Microstructure and Mechanical Properties of Mg-Al-Ca-Nd Alloys Fabricated
by Gravity Casting and Extrusion Process
Hyeon-Taek Son
1;*, Jae-Seol Lee
1, Ik-Hyun Oh
1, Dae-Guen Kim
1,
Kyosuke Yoshimi
2and Kouichi Maruyama
21Korea Institute of Industrial Technology, 1110-9 Oryong-dong, Buk-gu, Gwangju, 500-480, South Korea 2Department of Environmental Studies, Graduate School of Environmental Studies,
Tohoku University, Sendai 980-8759, Japan
The as-cast microstructure of Mg-5Al-3Ca-xNd alloys consists of equiaxed-Mg matrix, (Mg, Al)2Ca eutectic phase and Al-Nd rich intermetallic compounds. With the increase of Nd addition,-Mg matrix morphology was changed from dendritic to equiaxed grains due to suppression of grain growth by formation of homogeneous intermetallic compounds containing Nd dispersed at grain boundary and-Mg matrix. And the grain size of as-cast alloys was decreased as addition of Nd was increased. This eutectic phase of the extruded alloys was elongated to extrusion direction and size of this phase was redined comparing to that of as-cast alloys because of severe deformation during hot extrusion. Maximum yield and ultimate tensile strength value of the as-extruded alloys was 322 and 335 MPa at Mg-5Al-3Ca-2Nd alloy, respectively. [doi:10.2320/matertrans.MC200774]
(Received October 5, 2007; Accepted March 13, 2008; Published April 16, 2008)
Keywords: neodymium (Nd), rare earth element, magnesium-aluminum-calcium alloys, casting, extrusion
1. Introduction
Automotive use of magnesium is currently limited to a few select applications such as the instrument panel, steering wheel and valve cover. The alloys used in these applications utilize Mg-Al based casting alloy such as the AM series and the AZ91 alloys. These alloys offer good combination of room temperature strength, ductility, corrosion resistance and
excellent castability.1,2) Major growth areas in automotive
use for Mg alloys are powertrain applications, namely, transmission case and engine block parts. These application require good elevated temperature performance at severe
conditions of 150–200C and stress in the range of 50–
70 MPa. However, commercial AM and AZ alloys do not possess this required elevated temperature properties because
of rapid strength reduction at higher temperature.2–4)Early
work attributed the poor creep resistance of Mg-Al alloys to the presumed poor elevated temperature properties
Mg17Al12. Most of the Mg alloys for increasing of the
strength at room and elevated temperature are Mg-Al based alloys with single or combined additions of Ca, Sr, Si, Zn, RE. The main design concepts for attaining high temperature properties include solid-solution strength and grain boundary strength by intermetallic compounds to suppress the local deformation and/or sliding in the vicinity of grain bounda-ries. Among the alloy element described above, Ca is a
promising elemental addition for the following reasons:5–10)
(1) the addition of Ca significantly improves the high temperature strength and creep resistance; (2) further improvement is possible with quaternary addition; and (3) it has low density and is low cost. Thus, the Mg-Al-Ca ternary system is one of the most important systems for further alloy development. Moreover, magnesium alloys with additions of rare earth elements (RE) are very promising materials for many structural applications since they combine
low density and good mechanical properties such as high
specific strength and creep resistance.11–17)
In this paper, Mg-Al-Ca based alloys with neodymium (Nd) were produced by gravity casting and extrusion process and effects on Nd additions on microstructure and mechan-ical properties of Mg-Al-Ca based alloys were investigated.
