¢
-Grain Re
fi
nement of
¡
+
¢
-Type Ti
4.5Al
6Nb
2Fe
2Mo Alloy
by Using Rare-Earth-Oxide Precipitates
Kyosuke Ueda
+, Shinichiro Nakaoka and Takayuki Narushima
Department of Materials Processing, Tohoku University, Sendai 980-8579, Japan
The effect of the addition of small amounts of rare-earth elements such as La (0.01 mass%), Y (0.1 mass%), Er (0.1 mass%) and Ce (0.1 mass%) on the refinement of¢-grains in an¡+¢-type Ti4.5Al6Nb2Fe2Mo alloy was investigated in the temperature range 1173 1573 K. The¢-grain size and the rare-earth-oxide precipitates obtained after heat treatment were evaluated using optical microscopy, scanning electron microscopy, and transmission electron microscopy. Upon heating, alloys exhibited rapid¢-grain growth above a threshold temperature, and this temperature depended on the added rare-earth elements. Thefine precipitates of rare-earth oxides formed in the alloy suppressed the¢ -grain growth through pinning. Dissolution of the precipitates in the¢-matrix caused rapid¢-grain growth. Yttrium was found to be the most effective element for the suppression of¢-grain growth at high temperatures such as 1573 K. [doi:10.2320/matertrans.MC201207]
(Received July 9, 2012; Accepted October 5, 2012; Published November 16, 2012)
Keywords: ¡+¢-type Ti alloy,¢-grain refinement, pinning, rare-earth element, precipitates
1. Introduction
Titanium (Ti) and its alloys are widely used in industries such as aerospace, automotive and biomaterials, and other structural applications because of their excellent properties like low density, high specific strength, low Young’s modulus and high corrosion resistance.1)Ti exhibits allotropic
trans-formation from hexagonal close packed (hcp) ¡-phase to body-centered cubic (bcc) ¢-phase at 1155 K. Although the ¢-phase of Ti alloys exhibits high workability, rapid ¢-grain growth occurs at temperatures above the ¢-transus (T¢). ¢-grain refinement cannot be achieved by hot working in the ¢-phase region (¢-processing).2,3) Mechanical properties such
as strength-ductility balance and fatigue characteristics of Ti materials strongly depend on their microstructure. The coarse acicular microstructure formed by transformation from the coarse ¢-microstructure shows improved fracture toughness or creep property at elevated temperatures, but decreased ductility or fatigue property at the ambient temperature.4,5) Hence, the suppression of ¢-grain growth will facilitate improvement in some mechanical properties of Ti alloys.
Pinning is one of the most effective techniques to suppress grain growth. Froes and Rowe reported that rare-earth-oxide dispersions with uniform particle sizes in the range 510 nm were obtained in TiEr and TiY alloys by using rapid solidification, and the alloys exhibited relatively high hard-ness and suppression of ¢-grain growth after heat treatment above T¢.6) The authors had previously studied the use of
Y2O3and TiB as grain refiners.7,8) The Ti alloy SP-700 (Ti
4.5Al3V2Fe2Mo) added with Y2O3or TiB (1 vol%) was
prepared via two routes, namely, powder metallurgy and ingot making, and the variation in the ¢-grain size with the heating temperature was investigated. Alloys containing a small amount of Y2O3 or TiB showed very rapid ¢-grain
growth above a threshold temperature, and this temperature increased with an increase in the amount of Y2O3 and TiB.
The addition of rare-earth elements such as yttrium (Y),911)
gadolinium (Gd)1214)and erbium (Er)15)has been reported to
suppress the grain growth of the intermetallic TiAl alloy. Moreover, it has been reported that the addition of 0.1 mass%Y to the ¢-type Ti alloy (Ti29Nb13Ta4.6Zr) improves the fatigue strength and maintains a low Young’s modulus.16) La2O3 and TiB precipitation by the addition of
LaB6 in a near ¡-alloy, IMI834 (Ti5.8Al4.0Sn3.5Zr
0.7Nb0.5Mo0.35Si), resulted infine grain microstructures and superior mechanical properties.17,18)The addition of
rare-earth elements such as Er,19,20) lanthanum (La), cerium (Ce)
and neodymium (Nd)21) to commercially pure (CP) Ti has
also been reported. On the basis of these reports, it can be concluded that rare-earth oxides such as La2O3, Y2O3, Er2O3
and Ce2O3 are candidates for effective pinning through
precipitation in Ti alloys. Although the addition of rare-earth elements in Ti alloys has been reported by many researchers, precipitation/dissolution behavior of rare-earth-oxide precip-itates has not been clarified. The objective of this study is to analyze the effect of rare-earth elements on the ¢-grain refinement of an ¡+¢-type biomedical Ti alloy, focusing on the pinning effect due to the precipitation of rare-earth oxides.
