Significant Improvement in Mechanical Properties of Biomedical Co-Cr-Mo
Alloys with Combination of N Addition and Cr-Enrichment
Sang-Hak Lee
1, Naoyuki Nomura
2and Akihiko Chiba
31
Iwate Industrial Promotion Center, Morioka 020-0852, Japan
2Institute of Biomaterials and Bioengineering, Tokyo Medical and Dental University, Tokyo 101-0062, Japan 3Institute for Material Research, Tohoku University, Sendai 980-8577, Japan
An improvement in the mechanical properties of a biomedical Ni-free Co-Cr-Mo alloy under as-cast condition has been examined by means of tensile tests and microstructure observations. The solubility of N in Co-Cr-Mo alloys increases with increasing Cr content from 29 to 34 mass%. This results in a significant improvement in mechanical properties such as yield stress, tensile strength, and fracture elongation. The improvement in the mechanical properties results from thephase stabilization and inhibition of thephase formation due to N addition. Increasing the Cr content also has contributed to the improved mechanical properties. [doi:10.2320/matertrans.MRA2007220]
(Received September 18, 2007; Accepted November 26, 2007; Published January 17, 2008)
Keywords: cobalt chromium molybdenum alloy, biomaterial, casting, nitrogen
1. Introduction
Co-Cr-Mo alloys are one of the most useful alloys for biomedical applications such as dental and orthopedic implants because of their excellent mechanical properties
and biocompatibility.1–4)However, it is indicated that the cast
alloys (the ASTM-75 specification) show low ductility compared to the forged alloys (the 799 and ASTM-1537 specification), and Co-based dental casting alloys occasionally fracture during the small plastic deformation
caused by the adjustment.5,6)It was reported that under the
as-cast condition, Ni-, C- and N-free Co-Cr-Mo alloys exhibit low ductility owing to the formation of shrinkage porosity, interdendritic segregation, and intermetallic inclusions at the
grain boundaries.7)Especially, thephase formed along the
interdendritic region during the solidification gives rise to
brittle fracture.7) Thus, it is essential to suppress the
formation of the phase in the as-cast Co-Cr-Mo alloys to
improve the ductility. Therefore, a number of studies on chemical composition and casting technology have been tried in order to improve the strength and ductility of these
alloys.8,9)Moreover, maintaining the crystal structure of the
Co-Cr-Mo alloys to be the phase (fcc) is considerably
effective to keep the Co-Cr-Mo alloys ductile since the
phase satisfies the von Mises criterion in which five independent slip systems are required for good ductility. According to the ternary phase diagram of the Co-Cr-Mo system, the crystal structure of the Co-Cr-Mo alloys will
transform from the phase which is stable at high
temper-atures to the " phase (hcp) which is stable at room
temperature martensitically or diffusionally depending on
the cooling rate. In order to stabilize thephase, the addition
of a fourth element to Co-Cr-Mo alloys is one of the effective methods. It has been reported that Ni, C, and N addition
stabilize the phase in Co-Cr-Mo alloys.10)However, since
Ni is the most common metal sensitizer in the human body, the use of Ni should be avoided in the aspect of
biocompat-ibility.11) Carbon addition is often used to improve the
mechanical properties of the Co-Cr-Mo alloys. Carbon also
has an ability to increase the stability of the phase, but
forms M23C6 carbide. When coarse M23C6 carbides
precip-itate along grain boundaries, they act as preferential sites for
fatigue crack propagation.12) It is well-known that the
addition of N to stainless steels stabilizes the phase, and
considerable improvement in the tensile and fatigue strength of austenitic stainless steels can be achieved by high N
additions.13,14)It is also expected that the stability of the
phase would be enhanced by N addition of Co-Cr-Mo alloys, considering the similarity in crystal structure and lattice parameter between Fe-Cr and Co-Cr systems; both alloy systems have the fcc structure at high temperatures and similar lattice parameters of approximately 0.357 to
0.360 nm.15)Moreover, the main substitutional solid solution
element for both alloys is Cr which affects the solubility and mobility of interstitial solute elements such as C and N atoms; Cr strongly increases solubility of N in Fe-Cr
systems.13)With regard to Co, Blossey and Pehlke indicated
that the solubility of N increased with increasing Cr content up to 3 mass% although the solubility is merely 0.0048
mass% in pure Co at 1600C and 101325 Pa.16)Thus, it is
expected that thephase of the Co-Cr-Mo alloy is stabilized
by the N addition and controlling the Cr content. A basic
research conducted by Kliner et al.has shown that
consid-erable improvement in strength and ductility can be attained
by adding N to Co-Cr-Mo alloys.15,17)However, since they
described the behavior of N coexisting with C, the combined effect of N and C can give rise to confusion in understanding whether or not the improvement in mechanical properties was brought about by a genuine N effect. Therefore, the aim of the present study is investigating the effect of the sole addition of N on the microstructure and mechanical proper-ties of the C-free Co-Cr-Mo alloys with various Cr contents. Through these investigations, the genuine effect of N addition on the mechanical properties of the Co-Cr-Mo alloys will be revealed.
