET METHODS DEVICES (RESPIRATORS)
(HYDRO BLAST) , 5. CONTINUOUS AREA
MONITORING (PRESET 6 ADEQUATE MAINTENANCE
6. LOCAL EXHAUST ALARMS) PROGRAM
VENTILATION
(CAPTURE AT SOURCE) 6. ADEQUATE MAINTENANCE
PROGRAM
7. ADEQUATE MAINTENANCE
PROGRAM
of the ventilation system [27].
The ACGIH Ventilation Manual lists four elements of a basic LEV system: the hood, the duct, the air cleaning device, and the
fan [1]. Figure 2 diagrams a typical LEV system with its
component parts. The hood is defined as the point of entry into the exhaust ventilation system and it includes all suction
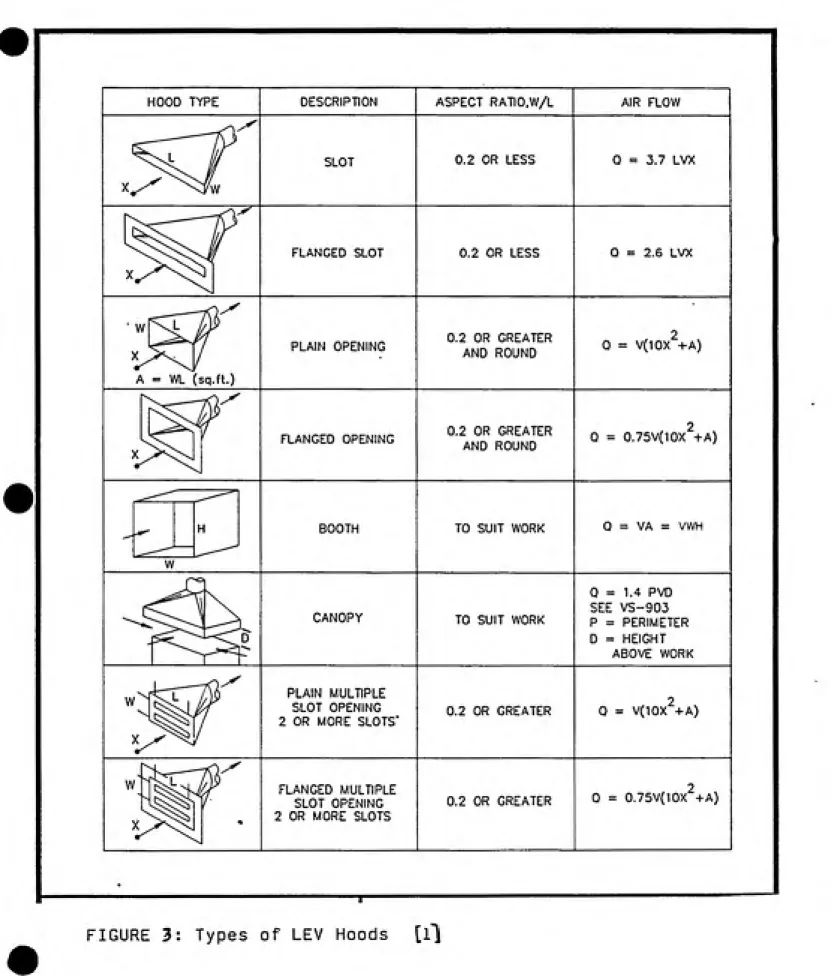
openings, regardless of configuration. The purpose of the hood is to collect the contaminant in an air stream directed toward the hood. Examples of various types of LEV hoods can be found in
Figure 3 [1]. The purpose of the duct is to transport the
contaminant through the ventilation system to the air cleaning device. If the contaminant is a particulate, close attention
should be paid to providing a minimum design duct velocity to effectively transport the particulate without settling. The air
cleaning device removes the contaminant from the air stream. Examples of air cleaning devices include cyclones, fabric
filters, or air scrubbers. Finally, the fan produces the required air flow to overcome all pressure losses in the
ventilation system due to friction, hood entry, and fittings. There are two general categories of LEV hoods: enclosing hoods and exterior hoods. An enclosing hood completely or
partially encloses the operation which produces the contaminant. Figure 4 illustrates the use of completely or partially enclosing hoods [1]. Socha [421 lists five reasons why the use of
enclosing hoods in LEV is preferred: (1) lower exhaust volumes
DUCT HOOD
FAN
CLEANER
Figure 2 Elements of a Local Exhaust System, [i]
HOOD TYPE DESCRIPTION ASPECT RATIO,W/L AIR FLOW
SLOT 0.2 OR LESS Q = 3.7 LVX
FLANGED SLOT 0.2 OR LESS Q = 2.6 LVX
A = WL (sq.ft.)
PLAIN OPENING 0.2 OR GREATER
AND ROUND 0 = V(10X +A)
FLANGED OPENING 0.2 OR GREATER
AND ROUND 0 = 0.75V(10X +A)
W
BOOTH TO SUIT WORK Q = VA = VWH
CANOPY TO SUIT WORK
Q = 1.4 PVD SEE VS-903 P = PERIMETER D = HEIGHT
ABOVE WORK
W PLAIN MULTIPLE
SLOT OPENING 2 OR MORE SLOTS'
0.2 OR GREATER 0 = V(10X +A)
FLANGED MULTIPLE SLOT OPENING 2 OR MORE SLOTS
0.2 OR GREATER Q = 0.75V(10X +A)
FIGURE 4: Completely or Partially Enclosing Hoods [i]
t
BELT
HOOD
ENCLOSING HOOD
O BELT ( O ) o'
HOPPER
-/—^-HOPPER GOOD
ENCLOSE
-!ͣ—^
BAD
ENCLOSE THE OPERATION AS MUCH AS POSSIBLE. THE MORE COMPLETELY ENCLOSED THE SOURCE, THE LESS AIR REQUIRED FOR CONTROL.
(CX~^
SLOT
V
PROCESS
t
GOOD BAD
DIRECTION OF AIR FLOW
LOCATE THE HOOD SO THE CONTAMINANT IS REMOVED AWAY FROM THE BREATHING
ZONE OF THE OPERATOR.
can be used, and (v) a smaller air cleaning device can be used.
In other words, the use of an enclosing hood will add up to a lower capital cost to install the system and lower operating costs to achieve the same level of control as an exterior hood.
If it is not feasible to install an enclosing hood around the contaminant generating process, an exterior hood will be
necessary. Exterior hoods are located adjacent to the
contaminating process, without enclosing it. A sufficiently high
air flow must be provided through the exterior hood to produce an exhaust flow field out in front of the hood capable of
"capturing" the pollutant and overcoming its natural tendency to disperse [27].
The hood's orientation with respect to the location of the contaminant source and worker is also a very important
consideration in LEV. Ideally, the LEV hood should be located such that the flow field (suction) generated out in front of the hood directs the pollutant away from the worker's breathing zone. Figure 5 illustrates two types of hood configurations: one which pulls the contaminant away from the worker's breathing zone and the other which pulls the contaminant through the worker's
breathing zone [11. The type of contaminant present in a given
operation also influences the selection of hood orientation with respect to the contaminant source. If the contaminant is a gas, vapor, or fine particulate emitted with low source velocity, the
hood's location with respect to the contaminant source is not
critical. However, if the contaminant contains large
momentum), the hood should be placed in the path of source
emission. This type of exhaust inlet is sometimes referred to as a receiving hood.
When using exterior hoods to control worker exposure to
airborne pollutants, all sources of external air flow (other than the flow induced by the hood) should be minimized or eliminated
[1]. Examples of sources of external air flow include thermal air currents, motion of machinery, motion of material such as dumping, worker movement, and general room air currents.
