Abstract
FU, QIRONG. Studies on the Pyrolysis of Chromated Copper Arsenate-Treated Wood: Analytical Methodology and Optimization. (Under the direction of Dr. Dimitris S. Argyropoulos and Dr. David C. Tilotta).
accelerate the weight loss of wood and the oxidation of the char.
Studies on the Pyrolysis of
Chromated Copper Arsenate-Treated Wood:
Analytical Methodology and Optimization
by
Qirong Fu
A dissertation submitted to the Graduate Faculty of North Carolina State University
In partial fulfillment of the Requirements for the degree of
Doctor of Philosophy
Wood and Paper Science
Raleigh, NC December 2006
Approved by:
Dr. Dimitris S. Argyropoulos Dr. David C. Tilotta
Chair of Advisory Committee Co-chair of Advisory Committee
Dr. Lucian A. Lucia Dr. John A. Heitmann
Biography
Qirong Fu received a B. S. degree in Chemical Engineering from Tianjin University of Light Industry, P. R. China in 1996, and a M. S. degree (Chemical Engineering) from the same university in 1999.
After graduation, she worked as a research assistant in the State Key Laboratory of Pulp & Paper Engineering at South China University of Technology, P. R. China for three years until June, 2002.
Acknowledgements
I would like to express my grateful and sincere appreciation to Dr. Dimitris S. Argyropoulos and Dr. David C. Tilotta, co-chairmen of my advisory committee, for their inspiring and encouraging guidance, invaluable advice in my research, and their insightful comments during the entire process of this dissertation.
Sincere thanks also go to Dr. Lucian A. Lucia and Dr. John A. Heitmann for their guidance, suggestions and assistance. I would also like to give thanks to Drs. Keiichi Koda, Armindo Ribeiro Gaspar, Nestor Urian Soriano, Jr., Anderson de Almeida Guerra, Hongyang Li, Xingwu Wang, Haibo Xie, Rui Katahira, Jung Myoung Lee, Sa Yong Lee, Mr. Zhoujian Hu, Ilari Filpponen, and Ms. Barbara Ann White, Irma Sofia Contreras for their suggestions, discussions and friendships.
I am grateful to Dr. Wayne P. Robarge in the Department of Soil Science for his help in the metal analysis. Financial support from USDA Forest Service is gratefully acknowledged.
I should thank my parents who have supported and encouraged me to make progress in my studies, and who teach me more important things than my studies ever could.
Table of Contents
Page
List of Figures……… ix
List of Tables……….. xii
1. Introduction……… 1
1.1 Background……….. 1
1.2 Chromated Copper Arsenate (CCA) - treated Wood……… 3
1.2.1 Overview of CCA-treated Wood………. 3
1.2.2 The Chemistry and Kinetic Behavior of Cu-Cr-As Wood Preservatives 5 1.2.3 Pressure Treatment of Wood with CCA Preservatives……… 8
1.2.4 Hazard and Risk Assessments………. 9
1.2.5 Alternative Preservatives to CCA……… 10
1.2.6 Disposal Technologies for CCA-treated Wood Waste………. 10
1.3 Pyrolysis of Biomass to Produce Fuels and Chemical Feedstocks………….. 14
1.3.1 Carbohydrate Pyrolysis………... 15
1.3.2 Lignin Pyrolysis……….. 17
1.3.3 Pre-treatment of Wood Material with Phosphoric Acid Prior to Pyrolysis………. 19
1.3.4 Effect of Metal Ions and of Salts on Tar Products from Pyrolysis of Wood……….. 21
1.4.1 Principles of NMR………... 23
1.4.2 The Application of 31P NMR in Wood Chemistry………... 27
1.5 References……… 28
2. Research Objectives………... 35
3. 31P NMR Quantification of Products Obtained from Anaerobic Pyrolysis of CCA-Treated Wood……….. 36
3.1 Abstract………. 37
3.2 Introduction……….. 37
3.3 Experimental……… 40
3.3.1 Material………... 40
3.3.2 Pyrolysis……….. 40
3.3.3 Analytical Methods……….. 42
3.3.3.1 GC/MS Analysis………... 42
3.3.3.2 GC/FID Analysis……….. 42
3.3.3.3 31P NMR Analysis of Tar……….. 43
3.3.3.4 Metal Analysis……….. 44
3.3.4 Preparation of LGO………. 44
3.4 Results and Discussion………. 45
3.4.1 Quantification of Tar Products from Pyrolysis of CCA-treated Wood and Untreated Wood………... 45
3.4.3 Quantitative Analysis of Tar with 31P NMR……… 53
3.5 Conclusions……….. 60
3.6 References……… 61
4. Pyrolysis of CCA-Treated Wood in the Presence of Phosphoric Acid………... 64
4.1 Abstract………. 65
4.2 Introduction……….. 65
4.3 Experimental……… 67
4.3.1 Materials……….. 67
4.3.2 Impregnation with Phosphoric Acid……… 68
4.3.3 Pyrolysis……….. 68
4.3.4 Analytical Methods……….. 68
4.3.4.1 GC/FID Analysis……….. 68
4.3.4.2 Metal Analysis……….. 69
4.4 Results and Discussion………. 69
4.5 Conclusions……….. 75
4.6 References……… 76
5. Understanding the Pyrolysis of Wood Pretreated with Metal Compounds………… 79
5.1 Abstract………. 80
5.2 Introduction……….. 80
5.3 Experimental……….... 83
5.3.2 Pretreatment with Metal Compounds……….. 83
5.3.3 Pyrolysis……….. 84
5.3.4 Analytical Methods……….. 84
5.3.4.1 GC/FID Analysis……….. 84
5.3.4.2 31P NMR Analysis of Tar……….. 85
5.3.4.3 Metal Analysis……….. 85
5.4 Results and Discussion………. 86
5.5 Conclusions……….. 96
5.6 References……… 96
6. Following the Thermal Decomposition of CCA-Treated Wood with TGA………... 100
6.1 Abstract………. 101
6.2 Introduction……….. 102
6.3 Experimental……… 104
6.4 Results and Discussion………. 105
6.4.1 TGA of Untreated Wood and Its CCA-treated Wood……….. 105
6.4.2 Calculation of Activation Energy for Wood Pyrolysis……… 112
6.4.3 TGA of Untreated Wood and CCA-treated Wood Pretreated with H3PO4………. 115
6.4.4 TGA of Untreated Wood Pretreated with Metal Compounds…………. 116
6.5 Conclusions……….. 118
List of Figures
Figure Page
1.1 Various stages during the pyrolysis of cellulose……… 16
1.2 Cellulose pyrolysis mechanism……….. 17
1.3 Lignin pyrolysis mechanism……….. 18
1.4 Esterification and dehydration of cellulose……… 21
1.5 Energy levels for a nucleus with spin quantum number……… 24
3.1 Kugelrohr short-path distillation apparatus……… 41
3.2 Recovery percentages of Cr, Cu and As in pyrolysis char from CCA-treated wood. 46 3.3 Gas chromatogram of pyrolysis tar from CCA treated wood (350°C)………... 47
3.4 Yield of some carbohydrate derived products in pyrolysis tar from untreated and CCA treated wood……….. 48
3.5 Yield of some lignin derived products in pyrolysis tar from untreated and CCA treated wood………... 49
3.6 1H NMR spectrum of LGO in CDCl3... 52
3.7 13C NMR spectrum of LGO in CDCl3………... 52
3.8 31P NMR spectrum of LGO……… 53
3.9 31P NMR spectrum of tar from pyrolysis of CCA treated wood……… 55
3.10 31P NMR spectrum of tar from pyrolysis of untreated wood………... 55
3.11 31P NMR spectrum of tar from pyrolysis of microcrystalline cellulose…………... 56
4.1 Yield of tar from untreated wood and CCA-treated wood pretreated with H3PO4… 71 4.2 Yield of char from untreated wood and CCA-treated wood pretreated with H3PO4... 71 4.3 Yield of some carbohydrate derived products in pyrolysis tar from untreated wood and CCA-treated wood pretreated with H3PO4………. 73 4.4 Yield of some lignin derived products in pyrolysis tar from untreated wood and
CCA-treated wood pretreated with H3PO4………... 73 5.1 Yields of tar and char from pyrolysis of wood pretreated with metal compounds… 88 5.2 Yields of some carbohydrate derived products in pyrolysis tar from pre-treated
wood………. 90
5.3 Yields of some lignin derived products in pyrolysis tar from pre-treated wood…… 90 6.1 TGA of untreated wood in air and in nitrogen at 5 and 50°C/min………. 105 6.2 TGA of CCA-treated wood in air and in nitrogen at 5 and 50°C/min……… 107 6.3 Comparison of TGA between untreated wood and CCA-treated wood (in air at
50°C/min)………... 108
6.4 Comparison of DTG between untreated wood and CCA-treated wood (in air at
50°C/min)………. 108
6.5 Comparison of TGA between untreated wood and CCA-treated wood (in nitrogen
at 50°C/min)………... 110
6.6 Comparison of DTG between untreated wood and CCA-treated wood (in nitrogen
at 50°C/min)………... 110
6.10 TGA of untreated wood pretreated with metal compounds in nitrogen at
List of Tables
Table Page
1.1 The active ingredients in waterborne CCA preservatives……….. 5 1.2 Existing and emerging technologies for managing CCA treated wood waste……... 11 3.1 Concentration of Cr, Cu and As in CCA-treated wood……….. 44 3.2 Yields of pyrolysis fractions of untreated wood and CCA-treated wood (wt. %
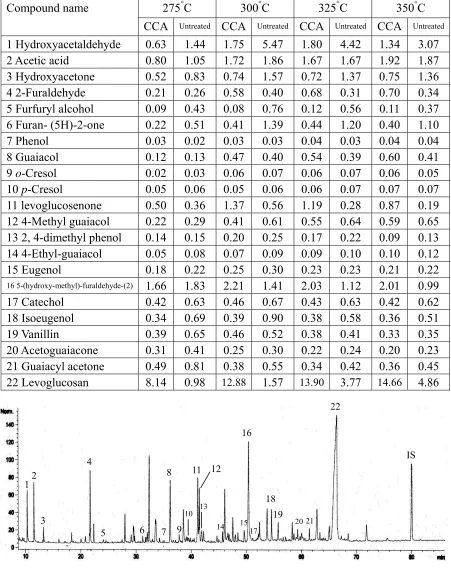
based on water-free wood)………. 46 3.3 Yields of tar compounds from pyrolysis of untreated and CCA treated wood (wt.
