Machining Quality Predictions: Comparative
Analysis of Neural Network and Fuzzy Logic
Sivarao, Castillo and Taufik
Abstract— S urface finish is an important objective function in manufacturing engineering. It holds the characteristic that could influence the performance of mechanical parts which is also proportional to production cost. It is also an aspect for designing mechanical elements and frequently presented as a quality and precision indicator of manufacturing processes. Various failures, sometimes catastrophic leading to high cost have been attributed to the surface finish of the components which left unanswered. Therefore, the quality of surface roughness is essential feature of drilling operation since most of hole applications are assembly works, especially focused on the relative movement and tight tolerance work. Hence, high standard quality control needs to be introduced. The aim of this experimental and analytical research is to identify the parameters which enable the prediction of surface roughness in drilling. Two expert systems were used to analyze the best fit model in predicting the output of surface roughness for this specific drill job. The prediction accuracy is then compared to analyze which model could give better results so that it can be recommended for machine learning and future work. From the findings, it is found that S ugeno Fuzzy model gives better the closest values as compared to the ANN model. Thus, the work conditions and Fuzzy environment is selected for predictions of surface roughness in drilling.
Index Term—Sugeno Fuzzy, deep drilling, neural network, fuzzy logic, surface finish.
I. INT RODUCT ION
In the investigation of surface fin ish, mic ro geometry of a worked part is considered essential and critical. Optimu m selection of process conditions is ext re me ly impo rtant as this determines the surface quality of manufactured parts. Thus, in material re moval processes, improper selection of cutting conditions cause surfaces with high roughness. Manufacturing processes do not allow achiev ing the theoretical surface roughness due to defects appearing on mach ined surfaces and ma inly generated by defic iencies and imbalances in the process. Due to these aspects, measuring procedures are necessary; as it permits one to establish th e real state of surfaces to manufacture parts with higher accuracy. To know the drilled surface quality, it is necessary to employ theoretica l models ma king it feasible to do predictions in function of response parameters. The measure ment and stochastic modeling of torque and thrust force in drilling has been the main interest of many
Ir. Sivarao is a Professional Engineer (P.Eng.) in the field of Mechanical Engineering who currently serves as a lecturer and researcher in the Faculty of Manufacturing engineering, Universiti T eknikal Malaysia Melaka (UTeM). He is the corresponding author. (phone: 6063316505,
Fax: 6063316411 & email: [email protected] or [email protected]).
Willian Jefferson Gonzalez Castillo is a research fellow in Federal University of Santa Catarina, Mechanical Engineering Department, Brasil. He specializes in machining, especially deep drilling of cast irons (email
T aufik is a lecturer and researcher at Faculty of Manufacturing Engineering, specializing in quality evaluation of machined parts (email:
researchers as it was the best method of indirect tool wear (flank wear) sensing [1]. The resurgence of interest in Expe rt System over the past few decades has opened many new avenues in its applications. Expert System leads to greater generality and better rapport with reality. It is driven by the need for methods of analysis and design, which can come to grips with the pervasive imprecision of the real world and e xp loit the tolerance for imp recision to achieve tractability, robustness and low cost solution [2]. The use of Neural Net work in machin ing research has been extensive and mult ifaceted as well. These networks can be trained to recognize a rbitra ry re lations between sets of input and output pairs by adjusting weights of the interconnections. Back propagation Neural Network is most commonly used in re lated manufacturing research and Neural Net work has been used e xtensively in the past decade to monitor the progress of tool condition monitoring. Fu zzy modeling is based on the idea to find a set of local input-output relations describing a process. So, the method of Fuzzy modeling can e xpress a non-linear process better that any ordinary method. As more knowledge about the system is accumulated the uncertainty diminishes the need for the Fuzzy Log ic treat ment and it can revert to a determin istic or statistical one. The aim of this e xperimental and analytical work is to identify suitable parameters, the monitoring of which enable the prediction of surface fin ish for drilled holes by two Expert Systems name ly Sugeno -Fuzzy and Neural Network. Both have their own ability in determining the output and decision making in tool condition monitoring which determines and ma intain the quality of drilled surface to its highest standard of the end product. Finally, the best Expe rt System is to be recommended for this specific drill job as per their limitations and advantageous upon carrying out the comparative analysis a mong the e xpe rt systems within the range of experimental values.
II. EXP ERIMENTAL PROCEDURE
TABLE I
MACHINING CONDITION
Eight e xperiments were carried out based on 2k factorial design with 10 mm twist drill in dry and wet cutting conditions to test the stability of the tool wear wh ich direct ly affects the internal surface of drilled holes. The 2 indicates level (h igh and low), where k indicates three factors (speed, feed and cutting fluid). Thrust force and torque were measured using mechanical drill dynamo mete r with independent digital output. The internal surface roughness of drilled holes was measured with Mitutoyo Surf Test SJ-400 with 800 mic rons of measuring resolutions. The surface roughness of the drilled holes were measured at three points (top, bottom and middle) a long a straight line. The recorded surface roughness values were the average of three readings taken while measuring. This is a norm of measuring drilled holes and known as Straight Line Average (SLA) method.