CAPTURE VELOCITY
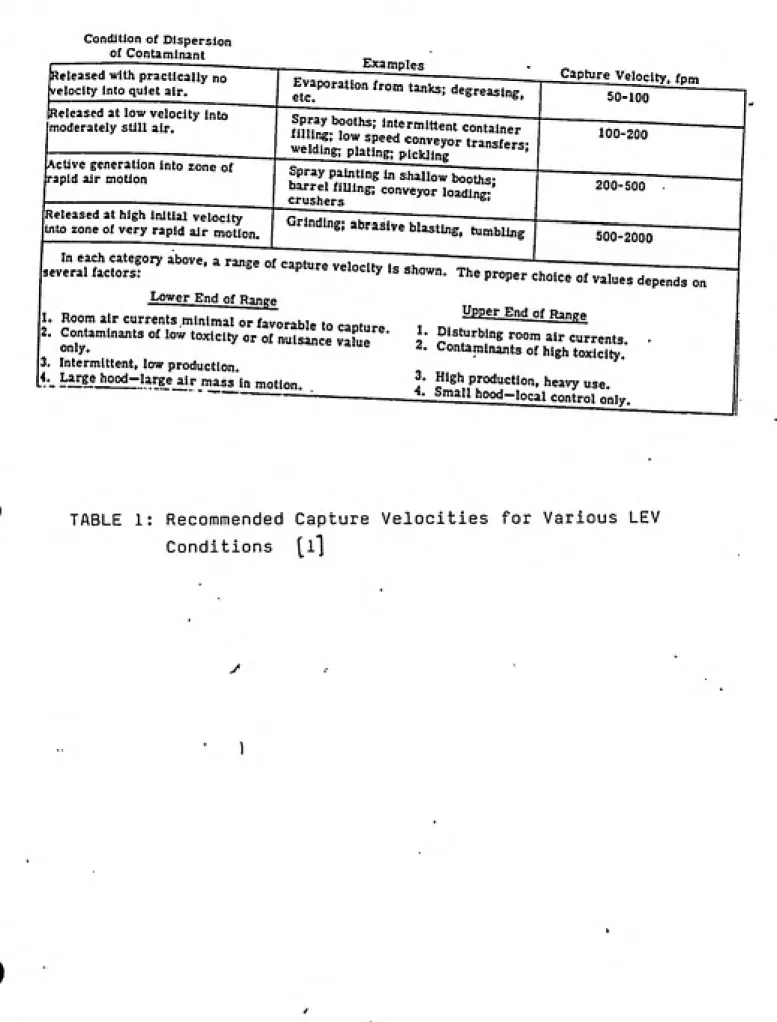
The most widely used design parameter for LEV systems is the
concept of capture velocity. Capture velocity is defined as the air velocity required at a point to overcome the natural movement of the pollutant and draw it into the hood [451. Capture
velocity depends on the air flow rate generated by the LEV system and the configuration and location of the hood. Recommended
values of capture velocity have been tabulated for various LEV
conditions and is available in most books on LEV. Table 1
contains recommended values of capture velocity for various LEV conditions. Selection of the proper design capture velocity for a given operation depends on the conditions of contaminant
dispersion or release, the contaminant's toxicity, the presence
or absence of disturbing room air currents, the scale of the operation, and the size of the exhaust hood [1].
A slightly different approach to the capture velocity
concept was proposed by Hemeon [45] (1963) and is known as the
10
Condition of Dispersion
________of Contaminant
Released with practically no •elocity Into quiet air.
^ieleased at low velocity into
moderately still air.
Examples
Evaporation from tanks; degreasing,
etc.
Capture Velocity, fpm 50-100
AcUve generation into zone of
rapid air motion
Released at high initial velocity into zone of very rapid air motion.
---ͣ---___
Spray booths; intermittent container
filling; low speed conveyor transfers;
welding; plating; pickling
100-200
Spray painting in shallow booths;
barrel filling; conveyor loading;
crushers
Grinding; abrasive blasting, tumbling
200-500
500-2000
Lower End of Ranpe
1. Room air currents minimal or favorable to capture
onTy '°''*'''y °^ °^ ""'^^« vafue
Upper End of Range
only.
3. Intermittent, low production.
*\ Large_hood-large_air mas£in motion.
1. Disturbing room air currents.
2. Contaminants of high toxicity.
3. High production, heavy use.
4. Small hood—local control only.
TABLE 1: Recommended Capture Velocities for Various LEV
Conditions [l]
11
must not only exist at the source, but also at the null point. The null point is defined as the distance from the pollutant source to the point at which the pollutant release energy has
been expended and the velocity has decreased to that of random air currents in the room.
The current method of LEV system design for a given
industrial operation is to consult one of the VS-prints in the ACGIH Ventilation Manual [1]. Each VS-print applies to a ͣ
specific operation and represents a ventilation design which has proved successful in past operations. Once a LEV system design has been chosen, the required air flow to produce a given capture velocity is calculated using one of several empirical design
equations. Empirical equations for the centerline velocity gradient in front of various hood configurations have been
devised by Dalla Valle, Silverman, Fletcher, Garrison, and others
[33] .
EMPIRICAL EQUATIONS FOR CALCULATING CAPTURE VELOCITY
Using a specially modified Pitot tube in the 1930's, Dalla Valle [33] pioneered work on the aerodynamic characteristics of plain and flanged circular and rectangular hoods. Dalla Valle
focused his worJc on exhaust inlets with a width to length ratio
(WLR) of 0.2,or greater. Using the Pitot tube, Dalla Valle
mapped equal velocity contours for plain and flanged circular and
rectangular hoods. His exact equation for plain exhaust inlets
12
(V/V. i,.^, = l/{lQ^/h + 1) (1)
where V = centerline capture velocity (fpm), V, = average hood
face velocity = Q/A (fpm), X = source to hood distance along the
centerline (ft), and A = hood inlet area (ft'). To solve for the
required hood flow rate to produce a given centerline capture
velocity. Equation (1) can be re-written into the form found in
the ACGIH Ventilation Manual [1]:
Q = V(10X* + A) (2)
where Q = exhaust air flow rate (cfm). Dalla Valle assumed that flanges around exhaust Inlets reduced the required air flow by 25% over flanged inlets. In other words, centerline capture velocities were about 133% higher for flanged over plain inlets. This assumption resulted in his formulation for flanged hoods:
(V/V, i,„,., = 1.33/{10xyA + 1) (3)
where all of the variables are the same as described for Equation
(1). The ACGIH reports Dalla Valle's equation for flow through flanged hoods as:
Q = 0.75V(10X' + A) (4)
Unfortunately, Dalla Valle's equations do not describe the
variation of centerline capture velocity as a function of WLR
(W/L). Also, a basic assumption of Dalla Valle's equations is that the velocity at the center of the hood face is equal to V„ = Q/A. This does not account for the observed velocity increase at the center of the hood face due to the vena contracta formed at
the inlet.
In the 1940's, Silverman studied circular and narrow slot
13
centerline velocity gradient produced in front of narrow slot hoods complemented Dalla Valle's earlier work and also have found wide application in LEV design:
Plain Q = 3.7LVX (5) Flanged Q = 2.6LVX (6)
where Q = exhaust air flow rate (cfm), L = length of the slot (ft), V = centerline capture velocity (fpm), and X = centerline source to hood distance (ft). A problem with these equations for narrow slot openings is that they "blow up" as X approaches zero.
In other words, Silverman's equations are undefined for capture
velocities close to the hood face. In addition, Silverman's equations also do not describe centerline capture velocity as a function of WLR.