2. Experimental
The base Ti alloy used in this study was a¢-rich¡+¢-type Ti4.5Al6Nb2Fe2Mo (T¢=1153 K), developed by our group for biomedical applications.22,23) Rare-earth elements
(La (0.01 mass%), Y (0.1 mass%), Er (0.1 mass%) or Ce (0.1 mass%)) were added to the base alloy. The ingots were prepared using an argon (Ar)-arc melting furnace with a non-consumable tungsten (W) electrode. In the following sections, the base alloy is denoted as No additive and the alloys containing rare-earth elements are denoted as 0.01La, 0.1Y, 0.1Er and 0.1Ce, based on the rare-earth element added. The chemical compositions of the ingots are listed in Table 1. In this study, T¢of the alloys containing rare-earth elements were calculated to be almost the same as that of the No additive alloy.
Ingots of size 70 mm©40 mm©25 mm were first ¢-forged to bars 20 mm in diameter after heating at 1373 K +Corresponding author, E-mail: ueda@material.tohoku.ac.jp
and then ¡+¢-forged to bars 10 mm in diameter with a forging ratio of 4.0 after heating at 1073 K. Ingots with 0.1 mass% La were prepared, but these ingots could not be further forged to bars. Therefore, the amount of La added was decreased to 0.01 mass%. Numerous small coupon specimens 10 mm in diameter and 4 mm in thickness were machined and subjected to preliminary¡+¢-heat treatment at 1048 K for 7.2 ks, followed by water quenching. Following this, these specimens were heat treated at various temper-atures from 1173 to 1573 K for various holding periods from 3.6 to 43.2 ks in an Ar atmosphere, and were then air cooled. These specimens were halved in size and the cross section in the thickness direction was polished for micro-structural observation. The specimens were etched with an aqueous solution containing 12 vol% nitric acid and 3 vol% hydrofluoric acid. The grain size was measured by point-counting method using an optical microscope (OM; BX60M; Olympus, Tokyo, Japan). The precipitates were observed using a scanning electron microscope (SEM; XL30FEG; Philips, Hillsboro, OR, USA) and a transmission electron microscope (TEM; H-800; Hitachi, Tokyo, Japan). The specimens were etched for a longer time period for the SEM observation than for the microstructural observation. Thin foils 3 mm in diameter were prepared by dry mechanical polishing, electro polishing, and punching. These foils were observed using the TEM, and the chemical compositions of the precipitates were analyzed using energy dispersive X-ray analysis (EDX) attached to the TEM.
3. Results
3.1 Variation in ¢-grain size with heat treatment temperature
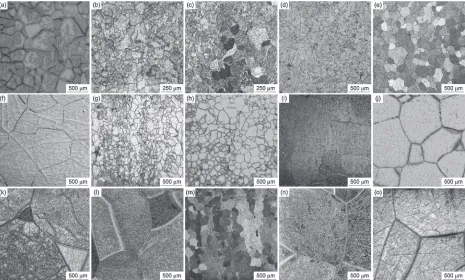
[image:2.595.43.551.84.161.2]Figure 1 shows the microstructures of the alloys con-taining rare-earth elements after a preliminary ¡+¢-heat treatment at 1048 K for 7.2 ks. A fine duplex microstructure having equiaxial ¡-grain with an average grain size of 2.0 to 2.4 µm was observed for all the alloys. No effects of rare-earth-element addition were observed in the initial microstructure. Figure 2 shows the optical micrographs of the alloys with and without rare-earth elements after heat treatment at various temperatures for 3.6 ks. Marked ¢-grain growth was observed in No additive, 0.01La, 0.1Er and 0.1Ce alloys after heat treatment at high temperatures. The relationship between the ¢-grain size and heat treatment temperature is shown in Fig. 3. After 1173 K, the ¢-grain size of the No additive alloy increased with increasing heat treatment temperature. The ¢-grain size of alloys containing rare-earth elements was smaller than that of the No additive alloy. In addition, the ¢-grain growth was suppressed in the low-temperature region in the ¢-phase and increased above a threshold temperature. The onset temperature of ¢-grain growth depended on the added rare-earth element, and it was found to be 1323, 1473, 1273 and 1223 K for 0.01La, 0.1Y, 0.1Er and 0.1Ce alloys, respectively.
Table 1 Chemical composition of Ti4.5Al6Nb2Fe2Mo-based alloys used in this study (mass%).
Notation Ti Al Nb Fe Mo La Y Er Ce O
No additive Bal. 4.44 5.26 1.90 1.98 ® ® ® ® 0.140
0.01La Bal. 4.44 5.49 1.99 1.99 0.010 ® ® ® 0.073
0.1Y Bal. 4.34 5.59 1.93 1.94 ® 0.078 ® ® 0.075
0.1Er Bal. 4.36 5.38 1.92 1.95 ® ® 0.090 ® 0.104
0.1Ce Bal. 4.36 5.43 1.94 1.96 ® ® ® 0.105 0.057
Fig. 1 SEM images of (a) No additive, (b) 0.01La, (c) 0.1Y, (d) 0.1Er and (e) 0.1Ce alloys after preliminary¡+¢-heat treatment at 1048 K for 7.2 ks.
[image:2.595.71.527.190.402.2]3.2 Variation in ¢-grain size with heat-treatment duration
Figure 4 shows the microstructures of the alloys after heat treatment at 1273 K for a long holding period of 21.6 ks. The ¢-grain size of the No additive alloy increased remarkably and reached an approximate value of 2000 µm after heat treatment for 21.6 ks. In the 0.01La alloy, abnormal grain growth was observed, which was unique to this alloy in this study. Since the amount of added La was very small as compared with other rare-earth elements, the distribution of the La-oxide precipitates would become sparse because of
possible dissolution during the relatively long heat treatment process. No significant grain coarsening was observed in 0.1Y and 0.1Er alloys.
Variations in the ¢-grain size with the heat treatment duration are shown in Fig. 5. Results for the 0.01La alloy are not shown because of its abnormal grain growth. ¢-grain growth was suppressed in the 0.1Y alloy till 43.2 ks at 1473 K and till 21.6 ks at 1573 K. For a ¢-grain size of around 2000 µm, grain growth seems to depend on the geometry of the specimen. In this study, therefore, the region correspond-ing to ¢-grain sizes larger than 2000 µm is not discussed under¢-grain growth kinetics.
3.3 Precipitates
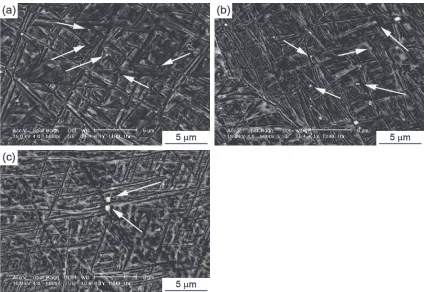
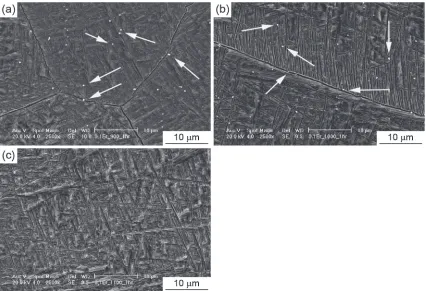
SEM images of the alloys after heat treatment at various temperatures are shown in Figs. 69. Fine particle precip-itates were embedded in the¢-phase matrix. The arrowhead in the images denotes the precipitates. In 0.01La and 0.1Y alloys, precipitates were observed under all conditions, and the trend of increase in their size was confirmed. In 0.1Er and 0.1Ce alloys, non-uniform distribution of the precipitates was detected, and no precipitate was observed at temper-atures at 1373 and 1273 K, respectively, which suggests the dissolution of precipitates into the matrix.
The TEM image and EDX analysis of the precipitate and matrix of the 0.1Y alloy after heat treatment at 1223 K for 3.6 ks are shown in Fig. 10. Fine precipitates with a diameter of approximately 0.5 µm were observed. EDX analysis of the precipitates revealed peaks, corresponding to Y and O (Fig. 10(b)). Thus, the precipitate in the 0.1Y alloy is Y2O3.
Similarly, in the case of other alloys containing rare-earth elements, the observed precipitates were found to be rare-earth oxides.
Fig. 2 Optical micrographs of the (a), (f ), (k) No additive, (b), (g), (l) 0.01La, (c), (h), (m) 0.1Y, (d), (i), (n) 0.1Er and (e), ( j), (o) 0.1Ce alloys after heat treatment at (a) to (e) 1173 K, (f ) to (j) 1323 K and (k) to (o) 1473 K for 3.6 ks.