III. EXPERT T SYST EMS A. Artificial Neural Work
Recent research activit ies in artificia l neura l networks (ANNs) have shown that ANNs have powerful pattern classification and pattern recognition capabilit ies. ANNs are well suited for prob le ms whose solutions require knowledge that is difficu lt to specify but for which there are enough data or observations. They learn fro m e xa mp les (tra ining data) and capture subtle functional re lationships among the data even if the underlying relat ionships are unknown or hard to describe. ANNs are universal functional approximators [3]. It has been shown that a network can approximate any continuous function to any desired accuracy by many researchers [4], [5].
Neural network which uses back propagation algorithms for modeling has been developed using machining process parameters; speed and feed as inputs and surface roughness as output. Making connections from the input layer to the output layer improves the learning effic iency. The comp lete e xperimental data o f 240 drilled holes we re used to tra in the network. The learning rate used was 0.02, and no s moothing factor was used. The init ial we ights were assigned randomly fro m 0.1 to 0.6. The lea rning process was stopped after 10,000 iterations. The nu mber of neurons in the hidden layer were selected fro m 1, 2,….., 20 for 6x20x1 ANN structure [6], [7], [8]. The first step of the calculation is to norma lize all the ra w input data to values between 0.2 and 0.6 as shown in the equation (1).
min
max min
0.4
( ) 0.2
i i
x d d
d d
(1)
The dmax and dmin are the ma ximu m and minimu m inputs and
i
d is ith input. Input of ith neuron on hidden layer
I
yi ,calculated by
1
M
yi xy i
i
I w x
(2)M is number of neurons in input layer and wxy is numerical
weight value of the connection between the two neurons. xi
is ith normalized output fro m the input layer. The output of the ith neuron on hidden layer yi is to be calculated by applying an activation function to the summed input of that neuron. The output of ith neuron on hidden layer then appear as, ( ) 1 ( ) 1 yi
i yi s I
y f I
e
(3) The s is the slope of the sig moid function and the values received by the output layer Iz are outputs of the hidden and input layers.
1 1
M N
xz i yz i
i i
Izi w x w y
(4)M and N a re the nu mbers of neurons in the input and hidden layers.
w
xz andw
yz are corresponding weights fro m theinput to the output layer and fro m hidden layer to output layer. The actual output in the output layer is calculated by applying the s ame sig mo id function as applied for hidden layer.
zi f I( zi) (5)
Error between the desired and actual output in the output layer is given by
'
( )( )
zi f Izi Ti Zi
(6)
Where,
T
i is the ith training input to the neuron and 'f is the derivative of the sigmoid function. For each neuron on the hidden layer, the error,
yi is
1
( )
L
yi yi zi yz
i
f I w
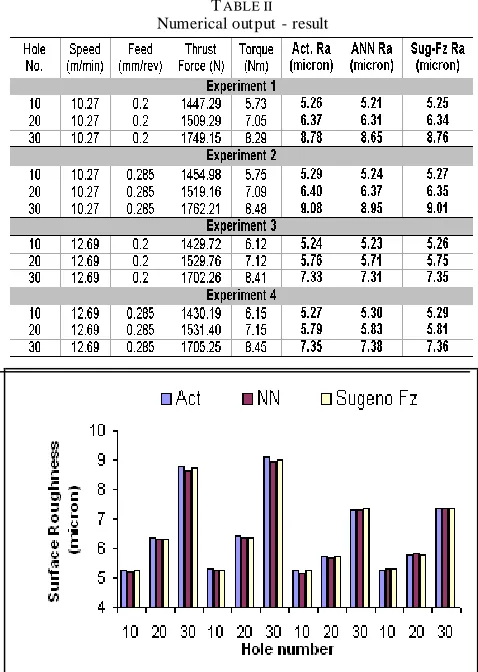
(7)The L is nu mber of neurons in the output layer. Matlab 7.0 was used to run the ANN in this finding. The 240 e xperimental tra ining data with conditions has been used to train the neural network. The predict ion of surface roughness numerica l by Neura l Net work is shown in table II.
B.
