Macro-Segregation and Microstructural Characteristics in Rheo-Diecasting
of a High Strength Al
4.8 mass
%
Si
0.7 mass
%
Mg Alloy
Byoung-Hee Choi, Young-Soo Jang, Byung-Geun Kang and Chun-Pyo Hong
+Department of Materials Science and Engineering, Yonsei University, 134 Shinchon-dong, Seodaemun-ku, Seoul 120-749, Korea
Rheo-diecasting with electro-magnetic stirring has been carried out to investigate macro-segregation and microstructural characteristics of
a high strength AlSiMg alloy under various process conditions. The amount of initial heterogeneous nucleation and the degree of temperature
uniformity in the slurry are dependent on the superheat of the melt at pouring into the slurry making vessel. The formation of macro-segregation
in rheo-diecasting was closely related to the microstructural characteristics of semi-solid slurries. Slurries which havefine and globular¡-Al
particles prevent the formation of macro-segregation throughout the rheo-diecast specimens. However, coarse and non-globular¡-Al particles
result in the formation of macro-segregation, leading to a non-uniform hardness distribution, dependent on the thickness of the product. Various casting process parameters were examined to prevent the formation of macro-segregation, and the optimal ranges of the process conditions for
rheo-diecasting were determined as follows: the injection velocity of 0.31.0 m·s¹1and the mold temperature above 150°C.
[doi:10.2320/matertrans.M2014041]
(Received February 7, 2014; Accepted March 27, 2014; Published May 25, 2014)
Keywords: rheo-diecasting, macro-segregation, process parameter, hardness, superheat
1. Introduction
In recent decades, the need to improve the product quality in automotive industries has become imperative and led to the
development of microstructural modification through novel
casting processes.1) High-pressure diecasting (HPDC) has
been widely used to manufacture many automotive
compo-nents due to its high productivity and economic benefits.
However, there are some limitations in using this process to achieve high mechanical performance because of porosity
defects resulting from turbulent die filling and shrinkage
defects in thick-walled parts.2) The rheo-diecasting process
represents an alternative method for the fabrication of
high-strength aluminum products.3,4) In rheo-diecasting,
inner defects can be effectively eliminated due to the laminar feeding pattern and low gas content in semi-solid slurries, so blister defects do not occur during the T6 heat treatment. Recently, rheo-diecasting was successfully adopted to the
manufacturing of engine blocks and suspension arms.5,6)
For practical application of rheo-diecasting, a uniform mechanical property of complex near-net-shaped products is one of the most important aspects to be considered. In order to ensure the quality of the complicated products, it is essential to have a uniform microstructure without the formation of macro-segregation throughout the products. In recent research, the formation of segregation in various
casting methods was reported.79)Most studies have focused
on the microscopic segregation of the alloying elements or the formation of share band segregation in normal
solid-ification processes,1013) whereas no studies have been
reported on the formation of macro-segregation in rheo-diecasting of Al-alloys.
In order to obtain high-quality rheo-diecasting products,
the following two conditions must be satisfied: (1) proper
alloy design for rheo-diecasting process and (2) optimization of slurry-making conditions and rheo-diecasting process parameters without having casting defects such as pore,
misrun and macro-segregation. New alloys based on the Al
SiMg system for rheo-diecasting with high mechanical
properties were developed.14,15) The characteristics of the
slurry during the feeding process in the mold cavity and the mechanical properties of the rheo-diecast products depend on the quality of semi-solid slurries, which is determined by the
size and uniformity of globular ¡-Al particles.16)
In this study, the main goal is to investigate the effects of the slurry-making and rheo-diecasting process conditions on the formation of macro-segregation in thin and thick wall parts. Optimization of the slurry making conditions was carried out through cooling curve experiments and micro-structural observations with various superheats of the melt at pouring and various solid fractions of slurries. Process parameters for rheo-diecasting were optimized with various injection velocities and mold temperatures. Hardness was measured at various thicknesses of rheo-diecast products.