% based on water-free tar)………. 47 3.4 Yield of levoglucosenone from 31P NMR and GC-FID analysis (wt. % based on
water-free tar)………. 58
3.5 Quantitative analysis of levoglucosan with 31P NMR and GC-FID (wt. % based on
water-free tar)………. 58
3.6 Functional group content of pyrolysis tar from untreated and CCA treated wood by quantitative 31P NMR (mmol/g based on water-free tar)……….. 59 4.1 Yields of pyrolysis fractions of H3PO4-treated untreated wood and CCA-treated
wood at 350°C (wt. % based on dry wood)……… 71 4.2 Yields of tar compounds from pyrolysis of H3PO4-treated untreated wood and CCA
on water-free raw material)……… 88 5.4 Yields of tar compounds from pyrolysis of pre-treated wood (wt. % based on
water-free tar)………. 89
5.5 Yields of tar compounds from pyrolysis of pre-treated MCC (wt. % based on
water-free tar)………. 91
5.6 Functional group content of pyrolysis tar from pre-treated wood by quantitative 31
P NMR (mmol/g based on water-free tar)………... 95 6.1 Arrhenius parameters for weight loss in TG of original and CCA-treated wood…… 114 6.2 Characteristics of untreated wood and CCA-treated wood thermodestruction in the
1. INTRODUCTION
1.1 Background
Waterborne preservatives can prevent wood decay from insects and fungi. Chromated copper
arsenate (CCA) is a common wood preservative that contains chromium, copper and arsenic
salts. Based on different ratios of active salts (CrO3, CuO, As2O5) in the preservatives, CCA
can be divided into three categories: type A, B and C. CCA-treated wood is generally used for
outdoor uses, such as telephone poles, decks, fence posts, boat docks and wooden playgrounds.
Because arsenic-laced preservatives are considered a health risk, the Environmental
Protection Agency (EPA) released an announcement in 2002 to phase out the use of wood
preservatives that contain arsenic for any wood products destined for consumer use in the
future, thus promoting the search for new alternative wood preservatives [1]. The prospects for
disposal of the residual CCA-wood are alarming, however, since industry experts estimate that
75 billion feet of CCA-treated boards are in current use nationwide [2]. Thus, the waste
management of secondary consumer use CCA-treated wood has escalated into a challenging
problem in the US.
Environmentally friendly recovery and/or disposal technologies need to be developed for the
large amounts of CCA-treated lumber waste that will come online. Because landfill costs are
technology is not an acceptable option. Burning CCA-treated wood waste can generate and
release highly toxic smoke and fumes into the environment. It has been reported [3-5] that 8 to
95% of arsenic (As(III)) is volatilized upon burning of CCA-treated wood. Conventional
pyrolysis systems (fixed bed, batch or grate; fluidized bed; rotary kiln, etc.) operate at
temperatures that are too high to prevent the release of poisonous arsenic. On the other hand,
the pyrolysis of CCA-treated wood at low temperatures may be a promising approach to the
growing disposal problem, since low temperatures and no oxidizing agents are used [6], which
may reduce metals loss compared to combustion. The recombination and agglomeration of
metals in the residue char allow the possibility of using a dry separation (pneumatic centrifugal
separation) to recover the metals, which makes the metal recycling process complete and
therefore environmentally friendly.
Pyrolysing the CCA-treated wood waste is not only a feasible disposal approach, but also a
pathway to recover valuable chemicals such as levoglucosan (LG), levoglucosenone (LGO),
hydroxyacetone and hydroxyacetaldehyde. The pre-treatment of wood samples with inorganic
additives has a significant influence on the pyrolysis product distribution. The presence of Na,
K, Li and Ca salts during the thermal decomposition of cellulose has been shown to drastically
reduce the formation of LG and induce formation of high char and low tar yields [7-10]. In
contrast, other metal ions (particularly the transition metals) especially promote tar formation
and enhance the yield of LG [9]. It has been pointed out that some transition metal ions have
decreases the interference by lignin in the conversion of cellulose to LG [9]. The pre-treatment
of phosphoric acid on cellulose is known to promote dehydration and depolymerization
reactions and favor the formation of LGO [11, 12].
In the following sections, literature accounts are presented for the chemistry and kinetic
behavior of Cu-Cr-As compounds, hazard assessments, and disposal technologies for CCA
treated wood waste. The mechanisms of thermal degradation of carbohydrate and lignin are
illustrated. The effect of phosphoric acid treatment, metal ions and of salts on wood pyrolysis
is introduced. Since the 31P NMR technique plays an important role in our study, the principles
of 31P NMR spectroscopy and its application in wood chemistry are also described in this
section.
1.2 Chromated Copper Arsenate (CCA) - treated Wood
1.2.1 Overview of CCA-treated Wood
Lumber in contact with the ground and/or in outdoor environments can be attacked by insects,
fungi, and bacteria that cause deterioration, decay, and rot. Depending upon its use and the
local environmental conditions, unless lumber is treated with a preservative, it will generally
sustain damage within 3 to 5 years. This damage shortens the useful life of wood structures
industry sources, pressure-treated wood can last 10 to 20 times longer than untreated wood in
the same application [13].
Over the centuries, various practices have been used to protect wood from attacks by insects
and fungi. In the past 70 years, chemical methods of wood preservation have become
increasingly popular. Chemical preservatives used in wood can be divided into two major
groups: organic (or oilborne) and inorganic (or waterborne). Organic preservatives include
pentachlorophenol, creosote, and coal tars, while inorganic preservatives include chromated
copper arsenate (CCA), ammoniacal copper arsenate (ACA), and acid copper chromate
(ACC). Wood preserved with organic chemicals is generally not available for use by the
general public. Virtually all treated wood available in retail outlets for use by the general
public is preserved with inorganic chemicals, most commonly with CCA. CCA preservatives,
introduced in the 1930’s, have been the main chemical formulation used for pressure-treated
wood. CCA is composed of chromic oxide, cupric oxide, and arsenic pentoxide at different
proportions and divided into three categories (Table 1.1) [14]. As recently as 2001, CCA was
used in about 98% of the pressure-treated wood produced for residential uses. Each of the
components of CCA preservative serves a specific purpose; copper is an effective fungicide
and arsenic is an effective insecticide, while chromium serves to bind the chemical
Table 1.1 The active ingredients in waterborne CCA preservatives
CCA-A CCA-B CCA-C
CrO3 (%) 65.5 35.3 47.5
CuO (%) 18.1 19.6 18.5
As2O5 (%) 16.4 45.1 34.0
1.2.2 The Chemistry and Kinetic Behavior of Cu-Cr-As Wood Preservatives
Commercial chromium-copper-arsenates are manufactured and prepared in different forms –
powders, pastes, and solutions – to facilitate the handling required by the end use for which
they are intended. In addition, commercial CCA preparations are manufactured from different
CuII, CrVI, and AsV compounds, and within limits their proportions may be varied according to
the brand name. Thus copper can be used as CuO or CuSO4·5H2O, chromium as CrO3,
Na2Cr2O7, or K2Cr2O7, and arsenic as As2O5 of different H2O crystallization contents [15].
The mechanism and kinetic behavior of the fixation of a mixture of CuII/CrVI/AsV to wood,
cellulose, lignin and their model compounds have already been investigated by Pizzi et al.
x Only in the absence of As or when As concentration is very low.