Fuzzy System
Fuzzy log ic has a lot of applications in the real wo rld. Basically the system will accept the input or some inputs and then pass the inputs to a process called fuzzification. In the fuzzification process, the input data (can be digital, precise/imprecise) will undergo some translation into linguistic quantity such as low, mediu m, h igh of physical properties. The translated data will be sent to an inference mechanis m that will apply the predefined rules. The inference mechanis m will generate the output in linguistic form. The linguistic output will go through defuzzification process to be in numerica l fo rm (the normal data form). Defu zzificat ion is defined as the conversion of a fu zzy quantity represented by a me mbership function to precise or Process Parameters
Cutting speed 10.27 & 12.69 m/min
Feed 0.2 & 0.285 mm/rev
Number of holes 30 per work piece
Tool Specification
M aterial / Diameter HSS 10 mm
Point angle 118o
Helix angle 32o
Clearance angle 10o
Web thickness 1.2 mm
crisp quantity [9], [10]. Fu zzy modeling and appro ximation are the most interesting fields where fuzzy theory can be effectively applied. As far as modeling and appro ximation is concerned, one can say that the main interest is towards its applications. When we intend to apply fu zzy modeling and approximation to an industrial process, one of the key problems to be solved is to find fuzzy rules.
SUGENO TYPE FUZZY INFERENCE
The most commonly known or used fuzzy infe rence methodology is Mamdani. But, this paper discuss the so -called Sugeno, or Ta kagi-Sugeno-Kang, method of fu zzy inference. The main d ifference between Ma mdani and Sugeno is that the Sugeno output me mbership functions are either linear or constant but can be excellently suited for modeling nonlinear systems by interpolating between multiple linear models.
A typical rule in a Sugeno fuzzy model has the form; If Input 1 = x, Input 2 = y, then output is z = ax + by + c For a zero-order Sugeno model,
The output level z is a constant, (a=b =0).
The output level zi of each rule is we ighted by the firing strength wi of the rule . Fo r e xa mple , fo r an AND rule with Input 1 = x and Input 2 = y, the firing strength is
wi = And Method [ F1(x), F2(y) ]
where F1, F2 are the me mbership functions for Inputs 1 and 2. The final output of the system is the weighted average of all rule outputs, computed as shown by equation (8) and the Sugeno rule operates as shown in Fig. 1.
Fig. 1. Sugeno final output rule
Due to the linear dependence of each rule on the input variables of the system, Sugeno method is ideal fo r acting as an interpolating supervisor of mu ltip le linear co ntrollers that are to be applied, respectively, to different operating conditions of a dynamic nonlinear system. A Sugeno fu zzy inference system is e xtre me ly we ll suited to the task of smoothly interpolating the linear ga ins that would be applied across the input space; it is a natural and efficient gain scheduler. Similarly, a Sugeno system is suited for modeling nonlinear systems by interpolating between multip le linear models [10]. The plot of me mbe rship function and input -output variables fed into the Fuzzy Infe rence System (FIS)
is shown in Fig. 2, whe re, L,M & H denotes Low, Mediu m and High respectively.
Fig. 2. Membership function of Sugeno-Fuzzy
Upon developing the me mbership function, precise rules have been fed into the system relat ing the FIS input-output variables. Each of these rules plays an important role in generating the fuzzy logic controller mode l and the accuracy of the nume rical output. Few rules fed to the FIS based on theoretical study and experience to obtain the higher accuracy output. The rules fed are shown in Fig. 3. The L, M and H denotes low, mediu m and high range of input parameters which determines the quality of surface output whether they are fine, moderate and coarse.
Fig. 3. Seven rules which applied to Sugeno fuzzy system
Upon the rules determination, the fuzzy logic controlle r will simu late the FIS variables with respective fed rules and modeling of the controlle r tool bo x will take p lace. The model controlle r toolbo x to the system is shown in Fig.5 and the complete structure of the Sugeno-Fuzzy predict ive model is shown in Fig. 5.
Fig. 4. Controller tool box for each rule
IV. RESULTANDDISCUSSIONS
Fig. 6 and 7 a re the Sugeno-Fuzzy based surface model showing an e xcellent re lationship between the two sets of input variables; speed & feed and thrust force & torque. Fig. 6 with the output (surface roughness) plotted against thrust force and torque, indicates that at beginning stage of drilling there was ‗running in‘ action in the operation and gradually increases. In later stages, the surface roughness has shown ‗steady‘ condition till reaching 20th hole. After 23rd
hole, the surface roughness increases rapidly again showing that the tool starts to wear and it gets severe as it reaches the 30th hole wh ich may lead to bad surface roughness or tool breakage. Increase of speed with low & med iu m feed rate produces good surface finish. Whereas, lo w & mediu m speed with high feed rate produces bad surface finish of the drilled holes. This phenomenon is clearly shown in Fig. 7. The numerical output of every 10th hole for all the dry cutting of observed and expert system analysis is shown in table II. The four worked samp les drilled with 30 holes with their respective 10 mm drill tools is shown in Fig. 8.