2. Experimental Procedure
The chemical composition of the alloy used in the present study is shown in Table 1. In order to evaluate the exact temperatures corresponded with the solid fractions of the alloy from 0.0 to 0.5, the solid fraction-temperature relation-ship of the alloy was calculated, as shown in Fig. 1. The solid fraction in the present study was calculated by thermo-calc. which is based on the Scheil’s equation. However, in the
rheo-casting process, the actual solidification of the alloy was
proceeded at the non-equilibrium state. In order to validate the simulated data, the cooling curve experiment was carried out, and the results of the liquid and solidus temperatures show almost similar tendency with the calculated values. The
Table 1 Chemical composition of the alloy used in the present study
(mass%).
Composition Si Mg Cu Fe Mn Zn Ti Al
4.8 0.7 0.5 0.15 0.1 0.3 0.05 Bal.
+Corresponding author, E-mail: neochaosmos@gmail.com
alloy was melted and degassed at 700°C using a chemical
tablet (N2). Before the slurry-making, the molten liquid of the
alloy was kept at 700«5°C for 30 min after degassing.
The schematic drawings of the rheo-diecasting system integrated with the slurry making system by electromagnetic (EM) stirring and HPDC used in the present study are illustrated in Fig. 2(a). The slurry making vessel made of stainless steel was used: 60 mm in diameter and 130 mm in length. The melt was poured into the slurry making vessel at various pouring temperatures from 625 to 670°C which have different superheats from 0 to 45°C. The EM stirring was
carried out within 10 s from the pouring stage into the slurry making vessel. The EM stirring was adjusted with 10 A input AC current and 60 Hz frequency, and the electromagnetic
field was induced at 0.03 tesla. The EM stirring was only
activated in the liquid state, not in the mushy zone. Thus, the
EM stirring improves heterogeneous nucleation of ¡-Al
particles and does not affect the growth of¡-Al particles in
the mushy state. Heterogeneous nuclei of¡-Al particles are
generated in the inner vessel by the wall nucleation effect at
an early stage of solidification. During the cooling stage in a
slurry-making vessel, uniform distributions of the
temper-ature and solute fields in the slurries are successfully
generated by EM stirring, resulting in the growth of ¡-Al
particles into a globular form. The semi-solid slurry was taken out of the slurry making vessel at various solid fractions from 0.2 to 0.5 and rheo-diecasting was carried out using a 85-ton high pressure diecasting machine. The mold and sleeve temperatures were changed from 15 to 250°C using a heating system and the injection velocity of the
plunger was controlled from 0.1 to 3.5 m·s¹1for optimizing
the casting process parameters. To evaluate the formation of macro-segregation according to the thickness of the products, rheo-diecasting using a step-shaped mold which has various thicknesses from 2 to 10 mm was carried out. The schematic drawing of the step-shaped mold is shown in Fig. 2(b).
In order to observe the microstructures of the rheo-diecast specimens, the samples were polished with SiC paper and cloth with a 0.04 µm diamond suspension and etched in the Keller’s etchant. The microstructure was observed at the center position of the rheo-diecast specimen. To estimate the microstructural characteristics and macro-segregation in the rheo-diecast specimens, quantitative microstructural analysis using an optical microscope and an image analyzer were carried out, and the results were evaluated with various superheats of the melt and solid fractions. Hardness was measured after the T6 heat treatment using a Vickers hardness tester in various thicknesses of the specimens produced by rheo-diecasting. The T6 heat treatment con-ditions were set at a solid solution treatment of 520°C for 6 h and an aging treatment of 160°C for 5 h.
3. Results and Discussions
3.1 Microstructural characteristics of semi-solid slurry
In rheo-diecasting, microstructural characteristics such as
the size, shape and density of ¡-Al particles are closely
related to the quality of semi-solid slurries.17) A thermal
analysis of liquid metal using a cooling curve experiment can
be used for evaluating the nucleation and growth of ¡-Al
primary particles during solidification of an alloy. In the
present study, the superheat of the melt at pouring into a slurry making vessel was changed to evaluate the amount of
heterogeneous nucleation of ¡-Al particles and to obtain
high-quality semi-solid slurries.
Figure 3 indicates the typical temperature-time curve from the cooling experiment during slurry making stage. The superheat of the melt at pouring, referred to as¦Tsupheat, is the temperature difference between the pouring temperature and the liquidus temperature of the alloy. The recalescence temperature which is caused by the latent heat of
solid-1.0
0.8
0.6
0.4
0.2
0
630 610 590 570 550 530 Solid
fraction Temp.