2. Experimental Procedure
Experimental alloys were melted in a high-frequency vacuum induction furnace and cast into a metallic mold,
which was maintained under an N gas pressure of 75993.75
Pa. N addition was achieved by the direct addition of Cr2N
powder into the melts. The amount of N added to the melts is fixed at 1.5 mass%. The ASTM F-75 specification stand-ardizes the maximum content of Cr and N as 30.00 mass% and 0.25 mass% respectively. We defined the terminology of the high Cr- and high N- Co-Cr-Mo alloy as Cr and N contents being higher than those of the ASTM F-75 specification. Since all the experimental alloys satisfied the definition, they were designated as high N- and high Cr- Cr-Mo alloys. For the comparison, C-free and N-free Co-29Cr-6Mo alloys were also investigated. The analyzed chemical composition of the alloys and the ASTM F-75 compositional requirement are shown in Table 1. We referred the experimental alloys as 29Cr (C- and N-free), 30Cr, 31Cr, 33Cr, and 34Cr according to their nominal compositions of Cr. All specimens are investigated under as-cast condition. In order to avoid a difference in cooling rate which influences the formation of dendrite, alloy ingots were sliced equally into three pieces parallel to the longitudinal axis of the ingots, and the center piece of the ingots was chosen for the experimental test. Optical microscopy (OM) and an electron probe microanalyzer (EPMA) equipped with wave-length dispersive X-ray spectroscopy (WDS) were used for microstructure observations. X-ray diffraction
patterns were measured between 2¼40 and 80 using
Cu K radiation. To acquire the average result of X-ray
diffraction, three different places of the longitudinal section were measured, and the sample was rotated at 120 rpm with the normal axis of the measuring plane fixed. Transmission electron microscope (TEM) observations were performed using 3 mm dia. disc specimens. The final thinning was carried out with a jet polishing method. The specimens were examined with an H-800 (Hitachi) TEM at 200 kV. Tensile
tests were performed at an initial strain rate of5:4104s1
using an Instron-type testing machine at room temperature. At least three specimens were tested and the mean values were summarized. The gauge size of the tensile specimens was 16 mm in length, 3 mm in width, and 1.3 mm in thickness. The Rockwell C scale hardness was evaluated on the polished surfaces of the specimens.