95% of the system of a normal CCA is composed of CuCrO4 + CrAsO4 after the reaction of
CCA with wood.
The kinetic behavior of CrO3 alone in its reaction with wood has been elucidated [16, 17].
Various reactions take place between CrO3 and the lignin and cellulose in wood. CrO3 reacts
with cellulose in a two-step reaction: the first step is an adsorption of CrVI onto the cellulose to
form CrVI/cellulose activated complexes. The second step is a CrVI→CrIII reduction taking
place on the cellulose surface. The CrVI adsorbed by cellulose appears mainly to be reduced to
CrIII. The reaction of CrVI with lignin has been shown to be the composition of the three
successive reactions of Cr2O72-, HCrO4-, and CrO42- with the guaiacyl units of lignin.
Insoluble and stable CrVI/lignin complexes in which chromium maintains its hexavalent
oxidation state are formed. The fixation of CrO3-derived compounds on wood has been
explained as the combination of the various reactions investigated. The results indicate that
60% of Cr is fixed irreversibly to the lignin of wood as CrVI and 40% is weakly bound,
HCrO4−
Cu2+/lignin complexes
HCrO4−x
CrAsO4
Cr2(OH)4CrO4
Cu2+
CuCrO4 Stable CuCrO4/lignin complexes
CrAsO4/lignin complexes
inorganic CrAsO4 precipitates on cellulose
inorganic precipitates on cellulose
/lignin complexes x
Cu2+/cellulose complexes
probably just precipitated, on the cellulose surface as CrIII of which small amounts can be
released in a water medium. The CrVI lignin complexes are very stable and CrVI will not be
released to the outside environment under any circumstances (such complexes are insoluble in
water, in moderately concentrated alkali and acids, as well as in several organic solvents).
These are the complexes which impart water repellency and improved dimensional stability to
the wood. CrIII/cellulose complexes are stable to a considerably lesser degree than the lignin
complexes. It is more likely that CrIII is only physically adsorbed by the cellulose.
For a Cr6+/Cu2+ system in its reaction with wood [19], approximately 20% of the copper is
fixed to the guaiacyl units of lignin in the form of copper chromate; the remaining copper
forms complexes with cellulose and mainly with the guaiacyl units of lignin. Copper chromate
is present as Cu(H2O)2(guaiacol)CrO4(guaiacol) complexes, and CuCrO4 bridges between
different guaiacyl units of the lignin network appear to be likely.
For a Cr/As system in its reaction with wood [18], chromiumIII arsenate complexes with the
guaiacyl units of lignin. An initial increase in the rate of reduction CrVI→CrIII by the
carbohydrate fraction in wood is ascribed to the catalytic effect of the arsenic. 15% of the total
As, not having reacted with Cr, is probably coordinated with lignin or cellulose in the wood in
the form of fairly soluble complexes that do not easily release As into the system because their
1.2.3 Pressure Treatment of Wood with CCA Preservatives
In almost all cases related to exterior residential applications, including playground equipment
and decks, wood is preserved through a manufacturing process called “pressure treating”.
Through this pressure-treated method, the chemical preservative is easy to infiltrate the
cellular structure of the wood. The CCA treatment of wood can be accomplished by either the
Bethell (full-cell), Lowry (empty-cell) or Rüping (empty-cell) process [22, 23]. In the full-cell
method, both cell wall and lumen are filled with the chemical, while the objective of
empty-cell process is to retain preservative in only the cell wall. In cases where the largest
retention of preservative is desired, the Bethell process is usually employed. This process
results in high retention, but not necessarily deeper penetration than that of other processes. In
a typical Bethell process, the treatment begins with an initial vacuum to evacuate air from the
autoclave. Thereafter, the preservative is introduced into the autoclave and forced into the
wood when the pressure is increased to 140-150 psi for several hours. Once the pressure time
is completed, the preservative is drained from the autoclave, and then a vacuum is applied to
clean the excessive chemical left on the surface of the timber. The Lowry process is generally
used when the product will require the retention of a fairly large amount of preservative. The
Rüping process is designed to obtain the most thorough penetration while leaving a minimum
amount of preservative in the wood [23]. These two processes are same as the Bethell process
but with no initial vacuum; they allow initial air in the wood at the beginning of treatment.
and held for several hours. Next the pressure on the autoclave is relieved before applying a
final vacuum to clean the excessive chemical on the surface of the timber similar to the
process of the full-cell method [24].
1.2.4 Hazard and Risk Assessments
CCA is a mixture of chromic oxide, cupric oxide, and arsenic pentoxide. Among the three
metallic constituents, i.e., chromium, copper and arsenic, arsenic is the most toxic. The
principal exposure to arsenic from CCA-treated wood in playground equipment occurs
through transfer of wood surface residues to a child’s hands and subsequent hand-to-mouth
transfer that can occur from directly putting hands or fingers in the mouth, and also from
indirect transfer to food or toys, which are then placed in the mouth [25]. In addition to oral
exposure, arsenic residues transferred from the wood to the skin (e.g., hands, arms, legs) may
be absorbed through the skin, contributing to exposure. Further, arsenic from CCA-treated
wood may leach or wash off the wood onto the surface below the playground structure [26].
Children playing near or beneath the play structure could contact the playground surfacing
materials, soil, or ground cover. As with arsenic residues transferred directly from the wood
surface, arsenic in the contaminated ground materials could be ingested through
hand-to-mouth contact, or could be absorbed through the skin. Other pathways of exposure to
CCA residues are possible, such as through contact with residential decks, porches, picnic
1.2.5 Alternative Preservatives to CCA
CCA-treated wood was phased out in 2003, which has promoted the development of new
alternative wood preservatives. There are several possible substitutes for CCA-treated wood:
wood treated with other chemicals; naturally resistant wood (e.g., cedar and redwood); plastic;
and composite lumber. A number of potential chemical substitutes for CCA are currently in
use and expected to replace CCA as common wood preservatives. The two most likely
replacements for CCA are ammoniacal copper quaternary (ACQ) or copper boron azole
(CBA). These two chemicals do not include arsenic, chromium, or any other chemicals
considered toxic by the EPA. The copper component still remains in the wood preservatives
and is an effective fungicide to inhibit the fungal growth. ACQ is similar to CCA in durability,
range of use, and mechanical properties. Lee et al. [27] revealed that wood treated with ACQ
was effective in resisting attack by brown rot fungi, white rot fungus and termites, which was
similar to those results found for CCA-treated wood.
1.2.6 Disposal Technologies for CCA-treated Wood Waste
The existing and emerging technologies for managing CCA-treated wood waste include:
recycling and recovery, chemical extraction, bioremediation, electrodialytic remediation and
thermal destruction [28]. Many technological options to manage waste of CCA treated wood
Table 1.2 Existing and emerging technologies for managing CCA treated wood waste [28]
Management options Barriers Prognosis
Reuse Wood waste is bulky and inefficient to
transport; contaminated sawdust may be generated
Good for industrial products but of limited potential for residential treated products
Refining for recycling
·Wood based composites
Issue of using metal containing and
contaminated wood and loss of ownership of treated wood (product should be identified as one containing treated wood); landfill disposal is only deferred, not avoided; CCA tends to interfere with the adhesives
The market is not in favor of using CCA wood in
conventional wood composite manufacturing, questions about safety of workers and environmental problems ·Biodegradation by
fungi
Part of the contaminants left in the wood and loss in fiber quality; absence of end use for extracted wood and chemicals; problems with contamination of the system by other organisms
Not economically feasible
· Extraction of CCA components
Not 100% effective and slow; recycling of CCA components is not proved; not cost-effective at this time; high cost of size reduction
Some potential for treatment of minor amounts of treated wood such as that produced as a by-product of milling · Use for mulch,
compost or animal bedding
More leaching due to increased surface area (less than 0.1% CCA wood causes a mulch to exceed risk-based direct exposure standard for arsenic); CCA chemical is dispersed into the environment; products will become untraceable
Clear policies and regulation that prohibit inclusion of CCA wood in mulch should be developed
Treatment and destruction
· Wood liquefaction Only initial lab-scale experiments; only 85% of the CCA is removed
Much more research is needed to improve, optimize and evaluate the process · Thermal destruction Advantage of energy recovery and
significant reduction of waste volume, but ash is considered as hazardous waste and arsenic compounds are volatile
(modifications, controls and monitoring are needed to meet air quality standards); chipping or grinding is required increasing the energy consumption and cost
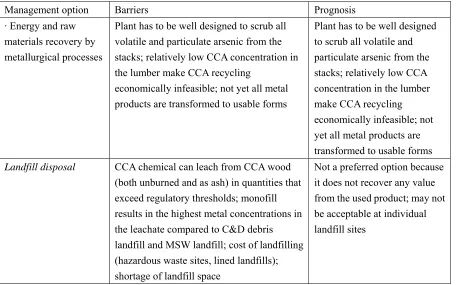
Table 1.2 (continued)
Management option Barriers Prognosis
· Energy and raw materials recovery by metallurgical processes
Plant has to be well designed to scrub all volatile and particulate arsenic from the stacks; relatively low CCA concentration in the lumber make CCA recycling
economically infeasible; not yet all metal products are transformed to usable forms
Plant has to be well designed to scrub all volatile and particulate arsenic from the stacks; relatively low CCA concentration in the lumber make CCA recycling economically infeasible; not yet all metal products are transformed to usable forms
Landfill disposal CCA chemical can leach from CCA wood
(both unburned and as ash) in quantities that exceed regulatory thresholds; monofill results in the highest metal concentrations in the leachate compared to C&D debris landfill and MSW landfill; cost of landfilling (hazardous waste sites, lined landfills); shortage of landfill space
Not a preferred option because it does not recover any value from the used product; may not be acceptable at individual landfill sites
Thermochemical conversion processes are regarded as possible alternatives for the treatment
of CCA-treated wood waste. Thermal utilization of the wood waste offers the advantage of
providing energy and concentrating wastes for recycling or disposal (Table 1.2).