Fig. 6. Sugeno-Fuzzy surface model (thrust force & torque)
Fig. 7. Sugeno-Fuzzy surface model (speed and feed)
Fig. 8. Worked samples and drill tools used
TABLE II
Numerical output - result
Fig. 9. Actual and expert system comparative output Fig. 9 shows the comparative output of the surface roughness by the expert systems against the observed values. Fro m the nu merical and a lso comparat ive histograms, it‘s clear that, Sugeno-Fuzzy system has produced closer output as compared to ANN observed values. It has been studied that, Fuzzy has the ability of predicting the future (forecasting) based on the me mbership function of the input and output variables, limits and rules fed. For 6x20x1 A NN structure, the ‗training‘ has also generated closer outputs as compared to the observed values. Anyway, ANN‘s correlation was not consistent as compared to Fu zzy. A lthough its values are not the best, but it a lso matches closely to the actual values due to its training capability.
CONCLUSIONS
Sugeno-Fuzzy has shown the capability of
generalization and prediction of surface roughness in drilling within the range of experimental data.
The ma ximu m deviation observed and estimated by Fuzzy is very min ima l and within the reco mmended regions of surface roughness analysis in drilling.
The present work can be e xtended with different dia meter o f drill tools, process parameters, material thickness and type to test the ability of the e xpe rt systems in prediction of the output which the findings can be applied for indirect tool condition monitoring in unmanned manufacturing system.
The predicted values of ANN output can be further precisely predicted with the change of structure and the weights to the system by increasing the number of experiments.
REFERENCES
[1] Rot Berg and Ber, ―Methods for drilling parameters evaluation applied for drill point development‖, Annuals of CIRP, vol. 36, pp. 49-51, 1997.
[2] Matsumura, T. and Obikawa, T., ―On the development of expert system for selecting the optimum cutting‖, Journal of the Japan Society of Precision Engineering, 58, pp. 1691 – 1696, 1992. [3] Kuo, R. J., ―Intelligent tool wear system through artificial neural
networks and fuzzy modeling‖, Journal of Artificial Intelligence in Engineering, 5, pp. 229 – 242, 1998.
[4] Choudhury, S.K. and Jain. V.K., ―Online monitoring of tool wear in turning using a neural network‖, International Journal of Machine tools and Manufacturing, 39, pp. 489 – 504, 1999. [5] Rahaman, M., and Zhou, Q., ―Online cutting state recognition
using a neural network‖, International Journal of Advanced Manufacturing technology, vol. 2, pp. 87 – 92, 1995.
[6] Eshima, T. and Shibasaka, ―Estimation of cutting tool life by processing tool image data with neural network‖, CIRP Annuals, vol. 42, pp. 59 – 62, 1993.
[7] Masory, ―Monitoring machining processes using multisensor readings fused by artificial neural networks‖, 7th International Conference on Computer aided Production Engineering, vol. 28, pp. 231 – 240, 1991.
[8] Rangwala, S., and. Dornfeld, ―Sensor integration using neural networks for intelligent tool condition monitoring‖, ASME Journal of Engineering and Industry, 112, pp. 219 – 228, 1990. [9] Li P.G. and S.M.Wu, ―Monitoring-drilling wear states by a Fuzzy pattern recognition technique‖, Journal of Engineering for Industry, 110, pp. 297 – 302, 1998.
[10] Nguyen. T , Nadipuram Prasad., ―Fuzzy Modeling and Control - Selected Works of M.Sageno”, CRC Press, New York, pp. 17 – 145, 2000.
BIOGRAPHIES
Ir. Sivarao is a professional engineer in the field of mechanical engineering and currently he serves Universiti Teknikal Malaysia Melaka as a researcher in the field of manufacturing engineering, specializing in precision machining and artificial intelligence. He has published his findings in more than 60 reputated int ernational journals and conference proceedings. He is also an active reviewer for Journal of Engineering Manufacturer (UK), Journal of Mechanical Engineering Science (UK), IJMPT (special issue) and JEEER together with few International Conferences. To date he has been awarded few research grants totaling up to 200K and he has a product patented and commercialized. He also won eight medals in various innovative product design competitions including the one held in Geneva in year 2007. He is also an active member of few professional associations including Board of Engineers Malaysia, Academy of Malaysian SMEs, The Institute of Engineers Malaysia, Malaysian Invention and Design Society and International Association of Engineers, UK.
Willian Jefferson Gonzalez Castillo is a research fellow in Federal University of Santa Catarina, Mechanical Engineering Department, Brasil. He specializes in machining, especially deep drilling of cast metals. He has published 10ths of international journals and about 50 conference proceedings. He is an active researcher who solves many industry problems related to cutting tools and also quality evaluations.