In recent times, other researchers have examined the
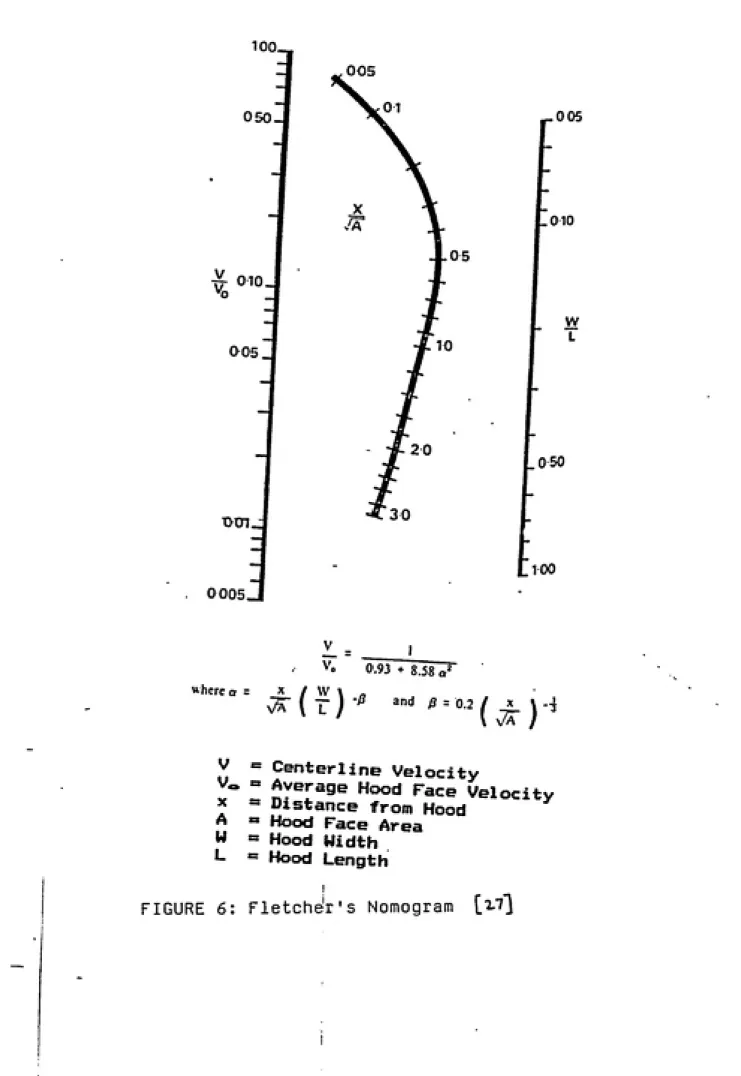
empirical relations developed by Dalla Valle and Silverman and have modified them. Fletcher [27] investigated plain rectangular hoods ranging from square to narrow slots (i.e. 0.063 < WLR < 1). He varied the WLR of these hoods for the specific purpose of
examining the change in centerline capture velocity with decreasing WLR. By doing so, Fletcher discovered that for a
given face area and volume flow, the capture velocity at a fixed
point in front of the hood decreases as the WLR decreases (i.e.
or as the aspect ratio (L/W) increases). Fletcher's equation for centerline capture velocity in front of plain rectangular hoods
takes a non-dimensional form:
VA/Q = V/V, = 1/(0.93 +8.58o?) (7)
14
V = centerline capture velocity (fpm), A = hood face area (ft'), V„ = average hood face velocity (fpm), Q = exhaust air flow rate
(cfm), W = width of rectangular hood (ft), and L = length of rectangular hood (ft). To facilitate calculations of capture
velocity using this equation, Fletcher created a nomogram giving
V/V, in terms of X/(A)''-»and W/L. Figure 6 contains Fletcher's
nomogram for computing centerline capture velocities of plain
rectangular hoods.
Later, Fletcher [37, 483 expanded his work to investigate
the effect of flanging and adjacent planes on LEV hoods. These investigations led to Fletcher's conclusions that both flanging and the placement of adjacent planes next to local exhaust hoods
increased the capture velocity at a point in front of the inlet
(with flow rate and hood configuration being held constant). He
also reported that the optimum hood flange width was equal to the square root of the hood face area.
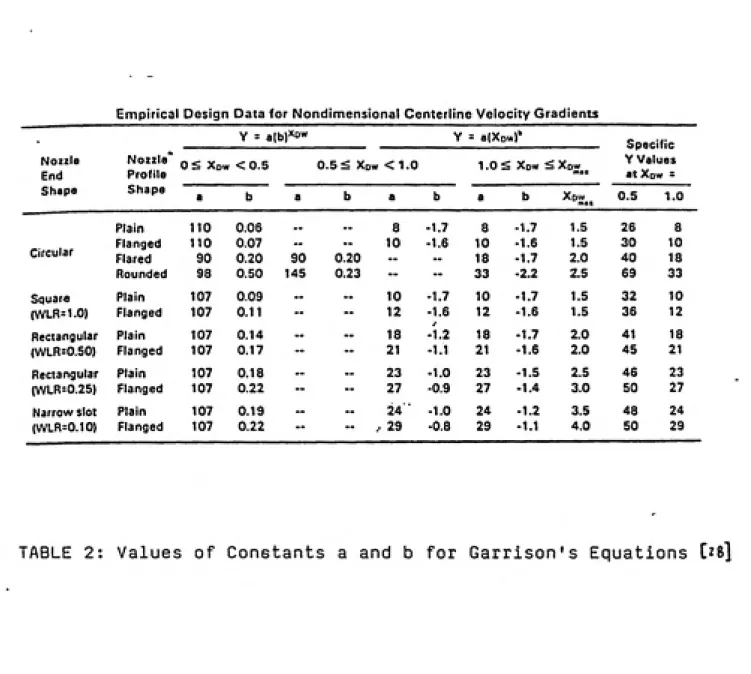
Within the last decade. Garrison [28, 33] studied plain and
flanged circular and rectangular hoods for high velocity, low
volume (HV/LV) exhaust ventilation. His analytical approach involved the use of two simple dimensionless equations to describe the centerline capture velocity gradient. The
application of each equation depends on the distance the
contaminant source is from the exhaust inlet:
(V/V, )„.. = a(b)"'' (8)
(V/V, ),„= a(Xdw)'' (9)
15
TOO.
0 50.
010.
0 05.
0O5
X>01.
.005
.010
W L
.0 50
0 005.
.100
where a
Vo 0.93 + 8.58 a'
^ ( - j -/J and ^ -- 0-2 ^ ^ \
V
X
A U L
= Centerline Velocity
» Average Hood Face Velocity
= Distance from Hood
= Hood Face Area
s Hood Width
- Hood Length
16
rectangular hoods). In Equations (8) and (9), a and b are
empirically determined constants based on nozzle end shape,
nozzle profile shape, and range of Xdw. Table 2 contains values
of a and b for Garrison's equations.PROBLEMS WITH THE CAPTURE VELOCITY DESIGN APPROACH
Empirical equations which predict centerllne capture
velocity for various exhaust inlet configurations are simple to
cipply, but do not take Into account many "realities" of LEV.
Heinsohn and Choi [6] list six major deficiencies in the use of capture velocity to design LEV hoods:(i) Inability to predict contaminant concentration: The
use of capture velocity offers no way to estimate the
concentration of contaminant at arbitrary points in the vicinity
of the source.
(11) Off-design performance of conventional design: LEV
systems are seldom constructed or operated exactly as specified
in the design. Practical considerations and administrative
decisions often arise which require a change in the system
dimensions or exhaust flow.
(ill) Generalization of acceptable designs: Even if a
LEV design is effective in controlling a contaminant to OSHA
standards, there is no way to scale the design geometrically to
protect against different concentrations of the contaminant (eg.
if the PEL is lowered).
(Iv) New configurations: In the case of new Industrial
operations, where no proven designs or published material Is
17
Empirical Design Data for Nondimensional Centerline Velocity Gradients
Y = a(b)XDW Y = a(XD«f
Specific
Nozzle End
Nozzle Profile
Shape
0< Xdw <0.5 0.5 < Xdw<1.0 1.0< Xdw <Xdw Y Values at Xdw = Shape a b a b a b a b Xdw 0.5 1.0
Plain 110 0.06 .. _. 8 -1.7 8 -1.7 1.5 26 8
Flanged 110 0.07 - — 10 -1.6 10 -1.6 1.5 30 10 Circular Flared 90 0.20 90 0.20 — - 18 -1.7 2.0 40 18 Rounded 98 0.50 145 0.23 -- " 33 -2.2 2.5 69 33 Squar« Plain 107 0.09
— — 10 -1.7 10 -1.7 1.5 32 10
|WLR=1.0) Flanged 107 0.11 -- -- 12 -1.6 12 -1.6 1.5 36 12
Rectangular Plain 107 0.14 — — 18 •1.2 18 -1.7 2.0 41 18
(WLR=0.50) Flanged 107 0.17 -- -- 21 -1.1 21 -1.6 2.0 45 21
Rectangular Plain 107 0.18
— — 23 -1.0 23 -1.5 2.5 46 23
(WLR=0.25) Flanged 107 0.22 -- -- 27 -0.9 27 -1.4 3.0 50 27 Narrow slot Plain 107 0.19 — — 24 -1.0 24 -1.2 3.5 48 24
(WLR=0.10) Flanged 107 0.22 -- " 29 -0.8 29 -1.1 4.0 50 29
18
(v) Physical inconsistency: The concept of capture
velocity is not consistent with the laws of fluid mechanics. Contaminants move because the medium in which they are immersed
is moving. In the case of particle, there is additional movement because of gravity, inertia, and electrostatic forces. In the case of gases and vapors, there is additional movement because of diffusion.