2. Experimental Procedures
The nominal compositions of the four studied alloys are 5Al-3Ca, 5Al-3Ca-1Nd, 5Al-3Ca-2Nd and Mg-5Al-3Ca-3Nd as listed Table 1. Commercially pure Mg, Al
and Ca (>99:9%) were used to prepare these alloys and
neodymium (Nd) was added as Mg-50 mass%Nd master
alloy. The Mg-5Al-3Ca-xNd (x¼0, 1, 2 and 3 mass%)
alloys were fabricated under SF6 and CO2 atmosphere in
a steel crucible. The alloy melts were cast into steel mold
(D50 mmH100 mm), which was heated at 200C, at
pouring temperature of 750C. As-cast alloys was held for
1 h at 380C and hot extruded into a rod of 12 mm diameter
with a reduction ratio of 20:1. As-cast alloys was held for 1 h
at 380C and hot extruded into a rod of 12 mm diameter with
a reduction ratio of 20:1. The extrusion speed is 5 mm/s and
temperature of the extrusion container and die is 380C.
[image:1.595.304.549.718.784.2]Microstructures of as-cast and extruded alloys were exam-ined by optical microscope (OM; Nikon) and scanning electron microscope (SEM; JSM7000F) equipped with energy-dispersive X-ray spectrometer (EDS) and electron
Table 1 The nominal comopisitions of the studied alloys (mass%).
Al Ca Nd Mg
5 3 — Bal.
5 3 1 Bal.
5 3 2 Bal.
5 3 3 Bal.
*Corresponding author: E-mail: [email protected]
backscatter diffraction (EBSD) system. Samples were cut and ground mechanically to a mirror like surface using abrasive papers and diamond pastes, and surfaces were then etched by immersing for 15–20 s in a solution 10 ml acetic acid, 4.2 g picric acid, 10 ml distilled water and 70 ml ethanol. Tensile tests were performed using universal material test machine (SHIMAZU AG-IS) at room temperature. All the tests were
carried out at a initial strain rate of1:0103S1.
3. Results and Discussions
3.1 Microstructure of the as-cast alloys
Figure 1 shows SEM images of as-Cast Mg-5Al-3Ca-xNd
(x¼1, 2 and 3 mass%) alloys. Microstructure of as-cast
alloys with Nd additons consists of-Mg matrix and eutectic
phase and Nd containing intermetallic compounds. These eutectic phases and Nd containing intermetallic compounds
with bright contrast were identified to (Mg, Al)2Ca phase18,19)
and Al-Nd rich intermetallic compound by SEM-EDS analysis, respectively. In microstructure of Nd containing alloys, Al-Nd rich intermetallic compounds were observed
at both grain boundary and -Mg matrix. Homogeneous
dispersion of these intermetallic compounds could be clearly observed in the as-cast alloys as shown in Figs. 1(a), (b) and (c). As addition of Nd was increased from 1 mass% to 3 mass%, average size of these Al-Nd rich compounds was coarsened and volume fraction of these compounds was also increased. Higher magnification SEM observation exhibits
fine needle shape particles distributing in the-Mg grains, as
shown in Fig. 1 (d). In the recent, B. Jinget al.reported that
these fine intermetallic compounds in -Mg matrix were
close to that of (Mg, Al)2Ca compound.7) In this
micro-structure of as-cast alloys, these two kind of (Mg, Al)2Ca
phases were observed: coarse irregular-shape structure at
grain boundary and fine needle-shape structure in the -Mg
matrix grain. For commercial Mg–Al based alloys, such as
AZ and AM series alloys, the(Mg17Al12) phase commonly
appears in as-cast microstructure and is considered as the main strengthening effect on the alloys at room temperature.
However, the phase has a low melting point (437C) and
can readily soften and coarsen with increase of temperature due to accelerated diffusion, resulting in weakening of grain boundaries at elevated temperatures. In the alloys studied in
the present investigation thephase does not exist in the
as-cast microstructure because of the additions of calcium and
neodymium. The absence of might be the first factor
accounting for the better mechanical properties of the alloys
studied than other commercial Mg–Al based alloys.7–10)
Figure 2 shows optical micrographs for the effects of Nd addition on microstructure of Mg-5Al-3Ca based alloys. In the microstructure of Mg-5Al-3Ca and Mg-5Al-3Ca-1Nd,
-Mg grains were exhibited as dendritic morphology. While,
in the case of alloys to addition of 2 mass% and 3 mass%Nd,
-Mg grains could be seen equiaxed morphology. With the
increase of Nd addition from 1 mass% to 3 mass%, -Mg
matrix morphology was changed from dendritic to equiaxed grains due to suppression of grain growth by formation of homogeneous intemetallic compounds containing Nd at grain
boundary and-Mg matrix.