(°C) 0.0 625 0.1 623 0.2 619 0.3 614 0.4 608 0.5 599
Temperature, T/°C
Solid fraction,
fs
Fig. 1 The calculated solid fractionversustemperature curve of the present
alloy.
Holding furnace
Auto controlled robot
(a)
Slurry making system Slurry making vessel
(b)
10 80
6 4 2 135
35
55 20
10
( unit: mm )
Fig. 2 Schematic drawings of the experimental system for rheo-diecasting:
[image:2.595.63.276.68.237.2] [image:2.595.65.276.288.590.2]ification, referred to as ¦TRsur, was measured in order to estimate the amount of heterogeneous nucleation in the early
stage of solidification. The temperature difference between
the center and the bottom surface of the slurry, indicated as
¦Tsur-cen, was also measured for the evaluation of the
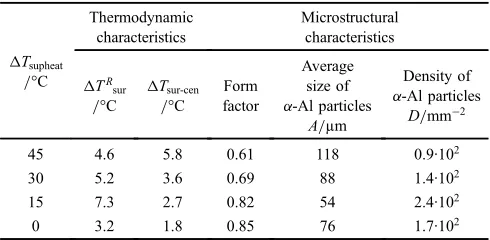
temperature uniformity of the slurries. Figure 4 shows the typical microstructures of water quenched slurries obtained under various superheats. The quenching temperature of the slurries into water was set at 608°C with the solid fraction of 0.4 to observe slurry microstructures under the same solid fraction. To evaluate the microstructural morphology of the slurries quantitatively, the parameters such as the particle size
and the form factor, referred to respectively asDandF, were
adopted using the following equations:5) D=4A/³ and
F=p2/4³A, whereAandpare the area and the perimeter of
¡-Al particles, respectively. The results of thermodynamic
and microstructural analysis are summarized in Table 2. In the cases of the superheats of the melt at pouring from
15 to 45°C, the value of ¦TR
surincreases as the superheat
decreases. In the case of superheat of 0°C, the melt was cooled down to the liquidus temperature in the hot ladle.
Thus a few number of¡-Al nuclei could be formed because
of small supercooling for heterogeneous nucleation, leading
to the decreases of ¦TRsur. It should be noted that
heterogeneous nucleation can be effectively accelerated by the large amount of supercooling created from the contact of the melt with the vessel wall at the pouring stage. Moreover, this can only occur when the pouring temperature is higher than the liquidus temperature of the alloy. The value of
¦Tsur-cen decreases as the superheat decreases. In the
micro-structural analysis, uniform and globular ¡-Al particles with
an average size of 54 µm were obtained at the superheat
of 15°C. As the superheat increases, coarsening of ¡-Al
particles occurs. The particle density reaches the highest value at the superheat of 15°C and decreases as the superheat increases. When the superheat of the melt at pouring was
0°C, the size of ¡-Al particles increased and the density
decreased compared to those with the superheat of 15°C. In order to evaluate the relationship between the thermal characteristics and the microstructural characteristics of the slurries, the results of microstructural and thermal analyses of ¦TR
sur and ¦Tsur-cen at various superheats are indicated in
Fig. 5. When the superheat was 15°C, thefinest and densest
¡-Al particles were formed. Moreover, the size of the ¡-Al
particles increases and the density decreases as the superheat
Center region Surface region
ΔTsur-cen
0 10 20 30 40 50 665
650
635
620
605
590
T
emperature,
T
/
°
C
ΔTR sur
TL=625°C
Time, t / s
ΔTsupheat
Tpour
Tsur Thermocouple positions
Tcen
φ60
130mm
2mm
Fig. 3 Typical temperature-time curve obtained by the cooling curve experiment during slurry making.Tpouris the pouring temperature
into the slurry making vessel,TLis the liquidus temperature of the present alloy,¦Tsupheatis the superheat which is the temperature
difference betweenTpourandTL,¦TRsuris the amount of recalescence in the surface position, and¦Tsur-cenis the temperature difference between the surface and the center positions of the slurry.