11000 500 1000 1500 2000 2500
1200 1300
Heat treatment temperature, T / K
1400 1500 1600 : No additive
: 0.01La : 0.1Y : 0.1Er : 0.1Ce
[image:3.595.67.532.70.350.2] [image:3.595.66.269.394.591.2]Fig. 4 Microstructures of (a) No additive, (b) 0.01La, (c) 0.1Y, (d) 0.1Er and (e) 0.1Ce alloys after heat treatment at 1273 K for 21.6 ks.
4 102
103
Heat treatment duration, t / ks
β
-grain size,
D
/
μ
m
6 8 10 30 50
: 1273 K : 1373 K : 1473 K (a)
4 101
103
102
104 104
Heat treatment duration, t / ks
β
-grain size,
D
/
μ
m
6 8 10 30 50
(b) : 1273 K
: 1373 K : 1473 K : 1573 K
4 102
103
104
Heat treatment duration, t / ks
β
-grain size,
D
/
μ
m
6 8 10 30 50
: 1273 K : 1373 K : 1473 K (c)
4 102
103
104
Heat treatment duration, t / ks
β
-grain size,
D
/
μ
m
6 8 10 30 50
: 1273 K : 1373 K : 1473 K (d)
Fig. 5 Variations in¢-grain size with heat treatment duration at various temperatures in (a) No additive, (b) 0.1Y, (c) 0.1Er and (d) 0.1Ce alloys.
[image:4.595.87.512.68.356.2] [image:4.595.128.469.419.761.2]The reaction for formation of rare-earth oxides in Ti alloys is given by eq. (1).
2REðin Ti alloyÞ þ3Oðin Ti alloyÞ ¼RE2O3ðsÞ ð1Þ
Since precipitates were observed in the 0.1Y alloy under as-cast conditions, it was clarified that a part of the Y2O3
precipitates was formed during the solidification of the Ti alloy. For the other alloys, the observation of the alloys under Fig. 6 Microstructure of 0.01La alloy after heat treatment at (a) 1273 K, (b) 1373 K and (c) 1473 K for 3.6 ks.
[image:5.595.87.510.68.361.2] [image:5.595.86.512.404.696.2]as-cast conditions was not conducted. However, considering that the melting point of the rare-earth oxides obtained in this study is higher than that of Ti alloys, it was thought that the rare-earth oxides were in part precipitated during the solidification of the Ti alloys.
4. Discussion
4.1 Effect of precipitates on¢-grain growth
The fine precipitates of rare-earth oxides effectively suppressed ¢-grain growth through pinning, and this effect was dependent on the added rare-earth elements. It has been established that the grain size in metals and alloys containing
fine precipitates was controlled by both the volume fraction and the size of the precipitates by C. Zener.24)The relationship
between these parameters can be expressed using Zener’s model modified by Nishizawa et al.,25)as given below:
R¼¢frm
v ð2Þ
where R is the radius of the average ¢-grain, ¢ and m are constants,fvis the volume fraction of the precipitates, andris
the radius of the precipitates. In this study, the values of¢and
m were assumed to be 4/3 and 2/3 (used by Nishizawa
et al.25)), respectively. The oxygen content in the alloys was
excess against the amount of the added rare-earth element. The volume fraction of rare-earth-oxide precipitates in an alloy was calculated on the basis of the assumption that all the rare-earth elements in the alloy precipitated as rare-earth oxides of the form RE2O3. The amount of rare-earth element,
volume fraction of RE2O3(fv), heat-treatment temperature,¢
-grain radius (R) and the precipitate radius (r) calculated using eq. (2) for the heat-treatment duration of 3.6 ks at various temperatures are listed in Table 2. The calculated precipitate Fig. 9 Microstructure of 0.1Ce alloy after heat treatment at (a) 1173 K and (b) 1273 K for 3.6 ks.
Fig. 8 Microstructure of 0.1Er alloy after heat treatment at (a) 1173 K, (b) 1273 K and (c) 1373 K for 3.6 ks. K. Ueda, S. Nakaoka and T. Narushima
[image:6.595.86.512.69.360.2] [image:6.595.86.514.399.545.2]radius for the 0.1Y alloy was 0.37 µm, which corresponded to the size observed using the SEM (Fig. 8). The calculated precipitate radius for the 0.01La alloy was one order smaller than that detected by the SEM observation (Fig. 6). In the case of the 0.01La alloy, the small precipitates, which could not be observed using the SEM, would contribute to the suppression of ¢-grain growth through pinning.
4.2 ¢-grain growth kinetics
Grain growth kinetics was calculated using the following empirical equation.26)
D¼Ktn ð3Þ
where Dis the diameter of the grain,tis the heat-treatment duration,Kis a temperature-dependent constant, andnis the time exponent constant. The Kand nvalues were evaluated from the intercept and gradient in the ¢-grain size vs. heat treatment duration plots (Fig. 5), respectively, assuming a linear relationship between log(t) and log(D). In this study, the n values were calculated only for ¢-grains less than 2000 µm in size, and these values are listed in Table 3.
¢-grains of the No additive alloy coarsened after heat treatment for 3.6 ks, and the grain size increased with increasing the heat-treatment temperature. The n values for the alloy were found to be 0.31 and 0.24 at temperatures 1273 and 1373 K, respectively. The n value without the suppression effect was estimated to be 0.3. The nvalues for the 0.1Y alloy were 0.27, 0.23, 0.05 and 0.06 at temperatures 1273, 1373, 1473 and 1573 K, respectively. The n value at 1573 K was derived using the¢-grain size obtained before a holding time of up to 21.6 ks. The increase in the gradient of the 0.1Y alloy after heat treatment at 1573 K for 21.6 ks
might be caused by the coarsening of the Y2O3 precipitates
(Ostwald ripening). At 1273 and 1373 K, thenvalues for the 0.1Y alloy were almost same as those for the No additive alloy. The Y2O3 precipitate size was estimated to be 0.3
0.7 µm from the SEM observations. The ¢-grain size calculated using the modified Zener’s equation was in the range 40100 µm, which was much larger than the initial ¢-grain size. Therefore, a relatively large n value of 0.3 was obtained in the 0.1Y alloy at lower temperatures of 1273 and 1373 K. The n values for 0.1Er and 0.1Ce alloys increased with increasing heat treatment temperature and approached a value of 0.3. This can be attributed to the dissolution of rare-earth-oxide precipitates in 0.1Er and 0.1Ce alloys at higher temperatures.
Although the temperature dependence of the solubility product of rare-earth oxides ([RE(mass%)]2·[O(mass%)]3) in eq. (1) is required to discuss the precipitation/dissolution behavior of the oxide particles in the matrix, no data on the solubility product of rare-earth oxide in Ti alloys were reported. To evaluate them will be our future work.
On the basis of these results, it was concluded that Y was the most effective addition element to suppress the ¢-grain growth in the¡+¢-type Ti alloys at high temperatures.
0 5
Kinetic energy, E / keV
Intensity
,
I
(a.u.)
10 15 20
Nb Y Fe Ti Ti Y O (b) 0 5
Kinetic energy, E / keV
Intensity
,
I
(a.u.)
10 15 20
[image:7.595.67.530.69.230.2]Nb Mo Fe Ti Ti AlNbMo (c)
[image:7.595.48.553.291.375.2]Fig. 10 (a) TEM image and (b), (c) EDX spectra of 0.1Y alloy after heat treatment at 1223 K for 3.6 ks. The analysis positions of (b) the precipitate and (c) the matrix are shown in (a).
Table 2 Precipitate size calculated using Zener’s equation.
Notation
Amount of rare-earth element
(mass%)
Volume fraction of RE2O3,fv,
(%)
Heat-treatment temperature,
T/K
Heat-treatment duration,
t/ks
¢-grain radius, R/µm
Calculated precipitate radius,
r/µm
0.01La 0.010 0.810©10¹2 1323 3.6 37 0.05
0.1Y 0.078 9.296©10¹2 1473 3.6 52 0.37
0.1Er 0.090 5.366©10¹2 1273 3.6 102 0.51
0.1Ce 0.105 8.089©10¹2 1223 3.6 125 0.81
Table 3 Calculated values of exponentnfor¢-grain growth.
Notation 1273 K 1373 K 1473 K 1573 K
No additive 0.31 0.24 ®
0.1Y 0.27 0.23 0.05 0.06
0.1Er 0.19 0.23 ®
[image:7.595.305.550.420.486.2]5. Conclusion
The effect of the addition of small amounts of rare-earth elements such as La (0.01 mass%), Y (0.1 mass%), Er (0.1 mass%) and Ce (0.1 mass%) on the refinement of ¢-grain in an ¡+¢-type Ti4.5Al6Nb2Fe2Mo alloy was investigated in the temperature range 11731573 K and for heat treatment durations up to 43.2 ks. The following results were obtained by the investigation.
(1) Variation in the ¢-grain size with the heating ature exhibited rapid growth above a threshold temper-ature, and this temperature depends on the added elements.
(2) Rare-earth oxides were detected in 0.1Y and 0.01La alloys even after heat treatment at 1573 K. In the 0.01La alloy, abnormal ¢-grain growth was observed because of the relatively small amount of the added rare-earth element. Y was found to be the most effective element to suppress¢-grain growth at high temperatures. (3) Dissolution of rare-earth oxides in the alloy matrix were
observed in 0.1Er and 0.1Ce alloys at temperatures higher than 1373 and 1273 K, respectively, which led to rapid ¢-grain growth.
Acknowledgements
This study was financially supported by The Light Metal Educational Foundation; Advanced Low Carbon Technology Research and Development Program (ALCA), JST, Japan; and a Grant-in-Aid for Scientific Research from the Ministry of Education, Culture, Sports, Science and Technology (MEXT), Japan, under Contract No. 22360299.
REFERENCES
1) M. Niinomi: Tetsu-to-Hagané90(2004) 462471.
2) F. J. Gil and J. A. Planell:Mater. Sci. Eng. A283(2000) 1724.
3) F. J. Gil and J. A. Planell:Scr. Metall. Mater.25(1991) 28432848.
4) C. Ouchi:Bull. Japan Inst. Metals25(1986) 672679.
5) R. R. Boyer and J. A. Hall: Proc. Titanium ’92, Science and Technology, ed. by F. H. Froeset al., (TMS, Warrendale, PA, 1993) pp. 7788.
6) F. H. Froes and R. G. Rowe: Proc. 6th World Conf. on Titanium 1988, ed. by P. Lacombe et al., (Société Française de Métallurgie, Paris, 1989) pp. 801810.
7) T. Nomura, N. Yamamoto, T. Narushima, Y. Iguchi and C. Ouchi: Proc. Ti-2003, Science and Technology, ed. by F. H. Foreset al., (TMS, Warrendale, PA, 2004) pp. 12351242.
8) S. Hotta, K. Yamada, T. Murakami, T. Narushima, Y. Iguchi and C. Ouchi:ISIJ Int.46(2006) 129137.
9) Y. Chen, F. Kong, J. Han, Z. Chen and J. Tian:Intermetallics13(2005) 263266.
10) L. L. Zhao, G. Y. Li, L. Q. Zhang, J. P. Lin, X. P. Song, F. Ye and G. L. Chen:Intermetallics18(2010) 15861596.
11) Y. Chen, B. Li and F. Kong:Trans. Nonferrous Met. Soc. China17
(2007) 5863.
12) K. Xia, X. Wu and D. Song:Acta Mater.52(2004) 841849.
13) K. Xia, W. Li and C. Liu:Scr. Mater.41(1999) 6773.
14) W. Li and K. Xia:Mater. Sci. Eng. A329331(2002) 430434.
15) Y. Ke, H. Duan and Y. Sun: Mater. Sci. Eng. A528 (2010) 220 225.
16) X. Song, M. Niinomi, M. Nakai, H. Tsutsumi and L. Wang:Mater. Sci. Eng. C32(2012) 542549.
17) Z. Zhang, J. Qin, Z. Zhang, Y. Chen, W. Lu and D. Zhang:Mater. Design31(2010) 42694273.
18) J. Li, L. Wang, J. Qin, Y. Chen, W. Lu and D. Zhang:J. Alloy. Compd.
509(2011) 5256.
19) A. G. Jackson, M. Gutierrez, F. H. Froes and R. G. Rowe:Mater. Sci. Eng.98(1988) 239242.
20) D. S. Schwartz, P. Fraundorf and S. M. L. Sastry:Ultramicroscopy37
(1991) 310317.
21) S. A. Court, J. W. Sears, M. H. Loretto and H. L. Fraser:Mater. Sci. Eng.98(1988) 243249.
22) T. Hirano, T. Murakami, M. Taira, T. Narushima and C. Ouchi:ISIJ Int.
47(2007) 745752.
23) T. Hirano, T. Murakami, T. Narushima and C. Ouchi: ISIJ Int. 47
(2007) 10421049.
24) C. S. Smith: Trans. AIME175(1948) 1551.
25) T. Nishizawa, I. Ohnuma and K. Ishida: Mater. Trans.38(1997) 950 956.
26) C. Wagner: Z. Elektrochem.65(1961) 581591. K. Ueda, S. Nakaoka and T. Narushima