Rakesh Kumar Pundad
1& Dr. Nagendra Sohani
21Assist. Professor, Mechanical Engg, AITR, Indore, M.P., India 2Associate. Professor, Mechanical Engg., IET, DAVV, Indore, M.P., India
1. Introduction
Lean manufacturing system firstly started in Toyota Motor Manufacturing Company after the “Second World War” when most Japanese organizations including Toyota were confronted with the challenge of managing production facilities with limited resources. This challenge motivated Toyota managers to develop various elements of TPS (Toyota Production System) aimed at reducing waste. Thus, lean is about producing the same output with lesser resources ( men, material, space and machinery ).Today, it has helped Toyota achieve the distinction of being the best car manufacturing company in the world. “A systematic approach to identifying and eliminating waste (non-value-added activities) through continuous improvement by flowing the product at the pull of the customer in pursuit of perfection.”
1.1 Lean has been defined in many different ways:
In the current era of globalization, industries are adopting new tools and techniques to produce goods to compete and survive in the market. The most daunting issue faced by manufacturers today is how to deliver their products or materials quickly at low cost and good quality. One promising method for addressing this issue is the application of lean management principles and techniques. Lean management simply known as lean is production practice, which regards the use of resources for any work other than the creation of value for the end customer, is waste, and thus a target for elimination. Though there had been numerous claims on the real origin of Lean Manufacturing principles, it was generally accepted that the concept with this back ground, business needs to compete with efficiency and quickly respond to market needs and niches. There is no doubt that the manufacturing industry is confronted with challenges and looking to implement improvements in their key activities or processes to cope with the market fluctuations and increasing customer demands. Applying lean management philosophy is one of the most important concepts that help businesses to complete. In this paper, the literature survey findings such as existing level of lean practices, types of lean tools employed, and perceived level of different encountered by the various manufacturing industries are discussed.
2. Problem Identification and Problem definition:
During the study of complete process of grinding of CounterShaft, shaft get rejected due inspection of following parameters: 1) Diameter of shaft
2) Roundness of shaft 3) Surface finish Diameter:
Lower limit: 54.998mm Upper limit: 55.013mm Roundness value: 0.015 mm Surface finish: 4 micron
ABSTRACT :
The aim of this paper is to reduce rejection of counter shaft in grinding operation through Lean manufacturing. Lean manufacturing system firstly started in Toyota Motor Manufacturing Company after the “Second World War” when most Japanese organizations including Toyota were confronted with the challenge of managing production facilities with limited resources. This challenge motivated Toyota managers to develop various elements of TPS (Toyota Production System) aimed at reducing waste.During case study of counter shaft I have found intial rejection % from (4.25- 1.84%) and after studying the case & by improving the process rejection % is reduced from 1.84% to 1.62%.Fig 2.1: Counter Shaft
Fig 2.2: Grinding process of counter shaft
3. Methodology
Collecting Data analysis
Cause and effect analysis ( Fish bone diagram)
Observation & Result Analysis
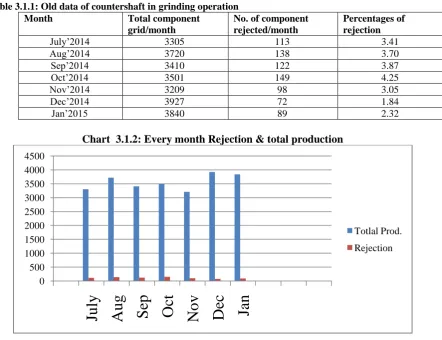
Table 3.1.1: Old data of countershaft in grinding operation
Month Total component
grid/month
No. of component rejected/month
Percentages of rejection
July’2014 3305 113 3.41
Aug’2014 3720 138 3.70
Sep’2014 3410 122 3.87
Oct’2014 3501 149 4.25
Nov’2014 3209 98 3.05
Dec’2014 3927 72 1.84
Jan’2015 3840 89 2.32
Chart 3.1.2: Every month Rejection & total production
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Ju
ly
Aug
Sep
Oct
No
v
Dec
Jan
Totlal Prod.
Chart 3.1.4 Total rejection percentage per month
020 40 60 80 100 120 140
July Aug Sep Oct Nov Dec Jan
Rejection
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
July Aug Sep Oct Nov Dec Jan
Rejection %
3.2 Cause & effect Analysis through fishbone diagram
3.3 Observation & Result Analysis
TABLE: 3.3.1 Data collection after implementationMonth
Total component
grid/month
No. of component
rejected/month
Percentages of
rejection
Feb’2015
3655
65
1.77
March’ 2015
3790
63
1.66
April’2015
3955
66
1.66
May’2015
3640
59
1.62
PART DIMENSIONAL QUALITY
MACHINE METHO D
MANP OWER MATERIAL
PROCES S K NO WL EDGE
TRAINING
SHIFT
OV ERTIME
INSP ECTION A VAIL AB ILITY
THERMA L E XPA NSION
PA RT DE FORMA TION
MACHINABIL ITY
STRENGTH
REPE ATAB ILI TY
PO SITIO NI NG ACCURA CY
BA CK LA SH
RIGI DI TY NC PROGRAM
FEE D FORCE SP EED
TEMP
CUT DE PTH TOOL PA TH
INSE RT
TYP E GRADE
HOLDING FIXTURE
GA UG E
REPE ATAB ILI TY
Chart 3.3.2: Total rejection % after improvement
4. Conclusion
In the study of counter shaft I found rejection during the grinding operation due to the following reasons: Dressing of Grinding wheel
Timer Setting
Lack of proper lapping of job in tailstock centre & ovality more than 0.1 micron. Backlash of machine
Operator Awareness
Due to these reasons the rejection % vary from 4.25 to 1.84 % and after cause & effect analysis I applied dressing of grinding wheel 3 times in shift and I observed that rejection % of counter shaft is reduced from 1.84 to 1.62 %.
0 500 1000 1500 2000 2500 3000 3500
Feb March April May
Totlal Prod. Rejection
1.5
1.55
1.6
1.65
1.7
1.75
1.8
Feb March April May
Rejection %
5. References
1) Case study on counter shaft through “Gajra gear pvt. Ltd. Dewas M.P.
2) Rasli Muslimen, Sha’ri Mohd Yusof, Ana Sakura Zainal Abidin, "Lean Manufacturing Implementation in Malaysian Automotive Components Manufacturer: a Case Study," Proceedings
of the World Congress on Engineering 2011 Vol I WCE 2011, July 6 - 8, 2011, London, U.K.
3) Li Xue, Fazel Naghdhy, C. Cook, “ Monitoring of wheel dressing operations for precision grinding.” University of Wollongogn Reseach Online,2003.
4) Amelia Natasya Abdul Wahaba,*, Muriati Mukhtara , Riza Sulaimanb “A Conceptual Model of Lean Manufacturing Dimensions” The 4th International Conference on Electrical Engineering and Informatics (ICEEI 2013) available on www.sciencedirect.com.
5) Jostein Pettersen, “Defining lean production: some conceptual and practical issues” Division of Quality Technology and Management and Helix VINN Excellence Centre, Linko¨ ping University, Linko¨ ping, Sweden, available at www.emeraldinsight.com/1754-2731/htm.
6) http://www.hci.com.au/hcisite/Toolkit/causeand.htm#Discover underlying causes 7) http://bellnet.tamu.edu/ExFishDiag.htm
8) https://is.muni.cz/el/.../Ishikawa_fishbone_diagram_ENG_20111109.ppt