Abstract—Web tension/speed control is a very important issue
to web handling machines. In this paper, an adaptive sliding mode (ASM) control strategy is proposed for winding process control. It aims to force system state to move to and maintain on the defined sliding surface without fluctuation. An embedded neural fuzzy approximator is developed to improve the transient response and enhance web tension control; an A-function is suggested to improve control operation stability; and the controller’s convergence is improved by a hybrid training algorithm. The effectiveness of the developed ASM control is verified by experimental tests. Test results show that the developed ASM can provide stable control operations and outperforms the classical SM control; it can effectively suppress tension and speed fluctuations and adaptively accommodate for system uncertainty.
Index Term— Web tension control, sliding mode control,
neural fuzzy approximator, winding/unwinding systems.
I. INTRODUCTION
The web refers to a material, which is in continuous and flexible strip form and its thickness is much less than its length and width, such as paper, plastic film, textile, tape and metal plate. Web handling systems are commonly used in industries such as printing, pulp and paper, steel mills, and textile. Fig. 1 shows an example of a multistage printing machine, which is a complicated, high-speed, and very expensive piece of equipment. The web is fed from an unwinding roll, transmitted though a series of intermediate units, and usually accumulated unto a winding roll. Web tension may vary from one span to another due to imperfections such as rotation non-synch among the drive motors, vibration, and defects in mechanical and electrical drives [1]. Excessive tension variations in web materials will degrade the production quality with excessive rotation synch errors such as doubling [2,3]. Correspondingly winding process control is a very important issue in web handling facilities to improve production quality, productivity, and reliability [4].
Several control strategies have been studied for winding systems, such as the decentralized control [5], observer-based feedback control [6], noninteracting force control [7], robust control [8,9], and H∞ control [10]. However, the classical
This work was supported in part by Natural Sciences and Engineering Research Council of Canada (NSERC), and eMech Systems Inc. Hewen L. Lee is with Control Engineering, Lakehead University, Thunder
Bay, ON, P7B 5E1, Canada
Wilson Wang is with Mechanical Engineering, Lakehead University, Thunder Bay, Ontario, P7B 5E1, Canada (phone: 807-766-7174; e-mail:
control systems usually lack adaptive capability in dealing with nonlinearity associated with reasons such as operation disturbance, parameter variations, and sudden changes in system dynamics such as just after repairs and maintenance. Disturbance arises from various sources in a multi-stage web handling system, such as upstream tension fluctuations and web speed variations. Furthermore, line speed variations will also have a strong influence on web tension control.
Fig. 1. An example of a multi-stage printing machine.
Sliding mode (SM) control is one of the well-accepted techniques for nonlinear system manipulation, which performs discontinuous control actions to force the system states to reach and maintain on the defined sliding surface [11]. SM control is usually fast in error convergence and insensitive to bounded input disturbances, nonlinearities and uncertain dynamics. Several SM-related techniques have been proposed in literature for system control, for example, SM plus fuzzy control and SM with command input shaping control [12,13]. For high-precision control with asymptotical stability, the convergence of SM and terminal sliding mode (TSM) control will become slow when system state is close to the origin or far away from the origin. The fast TSM integrates the SM and TSM controls where the terminal attractor can bring a relatively fast convergence rate when the state is near the equilibrium [14]; however, when the state is approaching the origin, the derivative of convergence speed becomes very large (or even infinity), and the corresponding control signal will become too large to implement properly in many real applications.
Intelligent control based on softcomputing tools such as neural networks and fuzzy logic has been applied for web tension control [15,16]. A neural fuzzy (NF) paradigm is a synergetic system, in which fuzzy logic provides the linguistic
Adaptive Slide Mode Control of Multistage
Printing Systems
control reasoning architecture whereas the control system (i.e., structure and/or parameters) is updated by neural network-based training algorithms. It has shown that a NF scheme can approximate a continuous function to any accuracy as long as sufficient fuzzy rules or hidden neurons are used [17]. Recently the fast TSM is incorporated into the gradient method to improve convergence speed [18,19]; in operation, however, some problems arise such as no sufficiently small sampling time or adequately large tolerance for proper system implementation.
To overcome the aforementioned problems, a novel adaptive SM (ASM) control strategy is developed in this paper for adaptive tension control. An A-function, instead of the terminal attractor in the fast TSM control, is proposed to improve control stability; a NF approximator is suggested to model and compensate for nonlinear system functions; and the ASM controller convergence both nearby and far away from the origin is improved by using a hybrid training strategy.