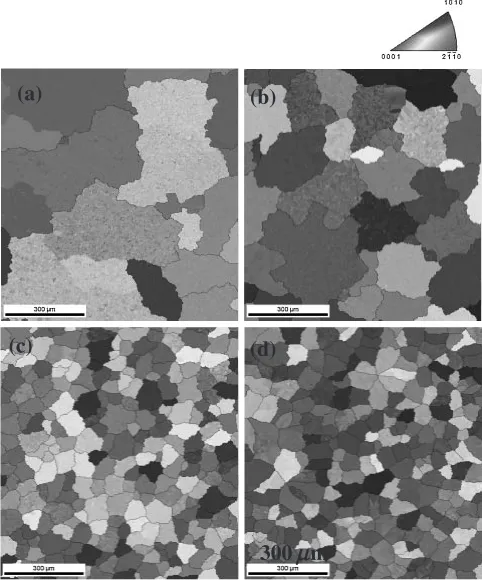
Figure 3 shows Inverse pole figure images of the as-cast
Mg-5Al-3Ca-xNd alloys obtained from EBSD analysis. The
colors in the microstructure indicate different crystallo-graphic orientation of the grains. In the case of the as-cast Mg-5Al-3Ca alloy, large grain size was observed and average
grain size was around 264mmas shown in Fig. 3 (a). As the
Nd content is increased, average grain size is sharply decreased. And the as-cast alloys containing 2 mass% and 3 mass% Nd showed a very homogeneous microstructure
with an average grain size of around 80mm.
3.2 Microstructure of the as-extruded alloys
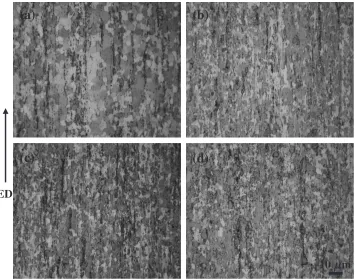
The optical micrographs of the as-extruded
Mg-5Al-3Ca-xNd alloys taken from the longitudinal direction are shown in
Fig. 4. It is apparent that the band structure of eutectic phases
(a)
(b)
(c)
(d)
20µm
20µm
20µm
1µm
Fine needle shape compound Coarse
eutectic phase
Al-Nd rich phase
[image:2.595.139.459.70.302.2]with dark grey contrast was arranged approximately parallel to the extrusion direction. The dispersoids were fragmented into eutectic phase particles by means of extrusion. The agglomerated particles were tended to align parallel to the extrusion direction. The eutectic particle size uniform and the size was smaller than that of the as-cast alloys. It was demonstrated that that the extrusion process is useful to break
down the cast structure of the ingot. In microstructure of Nd containing alloys, the interval between the eutectic interme-tallic compounds toward the transverse direction of extrusion (TD) was lower than that of the as-extruded Mg-5Al-3Ca alloys.
SEM-BEI observations demonstrate the detailed micro-structure and Al-Nd rich intermetallic compound behavior during extrusion as shown in Fig. 5. The eutectic phase and Al-Nd rich intermetallic compounds of as-extruded alloys have same composition as that in the as-cast samples. In similar to microstructure of as-cast alloys, volume fraction and size of Al-Nd rich compounds was increased with
Nd additions. Comparing with (Mg, Al)2Ca eutectic phase
broken during extrusion, Al-Nd rich intermetallic compounds were not crushed.
The inverse pole figure images of the as-extruded Mg-Al-Ca-Nd alloys with different Nd contents are shown in Fig. 6. It shows that the grain size decreases with addition of Nd element. For Mg-5Al-3Ca alloy, the average grain size is
4.8mm, whereas the average grain size of Nd containing
alloys is 3.1, 2.9 and 2.6mm with addition of Nd element,
respectively. After hot extrusion, the average grain size of Nd containing alloys is smaller than that of as-extruded Mg-5Al-3Ca alloy and as-cast alloys. It is clearly confirmed that
dynamic recrystallization occurred during hot extrusion.20–23)
The fine distributed second phase in Mg matrix can suppress the grain growth of recrystallized grains during hot extrusion
process even at such high extrusion temperature 380C.