100μm
100μm 100μm
100μm
(a) (b)
(c) (d)
Fig. 4 Typical microstructures of slurries obtained by water quenching
[image:3.595.141.458.72.237.2]with various superheats: (a) 45°C, (b) 30°C (c) 15°C, and (d) 0°C.
Table 2 Quantitative analysis of thermodynamic and microstructural
characteristics with various superheats at pouring into the slurry making vessel.
¦Tsupheat
/°C
Thermodynamic characteristics
Microstructural characteristics
¦TR
sur
/°C
¦Tsur-cen
/°C
Form factor
Average size of ¡-Al particles
A/µm
Density of ¡-Al particles
D/mm¹2
45 4.6 5.8 0.61 118 0.9·102
30 5.2 3.6 0.69 88 1.4·102
15 7.3 2.7 0.82 54 2.4·102
[image:3.595.47.289.304.490.2] [image:3.595.305.550.340.460.2]decreases or increases from 15°C, as shown in Fig. 5(a). These changes in the particle size and density with the superheat of the melt at pouring are similar to the change of ¦TR
surin the thermal analyses, which is related to the amount
of heterogeneous nucleation. Furthermore, the form factor decreases as the superheat increases, which shows a similar
curve that is inversely proportional to ¦Tsur-cen, as shown in
Fig. 5(b). This suggests that the shapes of the¡-Al particles
are closely related to the temperature difference within the
slurries; it is considered that the¡-Al particles can grow in a
globular form as the temperature distribution of the slurries becomes uniform.
3.2 Effects of slurry quality on formation of macro-segregation
For the rheo-diecasting of complex shaped product which has thick and thin wall parts, uniform microstructure without the formation of macro-segregation is important to obtain
high quality offinal casting products. In order to investigate
the formation of macro-segregation, rheo-diecasting using a step-shaped mold with various thicknesses of 10, 6, 4, and 2 mm, which is illustrated in Fig. 2(b), was carried out with two melt superheats of 15 and 45°C. The solid fraction of slurries was held at 0.4, and the mold temperature and the injection velocity of rheo-diecasting were set at 150°C and
0.5 m·s¹1, respectively. The typical microstructures obtained
are shown in Fig. 6. The non-uniform flow pattern was
created during the injection of the slurry into the die cavity.
The formation of the macro-segregation was arose when the
remained liquid of the slurry was squeezed between solidified
¡-Al particles. When the superheat was 15°C, the flow
pattern of the slurry showed smooth and laminar flow
characteristics due to the fine and uniform ¡-Al particles.
Thus, uniform distribution of ¡-Al particles was obtained
throughout the specimen without the formation of macro-segregation. However, in the case of the superheat of 45°C, as the thickness of the products decreases, the formation of
the macro-segregation increases due to the irregular flow
pattern at the thin section created by the interruption of coarse
and non-uniform ¡-Al particles.
The effects of the superheat on the volume fraction of¡-Al
particles with various thicknesses of the specimen were examined for various superheats ranging from 15 to 45°C,
and the results are shown in Fig. 7(a). The fraction of ¡-Al
particles decreased as the thickness of the specimen decreas-ed for all superheats, and this tendency shows the minimum at a superheat of 15°C. As described in the previous section,
fine and globular ¡-Al particles can be obtained by a large
amount of initial heterogeneous nucleation (high¦TRsur) and
high temperature uniformity of the slurries (low ¦Tsur-cen).
Therefore, a large¦TRsur/¦Tsur-cenvalue implies the creation
of high-quality semi-solid slurries with fine and globular
microstructures. In order to investigate the correlation between the quality of the slurry and the formation of
macro-segregation, the differences in the fraction of ¡-Al
particles throughout the specimens with various ¦TRsur/
0.9
0.8
0.7
0.6
F
o
rm f
actor
Form factor
6
5
4
3
2
1
ΔTsur-cen
T
emperature dif
ference
in the slurry ,
Δ
Tsur
-cen
/
°
C
Superheat at pouring stage into slurry vessel ,ΔTsupheat/°C 0 15 30 45 125
115
105
95
85
75
65
55
45
2.5
2.0
1.5
1.0
0.5
P
article density
( count x 10
2/ mm 2)
P
article size (
μ
m)
Particle density Particle size
ΔTR sur
8
7
6
5
4
3
Recalescence temperature,
Δ
T
Rsur
/
°
C (a) (b)
Superheat at pouring stage into slurry vessel ,ΔTsupheat/°C 0 15 30 45
Fig. 5 Effects of superheat of the melt at pouring on the thermal and microstructural characteristics: (a) particle size, density and¦TR
sur and (b) form factor and¦Tsur-cen.