There are three main thermochemical conversion processes available for converting biomass
or wood waste to more useful energy forms: combustion (or incineration), gasification and
pyrolysis. Combustion generates energy that has to be used immediately for heat. The product
of gasification is a fuel gas with heating values between 5 and 20 MJ m-3, depending on the
gas, their relative amount being dependent on temperature and heating rate [28].
Extensive gas cleaning equipment is needed to capture arsenic during the incineration of
CCA-treated wood. The arsenic trioxide dust collected in filters still poses problems with
respect to occupational health. As far as occupational health is concerned, the use of wet
methods to capture arsenic is preferred [28]. For high temperature gasification of CCA-treated
wood, the arsenic may be totally converted to metallic arsenic [29]. Thus, a cleaning system
that captures all the arsenic is a very critical point in the gasification unit.
For an inert pyrolysis process to be a reasonable disposal method for CCA-treated wood,
volatile arsenic loss has to be controlled and the solid pyrolysis product must be suitable for
recuperating the inorganic compounds. Studies such as scanning electron microscopy coupled
with energy dispersive X-ray analysis (SEM-EDXA) [30, 31] have shown that during
pyrolysis the metal compounds form agglomerates, which suggests that the metals can be
easily recuperated from the charcoal in a dry way [32]. However, arsenic losses are already
observed for temperatures as low as 275°C [33]. Lower temperatures give rise to very slow
wood decomposition rates and thus extremely long reaction times. Therefore, in practice,
pyrolysis leads to non-zero-arsenic volatilization. However, the amount of arsenic volatilized
is much less compared to gasification or incineration, and therefore the arsenic released may
Helsen discussed metal behavior during the low-temperature pyrolysis process [6, 31, 32,
34-39], since the release of metals to the environment is highly dangerous. With respect to
metal release, copper and chromium do not pose any problem, but arsenic is identified as the
problematic compound. Temperature and residence time highly influence the amount of
arsenic released during pyrolysis. All studies performed to get more insight into the
mechanism of arsenic release lead to the same hypothesis: the reduction of pentavalent arsenic
to trivalent arsenic is responsible for the release of arsenic. The most important conclusion is
that limiting the arsenic release during the pyrolysis of CCA-treated wood implies that arsenic
has to be kept in pentavalent form and thus the reduction reaction has to be controlled and
avoided [38].
1.3 Pyrolysis of Biomass to Produce Fuels and Chemical Feedstocks
Biomass represents a renewable and alternative source for the production of fuels and
chemicals. The common way to make use of biomass energy potential is the thermochemical
conversion method. Pyrolysis is one of the thermochemical processes. The liquid products
obtained from pyrolysis contain many chemical compounds that can be used as feedstock for
synthesis of fine chemicals, adhesives, fertilizers, etc. [40]. It has been demonstrated that the
production of valuable oxygenated chemicals, such as phenols and sugars from pyrolysis oils,
1.3.1 Carbohydrate Pyrolysis
Cellulose is a high-molecular-weight linear homopolymer constituted of repeating
β-D-glucopyranosyl units joined by (1→4) glycosidic linkages [42]. The cellulose chains have
their (1→4)-linked β-D-glucopyranosyl units positioned so that their adjacent rings can form
hydrogen bonds between the ring oxygen atom of one glycosyl unit and the hydrogen atom of
the C-3 hydroxyl group of the preceding ring. These hydrogen bonds hinder the free rotation of
the rings on their linking glycosidic bonds, resulting in the stiffening of the chain. So the
ribbon-like character observed for the cellulose macromolecules allows adjacent cellulose
chains to fit closely together in an ordered crystalline region [43].
The pyrolysis of cellulose has been studied by a variety of methods. Several theories and
possible mechanisms of pyrolysis have been proposed [44-48]. Pyrolytic degradation of
cellulose proceeds through two types of reactions: a dehydration which is prevalent in the
region of 200°C, and a depolymerization and volatilization reaction which becomes
predominant above about 300°C. Pyrolysis of cellulose at lower temperature (below 300°C)
involves reduction in molecular weight, evolution of water, carbon dioxide and carbon
monoxide and formation of char. On heating at higher temperatures above 300°C, the
molecule is rapidly depolymerized to anhydroglucose units that further react to provide a tarry
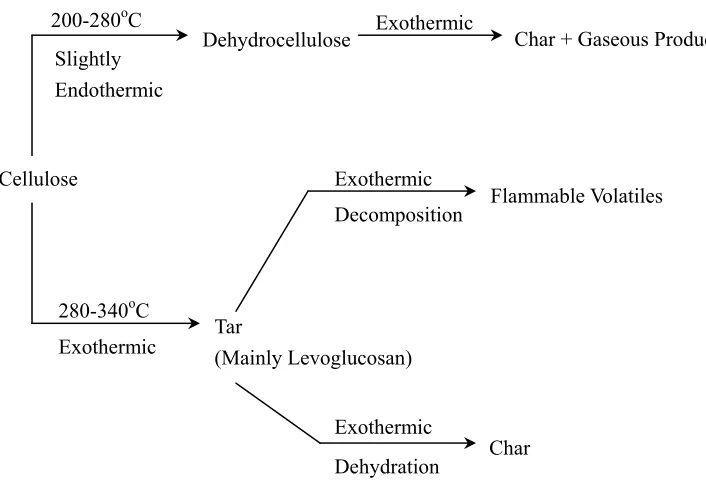
Figure 1.1 Various stages during the pyrolysis of cellulose
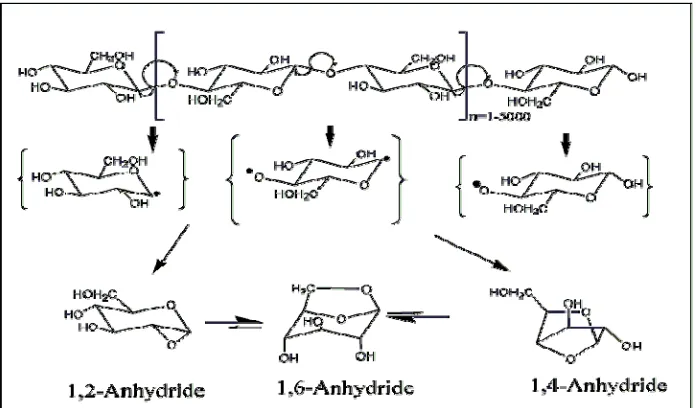
Pyrolysis tars show the presence of levoglucosan, its furanose isomer (1,6
anhydro-ß-D-glucofuranose) and their transglycosylation products as the main components.
Levoglucosan, as shown in Figure 1.2, is formed by the intramolecular substitution of the
glycosidic linkage in cellulose by one of the free hydroxyl groups. In addition, the pyrolyzate
contains minor amounts of a variety of products formed from dehydration of the glucose units.
The dehydration products include 5-(hydroxymethyl)-2-furaldehyde, 2-furaldehyde, other
furan derivatives, levoglucosenone and other pyran derivatives [44].
Formic acid from pyrolysis is derived mainly from C-1 of glucose. C-5–C-6 is the most
important source of acetic acid. A principal source of glycolaldehyde is shown to be the
Cellulose 200-280oC
Slightly Endothermic
Dehydrocellulose Exothermic Char + Gaseous Products
280-340oC
Exothermic Tar (Mainly Levoglucosan) Exothermic Decomposition
Exothermic
Dehydration Char
C-1–C-2 segment of glucose through the reverse aldol reaction mechanism. In general, acetol
derives most from contiguous terminal carbons C-4–C-5–C-6 of glucose, and the acetol
methyl groups often derive from a terminal carbon C-6 [46].