(vi) Economics: Capture velocity does not address the
economics of LEV system design by determining the optimum air
flow which will provide control of the contaminant (at minimum
cost).
Other LEV researchers point out that capture velocity does
not address the issue of pollutants released at points other than the hood centerline. Ellenbecker et al [43] explain that capture
velocity does not account for the presence of cross drafts or other air disturbances. Garrison [31] points out that capture velocity says nothing about how the presence of obstacles (i.e. a worker's body) in front of an exhaust inlet affects the capture of contaminant. Most important, capture velocity does not allow for predictions of the principal index of LEV performance, the breathing zone concentration (BZC) of the worker.
3-D MODELING OF HOOD FLOWS - POTENTIAL FLOW THEORY
Recently, attempts have been made to characterize the three
dimensional nature of local exhaust hood flows. The ability to
predict the velocity vector at any point (i.e. not only the
19
and others [363. Such models would allow, through vector
addition, prediction of exhaust flow streamlines in the presence of a uniform cross draft. However, the difficulty in modeling 3-dimensional air flows into exhaust hoods is that equations must satisfy the conservation of mass (continuity equation), the
conservation of energy, the conservation of linear momentum (Navier-Stokes) and thermodynamic equations of state. Unless simplifying assumptions and boundary values are specified, these
partial differential equations cannot be solved analytically. Many researchers have made the assumption that the flow into unobstructed exhaust inlets follows potential flow theory.
Potential flow is valid if the fluid is incompressible,
irrotational, and inviscid. Incompressible flow signifies that there is no accumulation of flow through a volume. In other
words, the fluid density does not change. For irrotational flow, the fluid is said to have no angular velocity or vorticity (i.e. spinning motion). Finally, if the fluid is inviscid, there are no viscous (frictional) forces acting. Clearly, the flow into the hood must be unobstructed for potential flow theory to apply because flow around a worker's body will cause frictional forces to act on the fluid and fluid vorticity will be observed. A detailed description of the derivations of equations used to describe potential flow theory is beyond the scope of this
report. However, the reader is referred to the fluid mechanics
text by White [3] for a detailed treatment.
20
Ellenbecker [32, 36] have proposed analytical solutions for the velocity vector at any point in front of a flanged circular hood.
In 1970, Tyaglo and Shepelev [36] formulated a solution for the
velocity vector at any point in front of a flanged rectangular
hood. In 1987, Jansson [36] did the same for a flanged slot opening.
PRESENCE OF A BODY IN FRONT OF THE EXHAUST INLET
While these solutions contribute a great deal to the
understanding of LEV as a 3-dimensional phenomena, the problem of
a worker standing directly in front of an exhaust inlet is not
addressed in these models. Potential flow theory does not hold
for a body placed in the flow field of an LEV hood because the boundary conditions of LaPlace's Equation are violated [31.
When a fluid flows past a bluff body, a boundary layer forms around the body. The boundary layer is defined as the distance
from the body's surface (where air velocity at the surface equals zero - the no-slip condition) to a point away from the body where 99% of the free-stream velocity has been achieved. At low
Reynolds numbers (Re) the boundary layer thickness is large, but
for turbulent flow past the body (i.e. high Re), the boundary
layer is thin. Within the boundary layer, viscous forces are
acting on the fluid. However, outside of the boundary layer, the
fluid flow may be assumed to be inviscid.
As a fluid attempts to flow around a body, such as a cylinder, the boundary layer encounters an adverse pressure
gradient (i.e. increasing pressure in the direction of flow).
21
boundary layer separates from the cylinder into a low pressure vortical mixing zone near the downstream side of the cylinder.
Figure 7 illustrates the phenomenon of boundary layer separation
from a cylinder in a uniform flow field. Because this reverse
flow (mixing) region is a zone of low pressure, surrounding air from outside the region becomes entrained into it. If the body is axisymmetric (i.e. more 3-dimensional, like a sphere), the
reverse flow region forms a recirculation bubble downstream of
the body. If the body is 2-dimensional, like a long cylinder or
a person's body, alternate vortices shed downstream of the body forming a Karman vortex street [11]. In the field of fluid
mechanics, several studies have been performed involving various bluff body shapes placed in a uniform (i.e. constant velocity) flow field [8, 9, 11, 19, 20, 21, 23]. Many of these studies involve determining the flow of air pollutants around buildings and clusters of buildings [12, 13, 14].
Experiments have been performed to determine the transport mechanisms of pollutants into and out of this zone of
recirculation [8, 9, 11, 12, 19]. For axisymmetric
(3-dimensional) bluff bodies placed in a uniform flow field, the primary mechanism of pollutant transport into and out of the
recirculation bubble is turbulent diffusion. On the other hand,
«
for 2-dimensional bluff bodies placed in uniform flow, the
principal mechanism of pollutant transport is the periodic
shedding of vortices [11].
If a worker's body is placed in a uniform flow field, such
m
22
Thin front -.
boundary layer
Outer stream grossly
perturbed by broad How
separation and wake
23
separation and vortex shedding would be expected to occur. If
the contaminant source is located between the worker's body and
the exhaust flow inlet (i.e. usual orientation for most LEV applications), and the source coincides with the reverse flow
zone formed by boundary layer separation, the contaminant may be
recirculated back into the worker's breathing zone. George [49] performed experiments in this regard using a mannequin holding a
tracer gas source inside a wind tunnel. His experiments demonstrated that measured BZC was less when the mannequin's
shoulders were parallel to the direction of flow (i.e.
mannequin's side to flow). In this situation, the reverse flow
region forms downstream near the mannequin's side where there is no oppurtunity to interact with the contaminant. Similar results
have been demonstrated in a shielded metal arc welding study
performed by Tum Suden [50].
Very little research has been performed, however, for the case of a worker placed in the accelerating flow field of a LEV hood. In this case (as in most LEV situations in industry) the flow around the body is not uniform, but accelerating into the hood. The flow field for a LEV hood falls off very quickly as the distance from the hood face is increased. Furthermore, the
velocity field in front of a local exhaust inlet would be
converging on the hood from all directions, rather than from one
direction as in uniform flow. Boundary layer separation andreverse flow would still be expected to occur, but perhaps not to
24
CAPTURE EFFICIENCY
Since capture velocity is not an adequate measure of how well a LEV hood actually performs, Ellenbecker et al [43]
introduced the concept of capture efficiency to describe hood performance. Capture efficiency is defined as the fraction of airborne contaminants generated by a source that is captured by
the LEV system controlling it. This concept is represented as: n, = G'/G (10)
where n, = hood capture efficiency, G' = LEV contaminant capture
rate (g/sec), and G = contaminant generation rate (g/sec). In a similar manner, Flynn et al [44] describe the rate of escape of contaminant into the workplace as:
G'' = (1 - n,)G (11)
where G*' = the effective contaminant generation rate into the room atmosphere (g/sec). Since capture efficiency is related directly to the concentration of airborne contaminant present in the room, and capture velocity is not, capture efficiency
represents a significant advance in the design of LEV systems [43]. Even more important, if capture efficiency can be shown to be functionally related to worker BZC (i.e. the main parameter of interest), then capture efficiency may be a very useful LEV
design parameter. On the other hand, if the contaminant is
pulled through the worker's breathing zone prior to being
captured by the hood, then capture efficiency may not be an
important design parameter for LEV.
•
•
25
centerline source to hood distance (Z,), cross draft velocity
(V,), and source temperature (T): '
n, = f (Q, A, Z ., Vrf T) (12)
If source temperature can be Ignored, dimensional analysis
indicates that capture efficiency depends on the functional group
9-g = (V,/\J)*(^A-"-» )" (13)
In Equation (13), V, = average hood face velocity, and a and b
are empirically determined constants. Several limiting
conditions must be satisfied for n, to depend on functional
group g [43]:n, = 0 as 5 approaches infinity
n, = 0 when Y = 0
n, = 0 when V approaches infinity
n, = 1 when J = 0 n, = 1 when y = 0
Ideally, the last condition can only be satisfied for an enclosure where there are absolutely no cross drafts or air
currents. In reality, room air currents will always be present.