3.3 Mechanical properties of the as-extruded alloys The hardness (HRF) variations of as-cast Mg-5Al-3Ca
alloy and Mg-5Al-3Ca-xNd alloys are shown in Fig. 7. The
hardness values of Mg-Al-Ca alloy with Nd additions were increased than that of Mg-Al-Ca with no Nd addition. It is
because of reduction of -Mg phase, grain refinement and
presence of (Mg,Al)2Ca and Al-Nd rich intermetallic phase
(a)
(b)
(c)
(d)
300 m
µµ
Fig. 3 Inverse pole figure images of as-cast Mg-5Al-3Ca-xNd alloys taken from EBSD analysis. (x¼0(a), 1 (b), 2 (c) and 3 mass% (d)).
50
µ
m
(a)
(b)
(c)
(d)
[image:3.595.132.464.71.317.2] [image:3.595.48.289.363.653.2]at grain boundary and -Mg matrix grains. In the case of Mg-5Al-3Ca-3Nd, hardness value was lower than that of Mg-5Al-3Ca-2Nd alloy because of coarsening of Al-Nd rich intermetallic compounds.
Figure 8 shows tensile properties of the as-extruded
Mg-5Al-3Ca-xNd at room temperature. With increasing of
addi-tion of Nd to 2 mass%, yield strength and ultimate tensile strength was increased and maximum value of yield strength and ultimate strength was 322 MPa and 335 MPa at Mg-5Al-3Ca-2Nd alloy, respectively. In the case of Mg-5Al-3Ca-3Nd alloy, yield and ultimate tensile strength was slightly lowered
than that of 2 mass%Nd containing alloy. The yield strength and ultimate tensile strength of the as-extruded alloys was improved by addition of Nd. The excellent mechanical properties of hot extruded Mg-Al-Ca-Nd alloys may be due to the following factor. On the one hand, it refines the grain size and improves the strength at room temperature via Hall-Petch behavior. On the other hand, it decreases the basal plane with increasing of Nd contents as shown in Fig 6. It has reported that the critical resolved shear stress (CRSS) for basal plane slip in magnesium single crystal exhibits 100 times lower value than that for non basal plane slip near room
(b)
(d)
(a)
(c)
10
µ
m
ED
Fig. 4 optical micrographs of the as-extruded Mg-5Al-3Ca-xNd alloys:x¼0(a), 1 (b), 2 (c) and 3 mass% (d).
(a)
(c)
(b)
(d)
20µm
ED
[image:4.595.122.477.72.351.2] [image:4.595.126.471.397.615.2]temperature.24)Thus the distribution of basal plane (0001) in magnesium plays an important role for the enhancement of mechanical properties at room temperature, since the plastic deformation easily accommodated by the dislocation slip on
basal plane.25,26)However, the elongation of Mg-Al-Ca-Nd
alloys after hot extrusion decreased in spite of the micro-structure being refined. This may be due to the large amount
and particle of Al-Nd rich intermetallic compounds in the matrix. These large particles may become the crack source during tensile test, in consistency with the decrease of the tensile strength and elongation of the as-extruded Mg-5Al-3Ca-3Nd alloy.