3. Results and Discussion
3.1 Relation between N content and Cr content
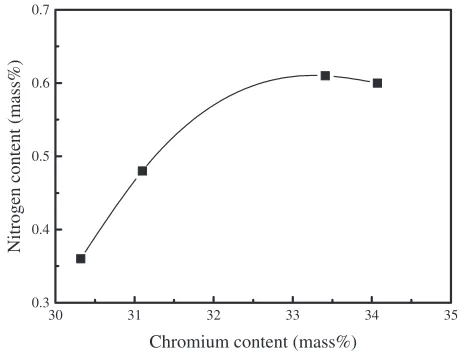
Figure 1 shows the relationship between Cr content and N content in the present alloy samples. Interestingly, the N
content increases sharply up to 0.61 mass% with increasing Cr content up to approximately 33 mass% and remains stable
above that content, although the amount of N added as Cr2N
to the alloys is 1.5 mass% N. Therefore, the N content would have a saturated value for each alloy in this experimental condition. However, it could be varied by changing the
furnace atmosphere,i.e.the N pressure and the method of N
addition. It is confirmed in the present study that the Cr content plays an important role in the solubility of N, as was
observed in the Fe-Cr systems.9)
3.2 Microstructure observations
Optical micrographs of 30Cr, 31Cr, 33Cr, and 34Cr alloys are shown in Fig. 2(a), (b), (c), and (d), respectively. The microstructural characteristic of the alloys did not show a great deal of variation, except that the dendritic structures became finer with increasing Cr and N. Figure 3 shows back-scattered electron images of 29Cr (a), 31Cr (b), 33Cr (c), and 34Cr (d) alloys, respectively. As seen in the figures, a large amount of precipitates is observed along the interdendritic region in the 29Cr alloy (Fig. 3(a)), whereas very small amount of precipitates is observed in the high N- and high Cr-Co-Cr-Mo alloys (Fig. 3(b), (c) and (d)). The compositions analyzed by EPMA-WDS at the arrowed precipitates in Fig. 3 are shown in Table 2. According to the ternary phase diagram of Co-Cr-Mo alloy and the result of the analyzed chemical composition, the precipitates in 29Cr are found to
be the phase.18) Generally, Cr and Mo preferentially
segregated in the phase. Therefore, it is proper that
increasing Cr content will increase the phase fraction.
[image:2.595.311.541.73.249.2]However, this is not the case in the present study. As showing in Fig. 3(b), (c) and (d), the high N- and high Cr- alloys have much smaller amount of precipitates in comparison with the C-free and N-free 29Cr alloy. This result clearly indicates that N addition to the C-free Co-Cr-Mo alloy suppresses the formation of the precipitates. Moreover, the analyzed composition of the precipitates in the high N- and high Cr-alloys are somewhat different from that of the 29Cr alloy. In the high N- and high Cr- alloys, the Cr content of the precipitates is slightly higher than that of the matrix, whereas the Mo content 3 to 4 times higher than that of the matrix.
Table 1 Analyzed chemical composition of the experimental alloys and ASTM F-75 compositional requirement. (mass%)
Alloy Cr Mo C Si Mn N Ni Co
29Cr 28.80 5.61 <0:01 0.07 <0:01 <0:01 0.17 Bal. 30Cr 30.32 5.79 <0:01 0.22 0.47 0.36 0.02 Bal. 31Cr 31.10 5.05 <0:01 0.22 0.45 0.48 0.02 Bal. 33Cr 33.41 5.05 <0:01 0.20 0.53 0.61 0.02 Bal. 34Cr 34.07 5.14 <0:01 0.23 0.55 0.60 0.02 Bal. F-75
(max.) 30.00 7.00 0.35 1.00 1.00 0.25 0.50 Bal.
30 0.3 0.4 0.5 0.6 0.7
Nitrogen content (mass%)
Chromium content (mass%)
35 34
33 32
31
[image:2.595.46.291.92.193.2]Considering these analyzed findings in light of the ternary
phase diagram of Co-Cr-Mo alloy,18) it is found that the
precipitates in the high Cr- and high N- alloys could not be a
phase but a mixture of Mo-concentrated R (Co49Cr21Mo30)
and (Co7Mo6) phase. Thus it is concluded in the present
study that N addition plays a significant role in inhibiting the
precipitation of thephase even if the Cr content is enough
to form the phase in the Co-Cr-Mo alloy system. The
inhibition of the phase with the N addition could be
associated with preferential interaction of Cr and N, making Cr remains more soluble state in the matrix and thereby
resulting in inhibiting the formation of thephase.