If we were to evaluate capture efficiency with respect to
previously mentioned capture velocity "deficiencies", n, would
fare better than V^ on most deficiencies, but not all. Since
capture efficiency describes the ratio of contaminant capture to
contaminant generation, and says nothing about how a hood
26
holding the contaminant source, and then again when the source was placed inside the hood, a LEV system could be designed to operate at its lowest possible flow rate to achieve a given
capture efficiency. In this respect, capture efficiency could be used to design the "most economical" ventilation system. Since capture efficiency is not based on empirical centerline design equations, but is a measured parameter, it can be used to design systems in which there is a cross draft, pollutants are released off of the centerline, and when a worker (i.e. bluff body) is
standing in front of the hood. However, n, still falls short on
"predicting contaminant concentrations", and geometrically
scaling ventilation systems to protect against new concentrations of a contaminant (eg. lower OSHA PEL).
Several authors have created models which calculate capture efficiency by using (BASIC) computer programs to predict the streamlines entering various hood configurations in the presence of a uniform cross draft [41, 44, 46, 47]. At the present time,
however, no attempts have been made to simultaneously measure capture efficiency and worker BZC with the aim of examining the relationship between these two parameters. This work will do
27
As mentioned earlier, capture efficiency is the ratio of the exhaust hood capture rate of contaminant to the contaminant
source generation rate. Since capture efficiency provides a
measure of the amount of contaminant which escapes into the room, it may be inversely related to the BZC of the worker. That is, as capture efficiency increases, worker BZC should decrease (and
vice versa).
The theoretical inverse relationship between BZC and capture efficiency can be demonstrated by relating BZC to the volume of a gaseous contaminant present in the room after a source generation
time, T. If a source is generating contaminant (at a constant flow rate) in a one inlet, one outlet (hood) room under the influence of a LEV system, and no other sources of dilution ventilation coming into the room, the volume of contaminant present in the room after a time, T, is described by the
relation:
f'
V. = Q, \ (1 - n, ) dt (14)
where V, = volume of contaminant present in the room (liters),
Q, = volumetric flow rate of contaminant source (liters/min),
n, = hood capture efficiency, T = total time of contaminant
generation, and dt = incremental time over which the integral is
evaluated. Note, Equation (14) does not apply to most "real
life" industrial situations because there is always going to be
some amount of dilution ventilation present. This equation,
•
28
Similarly, the concentration of contaminant present In the room
after a time, T, can be represented as: i./Y„. \
C(T) = Q./Y„. \ (1 - n,)dt (15)
ͣ
'o
where C(T) is the room concentration of contaminant after a time, T, and V,,„ is the room volume (liters).
In theory, the worker's instantaneous (final) BZC, measured
at time t = T should be proportional to the volume of contaminant
present in the room at time T:
BZC„,„ c< V..,„.,^.. , (16)
If a time weighted average value of capture efficiency over time T can be measured. Equation (14) can be approximated as:
(1 - n ,)dt = TQ,(1 - n ,) (17)
where n, = 1/T \ r^ dt (18)
0
T = total time of source generation (mln.) and n, = time weighted
average value of capture efficiency evaluated over the entire time of source generation. If an experiment is devised which measures the time weighted average value of hood captureefficiency over a contaminant generation time, T, and also
-"liT
29
OBJECTIVE AND PURPOSE
The primary objective for conducting this research is to
establish whether a relationship exists between worker breathing
zone concentration (BZC) and local exhaust hood capture
efficiency. This research seeks to determine the nature of this relationship as well as how various LEV system parameters, such
as position in front of a flanged circular hood (FCH), hood flow
rate, hood diameter, and source to hood distance, affect the
association between BZC and capture efficiency. In particular, this study will investigate whether worker BZC and capture
efficiency are inversely related. In other words, are high values of worker BZC associated with low values of hood capture
efficiency (and vice versa)? The overall purpose is to determine
whether capture efficiency, as a LEV design parameter, is a
better predictor of worker BZC than the widely used design
parameter of capture velocity. The correlation between measured values of BZC and capture efficiency will be compared to the
correlation between BZC and calculated values of Dalla Valle's
capture velocity.
Another important goal of this study is to examine how the
placement of a worker's body (i.e. back to flow - 180 degrees, or side to flow - 90 degrees) in front of a local exhaust hood
affects the worker's breathing zone concentration of contaminant.
Specifically, this research will investigate the effect of boundary layer separation and reverse flow on a contaminant placed downstream of an anthropometric mannequin (simulating a
30
hood. The hypothesis to be tested in this experiment is that the worker's BZC in the 180 degree position will be higher than the
BZC when the mannequin is in the 90 degree position due to the interaction of the reverse flow region and the contaminant
source.
To accomplish the objectives of this research, the following
experiments will be performed:
(i) Conduct laboratory experiments which measure
mannequin BZC (position 180 degrees) and hood capture efficiency for various combinations of FCH diameter, hood flow rate, and
source to hood distance.
(ii) Repeat all above laboratory experiments for the case where the mannequin's position is 90 degrees (i.e. side to
flow).
^1
31
EXPERIMENTAL METHQP
GENERAL DESCRIPTION
To accomplish the research objectives, an experiment was
devised which allowed the measurement of worker BZC and hood
capture efficiency over a given period of time. The diagram of the experimental setup used in this work can be found in Figure 8. An anthropometric mannequin was used to simulate a worker holding a contaminant source in front of a flanged circular local exhaust ventilation hood. Neutrally buoyant sulfur hexafluoride
(SF,) tracer gas was used to represent any gaseous contaminant
source. The mannequin was positioned in front of the hood such
that the contaminant source was on the hood centerline. The
contaminant source to hood distance was measured as Zj. The flow
rate through the ventilation system was adjusted with a blast gate and measured with a manometer placed across a calibrated
orifice meter. SF^ gas was metered through a calibrated
rotameter through copper tubing to a wand and diffuser stone
which was placed in the hands of the mannequin. The BZC and duct
concentration (i.e. for capture efficiency) of SF, were measured
with two mobile infrared absorption analyzers (MIRAN's) connected to a Metrosonics Datalogger. Capture efficiency was measured as the ratio of duct concentration when the source was in the
mannequin's hands to the duct concentration when the source was placed in the hood.
Hood flow rate, flanged circular hood (FCH) diameter, contaminant source to hood distance, and mannequin position in
it\fter ^N«Me : ^ETKp
FIGURE 8
EXPERIIIENTflL 5ETUP
SF6 Cylinder
Glass Sampling Til be
K o t(a m e t e r
Orifice
12 in FflH r
1
bin
Ce^-kr|;r^Fla n g e d
Circular Hoodtlicro manometer
K)
Q r/J]
HIRRH Ifl CBZC) HIRfiH I (ETfl>
33
Hood Flow Rate, Q^ = 100, 300, 535 cfm FCH Diameter, D^ = 4, 9, 12 inches
Contaminant source - Hood Distance, Zj = 0.5, 0.75, 1.25 ft
Mannequin Position = 180 degrees (back to flow) =90 degrees (side to flow)
The flow rate of SFj as well as the source position in the
mannequin's hands were held constant. Two separate experimental runs were performed.
HOOD, DUCTWORK, AND FAN ARRANGEMENT
The hood dimensions, length of duct run, and size of ducts are given in Figure 9. A Size 129 SWSI Acoustafoil
(non-overloading) centrifugal fan was used to move the air through the ventilation system. Clean, circular, galvanized metal duct was used in the experimental setup. Ductwork on the downstreaift side of the fan was carefully sealed in heavy plastic and silicone caulking to minimize leakage of "captured" SF, gas into the room.
To prevent SF, exhaust gas from re-entering the building, the
exhaust outlet of the ventilation system extended 2.8 feet outside of the building and the wall opening was carefully
sealed. Despite these extensive measures aimed at preventing SF, leakage from the positive pressure side of the fan, some leakage was measured.
AIR FLOW THROUGH THE LEV SYSTEM
The air flow rate through the ventilation system was adjusted by the use of a blast gate (see Figure 9). LEV hood
^^ flow rates of 100, 300, and 535 cfm were chosen to provide a good
-""Hflier FlLef^)/lͣ^7e fit^t4
FIGURE 9
FCH
0
-1.1^
8'
Blcuft
^
i nT I____1
Orifice
-11.9'—»|2.8'-)|f
2.8'
5.2'
URLL
-.. I
So.niplifl'j Prote
Fan Outlet Co nV er g.