To research the influence of the Al-Nd rich intermetallic compounds on the mechanical properties and fracture characteristics, secondary electron imaging (SEI) and back-scatter electron imaging (BEI) of the tensile fracture were sown in Figs. 9 and 10, respectively. The SEI image of as-extruded Mg-5Al-3Ca alloy in Fig. 9(a) shows a ductile fracture surface, in which a lot of fine dimples can be observed. Therefore, Mg-5Al-3Ca alloy presents good ductility. Figs. 9(b) and 9(c) shows the fractographs of 1 mass% and 2 mass% containing alloys. The failure surface is composed of a lot of small dimples and a few cracked particles. In the fracture observation of alloy of 3 mass%Nd addition, some coarse Al-Nd rich phase particles can be observed lying in the larger dimple as shown in Fig. 9(d). It is indicates that Al-Nd rich intermetallic compounds bring
to the cutting effects on-Mg matrix and finally become the
[image:5.595.308.547.75.254.2]origin of the microcracks. As Nd content increased from 0 to 3 mass%, the cleavage planes on the fracture surfaces were increased gradually, the plastic dimples were decreased obviously. Therefore, it indicates that with Nd content increasing, the failure modes of the tensile samples change from ductile failure to ductile-fragile failure.
Figure 10 shows backscatter electron images of the fracture surface. It also shows that Nd contents increasing, the quantity and size of Al-Nd rich intermetallic compounds increase obviously. Most of the microcracks originated at the interface between the hard Al-Nd rich intermetallic com-pounds and the matrix due to severe strains. Some of the cracks were observed in coarse eutectic phase and Al-Nd rich
intermetallic compounds. Therefore, coarse (Mg, Al)2Ca
eutectic lumps in the some grain boundary area is regarded as an adverse factor to tensile property of Mg-5Al-3Ca-3Nd alloy, this accompanied with cutting effect of Al-Nd rich intermetallic compounds contributes to decreased ductility and strength, regardless of high Nd content.
Extusion direction Observation plane (a) (c) (b) (d)
35 m
µµ
Fig. 6 Inverse pole figure images of the as-extruded Mg-5Al-3Ca-xNd alloys taken from EBSD analysis. (x¼0(a), 1 (b), 2 (c) and 3 mass% (d)).
3Ca 1Nd 2Nd 3Nd 0 10 20 30 40 50 60 70 80
Hardness, HRF
Alloys
Fig. 7 Hardness Variation (HRF) of the extruded Mg-5Al-3Ca-xNd alloys.
0 10 20 30 40 0 50 100 150 200 250 300 350 3Nd 2Nd 1Nd 3Ca Yield strength Ultimate tensile strength Elongation Elongation, ε / % Stress, σ / MPa Alloys
[image:5.595.49.290.82.415.2] [image:5.595.50.291.468.664.2]4. Conclusions
In this research, effects of Nd addition on microstructure and mechanical properties of Mg-5Al-3Ca based alloys fabricated by gravity casting and hot extrusion process have been investigated. The results are concluded as follows:
(1) As Nd addition was increased,-Mg matrix
morphol-ogy of as-cast alloys was changed from dendritic to equiaxed grains and average grain size was decreased
because of suppression of grain growth by intermetallic compounds containing Nd.
(2) Nd addition to Mg-5Al-3Ca based alloys results in the formation Al-Nd rich intermetallic compounds at grain
boundarys and-Mg matrix grains. And these Al-Nd
rich intermetallic compounds were dispersed homoge-neously.
(3) The hardness values of Mg-Al-Ca alloy with Nd additions were increased than that of Mg-Al-Ca alloy
(a)
(c)
5
µ
m
(b)
(d)
Fig. 9 SEM fracture images of the as-extruded Mg-5Al-3Ca-xNd alloys obtained from the tensile test at room temperature:x¼0(a), 1 (b), 2 (c) and 3 mass% (d).
(a)
(b)
(c)
(d)
[image:6.595.125.471.72.305.2]10
µ
m
[image:6.595.122.475.360.625.2]because of reduction of -Mg phase and presence of
(Mg,Al)2Ca and homogeneous Al-Nd rich intermetallic
phase dispersed at grain boundary and -Mg matrix
grains.
(4) This eutectic phase of the extruded alloys was elongated to extrusion direction and crushed into small bloks because of severe deformation during hot extrusion. (5) Maximum value of yield strength and ultimate strength
was 322 MPa and 335 MPa at Mg-5Al-3Ca-2Nd alloy, respectively. The improvement of the tensile properties is mainly attributed to the refined grains and the decrease of basal plane in Nd containing alloys.