The remainder of the paper is organized as follows: The proposed ASM control system including system models, NF approximator, SM implementation and system training is discussed in Section II. The effectiveness of the proposed ASM technique is verified experimentally in Section III and some conclusion remarks are summarized in Section IV.
II. THE ADAPTIVE SLIDING MODE CONTROL
A.Overview
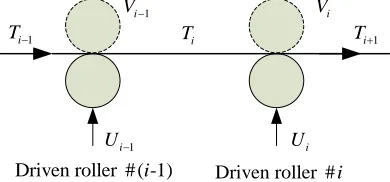
In active tension control, the desired web line speed and tension are achieved by controlling the rotation speed of driving motors. Fig. 2 illustrates a typical web span with active tension control.
1 i
T Ti Ti1
1 i
V Vi
Driven roller # ( -1)i Driven roller #i
1 i
U Ui
Fig. 2. An illustration of active web tension control.
If Ti represents the change to the tension of the ith web
span and Vi denotes the change of the surface tangential
velocity of the ith driven roller [2], the dynamic equations of the web system can be represented by
0 ( 1)0
1
1
i i
i i i
i i i i
i i
v
v aE aE
T T V V T
L L L L
(1)
2 2
1
i i i
i i i mi i
i i i i
i f i
B
R R R
V T V T K I
J J J J
(2)
where
Ii : Change to current input of the ith driving motor (A);
vi0 : Steady-state operating tangential velocity of the ith driven
roller (m/s);
Li : Length of the ith web span between two driven rollers (m);
a : Cross-sectional area of the web material (m2);
E : Young’s modulus of the web material (GPa);
Bf i : Viscous friction coefficient of the ith roller bearing
(Nms/rad);
Km i : Toque constant of the ith driving motor (Nm/A);
Ri : Radius of the ith driven roller (m);
Ji : Moment of inertia of the ith driven roller (kgm
2
).
The control inputs will be the web tension variation and web line speed variation, and the controller output will be current variation to the drive/driven motor.
The SM control is a discrete-time control process, which has limited switching speed of the switching item sign(•). In the developed ASM, the switching control item will be replaced by an NF approximator. Thus the control errors can be properly compensated by the adaptive modeling mechanism of the NF approximator and the related optimization (training) operations. In addition, the web tension fluctuation can be further suppressed by the NF approximator to make and maintain the state on the defined sliding surface.
B.The NF Approximator
Firstly, a NF approximator is developed to model nonlinear continuous system functions. Its network architecture is shown in Fig. 3.
Layer 1 Layer 2 Layer 3 Layer 4
π
π
π
π
π
π
π
π
π
∑
x
) ( ˆx
f z
Fig. 3. The architecture of the NF system.
It is a four-layer network scheme. Layers 1 and 2 constitute the antecedent part, and layers 3 and 4 correspond to the consequent part. The links have unity weights unless specified. Layer 1 is the input layer with inputs xand z, where
x represents the tension variation over a general web span (e.g., Ti over the ith web span), and z represents the variation
of the surface tangential velocity of a general driven roller (e.g., Vi for the ith driven roller). These inputs are fuzzified in
defuzzification and output layer. The output fˆ(x) is the
approximation of the system function.
The parameters in the NF scheme will be optimized using a hybrid training algorithm, which will be discussed in Subsection D.
C. The ASM Control
The sliding surface of the proposed ASM controller is defined as
S1x4c2(x2)c3A(x2) (3)
An A-function is defined for the purpose of speeding up convergence:
0 )] ( exp[ 1
1
0 0
0 )] ( exp[ 1
1
) (
x if x
x if
x if x
x A
(4)
where
0and
0are constants.As a comparison, the sliding surface of the classical SM control is represented as
S2 x4 c2(x2) (5)
Consider the following simple nonlinear system:
x f(x)u (6)
where f(x)L is an unknown but L bounded continuous
function; uR is the control input of the system. A sliding mode of the ASM control is chosen as:
x1x1A(x) (7)
where 1and 1 are constants. The corresponding control law
is designed as
ufˆ(x)1x1A(x) (8)
where fˆ(x)is the NF approximator used to compensate for
the uncertain nonlinearity (system function). The other items in Eq. (8) aim at achieving a faster sliding mode for system stabilization and convergence improvement. Then the closed-loop system becomes
x f(x) fˆ(x)1x1A(x)
~f(x)1x1A(x) (9)
where ~f(x) f(x) fˆ(x)is the NF approximation error.