Figure 1.2 Cellulose pyrolysis mechanism
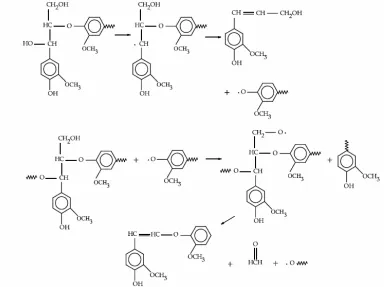
1.3.2 Lignin Pyrolysis
Lignin is the second most abundant biomass component after cellulose and accounts for 18-40
wt % of the dry wood, depending on the wood species [49]. Lignin is composed of
phenylpropane units and can be converted to valuable oxygenated chemicals – phenolic
Pyrolysis of single, dimeric and trimeric model lignin compounds can determine the thermal
stability of the intermediate compounds formed and the origin of the pyrolysis products [50].
A possible lignin pyrolysis mechanism via free radical species was proposed as a major route
where alkyl hydroxyl groups in α-position are first eliminated from the propane side chain
along with a β-ether cleavage. As a result monolignols (ρ-coumaryl, coniferyl and sinapyl
alcohols) are generated. Hydrogen transfer from the hydroxyl group at γ-position to free
radical species leads to the formation of formaldehyde, dimers and methoxyphenols. A
scheme of the lignin pyrolysis mechanism according to Evans et al. (1986) [51] is shown in
Figure 1.3.
Production of phenolic compounds such as guaiacol, syringol and their alkyl-derivatives by
thermochemical conversion depends on the use of appropriate conditions such as small wood
particle size, low reactor residence time, reduced pressure and moderate pyrolysis temperature
[50]. Several studies provide various approaches for the production of phenolic compounds.
Enkvist [52] found that pyrolysis of wood impregnated with inorganic alkaline catalysts such
as NaOH increases the yields of particular phenols. Wu et al. [53] used inorganic catalysts
such as Cu (II) and Fe (III) salts and oxide under mild alkaline conditions for the production of
some guaiacyl and syringyl compounds comprising aldehyde functionalities with good
success. Vanillin, one of the few chemicals commercially obtained from lignin, is produced by
the alkaline oxidation of lignin.
1.3.3 Pre-treatment of Wood Material with Phosphoric Acid Prior to Pyrolysis
The application of catalysts and promoters in biomass conversion is an effective approach in
changing the products’ composition and distribution. Various additives have been investigated
to convert cellulosic materials to valuable added products. Phosphoric acids, their salts and
organophosphoric compounds as catalysts have specific effects on cellulose. In general,
phosphoric compounds are used as flame retardants for wood, textile finish and polymeric
fibers in order to reduce flammability and smoke generation by lowering their weight loss rate
and increasing their char yield [54, 55]. Since levoglucosenone was detected through the
the 1970s [45, 56-58], this research area has attracted much interest. Levoglucosenone itself is
thermally stable. However, at 550°C it tends to decompose into acetaldehyde, furfural,
methylfurfural, and 5-methylene-3-cyclopentene-1, 2-dione [59]. LGO is an optically active
compound with unique properties owing to its glycosidic anhydro linkage, its carbonyl and
olefinic bond. It is a promising monomer for the chemical and pharmaceutical industry as it is
suited for the synthesis of a variety of biologically active products [60], e.g. optically active
sulphur and nitrogen heterocycles, as well as rare carbohydrates (nonhydrolyzable C-di- and
C-trisaccharides - potential enzyme inhibitors).
Aqueous phosphoric acid as an additive has a specific influence on cellulose. Phosphoric acid
is less degradative for cellulose than any other mineral acids. However, during pyrolysis,
phosphoric acid can alter the depolymerization and dehydration mechanisms of cellulose.
Water alone, acting as a plasticizer, is assumed to enhance the segmental mobility of cellulose
and its free volume, thereby it promotes diffusion and chemical processes [11, 61]. Thus
aqueous phosphoric acid penetrates easily into the interfibrillar space, breaks hydrogen bonds,
and forms oxonium ions and new hydrogen bonds. As the acid concentration is increased
during drying at elevated temperatures, ester bonds are formed according to a multiple step
mechanism followed by a ß-cis-elimination of phosphoric acid and double bonds arise (Figure
1.4) [56, 62-66]. In addition, Kaur and Jain et al. [67-72] studied the thermal degradation
properties of various cellulose phosphates by thermal analysis techniques. They found that the
high char yields.
R CH2 CH2 OH P O P R CH2 CH2 O P
R CH CH2 P OH
Char
Figure 1.4 Esterification and dehydration of cellulose
1.3.4 Effect of Metal Ions and of Salts on Tar Products from Pyrolysis of Wood
It is well established that the presence of inorganic chemicals has a pronounced effect on the
formation of degradation products during the pyrolysis of polysaccharides [7, 8, 10, 73]. The
influence of inorganics (Na, K, Li, Ca, Zn, Al) on the thermal degradation of polysaccharides
and lignin has been of interest for centuries, primarily because many inorganic salts in
commercial applications are known to reduce the flammability of wood. The presence of
different sodium salts during the thermal decomposition of cellulose (at low temperatures and
with low heating rates) has been shown to drastically reduce the formation of LG [7, 8, 10]
and favor the formation of a relative abundance of low molecular weight aliphatic aldehydes
and ketones, and increase the occurrence of char-forming reactions [8]. Also, K, Li and Ca can
induce formation of high char and low tar yields [9]. Madorsky and his colleagues [74]
showed by kinetic studies that on addition of NaCl and Na2CO3, the activation energy of the
overall thermal decomposition process was substantially lowered; weight loss was lessened;
and the amount of char was increased. They proposed that these salts catalyzed the
dehydration of cellulose by scission of C-O bonds of cellulose, resulting in the destruction of
cellulose hexose units and the increase of water and char yields at the expense of LG.
In contrast, all of the other ions investigated (particularly the transition metals) especially
favored tar formation and gave increased yields of LG. Ions such as Fe or Cu are incorporated
into the biomass to catalyze pyrolytic production of LG and/or LGO. The catalysis of LG
formation in wood may involve some interaction with lignin. Thus, it has been hypothesized
that the presence of some metal ions, especially the transition metals, decreases the
interference by lignin in the conversion of cellulose to LG. In this context it is noteworthy that
such ions are renowned for their ability to form complexes with phenols and hence would be
expected to interact with lignin in the wood [9].
Pyrolysis of lignin in the presence of small amounts of inorganic salts can cause significant
differences in the distribution of guaiacol derivatives. The yield of pyrolysis products varies
with different salts by pyrolyzing milled wood lignins (MWLs) from aspen and black spruce
[75], as well as different softwoods and their dioxane-lignins [76].
As well as added salts, 0.2-0.5% inorganic substances (K, Ca and Mg) in natural wood [77],
inorganics before pyrolysis, the yield of levoglucosan can be enhanced drastically, as
demonstrated from the pyrolysis of cellulose, wood and newsprint [78, 79] as well as of some
pulps [80]. Also, the char yield from the pyrolysis of wood can be reduced by acid washing
[81].
1.4 31P NMR Analysis
Nuclear magnetic resonance (NMR) was discovered independently by Bloch and Purcell in
1946. Since then, the development of NMR techniques has led to the opening of whole new
branches of physics, chemistry, biology and medicine.
1.4.1 Principles of NMR [82]
The NMR phenomenon is based on the fact that nuclei of atoms have magnetic properties that
can be utilized to yield chemical information. Quantum mechanical subatomic particles
(protons, neutrons and electrons) have spin. In some atoms (e.g. 12C, 16O, 32S) these spins are
paired and cancel each other out so that the nucleus of the atom has no overall spin. However,
in many atoms (1H, 13C, 31P, 15N, 19F etc) the nucleus does possess an overall spin. These
mechanical spin phenomena are associated with angular momentum. This angular momentum
n I
2 1
= , where n is an integer 0, 1, 2, 3...etc.
Those nuclei for which I=0 do not possess spin angular momentum and do not exhibit
magnetic resonance phenomena. The nuclei of 12C and 16O fall into this category. Nuclei for
which I=1/2 include 1H, 19F, 13C, 31P and 15N, while 2H and 14N have I=1.
Figure 1.5 Energy levels for a nucleus with spin quantum number
From quantum mechanics, the nuclear magnetic moment of a nucleus will align with an
externally applied magnetic field of strength Boin only 2I+1 ways, either with or against the
applied field Bo. For a single nucleus with I=1/2 and positive γ, only one transition is possible
between the two energy levels (Figure 1.5). The energetically preferred orientation has the
magnetic moment aligned parallel with the applied field (spin m=+1/2) and is often given the
notation α, whereas the higher energy anti-parallel orientation (spin m=-1/2) is referred to as β.
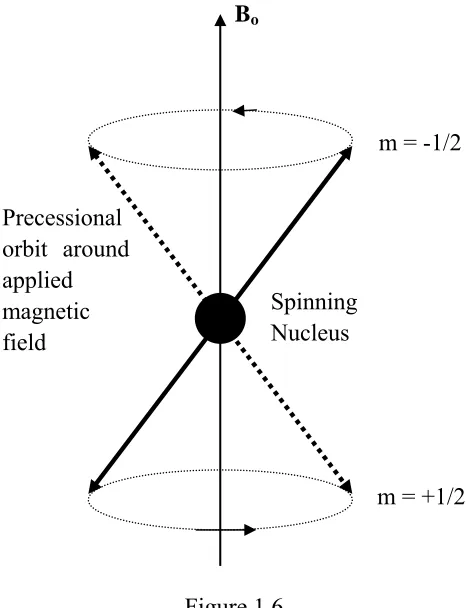
The rotational axis of the spinning nucleus cannot be orientated exactly parallel (or
anti-parallel) with the direction of the applied field Bo but must precess (motion similar to a
gyroscope) about this field at an angle (Figure 1.6), with an angular velocity given by the
Energy
No Field Applied
Magnetic Field
m = -1/2
expression:
ωo = γBo
Where ωo is the precession rate which is also called the Larmor frequency. The γ
magnetogyric ratio (γ) relates the magnetic moment μ and the spin number I for a specific
nucleus:
γ = 2πμ/hI
Each nucleus has a characteristic value of γ. For a proton, γ = 2.674x104 gauss-1 sec-1. This
precession process generates an electric field with frequency ωo. If we irradiate the sample
with radio waves (in the MHz frequency range) the proton will absorb the energy and be
promoted to the less favorable higher energy state. This energy absorption is called resonance
Figure 1.6
The orientations that a nucleus’ magnetic moment can take against an external magnetic field
are not of equal energy. Spin states which are oriented parallel to the external field are lower
in energy than in the absence of an external field. In contrast, spin states whose orientations
oppose the external field are higher in energy than in the absence of an external field.
Where an energy separation exists there is a possibility to induce a transition between the
various spin states. By irradiating the nucleus with electromagnetic radiation of the correct
energy (as determined by its frequency), a nucleus with a low energy orientation can be
induced to "transition" to an orientation with a higher energy. The absorption of energy during
Bo
Precessional orbit around applied magnetic field
Spinning Nucleus
m = -1/2
this transition forms the basis of the NMR method.
1.4.2 The Application of 31P NMR in Wood Chemistry
For the identification and quantification of functional groups in lignins, an NMR active
nucleus other than proton and carbon — phosphorus provides novel and rapid routes to
elucidate new structural information for these heterogeneous biopolymers [83, 84].
Phosphorus-31 is 100% naturally abundant and the sensitivity of a 31P NMR experiment is
only about 15 times less than that of a proton NMR experiment. The range of 31P chemical
shifts is more than 1000 ppm for a variety of phosphorus compounds and the average line
width is about 0.7 Hz [85]. Various types of organophosphorus compounds give signals within
narrow ranges, characteristic of the oxidation state of the phosphorus nuclei. Furthermore, the
details of stereochemical structure can be revealed based on the relationships between
phosphorus chemical shifts and structure [86, 87]. All of these factors meet the criteria for
lignin structural analysis, involving the sensitivity of the nuclei in an NMR experiment, the
availability of suitable derivatizing reagents and the ease of obtaining quantitative
derivatization under mild conditions.
The application of 31P NMR for the analysis of biopolymers found in woody tissue has been
developed very well [83, 84, 88-94]. Much effort was taken to detect the functional groups
used to analyze soluble lignin and carbohydrate samples after phosphitylation with 1,3,2
dioxaphospholanyl chloride or its tetramethyl analogue [90]. This is a powerful method to
determine the three principal forms of phenolic hydroxyls present in lignins i.e.
p-hydroxyphenyl, guaiacyl, and syringyl structures. In addition, primary hydroxyls,
carboxylic acids, and the two diastereomeric forms of arylglycerol-beta-aryl ether units
(β-O-4 structures) present in lignins can also be quantified from a single 31P NMR experiment.
For the structure elucidation of carbohydrate samples, the 31P NMR spectrum showed
characteristic signals for the alpha and beta anomers and the epimeric forms of
monosaccharides.
1.5 References
1. EPA Federal Register Environmental Documents Notice of Receipt of Requests to Cancel Certain Chromated Copper Arsenate (CCA) Wood Preservative Products and Amend to Terminate Certain Uses of CCA (February 22, 2002. 67 FR 8244-8246).
2. EPA Federal Register Environmental Documents Response to Requests to Cancel Certain Chromated Copper Arsenate (CCA) Wood Preservative Products and Amendments to Terminate Certain Uses of other CCA Products (April 9, 2003. 68 FR 17366-17372).
3. E. Wilkins and F. Murray, Toxicity of Emissions from Combustion and Pyrolysis of Wood. Wood Sci. Technol., 1980. 14(4): p. 281-288.
4. R. Marutzky, Entsorgung von mit Holzschutzmitteln Behandelten Hölzern;
Möglichkeiten und Probleme. Holz Roh Werkst., 1990. 48: p. 19-24.
5. A. J. Dobbs, D. Phil, and C. Grant, The Volatilization of Arsenic on Burning Copper-Chromium-Arsenic (CCA) Treated Wood. Holzforschung, 1978. 32(1): p.
32-35.
6. L. Helsen, E. Van den Bulck, S. Mullens, and J. Mullens, Low-Temperature Pyrolysis of CCA-Treated Wood: Thermogravimetric Analysis. J. Anal. Appl. Pyrolysis, 1999. 52: p. 65-86.
Decomposition of Cellulose in Vacuo in the Presence of Additives. Isr. J. Chem., 1969. 7: p. 685.
8. G. N. Richards, F. Shafizadeh, and T. T. Stevenson, Influence of Sodium Chloride on Volatile Products Formed by Pyrolysis of Cellulose: Indentification of Hydroxybenzenes and 1-Hydroxy-2-propanone as Major Products. Carbohydr. Res.,
1983. 117: p. 322-327.
9. G. N. Richards and G. Zheng, Influence of Metal Ions and of Salts on Products from Pyrolysis of Wood: Applications to Thermochemical Processing of Newsprint and Biomass. J. Anal. Appl. Pyrolysis, 1991(21): p. 133-146.
10. D. P. C. Fung, Y. Tsuchiya, and K. Sumi, Thermal Degradation of Cellulose and Levoglucosan - The Effect of Inorganic Salts. Wood Sci., 1972. 5(1): p. 38-43.
11. G. Dobele, G. Rossinskaja, G. Telysheva, D. Meier, and O. Faix, Cellulose Dehydration and Depolymerization Reactions during Pyrolysis in the Presence of Phosphoric Acid. J. Anal. Appl. Pyrolysis, 1999. 49: p. 307-317.
12. G. Dobele, T. Dizhbite, G. Rossinskaja, G. Telysheva, D. Meier, S. Radtke, and O. Faix,
Pre-treatment of Biomass with Phosphoric Acid Prior to Fast Pyrolysis: a Promising Method for Obtaining 1, 6-anhydrosaccharides in High Yields. J. Anal. Appl.
Pyrolysis, 2003. 68-69: p. 197-211.
13. American Wood Preservers Institute (AWPI) website, http://www.preservedwood. com/fags/fags44.html.
14. American Wood Preservers' Association Standards, 1999, AWPA Book of Standards: p. 11.
15. A. Pizzi, The Chemistry and Kinetic Behavior of Cu-Cr-As/B Wood Preservatives. IV. Fixation of CCA to Wood. Journal of Polymer Science: Polymer Chemistry Edition,
1982. Vol. 20: p. 739-764.
16. A. Pizzi, Wood Waterproofing and Lignin Crosslinking by Means of Chromium Trioxide/Guajacyl Units Complexes. Journal of Applied Polymer Science, 1980. Vol. 25: p. 2547-2553.
17. A. Pizzi, The Chemistry and Kinetic Behavior of Cu-Cr-As/B Wood Preservatives. I. Fixation of Chromium on Wood. Journal of Polymer Science: Polymer Chemistry
Edition, 1981. Vol. 19: p. 3093-3121.
18. A. Pizzi, The Chemistry and Kinetic Behavior of Cu-Cr-As/B Wood Preservative. III. Fixation of a Cr/As System on Wood. Journal of Polymer Science: Polymer Chemistry
Edition, 1982. Vol. 20: p. 725-738.
19. A. Pizzi, The Chemistry and Kinetic Behavior of Cu-Cr-As/B Wood Preservatives. II. Fixation of the Cu/Cr System on Wood. Journal of Polymer Science: Polymer
Chemistry Edition, 1982. Vol. 20: p. 707-724.
20. A. Pizzi, Chromium Interactions in CCA/CCB Wood Preservatives. Part I. Interactions with Wood Carbohydrates. Holzforschung, 1990. Vol. 44(5): p. 373-380.
22. H. M. Barnes, Pressure Treatment of Wood with Emulsifiable Preservative Systems.
Forest Prod. J., 1988. Vol. 38(10): p. 77-81.
23. A. M. Deiters, Wood Preserving in the South. Southern Power & Industry, 1943. July:
p. 62-68.