.= 1.3'
1 Fan Inlet
Diverging
Se c ti o n = 1.7'
35
capture efficiency relationship.
A manometer placed across a 4" ID, 6" OD sharp edged orifice meter was used to measure the flow rate through the ventilation system. The pressure drop across the orifice meter ("wg) was calibrated against flow rates computed from Pitot tube traverses. See Appendix 1 for details on the calibration of the orifice
meter.
SULFUR HEXAFLUORIDE GAS METERING SYSTEM
A neutrally buoyant, 10% mixture of SF, tracer gas was used to represent the contaminant gas for this experiment. This
concentration of SF, gas was chosen to provide a measureable
mannequin breathing zone concentration of SF, while, at the same
time, giving a good mid-scale absorbance reading for the MIRAN
measuring duct concentration of SF. (i.e. capture efficiency).
A neutrally buoyant gas mixture was chosen so the contaminant gas would not be heavier than air and sink out of the mannequin's breathing zone.
SF, gas was metered from a compressed gas cylinder by means of a regulator and two fine adjustment valves. A rotameter, placed in line between the cylinder and the wand and diffuser, was used to monitor the flow rate of SF,. The rotameter
calibration curve and detailed calibration procedure can be found
in Appendix 2.
To prevent leakage of SF, from the cylinder and associated connections, the cylinder was mounted on a dolly cart and placed
outside of the building during each experimental run. Copper
36
leakage of SF, gas. During an experimental run, all swagelock
connections, with the exception of the connection to the
diffuser, remained outside of the building (i.e. limited
oppurtunities for leakage).The contaminant source consisted of a wand and diffuser
stone mounted in the hands of the mannequin. The diffuser stone
was a one-quarter inch diameter porous ceramic sphere. During
source generation, neutrally buoyant 10% SF, diffused through the
pores in the sphere in all directions (i.e. simulating 360 degree
source generation). A SF, flow rate of 0.782 1pm (0.027 cfra),
corresponding to a surface radial velocity of 19.8 fpm, was
chosen for this experiment. This flow rate of SF, was selected
to provide a raeasureable BZC of SF,, while at the same time
producing a velocity which should not interfere with contaminant
capture or produce a large amount of directionality to the flow
of the source (Note: an attempt was made to provide the lowest
SF, source flow rate which would still generate a raeasureable
mannequin BZC).USE OF MANNEQUIN TO MODEL WORKER
An anthropometric mannequin was used to model a worker
holding a contaminant source in front of a LEV hood. The
37
of the FCH. The location of the wand and diffuser in the
mannequin's hands represented a typical working position for a
worker holding some contaminant generating source (eg. a welder
with a welding torch). The position of the contaminant (SF,)
source in the mannequin's hands remained constant through all
experimental runs. The permanent source position in the
mannequin's hands can be described by the following measurements:
Source to Platform Distance = 31 inchesSource to Mannequin's Mouth Distance = 7 inches Source to Mannequin's Chest Distance = 4.5 inches
The mannequin was placed on a platform (approximately 8
inches tall) so that the position of the SF, source coincided
with the hood centerline. The surface of the platform contained
a grid, marked off in inches, such that the mannequin could be
easily positioned to achieve source to hood distances of 0.5,
0.75, and 1.25 feet. \
USE OF MIRANS TO MEASURE SF, CONCENTRATION
Two Wilks Mobile Infrared Analyzers (MIRANs) were used to measure the concentration of SF, in this experiment. A general description of the MIRAN's operation and settings used in this experiment can be found in Appendix 3. One MIRAN was used to monitor the BZC of the mannequin and the other was used to
measure the capture efficiency of the FCH.
Both MIRAN's were connected to a Metrosonics dl-714
Datalogger. In this setup, the voltage signal output from both
38
retrieved to an IBM XT or AT personal computer. Mannequin BZC and FCH capture efficiency were logged over a twenty minute
period. For specific information concerning the operation of the
Datalogger and the programmable settings used in this experiment, please see Appendix 4. The MIRAN calibration procedure and
calibration curves for both MIRANs can be found in Appendix 5.
The use of neutrally buoyant 10% SF, produced low mannequin
BZC's of SF, (i.e. from 0.01 - 0.8 ppm). As a result,calibration points (i.e. MIRAN absorbances) for low
concentrations of SF, needed to be determined. To obtain calibration concentrations in the range of 0.01 - 0.02 ppm, a cylinder of 899 ppm SF, was used as the calibration gas. The Foxboro Corp. (i.e. manufacturers of the Wilks MIRAN) reports the
MIRAN lower detection limit of SF. to be 0.01 ppm. Since there
was some question concerning the stability of the MIRAN
absorbance (voltage) readings for such low concentrations of SF, , voltage versus time curves were plotted over a period of 1
minute. These plots can also be found in Appendix 5.
Two different air sampling flow rates were used to measure BZC and capture efficiency. An air sampling flow rate of 0.9
liters/min. was used to sample the mannequin's breathing zone
concentration of SF, . This flow rate was provided by a Rotron
SE2A-1 Spiral Exhauster Pump attached to the MIRAN. The BZC sampling flow rate was chosen because it is small enough not to
substantially influence the direction of contaminant generation
"^^ or interfere with reverse flow zone formation of contaminant.
39
no such constraints. A duct concentration sampling flow rate of
35.8 liters/min. was chosen to give a high chamber turnover rate
for the MIRAN (i.e. 1 air change/9.4 sec). In this way, the
duct concentration of SF, could be measured accurately without
having to wait long periods of time for the SF, concentration in
the MIRAN chamber to rise to the duct concentration.
CAPTURE EFFICIENCY MEASUREMENT AND DUCT SAMPLING LOCATION
In this experiment, hood capture efficiency was computed by
taking the ratio of duct concentration (of SF,) when the source
was in the mannequin's hands to the duct concentration when the
source was placed inside the hood. For each experimental run,
duct concentration of SF, was logged for 20 minutes with the
source in the mannequin's hands, and then logged for another 10
minutes with the source inside the hood (i.e. 100% capture).
Repeated tests showed that duct concentration measurements of SF,
were extremely stable.
The sampling location for capture efficiency was chosen to
be a point in the duct, downstream of the hood, where the SF,
concentration profile across the diameter of the duct was
determined to be linear. This duct sampling point was
experimentally determined by making a series of four ten-point
sampling traverses. Appendix 6 contains results of these
traverses as well as further information concerning the choice of
duct sampling location.
EXPERIMENTAL PROCEDURE
40
parameters:
Hood Flow Rate, Q^ = 100, 300, 535 c£m
FCH Diameter, D^ ^ 4, 9, 12 inches
Contaminant source to Hood Distance, Z, = 0.5, 0.75, 1.25 ft
Mannequin Position = 180 degrees (back to flow)
= 90 degrees (side to flow)
Figure 10 demonstrates how mannequin position in front of the FCH
was varied in this experiment. For each set of experimental
conditions, the mannequin was placed either 90 degrees to the
flow, termed as position 1, or 180 degrees to flow, termed as
position 2. Contaminant source flow rate and source position in
the mannequin's hands were held constant throughout the
experiment. BZC and capture efficiency measurements were logged
over a twenty minute sampling period. 108 total combinations of
the above experimental conditions were measured. Two repetitions
of each experimental combination (above) were accomplished.
Since the final mannequin BZC is theoretically correlated
with the volume of contaminant present in the room after 20
minutes, an average of the last four minutes of BZC data was used
to approximate "final BZC". Flynn developed a BASIC computer
program to extract and average the last four minutes of mannequin
BZC. A copy of this BASIC program can be found in Appendix f.
Prior to each experimental run, potential wind drafts in the
room were checked with a Taylor Model 3132 Rotating Vane
Anemometer. After each experimental run, the room concentration
of SF, was purged by opening the door and operating the wind
41
FIGURE 10
MANNEQUIN
P0S = 1
T
D
i
SOURCE
J
e
'h
42
tunnel flow rate corresponds to 29.02 air changes per hour (or
approximately 1 air change every two minutes). The room was
allowed to purge for approximately 20 minutes between each
experiment. Before the start of the next experiment, the MIRAN
(now monitoring room concentration of SF,) reading was checked
to ensure there was no measureable room cone, of SF,.
The two repetitions of the experiment, however, were not
exactly the same. In the first set of experiments, BZC and
capture efficiency were not logged until after the source flow
was adjusted to its constant value. Because the SF, cylinder and
rotameter were outside of the building, there was some concern
over whether wind drafts (from the open door) would influence
contaminant flow and also whether a varying source flow would
influence BZC. The problem with this rationale, however, was
that the first few moments of contaminant source generation were
not being logged. As you will see in the Results section of this
report, an important interaction between BZC and capture
efficiency is missed when the first few moments of source
generation is not logged.
In the second repetition of the experiment, the Datalogger
was turned on just before the contaminant source was adjusted to
its constant value. In this case, BZC and capture efficiency
were measured from the moment the source started to generate
contaminant. As a consequence to this, 20-minute time weighted
averages of hood capture efficiency for Run #2 tend to be
^e^ijir^
43
RESULTS
OVERALL RESULTS
The results of paired values of mannequin BZC (last 4 minute
average) and capture efficiency (20 minute TWA), for each
experimental condition, can be found in Table 3. Examples of raw
data from the Datalogger and LOTUS spreadsheets used to calculate
these average values can be found in Appendix 11. Since both BZC
and capture efficiency were logged over time, plots of BZC and
capture efficiency with time could be prepared. Examples of such
BZC and capture efficiency with time plots can be found in
Appendix 9.DIFFERENCE BETWEEN EXPERIMENTAL RUNS #1 AND #2
As previously mentioned in Experimental Methods, there is an
important procedural difference between experimental run #1 and
run #2. The difference lies in the area of data collection. In
run #1, the Datalogger did not log any data until after the SF,
source flow rate was started. In run #2, the Datalogger was
switched on before the SF, source flow was started. Because the
Datalogger did not record the first few moments of BZC and
capture efficiency in experimental run #1, the data collected in
run #1 do not exactly correspond to the data collected in run #2.
Therefore, a direct comparison between the two sets of data
cannot be made. The difference between the two sets of data can
best be described by observing matched BZC and capture efficiency
with time plots for experimental run #1 and run #2.
Figures 11 through 14 illustrate the difference in BZC and
e£'.ALl,Wki\
4S
TABLE 3
Resuks of 1st and ^id Ttun: Breatfwig Zone Cone, and Ca^ure ESOaencf
ExpmntI Man Posn Hood D^m Hood Flow Zs Dist BZCAV 20-min. Run 90 or 180 (4, 9, or (100,300 (0.5,0.75 Last 4m in TWA LI A Number Degrees 12 in.) 535 cfm) 1.25ft) (ppm) (0/0)
1 90 4 100 0.5 0.020025 99.40073
1 90 too 0.75 0.014383 99.36615
1 90 too 1.25 0.032718 97.77462
1 90 300 0.5 0.020025 99.34084 1 90 300 0.75 0.007330 98.90922 1 90 300 1.25 0.039770 99.62782 1 90 535 0.5 0.015793 97.48444 1 90 535 0.75 0.008741 98.56561 1 90 535 1.25 0.025666 99.20688 1 90 9 100 0.5 0.015793 99.0081 1 90 9 too 0.75 0.019319 99.36754 1 90 9 too 1.25 0.020025 98.32463 1 90 9 300 0.5 0.032718 98.82162
1 90 9 300 0.75 0.031308 98.7684 1 90 9 30O 1.25 0.036949 98.98863 1 90 9 535 0.5 0.014383 97.89009 1 90 9 535 0.75 0.015088 98.71352 1 90 9 535 1.25 0.015793 98.54036
1 90 12 100 0.5 0.012972 99.4303 1 90 12 100 0.75 0.026371 98.51155 1 90 12 100 1.25 0.073620 98.30672 1 90 12 300 0.5 0.024960 98.82039 1 90 12 300 0.75 0.020025 99.51534 1 90 12 300 1.25 0.025666 99.80971
1 90 12 535 0.5 0.024255 99.85614 1 90 12 535 0.75 0.005215 99.31501 1 90 12 535 1.25 0.023550 99.11202 1 180 4 100 0.5 0.023550 99.64992 1 180 4 100 0.75 0.024255 98.1897 1 180 4 100 1.25 0.378271 90.86961 1 180 4 300 0.5 0.020730 98.21035 1 180 4 300 0.75 0.008741 99.04594 1 180 4 300 1.25 0.022140 98.42411 1 180 4 535 0.5 0.028487 97.02084 1 180 4 535 0.75 0.014383 99.24066
1 180 4 535 1.25 0.029897 97.92976 1 180 9 100 0.5 0.015793 99.61704 1 180 9 100 0.75 0.020025 98.92276
1 180 9 100 1.25 0.048938 98.07994
TABLE 3
45
(continued)
RestAs of 1 St and 2nd Run: Breatfmg Zorm Cone, arni Captune Efficiency fponld)
ExpmntI
Run
Man Posn 90 or 180
Hood Diam Hood Flow (4, 9, or (100,300
Zs Dist (0.5,0.75 BZCAV Last 4min 20-min. TWAEIA Number Degrees 180 12 in.) 9 535 cfm) 300 1.25ft) 0.75 Ippm) 0.028472 (0/0) 99.03425 180 9 300 1.25 0.030602 99.15671
180 9 535 0.5 0.012972 98.25932 180 9 535 0.75 0.024960 97.78938 180 9 535 1.25 0.030602 98.84821 180 12 100 0.5 0.017204 98.97705
180 12 100 0.75 0.017909 99.35896 180 12 100 1.25 0.060221 97.02726
180 12 300 0.5 0.024961 98.91071 180 12 300 0.75 0.022845 97.85085
180 12 300 1.25 0.026371 99.33434 180 12 535 0.5 0.041180 97.93498
180 12 535 0.75 0.022845 97.71691
180 12 535 1.25 0.019319 99.09784
2 90 4 100 0.5 0.025666 95.3348
2 90 4 100 0.75 0.016498 96.41008
2 90 4 100 1.25 0.062337 90.17188
2 90 4 300 0.5 0.024960 95.50079
2 90 4 300 0.75 0.010151
95.77331
2 90 4 300 1.25 0.019319 95.34008
2 90 4 535 0.5 0.015793 95.00937
2 90 4 535 0.75 0.014383 95.35864
2 90 4 535 1.25 0.020730
94.58976
2 90 9 100 0.5 0.017204 95.81718
2 90 9 100 0.75 0.017909 96.33574
2 90 9 100 1.25 0.008741 94.467
2 90 9 300 0.5 0.020730 95.20092
2 90 9 300 0.75 0.020730 95.86214 2 90 9 300 1.25 0.008741 95.70284 2 90 9 535 0.5 0.015088 95.12971
2 90 9 535 0.75 0.016498
95.31215
2 90 9 535 1.25 0.017204 96.46066
2 90 12 100 0.5 0.008035 96.40439
2 90 12 100 0.75 0.024961
95.85155
2 90 12 100 1.25 0.015793 96.40398
2 90 12 300 0.5 0.004510 96.20081
2 90 12 300 0.75 0.014383 96.66234
2 90 12 300 1.25 0.015793 96.15628
2 90 12 535 0.5 0.014383 95.76531
46
TABLE 3 (continued)
KeSlAS Of 1 SI ana zna irfivi: tweaiTMng z^oneiKHnc.anauafHure izmciericy ^xanoi
ExpmntI Man Posn Hood Diam Hood Flow Zs Dist BZCAV 20-min.
Run 90 or 180 (4, 9, or (100,300 (0.5,0.75 Last 4m in TWAblA Number Degrees 12 in.) 535 cfm) 1.25m (ppml fo/ol
2 90 12 535 1.25 0.019319 96.29851
2 180 100 0.5 0.027076 94.0757
2 180 100 0.75 0.013677 96.49008
2 180 100 1.25 0.131448 87.54973
2 180 300 0.5 0.024255 92.23978
2 180 300 0.75 0.015793 95.8603
2 180 300 1.25 0.009446 95.90334
2 180 535 0.5 0.029192 94.12863
2 180 535 0.75 0.015793 97.28889
2 180 535 1.25 0.024960 95.45094 2 180 9 100 0.5 0.016498 96.26674
2 180 9 100 0.75 0.015793 95.99199
2 180 9 100 1.25 0.212547 90.35804 2 180 9 300 0.5 0.016498 96.87977 2 180 9 300 0.75 0.02073 96.79902
2 180 9 300 1.25 0.011562 96.54931 2 180 9 535 0.5 0.015088 96.37621 2 180 9 535 0.75 0.029192 95.62744 2 180 9 535 1.25 0.017204 96.72937 2 180 12 100 0.5 0.017909 95.73974 2 180 12 100 0.75 0.016498 96.38719
2 180 12 100 1.25 0.383208 81.99088
2 180 12 300 0.5 0.023550 95.73974 2 180 12 300 0.75 0.014383 96.34669
2 180 12 300 1.25 0.006804 83.64363
2 180 12 535 0.5 0.021435 94.88643
2 180 12 535 0.75 0.019319 96.09951
E
a
d
I
e
N
?