Thickness of rheo-diecast specimens (mm)
10 6 4 2
Superheat at pouring
,
Δ
Tsupheat
/
°
C
45
15
200μm
200μm
200μm
200μm
200μm
200μm
200μm
200μm
[image:4.595.126.473.72.204.2] [image:4.595.107.490.255.405.2]¦Tsur-cen values corresponding to the superheat of the melt at pouring were examined, and the results are shown in Fig. 7(b). As the¦TRsur/¦T
sur-cenvalue increases, the
differ-ence in the fraction of ¡-Al particles becomes smaller. This
confirmed that high-quality semi-solid slurries with large
amounts of initial heterogeneous nucleation and high
temperature uniformity can lead not only tofine and globular
¡-Al particles, but also to a uniform microstructure without
macro-segregation.
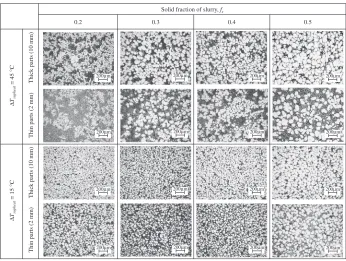
In the semi-solid forming process, the microstructural characteristics offinal products is largely affected by the solid
fraction of the slurry.18,19) In order to analyze the effects of
solid fraction on the formation of macro-segregation, the microstructures of the parts with the specimen thicknesses of 10 mm and 2 mm were observed for various solid fractions from 0.2 to 0.5. Two superheats of 15 and 45°C are used and the results are shown in Fig. 8. At the superheat of 45°C, the
fraction of ¡-Al particles decreases with a decrease of the
specimen thickness from 10 to 2 mm, especially at the solid
fraction of 0.2. However, at the superheat of 15°C,fine and
globular ¡-Al particles were uniformly distributed for all
solid fractions. The differences in the fraction of ¡-Al
particles between the parts of 10 and 2 mm were analyzed, and the results are shown in Fig. 9. In the case of the
superheat of 45°C, the difference in the fraction of ¡-Al
particles exhibits the largest value at the low solid fraction of
0.2, due to the non-globular ¡-Al particles. However, at the
low superheat of 15°C, the differences in the fraction of¡-Al
particles are smaller than those at the superheat of 45°C for all solid fractions.
3.3 Mechanical property and process optimization
In rheo-diecasting, uniformity of mechanical performance is an important factor to ensure high product reliability. In order to investigate the effect of macro-segregation and microstructure on mechanical properties of rheo-diecasting products, hardness was measured under two superheat conditions at various thicknesses of products as described in Fig. 8, and the results are shown in Fig. 10. In the case of the superheat of 45°C, at which the formation of
macro-Specimen thickness (mm) 10 8 6 4 2 90
80
70
60
50
V
o
lume fraction of
α
-Al phase (%)
Δ Tsupheat= 15 °C
ΔTR sur/ΔTsur-cen 30
20
10
0
Dif
ference in v
o
lume fraction
of
α
-Al phase (%)
(a) (b)
0 0.5 1.0 1.5 2.0 2.5 3.0 Δ Tsupheat= 30 °C
Δ Tsupheat= 45 °C
Fig. 7 (a) The effect of superheat at pouring on the volume fraction of primary¡-Al phase for various specimen thicknesses and (b) the
effect of thermal characteristics on the formation of macro-segregation.