24. S. Hiziroglu, Basics of Pressure Treatment of Wood. Oklahoma Cooperative Extension
Fact Sheets, Oklahoma State University: p. F-5047-1~F-5047-4.
25. K. M. Hatlelid, Cancer risk assessment for arsenic exposure from CCA-treated wood playground structures. Memorandum from Kristina M. Hatlelid, Toxicologist,
Directorate for Health Sciences to Patricia M. Bittner, Project Manager for CCA-Treated Wood. U.S. Consumer Product Safety Commission, Washington, DC, 2003.
26. D. E. Stilwell and K. D. Gorny, Contamination of Soil with Copper, Chromium, and Arsenic Under Decks Built from Pressure Treated Wood. Bull. Environ. Contam.
Toxicol., 1997. 58(1): p. 22-29.
27. H.-L. Lee, T.-C. Shiah, F.-L. Hsu, and S.-J. Lin, Effects of New Waterborne Wood Preservatives on the Durability and Thermal Properties of Wood. Taiwan J. For. Sci.,
2005. 20(2): p. 139-156.
28. L. Helsen and E. Van den Bulck, Review of Disposal Technologies for Chromated Copper Arsenate (CCA) Treated Wood Waste, with Detailed Analyses of Thermochemical Conversion Processes. Environmental Pollution, 2005. 134: p.
301-314.
29. A. Lagoutte and A. Garnier, Procede de valorisation par gazeification des bois impregnes reformes. Presented at the IRG Symposium Environment and Wood
Preservation, Cannes-Mandelieu, France, 2001.
30. T. Hata, P. M. Bronsveld, T. Vystavel, B. J. Kooi, De Hosson, J. Th. M., T. Kakitani, A. Otono, and Y. Imamura, Electron Microscopic Study on Pyrolysis of CCA (Chromium, Copper and Arsenic Oxide)-Treated Wood. J. Anal. Appl. Pyrolysis, 2003. 68-69: p.
635-643.
31. L. Helsen and E. Van den Bulck, The Microdistribution of Copper, Chromium and Arsenic in CCA Treated Wood and Its Pyrolysis Residue Using Energy Dispersive X-Ray Analysis in Scanning Electron Microscopy. Holzforschung, 1998. 52(6): p.
607-614.
32. L. Helsen, E. Van den Bulck, K. Van den Broeck, and C. Vandecasteele,
Low-temperature Pyrolysis of CCA-treatded Wood Waste: Chemical Determination and Statistical Analysis of Metal Input and Output; Mass Balances. Waste Manage.,
1997. 17(1): p. 79-86.
33. A. K. Kercher and D. C. Nagle, TGA Modeling of the Thermal Decomposition of CCA Treated Lumber Waste. Wood Sci. Technol., 2001. 35(4): p. 325-341.
34. L. Helsen and E. Van den Bulck, Release of Metals during the Pyrolysis of Preservative Impregnated Wood: Pyrolysis of CCA Treated Wood. Developments in
35. L. Helsen and E. Van den Bulck, Metal Behavior during the Low-Temperature Pyrolysis of Chromated Copper Arsenate-Treated Wood Waste. Environ. Sci. Technol.,
2000. 34: p. 2931-2938.
36. L. Helsen and E. Van den Bulck, Metal Retention in the Solid Residue after Low-Temperature Pyrolysis of Chromated Copper Arsenate (CCA)-Treated Wood.
Environ. Eng. Sci., 2003. Vol. 20(6): p. 569-580.
37. L. Helsen, E. Van den Bulck, and J. S. Hery, Total Recycling of CCA Treated Wood Waste by Low-Temperature Pyrolysis. Waste Manage., 1998. Vol. 18: p. 571-578.
38. L. Helsen, E. Van den Bulck, M. K. Van Bael, and J. Mullens, Arsenic Release during Pyrolysis of CCA Treated Wood Waste: Current State of Knowledge. J. Anal. Appl.
Pyrolysis, 2003. 68-69: p. 613-633.
39. L. Helsen, E. Van den Bulck, M. K. Van Bael, G. Vanhoyland, and J. Mullens, Thermal Behaviour of Arsenic Oxides (As2O5 and As2O3) and the Influence of Reducing Agents (Glucose and Activated Carbon). Thermochim. Acta, 2004. 414: p. 145-153.
40. D. Meier and O. Faix, State of the Art of Applied Fast Pyrolysis of Lignocellulosic Materials - A Review. Bioresource Technol., 1999. 68(1): p. 71-77.
41. A. V. Bridgwater, ed. Advances in Thermochemical Biomass Conversion. Workshop
report: chemicals from biomass, ed. M. A. Connor and J. Piskorz. 1994: Blackie, New York. 1502-1504.
42. J. C. Irvine and E. L. Hirst, The Constitution of Polysaccharides. Part VI. The Molecular Structure of Cotton Cellulose. J. Chem. Soc., 1923. 123: p. 518-532.
43. R. L. Whistler and J. M. BeMiller, "Cellulosics". in: Carbohydrate Chemistry for Food
Scientists, American Association of Cereal Chemists, Inc., Minnesota, 1997. Vol. 7: p.
155.
44. F. Shafizadeh, Introduction to Pyrolysis of Biomass. J. Anal. Appl. Pyrolysis, 1982. 3(4): p. 283-305.
45. F. Shafizadeh and Y. L. Fu, Pyrolysis of Cellulose. Carbohydr. Res., 1973. 29: p.
113-122.
46. G. R. Ponder and G. N. Richards, A Review of Some Recent Studies on Mechanisms of Pyrolysis of Polysaccharides. Biomass and Bioenergy, 1994. Vol. 7: p. 1-24.
47. G. R. Ponder and G. N. Richards, Pyrolysis of Some 13C-Labeled Glucans: a Mechanistic Study. Carbohydr. Res., 1993. 244: p. 27-47.
48. G. R. Ponder, G. N. Richards, and T. T. Stevenson, Influence of Linkage Position and Orientation in Pyrolysis of Polysaccharides: a Study of Several Glucans. J. Anal. Appl.
Pyrolysis, 1992. 22(3): p. 217-229.
49. D. Fengel and G. Wegener, Wood: Chemistry, Ultrastructure, Reactions. Walter de Gruyter, Berlin, 1984.
50. C. Amen-Chen, H. Pakdel, and C. Roy, Production of Monomeric Phenols by Thermochemical Conversion of Biomass: a Review. Bioresource Technology, 2001. 79:
p. 277-299.
Pyrolysis of Carbonaceous Fuels: III. Primary Pyrolysis of Lignin. J. Anal. Appl.
Pyrolysis, 1986. 9(3): p. 207-236.
52. T. Enkvist, Phenolics and Other Organic Chemicals from Kraft Black Liquors by Disproportionation and Cracking Reactions. Appl. Polym. Symp., 1975. 28: p.
285-295.
53. G. Wu, M. Heitz, and E. Chornet, Improved Alkaline Oxidation Process for the Production of Aldehydes (Vanillin and Syringaldehyde) from Steam-Explosion Hardwood Lignin. Ind. Eng. Chem. Res., 1994. 33: p. 718-723.
54. F. Shafizadeh, P. S. Chin, and W. F. DeGroot, Mechanistic Evaluation of Flame Retardants. J. Fire Retardant Chem., 1975. 2: p. 195.
55. B. K. Kandola, A. R. Horrocks, D. Price, and G.V. Coleman, Flame-Retardant Treatments of Cellulose and Their Influence on the Mechanism of Cellulose Pyrolysis.
J. M. S.-Rev. Macromol. Chem. Phys., 1996. C36(4): p. 721-794.
56. F. Shafizadeh, Industrial Pyrolysis of Cellulosic Materials. Appl. Polym. Symp., 1975. 28: p. 153-174.
57. D. P. C. Fung, Further Investigation on the Effect of H3PO4 on the Pyrolysis of Cellulose. Wood Sci., 1976. 9(1): p. 55-57.
58. Y. Halpern, R. Riffer, and A. Broido, Levoglucosenone (1,6-Anhydro-3,4-dideoxy-. DELTA.3-.beta.-D-Pyranosen-2-one). A Major Product of the Acid-Catalyzed Pyrolysis of Cellulose and Related Carbohydrates. J. Org. Chem., 1973. 38(2): p.
204-209.
59. F. Shafizadeh, R. H. Furneaux, and T. T. Stevenson, Some Reactions of
Levoglucosenone. Carbohydr. Res., 1979. 71(1): p. 169-191.
60. Z. J. Witczak, ed. Levoglucosenone and Levoglucosans, Chemistry and Applications.
1994, ATL Press: Mount Prospect. p. 4. 61. E. Akim, Khim. Drev., 1984. 4: p. 3.
62. K. Kishore and K. Mohandas, Action of Phosphorus Compounds on Fire-retardancy of Cellulosic Materials: A Review. Fire Mater., 1982. 6(2): p. 54-58.