3.3 X-ray analyses
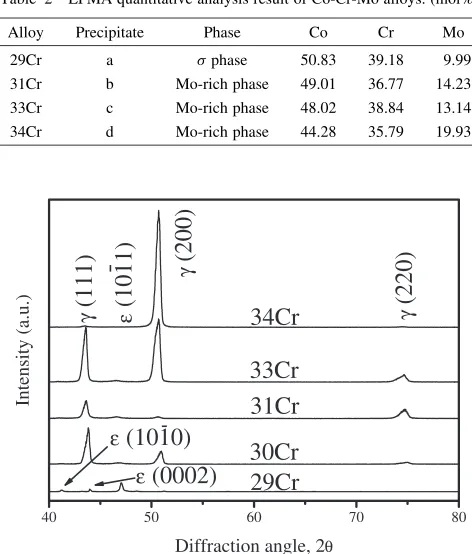
X-ray diffraction patterns of the high N- and high Cr- Co-Cr-Mo alloys as well as the C-free and N-free Co-29Cr-6Mo alloy are shown in Fig. 4. The diffraction patterns of the high
N- and high Cr- Co-Cr-Mo alloys indicate that thephase is
the predominant phase with a small amount of the"phase,
while the peaks observed in the 29Cr alloy indicate that "
phase is the predominant phase. The XRD analyses reveal
that the N addition effectively stabilizes the phase in
Co-Cr-Mo (up to 34 mass% Cr) alloys. Since increasing the Cr content decreases the stacking fault energy (SFE) in the
Co-Cr-Mo alloy system,19)the "phase is supposed to be more
(a)
(c)
(d)
100µm
(b)
100µm
100µm 100µm
Fig. 2 Optical micrographs of high N- high Cr- Co-Cr-Mo alloys. (a) 30Cr alloy (b) 31Cr alloy (c) 33Cr alloy (d) 34Cr alloy.
m
30µ 30µm
m 30µ
(a)
a
b
(b)
(d)
(c)
m 30µ
d
c
[image:3.595.148.446.71.296.2] [image:3.595.129.468.334.606.2]stable than thephase with increasing the Cr content in the alloy system without N addition. However, N performs a role
as a strongphase stabilizer in spite of increasing Cr content.
Moreover, peaks shift to the lower angle side with increasing N and Cr content, indicating that the lattice parameter is expanded due to the N and Cr solution.
3.4 TEM observations
TEM micrographs of the 29Cr and the 31Cr alloys are shown in Figs. 5(a) and (b) respectively. The presence of
athermal " martensites and stacking faults are significant
features of the 29Cr alloy (Fig. 5(a)), whereas only a small amount of dislocations are observed in the 31Cr alloy (Fig. 5(b)). The density of crystal defects such as stacking
faults and " martensites is associated with the SFE of the
alloys. Since the formation of the athermal"martensites and
the stacking faults are due to significantly lower SFE of the 29Cr alloy, it is concluded that the N addition increases SFE
and thereby stabilizes the phase which has fcc structure
related with good ductility of the high N- and high Cr- Co-Cr-Mo alloys.