Solid fraction of slurry, fs
0.2 0.3 0.4 0.5
Δ
Tsupheat
= 45
°
C
Thick parts (10 mm)
Thin parts (2 mm)
Δ
Tsupheat
= 15
°
C
Thick parts (10 mm)
Thin parts (2 mm) 200μm
200μm 200μm 200μm
200μm 200μm 200μm 200μm
200μm 200μm 200μm 200μm
200μm 200μm 200μm 200μm
[image:5.595.129.467.72.195.2] [image:5.595.125.471.241.502.2]segregation occurs, the hardness value was non-uniformly distributed throughout the specimen for various solid fractions from 0.2 to 0.5, as shown in Fig. 10(a). In the case
of the superheat of 15°C, at which fine and uniformly
distributed ¡-Al particles arise, a uniform distribution of
hardness was obtained, as shown in Fig. 10(b). In the solid
fraction ranges of 0.30.4, the hardness value was highest
with a uniform distribution. It is to be noted that high-quality
semi-solid slurries with fine and uniform globular ¡-Al
particles play a key role in preventing the formation of macro-segregation, leading to the uniformity of the mechani-cal properties of rheo-diecasting products.
The quality of semi-solid products is largely affected by the process parameters such as the mold temperature and the
injection velocity.20) In order to investigate the effects of
these parameters on the formation of casting defects such as misrun, porosity, and macro-segregation, rheo-diecasting was
carried out at various mold temperatures in the range of 15
250°C and at injection velocities in the range of 0.1
3.5 m·s¹1. The optimization of process parameters by try-out
experiments prior to mass production was introduced to prevent the casting defects, such as pore, mis-run, and macro-segregation. In the present study, macro-segregation is considered to occur when the maximum difference in volume
fraction of ¡-Al phase in the specimen is larger than 10%.
The superheat of the melt at pouring was maintained at 15°C, and the solid fraction of the slurry was set to 0.4. The
differences in the volume fraction of ¡-Al particles between
the parts of 10 and 2 mm were analyzed and the results are
shown in Fig. 11. Casting defects such as misrun and
porosity were also indicated in thefigure. When the injection
velocity exceeded 1.5 m·s¹1, porosity defects resulting from
the turbulent diefilling in the mold cavity were found in the
thick-wall parts of the products. When the injection velocity
was below 0.3 m·s¹1 or the mold temperature was below
150°C, misrun defect and the formation of macro-segregation were found because of the lack of castability. As a consequence, when the injection velocity and the mold
temperature were appropriately controlled for
rheo-diecasting, in the range of 0.31.0 m·s¹1 and above 150°C,
respectively, uniform microstructures throughout the speci-mens without the formation of casting defects were obtained.
4. Concluding Remarks
In this study, a rheo-diecasting method coupled with EM stirring was applied to investigate the macro-segregation
behavior and microstructural evolution of a high strength Al
SiMg based alloy under various process conditions. The
main results are summarized as follows:
(1) The particle size and density of ¡-Al particles are
greatly affected by the recalescence temperature at the initial solidification stage (¦TRsur), and the shape of
¡-Al particles is related to the temperature differences
within the slurries (¦Tsur-cen). These two
thermody-namic characteristics are dependent on the superheat of the melt at pouring into the slurry making vessel. The appropriate slurry-making condition for rheo-diecasting 6 mm
2 mm 4 mm
10 mm 150
140
130
120
110
0
0.2 0.3 0.4 0.5 0.2 0.3 0.4 0.5
Solid fraction, fs Solid fraction, fs
Hardness (HV)
(a) 150 (b)
140
130
120
110
0
[image:6.595.67.275.71.220.2]Hardness (HV)
Fig. 10 The effects of superheat at pouring on hardness with various solid fractions and specimen thicknesses: (a) 45°C and (b) 15°C.
0 ~ 10.0 % 10.0 ~ 20.0 % 20.0 ~ %
Mis-run Porosity included
0.1 0.3 0.5 1.0 1.5 3.5
Injection velocity, Vinj/ m/s
250
200
150
100
50
0
Mold and slee
v
e temperature,
Tmold
/
°
C Difference in volume
fraction of α-Al phase (%)
[image:6.595.305.548.75.205.2]Defects Suitable processing window
Fig. 11 Optimization of the process parameters for preventing the
formation of macro-segregation and casting defects.