63. U. Einsele, Text. Ind., 1971. 73: p. 984.
64. J. D. Langley, M. J. Drews, and R. M. Barker, Pyrolysis and Combustion of Cellulose. VII. Thermal Analysis of the Phosphorylation of Cellulose and Model Carbohydrates during Pyrolysis in the Presence of Aromatic Phosphates and Phosphoramides. J.
Appl. Polym. Sci., 1980. 25(2): p. 243-262.
65. M. Shishonok, E. Gert, and F. Kapuzkij, Chem. Chem. Technol., 1987. 7: p. 96.
66. K. Katsuura and N. Iganaki, Studies on the Thermal Degradation of
Phosphorus-Containing Polymers. Part VIII: Relationship between the Thermal Reaction of Flame-Retardant Cellulose and Its Flammability. Text. Res. J., 1975. 45: p.
103.
67. B. Kaur, R. K. Jain, I. S. Gur, H. L. Bhatnagar, and H. -R. Sculten, Thermal Stability of Phosphorylated Cellulose Modified with Various Transition Metals. J. Anal. Appl.
68. B. Kaur, I. S. Gur, and H. L. Bhatnagar, Thermal Degradation Studies of Cellulose Phosphates and Cellulose Thiophosphates. Angew. Makromol. Chem., 1987. 147(1):
p. 157-183.
69. R. K. Jain, K. Lal, and H. L. Bhatnagar, Thermal, Morphological and Spectroscopic Studies on Cellulose Modified with Phosphorus, Nitrogen, Sulphur and Halogens. J.
Appl. Polym. Sci., 1987. 33(2): p. 247-282.
70. B. Kaur, R. K. Jain, I. S. Gur, H. L. Bhatnagar, and H. -R. Schulten, Studies on the Flame-Retardant Properties of Transition Metal Complexes of Cellulose Ammonium Phosphate. J. Anal. Appl. Pyrolysis, 1987. 11: p. 465-498.
71. R. K. Jain, K. Lal, and H. L. Bhatnagar, Thermal Degradation of Cellulose and Its Phosphorylated Products in Air and Nitrogen. Journal of Applied Polymer Science,
1985. 30(3): p. 897-914.
72. B. Kaur, I. S. Gur, and H. L. Bhatnagar, Studies on Thermal Degradation of Cellulose and Cellulose Phosphoramides. Journal of Applied Polymer Science, 1986. 31(2): p.
667-683.
73. A. van Der Kaaden and J. H. J. BoonJan W. De Leeuw, Analytical Pyrolysis of Carbohydrates: I. Chemical Interpretation of Matrix Influences on Pyrolysis-Mass Spectra of Amylose Using Pyrolysis Gas Chromatography-Mass Spectrometry. J. Anal.
Appl. Pyrolysis, 1983. 5(3): p. 199-220.
74. S. L. Madorsky, V. E. Hart, and S. Straus, Pyrolysis of Cellulose in a Vacuum. J. Res.
Natl. Bur. Stand., 1956. 56: p. 343-354.
75. R. A. Ripley and D. P. C. Fung, Flash Pyrolysis of Aspen and Black Spruce Lignins - The Effect of Inorganic Salts. Wood Sci., 1971. 4(1): p. 25-31.
76. K-I. Kuroda, Y. Inoue, and K. Sakai, Analysis of Lignin by Pyrolysis-Gas Chromatography. I. Effect of Inorganic Substances on Guaiacol-Derivative Yield from Softwoods and Their Lignins. J. Anal. Appl. Pyrolysis, 1990. 18(1): p. 59-69.
77. D. Fengel and G. Wegener, Wood: Chemistry, Ultrastructure, Reactions. Walter de Gruyter, New York 1984. Chapter 3: p. 34.
78. F. Shafizadeh, R. H. Furneaux, T. G. Cochran, J. P. Scholl, and Y. Sakai, Production of Levoglucosan and Glucose from Pyrolysis of Cellulosic Materials. J. Appl. Polym.
Sci., 1979. 23(12): p. 3525-3539.
79. J. Piskorz, D. St. A. G. Radlein, D. S. Scott, and S. Czernick, Pretreatment of Wood and Cellulose for Production of Sugars by Fast Pyrolysis. J. Anal. Appl. Pyrolysis,
1989. 16(2): p. 127-142.
80. J. Kelly, M. Mackey, and R. J. Helleur, Quantitative Analysis of Saccharides in Wood Pulps by Quartz-tube Pulse Pyrolysis-Polar Phase Gas Chromatography. J. Anal.
Appl. Pyrolysis, 1991. 19: p. 105-117.
81. W. F. DeGroot and F. Shafizadeh, The Influence of Exchangeable Cations on the Carbonization of Biomass. J. Anal. Appl. Pyrolysis, 1984. 6(3): p. 217-232.
82. J. C. Edwards, Principles of NMR. Process NMR Associates LLC, http://www.process
83. D. S. Argyropoulos, 31
P NMR in Wood Chemistry: a Review of Recent Progress. Res.
Chem. Intermed., 1995. Vol. 21: p. 373-395.
84. Z. H. Jiang, D. S. Argyropoulos, and A. Granata, Correlation Analysis of 31P NMR Chemical Shifts with Substituent Effects of Phenols. Magnetic Resonance in Chemistry,
1995. Vol. 33: p. 375-382.
85. J. G. Verkade and L. D. Quin., Methods of Stereochemical Analysis. M. Grayson and E.
Griffith (Eds.), 1987. J. 7, VCH Publ.
86. R. C. Anderson and M. Y. Shapiro, 2-Chloro-4(R), 5(R)-dimethyl-2-oxo-1, 3, 2-dioxaphospholane, A New Chiral Derivatizing Agent. J. Org. Chem., 1984. 49(7): p.
1304.
87. C. R. Johnson, R. C. Elliot, and T. D. Penning, Determination of Enantiomeric Purities of Alcohols and Amines by a Phosphorus-31 NMR Technique. J. Am. Chem. Soc.,
1984. 106(17): p. 5019-5020.
88. D. S. Argyropoulos, Quantitative Phosphorus-31 NMR Analysis of Lignins, a New Tool for the Lignin Chemist. J. Wood Chem. Technol., 1994. 14(1): p. 45-63.
89. D. S. Argyropoulos, Quantitative Phosphorus-31 NMR Analysis of Six Soluble Lignins.
J. Wood Chem. Technol., 1994. 14(1): p. 65-82.
90. A. Granata and D. S. Argyropoulos, 2-Chloro-4, 4, 5, 5-tetramethyl-1, 3, 2- dioxaphospholane, a Reagent for the Accurate Determination of the Uncondensed and Condensed Phenolic Moieties in Lignins. J. Agric. Food Chem., 1995. 43(6): p.
1538-1544.
91. Y. Archipov, D. S. Argyropoulos, H. Bolker, and C. Heitner, 31
P-NMR Spectroscopy in Wood Chemistry. Phosphite Derivatives of Carbohydrates. Carbohydr. Res., 1991. 220:
p. 49-61.
92. Y. Archipov, D. S. Argyropoulos, H. I. Bolker, and C. Heitner, 31
P NMR Spectroscopy in Wood Chemistry. Part I - Model Compounds. J. Wood Chem. Technol., 1991. 11(2):
p. 137-157.
93. D. S. Argyropoulos, C. Heitner, and F. G. Morin, 31
P NMR Spectroscopy in Wood Chemistry. Holzforschung, 1992. Vol. 46: p. 211-218.
94. O. Faix, D. S. Argyropoulos, D. Robert, and V. Neirinck, Determination of Hydroxyl Groups in Lignins Evaluation of 1H-, 13C-, 31P-NMR, FTIR and Wet Chemical Methods.
2. Research Objectives
Low-temperature pyrolysis of CCA-treated wood is investigated in this study, with a focus on the recovery of valuable chemicals (e.g. levoglucosan, levoglucosenone). There are three major objectives in the present study: (a) Pyrolysis of CCA-treated wood under different conditions (temperature, time and acid catalyst); (b) Mechanistic studies related to the influence of various metals on the pyrolysis of CCA-treated wood; (c) Developing a novel quantitative 31P NMR methodology relevant to this effort.
The first part of this research involves the low-temperature pyrolysis of CCA-treated wood to obtain valuable chemicals (Chapter 3). The pretreatment of wood with phosphoric acid is studied to obtain a high yield of levoglucosenone (Chapter 4). The second part of this research focuses on the mechanistic studies. The influence of various metal treatments on the pyrolysis of wood (including pyrolysis fractions and tar components) is investigated (Chapter 5). Thermogravimetric analysis gives a comprehensive understanding of the pyrolytic behavior of CCA-treated wood (Chapter 6). The third part of this research provides a novel quantitative 31
![Table 1.2 Existing and emerging technologies for managing CCA treated wood waste [28]](https://thumb-us.123doks.com/thumbv2/123dok_us/1731709.1221187/26.612.93.542.92.717/table-existing-emerging-technologies-managing-cca-treated-waste.webp)