[image:4.595.49.285.76.353.2]3.5 Mechanical properties
Figure 6 represents nominal stress-strain curves of exper-imental alloys. Surprisingly, the high N- and high Cr- Co-Cr-Mo alloys exhibit significantly higher yield strength and tensile strength than the C-free and N-free Co-29Cr-6Mo alloy. In addition, large elongations exceeding approximately 40% are obtained in these high N- and high Cr- Co-Cr-Mo alloys. These improved mechanical properties originate from
the intrinsic nature of the phase that is related with a solid
solution of N, as described above. On the other hand, 29Cr
alloy consists of a considerable amount of interdendritic
phase and athermal " martensites at room temperature,
leading to an immature fracture behavior. Both elements Cr and N contribute to improving the mechanical properties. If Cr, however, is solely added to the Co-Cr-Mo alloys without N addition, the resultant microstructures are covered with a
large amount of phase and it will cause a sharp drop of
[image:4.595.313.540.76.238.2]mechanical properties. In addition, taking notice of the difference in stress-strain curves between the 29Cr alloy and the 30Cr and 34Cr alloys in Fig. 6, it is found that since the 29Cr alloy exhibits large work hardening rate just after the yielding, and a transition from elastic deformation to plastic deformation is vague in the 29Cr alloy. However, the
Table 2 EPMA quantitative analysis result of Co-Cr-Mo alloys. (mol%)
Alloy Precipitate Phase Co Cr Mo
29Cr a phase 50.83 39.18 9.99
31Cr b Mo-rich phase 49.01 36.77 14.23
33Cr c Mo-rich phase 48.02 38.84 13.14
34Cr d Mo-rich phase 44.28 35.79 19.93
40
ε
(0002)
ε(1010)
γ
(111)
γ
(200)
γ
(220)
34Cr
33Cr
31Cr
30Cr
Intensity (a.u.)
Diffraction angle, 2θ
29Cr
ε
(1011)
80 70
60 50
Fig. 4 X-ray diffraction patterns of Co-Cr-Mo alloys.
1 mµ
(a)
[022]
111
022
(b)
[022]
111
111
1 mµ
Fig. 5 TEM micrographs and diffraction patterns of Co-Cr-Mo alloys. (a) 29Cr alloy and (b) 31Cr alloy. 0
200 400 600 800 1000 1200
Nominal stress,
σ
/MPa
29Cr
30Cr
0.1
34Cr
Nominal strain, ε
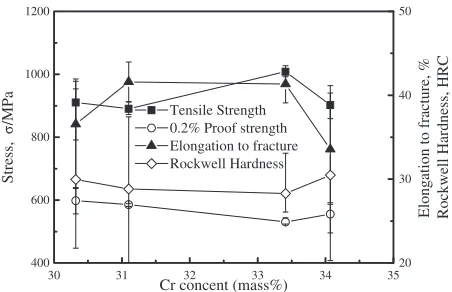
[image:4.595.135.462.634.768.2]beginning of the yield point becomes distinct as increasing Cr and N content in the alloy; the 34Cr alloy containing 0.6 mass% N shows a distinct yielding behavior. This distinct yielding behavior is related to a variation in mobility of a gliding dislocation with the interstitial dissolution of N. The N atoms are interstitially soluble in the Co crystal lattice can act as obstacles for dislocation glide, leading to a distinct yielding behavior. However, for a detailed description of changes in yielding behavior due to Cr and N additions, further study on the precise dislocation mechanisms oper-ative in N added Co-Cr-Mo alloys is needed. Figure 7 shows the changes of the mechanical properties as a function of Cr content. As seen in the figure, the mechanical properties show almost constant values regardless of Cr content. As previ-ously described in Fig. 1, increasing Cr content is concom-itant with that in N content in the present Co-Cr-Mo alloys. Thus it is generally expected that the yield stress of the alloys increases with increasing Cr content because the content of N, an interstitial solute, increases and thereby the solid solution hardening takes place. However, this is not the case in the present study. Instead, as demonstrated in Fig. 7, the yield stress shows an almost constant value with an increase in Cr content. Other mechanical properties also remain almost constant with changing Cr content. This may be related with a coarse-grained microstructure with solidifica-tion defects because of the alloys being as-cast. Thus further study is needed to clarify the influence of the N and Cr addition on the dislocation mechanisms using a forged Co-Cr-Mo alloy with homogeneous microstructure.
4. Conclusions
In order to improve the mechanical properties of Ni-free Co-Cr-Mo alloys, we have examined the effect of N and Cr on the tensile properties and the microstructure of the Co-Cr-Mo alloys under as-cast state. Because N is a stabilizer of the
phase, the alloys are supposed to exhibit good ductility. We
especially paid attention to the effect of N on improving the mechanical properties. In this study, the solubility of N in the Co-Cr-Mo alloys increases with increasing the Cr content.