40
30
20
10
0
0.2 0.3 0.4 0.5
Solid fraction, fs
Dif
ference in
v
o
lume
fraction
of
α
-Al phase (%)
ΔTsupheat= 15 °C
ΔTsupheat= 45 °C
Fig. 9 The effect of superheat at pouring on the formation of
[image:6.595.128.471.271.399.2]was obtained at a superheat of 15°C. When the superheat was higher than 15°C, coarse and
non-globular ¡-Al particles were found.
(2) It was found that the formation of macro-segregation in rheo-diecasting is closely related to the microstructural
characteristics of semi-solid slurries. Slurries with fine
and globular ¡-Al particles lead to uniform
solid-ification microstructures throughout the rheo-diecast
specimens. However, coarse and non-globular ¡-Al
particles result in the formation of macro-segregation. (3) The uniformity of the mechanical properties was highly
affected by the formation of macro-segregation. Upon the formation of macro-segregation, the hardness value was not uniform and dependent on the thickness of the
products. With the optimum slurry which has fine and
uniformly distributed globular ¡-Al particles, uniform
hardness distribution was obtained throughout the products.
(4) The optimum process parameters for rheo-diecasting without casting defects were as follows: the injection
velocity in the range of 0.31.0 m·s¹1 and the mold
temperature greater than 150°C. With inadequate process parameters, casting defects such as pores, misrun, and macro-segregation were generated.
REFERENCES
1) J. R. Davis:Aluminum and Aluminum Alloys, (ASM international, OH,
USA, 1993) pp. 311.
2) R. N. Lumley, R. G. Odonnell, D. R. Gunasegaram and M. Givord:
Metall. Mater. Trans. A38(2007) 25642574.
3) M. C. Flemings: Metall. Sci. Technol.18(2000) 34.
4) H. Kirkwood:Int. Mater. Rev.39(1994) 173189.
5) J. G. Sim, Y. S. Jang, J. Y. Moon, J. M. Kim, K. H. Min and C. P. Hong:
ISIJ Int.49(2009) 17001709.
6) B. H. Choi, Y. S. Jang, J. G. Sim, H. S. Kim and C. P. Hong:ISIJ Int.
53(2013) 502510.
7) P. Ashtari and K. Gatenby:Scr. Mater.57(2007) 627630.
8) B. S. Lee, D. H. Joo and M. H. Kim:Mater. Sci. Eng. A402(2005)
170176.
9) A. Halvaee and A. Talebi:J. Mater. Process. Technol.118(2001) 122
126.
10) S. Nafisi and R. Ghomashchi:Mater. Sci. Eng. A437(2006) 388395.
11) B. Meylan, S. Terzi, C. M. Gourlay, M. Suery and A. K. Dahle:Scr.
Mater.63(2010) 11851188.
12) M. Bladh, M. Wessen and A. k. Dahle:Trans. Nonferrous Met. Soc.
China20(2010) 17491755.
13) S. G. Lee, G. R. Patel and A. M. Gokhale:Mater. Charact.55(2005)
219224.
14) J. B. Patel, Y. Q. Liu, G. Shao and Z. Fan: Mater. Sci. Eng. A476
(2008) 341349.
15) K. S. Park, Y. S. Jang, B. H. Choi, B. K. Kang, H. S. Kim, S. H. Choi
and C. P. Hong:J. Korea Foundary Soc.32(2012) 98103.
16) J. M. Kim, J. G. Sim, J. Y. Moon, M. S. Kim, K. M. Yoon, Y. J. Ko, J. D. Lim and C. P. Hong: Proc. 9th Int. Conf. on Semi-solid Processing of Alloys and Composites, (Trans Tech Publication Ltd., 2006) pp. 128132.
17) J. G. Sim, B. H. Choi, Y. S. Jang, J. M. Kim and C. P. Hong:ISIJ Int.
50(2010) 11651174.
18) Y. Murakami, N. Omura, M. Li, T. Tamura and K. Miwa:Mater. Trans.
53(2012) 10941099.
19) B. K. Dhindaw, L. Kumar, N. C. A. Alkarkhi and H. Fredriksson:
Mater. Sci. Eng. A413414(2005) 156164.
20) J. Yanagimoto, J. Tan, S. Sugiyama and Y. Meng:Mater. Trans.54