Since the NF approximator can converge to an optimal approximation [1,3], the unknown function can be approximated properly. Fig. 4 shows an example of
) (x A
y and yxwhen
=15 and
= 0.5.-1.5 -1 -0.5 0 0.5 1 1.5
-2 -1 0 1 2
x
y
-1.50 -1 -0.5 0 0.5 1 1.5
1 2 3 4
x
y
-1.5 -1 -0.5 0 0.5 1 1.5
-2 -1 0 1 2
x
y
-1.50 -1 -0.5 0 0.5 1 1.5
1 2 3 4
x
y
Fig. 4. (a) Graph of y=A(x) (dashed line) and y = x (solid line). (b) Graph of function dA(x) / dx
By some investigation, it has been found that, for terminal attractor, when system state is very close to the origin, strong control action variation is generated, which may cause implementation failure. This problem will be solved using the following close-loop system representation. When the state is very small (e.g.,x(0.2,0.2)) or very large (e.g.,x(,0.8)(0.8,)), the close-loop system will be
described by
x1x (10)
On the other hand, if Eq. (10) is used only as a sliding mode, the state convergence will be slow when the state is over the middle range (e.g.,x(0.8,0.2)(0.2,0.8)). To
solve this problem so as to improve convergence over the middle range, the system can be modeled as
x1A(x). (11)
The accelerating effect of A-function can be demonstrated by its derivative function:
0 ))
( exp( 1
)) ( exp(
0 0
0 ))
( exp( 1
)) ( exp(
) (
2 2
x if υ
x ω
υ x ω
ω if x
x if υ
x ω
υ x ω ω
dx x dA
(12) (a)
It is easy to prove that ( )0
dx x dA
for allxR.
dx x dA( )
is
depicted in Fig. 4(b) for illustration. When x is far away from the origin or very close to the origin, there is no apparent promotion effect on speed improvement. On the other hand,
over the middle range of the error such as
) 8 . 0 , 2 . 0 ( ) 2 . 0 , 8 . 0
( ), the promotion effect becomes
significant. The parameters
and
can be tuned to achieve an optimal promotion.
D. The Hybrid Training Technique
A hybrid training technique is employed in this case to training the NF approximator. Each training epoch takes two runs: in the backward pass, the nonlinear parameters of the NF approximator are updated by a fast gradient algorithm as proposed by the authors’ research team [17]. In the backward pass, the linear parameters of the NF approximator are trained using the LSE method. Since each training epoch consists of two independent learning processes that take different initial conditions, it is possible to escape more local minima in training. Detailed of the related training algorithms and their implementation can be found from [3,17].
III. EVALUATION AND COMPARISON
In order to verify the effectiveness of the developed ASM controller and the related techniques, a comparison study is taken in this section by experimental tests.
A. Experimental Setup
The experimental setup used in this work is shown in Fig. 5, which has been developed by the authors’ research team. It consists of four DC motors and four idler rolls. Each motor can be controlled separately to simulate different drive/load conditions. Eight encoders (2048-lines) are used to measure shaft angular velocity. Tension can be measured by a tension transducer or an alternative spring-link-idler system. In this work, only two DC motors are set up as winding and unwinding rolls, whereas no control actions are provided in the intermediate zone.
The experiments are taken in two parts: tests in the middle stage of a winding process and tests in the starting stage of a winding process. In modeling, the radii of unwinding and wingding rolls can be approximately calculated by
0
2 u
u u
R R h
(13)
0
2 w
w w
R R h
(14)
where Ru0 and Rw0 are the initial radii of unwinding and
winding rolls, respectively; u and w are the integrated
angular displacements of the rolls; and h is the web thickness. Angular displacements are measured by two encoders mounted on the driving shafts of unwinding and winding rolls.
Fig. 5. A web handling experimental setup. (1)-alternative tension measurement system, (2)-winding roll, (3)-DSP board, (4)-idler shaft,
(5)-tension transducer, (6)-unwinding roll, (7)-encoder.