With N addition to the Co-Cr-Mo alloy, the phase is
stabilized even in the enrichment in Cr content from 29 to
34 mass% without precipitation of thephase. By adding N,
the strongphase stabilization and the suppression of the
phase render the Co-Cr-Mo alloys ductile, resulting in a significant improvement in the mechanical properties of the Ni-free Co-Cr-Mo alloy even under the as-cast condition. Thus the present study shows that the Ni-free Co-Cr-Mo alloys with enriched Cr content up to 34 mass%, modified by N addition, are suitable as materials for artificial hip and knee joints and dental implants that are produced on the basis of the casting process such as investment casting.
Acknowledgements
This research was supported by a Cooperation of Innova-tive Technology and Advanced Research in Evolutional Area and was partially supported by a Grant-in-Aid for Scientific Research for Young Scientist (No. 18760519) from the Ministry of Education, Science and Culture of Japan.
REFERENCES
1) D. Granchi, G. Ciapetti, S. Stea, L. Savarino, F. Filippini, A. Sudanese, G. Zinghi and L. Montanaro: Biomaterials20(1999) 1079–1086. 2) P. Huang, A. Salinas-Rodriguez and H. F. Lo´pez: Mater. Sci. Technol.
15(1999) 1324–1330.
3) D. R. Haynes, T. N. Crotti and M. R. Haywood: J. Biomed. Mater. Res. 49(2000) 167–175.
4) J. J. Klawitter, A. M. Weinstein and L. J. Peterson: J. Dent. Res.56 (1977) 474–480.
5) Kathy K. Wang, Richard M. Berlin and Larry J. Gustavson: ASTM STP 1365 (1999), 89–97.
6) H. Hero¨, M. Syverud, J. Gjo¨nnes and J. A. Horst: Biomaterials5(1984) 201–208.
7) S. H. Lee, E. Takahashi, N. Nomura and A. Chiba: Mater. Trans.47 (2006) 287–291.
8) R. Silverman, W. Arbiter and F. Hodi: Trans. ASM49(1956) 805–822. 9) A. Salinas-Rodriguez: ASTM STP 1365 (1999) 108–121.
10) L. Q. Shi, D. O. Northwood and Z. W. Cao: J. Mater. Sci.28(1993) 1312–1316.
11) C. N. Kraft, B. Burian, L. Perlick, M. A. Wimmer, T. Wallny, O. Schmitt and O. Diedrich: J. Biomed. Mater. Res.57(2001) 404–412. 12) L. Z. Zhuang and E. W. Langer: J. Mater. Sci.24(1989) 4324–4330. 13) J. Menzel, W. Kirschner and G. Stein: ISIJ Inter.36(1996) 893–900. 14) M. B. Horovitz, F. B. Neto, A. Garbogini and A. P. Tschiptschin: ISIJ
Inter.36(1996) 840–845.
15) T. Kliner, A. J. Dempsey, R. M. Pilliar and G. C. Weatherly: J. Mater. Sci.22(1987) 565–574.
16) R. G. Blossey and R. D. Pehlke: Trans. AIME236(1966) 28–32. 17) T. Kliner, A. J. Dempsey, R. M. Pilliar and G. C. Weatherly: J. Mater.
Sci.22(1987) 575–581.
18) K. P. Gupta: J. Phase Equilib. Diffus.26(2005) 87–95. 19) K. Rajan: J. Mater. Sci.18(1983) 257–264.
30 400 600 800 1000 1200
Tensile Strength 0.2% Proof strength Elongation to fracture Rockwell Hardness
Cr concent (mass%)
Stress,
σ
/MPa
20 30 40 50
Rockwell Hardness, HRC
Elongation to fracture, %
35 34
33 32
31
[image:5.595.56.282.71.217.2]