1
FIGURE
n
o.^
Breathing Zone Cone of SF6 with Time
Qh-IOOakn.Oh-i^ 2"^a-1.2filt 18 Aug W
OAO-I
Oiie
0.07
0J06
OJO*
ojta
0J02
0X)1 -f
BOBBBBBgaO« GH>-a
"T—I—I—I—I—I—I—r—T—I—I—I—I—I—I—I—I—I—r-O 2 4 8 8 10 12 14 18 18 20
D^»«d Tim* (mlmiti)
O Run#1
e
^
{
i
100
do-FIGURE 12
Capture Efficiency with Time
Qlv-ia0ofm,DK-12"^a-1.2aft 18 Aug fl»__ _
v-Y"v\.
v-wr
E
a a.
\y ID
k.
M
O c
o
O
s
N
9 C
FIGU^^ 13
Breathing Zone Cone of SF6 with Time
Qh-100cfm,0h-12",Z8-1.26ft 7 Sopt 8d
n .1... ͣͣ T. i-i n n rt n n rillll"nnnnnaannnnnnaDoaaO< y n 1^ a y a >|i M y n iji n i|i I ry-- ,---^—,---,—,---,---,——
ͤ
opsed Time (minute*)
D Run|2
M
c
a o
O
o
I
100
FIGURE 14
Capture Efficiency with Time
Qh-100cfm4)h-12».Z»-1.26ft 7 Sept »
Bopoed Time (minuteM)
49
sets of BZC and capture efficiency versus time plots represent
the experimental condition where hood flow = 100 cfm, hood
diameter = 12 inches, and source to hood distance = 1.25 feet.
For experimental run #2, when BZC and capture efficiency were
logged prior to starting the SF. source flow rate, as in Figures
13 and 14, an initial spike in BZC and rapid rise in capture
efficiency (from zero %) is observed. For the same experimental
condition in run #1, the BZC spike is not seen (note the
difference in ordinate scales for both graphs). In the same way,
capture efficiency does not show a rapid rise from zero percent
(as in run #1), but instead is truncated from the beginning of
the experiment.
These plots illustrate that an important interaction between
BZC and capture efficiency is missed when the first few moments
of BZC and capture efficiency are not logged. This is especially
true for the experimental condition of low hood flow rate (i.e.
Q^ = 100 cfm) and large source to hood distance (i.e. Z^= 1.25
ft). The difference in data collection between run #1 and run #2
affects the twenty minute average value capture efficiency. Run
#2 mean values of capture efficiency tend to be lower than run #1
values (i.e. due to the inclusion of the rise from zero percentin run #2). The difference in twenty minute average values of
capture efficiency between runs #1 and #2 can also be seen in
50
DECISION TO USE RUN #2 DATA TO ANALYZE BZC - ETA RELATIONSHIP The final mannequin BZC is theoretically correlated with the
volume of contaminant (i.e. SF,) present in the room after twenty
minutes. In this experiment, the final mannequin BZC is modeled
by a numerical average of the last 4 minutes of logged BZC. Recall from the Theory section that the volume of contaminant
present in the room after twenty minutes can be represented by the expression:
V,„ = Tq (1 - n,)dt where n, = 1/T \ i^ dt
In this expression, n", represents the twenty minute time weighted
average value of capture efficiency and T = 20 minutes. This TWA value of capture efficiency must include the first few moments of source flow rate, where capture efficiency begins to rise from zero percent to some steady value (note: for very long periods of time, in a room with one inlet (hood) and one outlet, n,approaches 1.0). Capture efficiency data in experimental run #1
do not include this initial rise from zero percent. For this
reason, run #2 data was chosen to examine the relationship
between BZC and capture efficiency. LOWER DETECTION LIMIT OF MIRAN
In general, mean values of mannequin BZC tended to be low
(i.e. < 0.1 ppm SF,) and mean values of FCH capture efficiency
tended to be high (i.e. > 92%). The only exceptions to this
occur for the experimental condition of low hood flow rate (i.e.
Q^ = 100 cfm) and large SF, source to hood distance (i.e. 2^ =
1.25 ft).
51
the MIRAN's lower detection limit for SF, becomes a factor.
According to the Foxboro Corporation (manufacturers of the Wilks
MIRAN), the MIRAN's lower detection limit for SF, is 0.01 ppm.
Approximately 9.3% of the measured BZCs (avg of last 4 min.) in this experiment, for both runs #1 and #2, are below this limit.
The lower detection limit for SF, was also determined in this
experiment when attempting to calibrate the MIRAN for low BZC concentrations. Appendix 5 contains MIRAN absorbance versus time
plots for low concentrations of SF, (i.e. < 0.02 ppm). These graphs show that as the lower detection limit is approached, the MIRAN absorbance signal becomes less steady with time.
Even though the MIRAN detection limit for SF, is 0.01 ppm,
values of BZC below this limit have been included in Table 3.
These values have been included because they are a "best
estimate" of the actual concentrations. However, since the exact
numerical values of BZC data below the MIRAN detection limit are
unknown, this will be taken into account in the data analysis. BUILDUP OF ROOM SF, WITH TIME
Another potential problem in measuring low breathing zone
concentrations of SF, was a slow buildup in room concentration of
SF, . This buildup of background S^" concentration was due to
leakage of "captured" SF, from the positive pressure side of the
fan. Many precautions were taken to prevent SF, leakage (see
Experimental Methods), however some leakage was still observed. The background level of SF, was found to be inversely related to the hood flow rate (see Figures 15 through 17 in
?S
.ii-.-'"? hnuf i^ --^ .'1 !•- i'" ' *.,;.'jif.
.'- "U.f J no I 5 .c
•.'u'-..'-^ ͣ' ,> ;«*•'!« • ; r it ..«-.; i,.
/>' fS:.. , ' J 'H . 'il; 3- ..- ^. ,'J . --OJt'
^. , ." '
ͣ
1
ͣ
. )
ͣ
'
ͣ
.1 j't' . i'. " r' i ""> "* '! \; „w' ""!' '',"•» .lit"!
ͣ
1 ͣͣ
Ji.,' s'
ͣ
• 1 ' ' ; . ' ͣ
. i a-M qft
-• J ^' - • r J . i, : '^ b ow t '••5 J Q.i.'-..ͣ
lO'']
ir 'i-: ^ '* 'I J- -si
-i-'4.' '
".1 VC , i,.'0 jA -'• i *> "^ i.'> if
^ > u 1 *ii
-p- .J-,
FIGURE 18
E
a a
CD
n
c
in
D
L.
0)
0.4
0.35
0.25
0.15
0.05
-BZC vs Capture Efficiency (Run #2)
All Run #2 Data ^'''^ '''^ S^^eurJ? pic
r = -0.727
![Figure 4 illustrates the use of completely or partially enclosing hoods [1]. Socha [421 lists five reasons why the use of](https://thumb-us.123doks.com/thumbv2/123dok_us/8336892.2213232/6.924.86.859.67.1093/figure-illustrates-completely-partially-enclosing-hoods-socha-reasons.webp)
![Figure 2 Elements of a Local Exhaust System, [i]](https://thumb-us.123doks.com/thumbv2/123dok_us/8336892.2213232/7.924.62.821.136.1042/figure-elements-of-a-local-exhaust-system.webp)
![FIGURE 4: Completely or Partially Enclosing Hoods [i] t BELT HOODENCLOSING HOODO BELT ( O ) o' HOPPER -/—^-HOPPER GOOD ENCLOSE -!ͣ—^BAD](https://thumb-us.123doks.com/thumbv2/123dok_us/8336892.2213232/9.925.22.870.48.1082/figure-completely-partially-enclosing-hoodenclosing-hopper-hopper-enclose.webp)