Acknowlegements
This study was supported by a grant from the Fundamental R&D Program for Core Technology of Materials funded by the Ministry of Commerce, Industry and Energy, Republic of Korea.
REFERENCES
1) A. A. Luo: International Materials Reviews49(2003) 13–30. 2) W. Blum, B. Watzinger and P. Zhang: Adv. Eng. Mater. 2(2000)
349–355.
3) G. Wu, Y. Fan, H. Gao, C. Zhai and Y. P. Zhu: Mater. Sci. Eng. A408 (2005) 255–263.
4) Y. Terada, N. Ishimatsu, R. Sato, T. Sato, K. Ohori: Mater. Sci. Forum, (2003) 419.
5) S.-S. Li, B. Tang and D.-B. Zeng: J. Alloy Compd. 437 (2007) 317–321.
6) H. Watanabe, M. Yamaguchi, Y. Takigawa and K. Higashi: Mater. Sci.
Eng. A454–455(2007) 384–388.
7) B. Jing, S. Yangshan, X. Shan, X. Feng and Z. Tianbai: Mater. Sci. Eng. A419(2006) 181–188.
8) P. Li, B. Tang and E. G. Kandalova: Mater. Lett.59(2005) 671–675. 9) A. Suzuki, N. D. Saddock, J. W. Jones and T. M. Pollock: Scr. Mater.
51(2004) 1005–1010.
10) A. Suzuki, N. D. Saddock, J. W. Jones and T. M. Pollock: Acta Mater. 53(2005) 2823.
11) M. Yamasaki, T. Anan, S. Yoshimoto and Y. Kawamura: Scr. Mater. 53(2005) 799–803.
12) Y. Wang, S. Guan, X. Zeng and W. Ding: Mater. Sci. Eng. A416 (2006) 109–118.
13) B. L. Mordike: Mater. Sci. Eng. A324(2002) 103–112.
14) I. A. Anyanwu, Y. Gokan, A. Suzuki, S. Kamado, Y. Kojima, S. Takeda and T. Ishida: Mater. Sci. Eng. A380(2004) 93–99.
15) W. J. Park and Nack J. Kim: Scr. Mater.32(11) (1995) 1747–1752. 16) I. P. Moreno, T. K. Nandy, J. W. Jones, J. E. Allison and T. M. Pollock:
Scr. Mater.48(2003) 1029.
17) O. Pekguleryuz and A. A. Kaya: Adv. Eng. Mater.5(12) (2003) 866. 18) H. T. Son, J. S. Lee, J. M. Hong, I. H. Oh, K. Yoshimi and
K. Maruyama: Key Eng. Mater. 345–346 (2007) 653.
19) H. T. Son, J. S. Lee, Y. K. Kim, I. H. Oh, K. Yoshimi and K. Maruyama: Mater. Sci. Forum544–545(2007) 295.
20) D. K. Xu, L. Liu, Y. B. Xu, and E. H. Han: Mater. Sci. Eng. A443 (2007) 248–256.
21) Y. Chino, Y. Nakamura, K. Ohori, A. Kamiya and M. Mabuchi: Mater. Sci. Eng. A452–453(2007) 31–36.
22) Y. Zhang, X. Zeng, L. Liu, C. Lu, H. Zhou, Q. Li and Y. Zhu: Mater. Sci. Eng. A373(2004) 320–327.
23) X.-ya FANG, D.-qing YI, B. WANG, W.-hai LUO and W. GU: Trans. Noferrous Met. Soc. China16(2006) 1053–1058.
24) R. E. Reed-Hill and W. D. Robertson: Acta Merall.5(1957) 728. 25) J. Koike, T. Kobayashi, T. Mukai, H. Watanabe, M. Suzuki,
K. Maruyama and K. Higayashi: Acta Mater.51(2003) 2055–2065. 26) W. J. Kim, S. I. Hong, Y. S. Kim, S. H. Min, H. T. Jeong and J. D. Lee: