SINTERING PARAMETER OPTIMISATION OF THE SS316L
METAL INJECTION MOLDING (MIM) COMPACTS FOR FINAL
DENSITY USING TAGUCHI METHOD
K. R. Jamaludin1,2,
N. Muhamad
2,M. N. Ab.
Rahman", S. Y. M. Amin", S. Ahmad
2,3,M.H.I. Ibrahim
2,31.
College of Science and Technology
University of Technology Malaysia
Int. Campus Kuala Lumpur
54100 Kuala Lumpur. Malaysia
2. Precision Process Research Group
Dept. of Mechanical and Materials Engineering
Faculty of Engineering
National University of Malaysia
43600 Bangi.
Selangor Darul Ehsan. Malaysia
3. Faculty of Mechanical
&
Manufacturing Eng
.
University Tun Hussein Onn
,
86400 Batu Pahat, Johor,
Malaysia
ABSTRACT
Sintering parameters of the SS316L water atomised injection moulded compact has been optimized for its best sintered density. The L9 (3
4 ) Taguchi orthogonal array is used in the experiment while sintering temperature, sintering time, heating rate and coofing rate was selected as factors that influenced the sintered density. The sintering environment was in the vacuum and four replications were done for each trial. The analysis of variance shows that the confidentlevel for the experiment was
99.5 % (a
=0.005)and all factors are highly significant ata
=
0
.005
to the sintered density. The study concluded that the heating rate has the highest influence to the sintered density(41.29
%) followed by sintering temperature(31
.60
%), sintering time(11
.13
%
)
and cooling rate (11.10%). The optimum sintered density obtained is 98.48 % of the theoretical density and the optimum parameter has been verified that the sintered density obtained is ina
range of confident interval.Key words: Sintering; Stainless steel; Taguchi method; Metal injection moulding; Powder injection moulding
I. INTRODUCTION
Metal injection moulding(MIM)is a relativ ely new processing techn ology used in powd er metallurgy processing industr ies. This proces s is espe cially c ost-effec tive and benefic ial for manufacturing small and complex compo ne nts in large quant ities. Metal injection moulding is used in an increasin g range of different field s, includ ing auto motive, med ical and tel ecommunications industri es. It includes four basic steps consisting of mixin g the powders and binders, injection mould ing, debind ing and finally sintering . Both injecti on mould ing and sintering are the most important steps related to forming the green part and thefinalpart respect ively.
(DOE) methodology. The tradi tio nal expe rimenta l approach that vary one variable at a time. holding all other variables as fixed does 1101produce satisfactory
resu
l
ts
ina widerangeofexperi
m
enta
l
settings.Thusit requires a 101 of experiments attempt before the optimisedsmtcrtng
para meter is obtained without havinganystatisticalconfidence level.DOE for the injection parameter has been studied by Khairu r Rijal Jamaludm eral. (~008a, 2oo8b) and Jamaludin ct
at
.
(2008) resulting a signi ficantoptimum inject ion parameier for MIM feedstock. As a conseq ue nce to the inject ion parameter optimised by those litera tures, this parer presents a sintering paramet er optimis ation which utilises the optimised injection parameter. In addition , study by Ji etal
(200 1) has shown the significance of sintering variab les suc h as heating rate, dwell lime , sintering temperature and sintenng atmosphere.Jiet al. l200i) foundthai the vacuumenvironment isbestforstntering SS316L and thus. this study attempts to continue the study by using a high vacuu m environme nt in theexpcnmem
.
Despite
coolingra
r
e
is replacing the sintering env ironment in the orthogona l array. heating rate, dwell time and sintenng temperature remains assin
r
ering
var iabl es fort
he
opn r nisano n. These variables can influen ce the microstructure. pore size and shape and finaldensityof the sintered pans .2.
EX
PERIM
ENTAL
MPIF 50 standardtensile baris used asa specimen. Awateratomiscd 316Lstainless steelpowder withO~o of 7.157 urn. pycnometer density of 7.90 g/emJ is mixed with 73 % PEG weightofpolyethylene glycol (PEG) and 15 % weight of
polyme
thy
l
methacrylate (PMMA). About 1 % weig ht ofstearic acid (SA) is usedasasurfac tan t.Priorto the moulding.compositio nsare mixed ina sigma blade mixer for95 minut es at a temperature of 70°C. Bartcnfeld. BA 250 CDC injection mouldi ng machine was used to prepare the greens while high vacuum furnace Korea VAC-TEC. VTC 500HTS F
with vacuum pressure up to 9.5 " 10 .(,mbar was used forsintering.
3.
DESIGNOFE
XPERI
M
ENT
There arc many simcring parameters that have someeffect on the prop ert ies of the sintered density. Therefore. a design ofexper ime nt (DO E) methods is TII.'C'r~ry for the experimental work invo lvi ng many inputs. Themostfrequentl yused methods are partialor fullfactorialdesignand the Taguch iapproach.With an appropriate DOE. one can quickl y and with fewer amounts of tria ls, found whether the va riables have an effecton the output quality. The Taguchi approach is mostly used in the industrial environment. but it can also be used for scientific rese arch. The method is
based on balan ced orthogona l arrays (Park 1996). In
Ihis paper.
4
(3~) orthogo nal array co nsis ting of 9expe rim ent trials and 4 column is used as DOE followedby A!'JOVA todetermine the significant level and contribution of each variab les to Ihe
sin
rcrcd
density. The main variables involved in this study are as sho w n in Table I. Three levels for each variable refer to the maximum and minimum limit that infl uencess
in
tcrcd
density.Table
1
:
Factorlevel
(variab les) intheexpe rimentFacto r Leve l
0 1 2
Smlc ring
A Temperet u ])40 J)(\() 1380
re (0C)
B dwell lime
so
120(minute) ::!~O
Healing C
""
,
8 10(OOmm) Cooling
0 raft
,
8 10(oOmln)
4. RESULTS& DISC USSiON
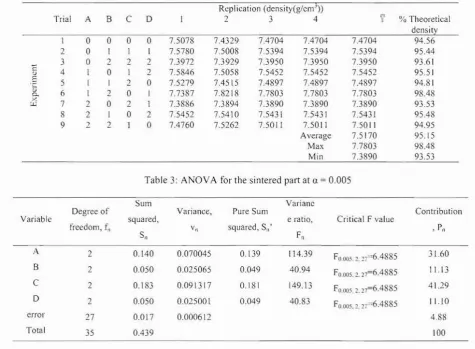
The density of the smtcrcd pan was measu red by Archimedes immersion method accord ing 10 the MPIF 41. Four replications were reco rded for eac h experiment as shown in Table 2. The theoretica l den sit y sho wn in Tab le
2
is calculated from the average of the rep lication , As shown in Tab le 1, a combin atio n of AI B~ Co D. results a maximum sintered density (98.48 % of the theoret ical density) while, acom
bin
ation
of A280
C20
1 prod uce a minimum sintered density (93.53 % of theoretical density). Although the sintering temperature is only 1360°C. slow heating rate (6 °C/minutes) and longer dwell time(140 minutes) enables tile compactto obtain a maximum sintered density. Neverthele ss, with highsimcnng temperature(IHO°C)and quick heating rate
atshorter dwelltime willminimise the sintereddens ity.
followed by heating rate (7.3 77 %), sintering temperature(5.538% ) and dwell time (5, [68 %),Thus. based on his study, a high vacuum sintering environ ment has been conside red. Beside that. the influence of coo ling rate to the sintered density is investigatedas this variable hasnot beenstud ied by Ji et al. (2001) in his DOE.This is by the fact that the coo ling rate is another sintering variable (Kang2005). Althoug h cooling rate is oneofthesinteringvariab les.
it has been demonstrating a lowest contribution percentage. Despit e the contribution is low , the high significan t level, nas shown byTable3 is still indicate the importanceof this variable.This is as import ant as dwell time wh ich.has been reported less influe ntial by Jietal. (200[) tothesinrereddensity.
Table 2:Orthogonal arrayandsinrered density
Replication (density(gfcmJ) )
Trial A B C D 2 )
,
f
%Theoreticaldcnsuv
I 0 0 0 0 7.5078 7.4329 7.4704 7.4704 7.4704 94.56
2 0 I I I 7.57lW 7.500R 7.5394 7.5394 7.5394 95.44
"
.~ 43 0I 02 2I 22 77..58463972 77.3929.5058 77.54 52,39 50 77..54523950 77.395,54520 95.593.611E S I I 2 0 7.5279 7.45L5 7.4897 7.4897 7.4R97 94.81
~
"
6 I 2 0 I 7.73?7 7.82 18 7.?H03 7.7803 7.7803 98.48e,
<
7 2 0 2 7.3880 7.3894 7.3890 7.3890 7.3890 93.53
~ I
8 2 I 0 2 7.5452 7.5410 7.543l 7.543 1 7.543 1 95.48
9 2 2 J 0 7.4760 7.5262 7.5011 7.50 1 l 7.50II 94.95
Average 7.5170 95. 15
Max 7.7803 98.48
Min 7.3890 93.53
Tab le3:Al':OVA for the sintered part at a=0.005
Sum Varianc
Degreeof Variance. Pure Sum Contribution
Variable squared. eratio. CruicalFvalue
freedom,fn
"
.
squared.S/ . P,S
.
F
,
"
2 0.140 0.070045 0.139 114.39 Fooo~,~,~7-,0 .4 8 8 5 31.60B 2 0.050 0,025065 0.04 9 40.94
Fo oos. ~.27=(;.4885 11.13
C 2 0.IX3 0.0913 [7 0. 181 149.13 F"oo~.
2.27=6.4885 41..29
D 2 0.050 00.25001 0,049 40.10 FO OO~.l.
l7'6.4885 I1.10
error 27 0.OJ7 0.000612 4,88
Totlll 35 0.439 100
Based on the A""OV A, the main effect of the experiments is calculated based on the highest average valuesas shown inFigu re I. As shown by the response plotinFigure l, a combination of AI.B2, Co,and D1 is
the highest yield. i.e.• sintering temperature J360 DC. dwell time 240 minutes,heatin grate 6 "Czrmnures and cooling rate 8 "Ominutes. On the other hand , faster heating rate (20 "Czmin ures) forsirucring temperat ure at 1250 DC and dwell time of 90 minutes has been reported as the optimumsinter ingparameterbyJi et
at.
(200I).
The AKOVA shown in Table 3 signify that the effects of the variab les are all significan t at 99.5 %
significance level. lienee the expected result at
optimum performan ce is as sho wn in Table 4. The expected optimum performance is as highas 98.48 %
of theoretica ldensity while the range of the optimum performance basedon 90%confidence level is 98.22 <
~l < 91U 5 % of the theoretical density. The optimum
parameter has been pro ven in the confirmation
experimentthat is conduc ted atthecombinedsettingof
Ai. B:, . Co. and D, and the result fell within the predicted90%confidenceintervalas shownin Table4. A densityat op timum perform ance reportedby Jier at
(200I) is 7.592
g/c
rn",
which is lower than thatachievedby this study asshowninTable4.
~;
"'
•
i\
~\ ~1
"'
s
,
,,
i
,
'"
9';
,
,,
~B
Figure I:Responseplot of fractionaldensity agai nstsinterin g variables
Ta b le4:Optimumsintenng parameter.optimu m perfor ma nceand confir mationexperim e nt.
Optimumparameter:
A1B2CO DI
(SinreringTemperature. 1360"C;dwelltime.240 minute;Heatingrate.6"Czmmurc:Coolingrare.x"C/minute)
Optimum performance:7.780] grcrnJor98.48%theoreticaldensity
Confidentinterval:±0,02at 90%confidentlevel(0 "0.1 )
Range ofopnmurnpcrformancc:7.7592gzcnr <I.l<nW l3gzcrn'or 98,22%theoreticaldensity <!1<n .75% theoreticaldensity
Confirmation experiment
Repeat 2 J 4 Average
,
gc m 7.8]77 7,8365 7.7296 7.7296 7.7834
%theoretical
density 9921 99.20 97.84 97.84 98,52
5. CONCLUSIONS
Sintered density of the water ato mis ed SS3 16L MJM parts was optim ised byusingtheTaguchi method.
An L~ ort hogo nal arra y was used to vary the
experimentvar iabl es. ANO VAsho wedthatall the four
sinrering vari ables: sinteri ng temperature, dwell time, healing ra te and cooling rate, affected the sintere d
dens itysign ifica ntly.The optim umsinter ing para meter
were found to be Aj, B~, Co,and D[,correspo nding to
si
nrering
te mperature of 1360"
c.
dwe ll time of 240minute,hea ting rateof6"Czminutc andcooling rate of
8
"Czrmnu
tc.
Confirmation experiments indicat ed that when sintering SS 3 16 L at the optim um condition, ahigh98.52%of theo re ticalde nsit y call beac hie ved .
REFERENCE S
Fu,G.,Loll , N.II., To r, S.B.,Tay, B.Y ., Murakosm, Y. and Maeda. R., Inj ectio n mold ing, debinding and
s
mtenng
of 316L sta inless steel microstructures, Applied PhysicsA:Maten ;1ls Science andProcessing. Vo l. 81, pp.495-500. 2005.Berginc,
1::1.
,
K
a
m
p
u
s
.
Z. and Sustarsi~, B., Theinfluence of MIM and sinteri ng processparameterson the mechanic al properti es of 316L SS, M<1ten:1Ii III
Tct
motogiic
.
Vol.40,No,5,pp. 193-198,2006.xoseski. R.P .. Sun. P.. Ear hardt, N.B., German, R.M
and Kwou, Y.S ., Microstr ucture evolut ion of injection
moulded gas and water atomized 316L sta inless steel
powde r during siutering, Materials Science and Engineering,Vol A390,pp.171-177,2005.
Li,S"Huan g,B.,Li, D.,Li,Y.Liang.S.and lhou ,H., Influence of sintering atmosphe re on densifi cati on process of injec tion moulded gas atomised
J
16Lsta inless steel, Po wderMet,1I1mgy ,Vol:46. No. 3, pp. 241-245,2003.
Suri, P" Koseski, R.P. and Ger man , R.M .,
Micro stru ctu ral evolution ofinjec tio n molded gasand
water atomize d 316L stainless steel po wd er during sintering, Meten s ts Science snd Engl;lcering, Vo l.
A40 2. pp,341-348, 2005.
Khairur Rij a lJamatudin.Norhamid i Muham ad, Mohd Nizam Ab. Ra hman. Sri Yulis M.
Arnin
and Murtadhahadi. Molding paramet er optimization for red uc ing a gree n defec ts for MetalInje ctio n Moulding greenpart. (in Malay) The Joumalof The Institution ofEnp ;u;,ers. Mal,1y s ia.Vol.69, t\o . 2,pp40-46,2008a.
Khair ur Rij alJamaludin. No rhamidi Muhamad, Moh d
Nizam Ab. Rahm an, Sri Yulis M. Am in and 'vlurtad hahadi, Analys is of Varian ce on the Metal Inj ec tion mold ing param eters using a bimodal particl e size distribution feedstock.
P
ro
cec
di
og
o
ttnter nsnoost
C
o
nter
c
nce
of Mechanic,11 and Manuf.1ctun ;lg Eng ineering (l eME). pp 1-5, Joho r Bahru, Malays ia.2008.
Jamatudin, K.R.. Muhamad. N., Amin. S,Y.M., Ab. Rahm an . M.N ., Is ma il, M.H. and Murtadhahadi, I., Injec tio n Molding Pa ramet er Optim izatio n Using
Tag uch i Met hod For Highest Green Strength For Bimodal Po wd er Mixture with SS316 L in PEG. and PMMA,AdvancesIii Po wderMetallurgy & Parncutstc
Materiel s.Yo U ,pp. 186-19 4,20Ofs.
Ji,C.H.,Lob,N.II.,Khor, K.A. and Tor, S.B,Sintenng
study of 316L Slainless steel Metal Inj ectio n Moldin g
pan s usi ng Taguch i meth od : final density,
M
stcriats
Park, S.H, Robust design and analysis for quality
engineering,
U
K
:
Chepmon
&11
.111
,
1996,
Kang, SJ.L, Sintering densification,grain growth and microstructu re, UK:ElsevierButterw orth- Heinemann. 2005.
P
ROFILE
EngrK.R.Jamaludin
Dept of Mechanical Eng.•
Collegeof Science&
Technology,
UniversiriTeknologiMa lays ia,
T
n
t
Campus,54\00KualaLumpur
Researc h area.Powder
Metallur
Assoc.Prof.Dr.N.Muhamad
Dept ofMechanical& Materials.
Faculty of Eng.& Architecture. NationalUniversityofMalaysia,
43600Bang i, Selangor
Research area:Powder
r...=
"--
-;
r-_
-:N"
I
-"
eta'CJ;,J",,,g.~,,-==
---1
Dr. M.N.Ab. Rahman
Dept ofMechanical& Materials,
Faculty of Eng.& Architecture,
National Univers ity of Malaysia,
43600Ban gi,Selangor
Researcharea:Total Quality