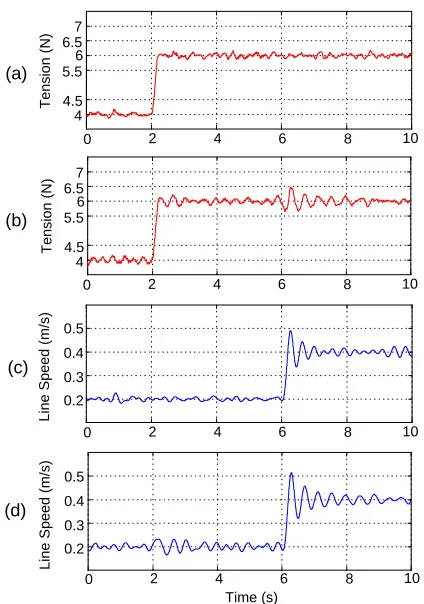
B. Middle Stage Test
(a)
(b)
T
e
n
s
io
n
(
N
)
T
e
n
s
io
n
(
N
)
(c)
(d)
Time (s)
L
in
e
S
p
e
e
d
(
m
/s
)
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
7 6.5 6 5.5
4.5 4
7 6.5 6 5.5
4.5 4
0.25
0.2
0.15
0.1
L
in
e
S
p
e
e
d
(
m
/s
)
0.25
0.2
0.15
0.1
Fig. 6. Middle stage control performance with a low web speed: (a, c)-tension and speed using the ASM controller; (b, d)-tension and speed using the
classical SM controller.
(a)
(b)
Time (s)
(c)
(d)
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
L
in
e
S
p
e
e
d
(
m
/s
)
0.5
0.4
0.3
0.2
L
in
e
S
p
e
e
d
(
m
/s
)
0.5
0.4
0.3
0.2
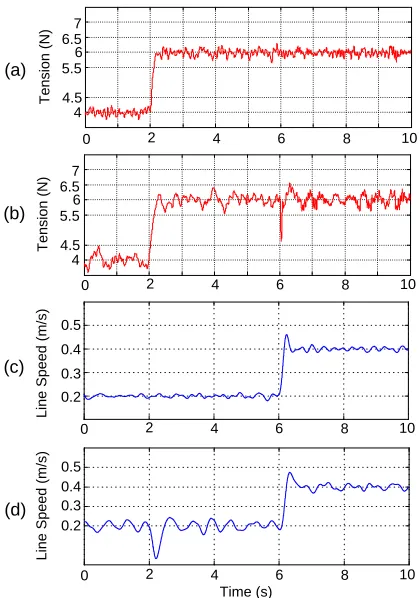
Fig. 6. Middle stage control performance with a high web speed: (a, c)-tension and speed using the ASM controller; (b, d)-tension and speed using the
classical SM controller.
C. Starting Stage Test
In this test, the winding process is running from the starting point, at which the winding roll is web unloaded and the unwinding roll is fully web loaded. Figures 8 and 9 illustrate the test results of web tension control and line speed control by using the related controllers corresponding to low web speed (0.1-0.2 m/s) and a high web speed (0.2-0.4 m/s), respectively. It is seen that the performance of the developed ASM controller is better than the classical SM control. The ASM control can be implemented effectively and operate smoothly. The NF approximator can accommodate for more system uncertainty and provide higher accurate control performance. The hybrid training process can improve system convergence and further enhance transient performance in tension and line speed control.
(a)
(b)
(c)
(d)
Time (s)
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
L
in
e
S
p
e
e
d
(
m
/s
)
0.25
0.2
0.15
0.1
L
in
e
S
p
e
e
d
(
m
/s
)
0.25
0.2
0.15
0.1
Fig. 6. Starting stage control performance with a low web speed: (a, c)-tension and speed using the ASM controller; (b, d)-tension and speed using the
(c)
(d)
L
in
e
S
p
e
e
d
(
m
/s
)
Time (s)
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
0 2 4 6 8 10
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
T
e
n
s
io
n
(
N
) 7
6.5 6 5.5
4.5 4
L
in
e
S
p
e
e
d
(
m
/s
)
0.5
0.4
0.3
0.2
0.5 0.4 0.3 0.2
(b) (a)
Fig. 6. Starting stage control performance with a high web speed: (a, c)-tension and speed using the ASM controller; (b, d)-c)-tension and speed using
the classical SM controller.
IV. CONCLUSION
An adaptive sliding mode, ASM, control technique is developed in this paper for web handling system control. A neural fuzzy approximator is proposed to adaptively model system’s nonlinear characteristics and to improve transient performance in tension and line speed control. An A-function is suggested to solve the stability problem in the classical TSM especially around equilibriums. A hybrid training technique is applied to improve convergence and reduce trapping due to local minima. The effectiveness of the developed ASM control technique is verified by experimental tests. Test results have shown that the proposed ASM control is easy for implementation and stable in operation; it can effectively suppress tension and speed fluctuations in the web over the entire operating range of the winding process. It outperforms the classical SM control in this application.
REFERENCES
[1] W. Wang, F. Golanraghi and F. Ismail, “Condition monitoring of multistage printing presses,” Journal of Sound and Vibration, Vol. 260, 2004, pp. 755-766.
[2] K. Shin, Tension Control, TAPPI Press, 2000.
[3] W. Wang, “An enhanced diagnostic system for gear system monitoring,” IEEE Transactions on Systems, Man, Cybernetics, Part-B: Cybernetics, Vol. 38, No. 1, 2008, pp. 102-112.
[4] K. Shin and S. Kwon, “The effect of tension on the lateral dynamics and control of a moving web,” IEEE Transactions on Industry Applications, Vol. 43, No. 2, 2007, pp. 403-411.
[5] P. Pagilla, N. Siraskar and R. Dwivedula, “Decentralized control of web processing lines,” IEEE Transactions on Control Systems Technology, Vol. 15, No. 1, 2007, pp. 106-117.
[6] K. Lin, “Observer-based tension feedback control with friction and inertia compensation,” IEEE Transactions on Control Systems Technology, Vol. 11, No. 1, 2003, pp. 109-118.
[7] G. Brandenburg, S. Geibenberger and A. Klemm, “Noninteracting control of web force and cut-off register error in rotary printing presses with electronic line shafts”, EPE Journal, Vol. 16, 2006, pp. 38-44. [8] X. Dou and W. Wang, “Robust control of multistage printing systems,”
Journal of Control Engineering Practice, Vol. 18, No. 3, 2010, pp. 219-229.
[9] M. Baumgart and L. Pao, “Robust control of nonlinear tape transport systems with and without tension sensors,” Journal of Dynamic Systems, Measurement and Control, Vol. 129, No. 1, 2007, pp. 41-55. [10] D. Knittel, E. Laroche, D. Gigan and H. Koc, “Tension control for
winding systems with two-degrees-of-freedom H-infinity controllers,” IEEE Transactions on Industry Applications, Vol. 39, No. 1, 2003, pp. 113-120.
[11] S. Huang and K. Huang, “An adaptive fuzzy sliding mode controller for servomechanism disturbance rejection,” IEEE Transactions on Industrial Electronics, vol. 48, pp. 845-852, 2001.
[12] Q. Hu, Z. Wang and H. Gao, “Sliding mode and shaped input vibration control of flexible systems,” IEEE Transactions on Aerospace and Electronic Systems, vol. 44, pp. 503-519, 2008.
[13] T. Manjunath and B. Bandyopadhyay, “Vibration control of timoshenko smart structures using multirate output feedback based discrete sliding mode control for SISO systems,” Journal of Sound and Vibration, vol. 326, pp. 50-74, 2009.
[14] Y. Xinghuo and M. Zhihong, “Fast terminal sliding-mode control design for nonlinear dynamical systems,” IEEE Transactions on Circuits and Systems, vol. 49, pp. 261-264, 2002.
[15] C. Wang, Y. Wang, R. Yang and H. Lu, “Research on precision tension control system based on neural network,” IEEE Transactions on Industrial Electronics, Vol. 51, No. 2, 2004, pp. 381-386.
[16] A. Jnifene and W. Andrews, “Fuzzy logic control of the end-point vibration in an experimental flexible beam,” Journal of Vibration and Control, vol. 10, pp. 493-506, 2004.
[17] W. Wang, D. Li and J. Vrbanek, "An adaptive evolving technique for system dynamic state analysis," Journal of Neurocomputing, vol. 85, pp. 111-119, 2012.
[18] D. Li and W. Wang, "A novel sliding mode controller for vibration control in flexible structures," Journal of Vibration and Control, Vol. 17, No. 14, pp. 2187-2198, 2011.