Abstract
MARTIN, BENJAMIN ROBERT. Inventory Management, Metrics, and Simulation. (Under the direction of Jeffrey A. Joines and Kristin A. Thoney-Barletta).
Today’s competitive markets challenge companies and their supply chains to balance
speed, flexibility, quality, and responsiveness with low cost. To address these challenges, the
area of supply chain management has become vital to the success of a company as supply
strategies are set. Performance measures are critical for the successful implementation and
assessment of a supply chain strategy. As organizations implement Lean and other
continuous improvement strategies to meet the needs of today’s marketplace, traditional
financial measures and performance measurement frameworks fail to properly gauge the
benefits. This paper presents an overview of the predominant performance measurement
frameworks in the literature and a proposed framework for Lean supply chains. Metrics from
the supply chain literature are categorized using the proposed framework.
The preponderance of the paper discusses a supply chain inventory management
problem in industry. Companies are faced with global competition and, in an effort to retain
market share, are attempting to lower finished goods inventory while maintaining or
increasing customer service levels. This paper discusses the application of a novel technique
for integrating ideality with the system operator to a real world supply chain inventory
management problem. The system operator and ideality are TRIZ tools that allow one to
develop an understanding of a problem as well as lead to novel solution generation.
Integrating the two tools may provide new insights into the problem at hand. Ideality and the
tools. An inventory model was developed to address the problem. A simulation study using
actual demand, finished goods inventory, and forecasts was conducted to evaluate the
average inventory and fill rates of different proposed inventory policies. The best policy
from the simulation study set inventory targets at the SKU level while taking into account
forecast inaccuracies. A pilot implementation of this inventory policy was successful and the
apparel company implemented the model.
The model that was implemented ignored variability with regards to the lead-time.
The lead-time variability inherent in the system was causing poor fill rates. Therefore, the
inventory model was extended to incorporate lead-time variability. Using a simulation study,
the new proposed inventory model was evaluated and compared to six inventory models
from the literature. The inventory models are compared using cycle service, average fill rate,
and average inventory. The study considers a range of demand and lead-time scenarios using
both theoretical and actual data. The proposed inventory model is shown to perform
comparable to models from the literature but is easier to understand by the apparel
Inventory Management, Metrics, and Simulation
by
Benjamin Robert Martin
A dissertation submitted to the Graduate Faculty of North Carolina State University
in partial fulfillment of the requirements for the Degree of
Doctor of Philosophy
Textile Technology Management
Raleigh, North Carolina
2010
APPROVED BY:
_______________________________ ______________________________
Jeffrey A. Joines Kristin A. Thoney-Barletta
Committee Co-Chair Committee Co-Chair
________________________________ _____________________________
Dedication
To my family…
My compass…
My inspiration…
Biography
Benjamin R. Martin was born August 18, 1971 in Winston-Salem, North Carolina.
He attended North Forsyth High School in Winston-Salem and graduated with honors in
1989. He received a Bachelor of Science in Electrical Engineering from North Carolina
State University in 1994. He was then invited into the graduate program in the College of
Textiles and received his Master of Science in Textile Engineering in 1996. He returned to
the NCSU College of Textiles to start part-time work on a doctoral program in Textile
Acknowledgements
This work would not have been possible without the support of many people. Many
thanks to my co-chairs, Dr. Joines and Dr. Thoney-Barletta, who read my numerous revisions
and helped make some sense of the confusion. Also thanks to my committee members, Dr.
Clapp and Dr. Warsing who offered guidance and support. And finally, thanks to my wife,
parents, and numerous friends who endured this long process with me, always offering
Table of Contents
List of Tables ... x
List of Figures ... xix
1. Introduction ... 1
2. Supply Chain Performance Measurement ... 5
2.1 Background ... 6
2.1.1 What is a supply chain? ... 6
2.1.2 What is Lean? ... 8
2.1.3 Background Summary ... 9
2.2 Framework for Supply Chain Performance Measurement ... 10
2.2.1 Review of Previous Work ... 10
2.2.2 The Need for a Performance Measurement Framework for Lean Supply Chains ... 13
2.2.3 Proposed Framework for Lean ... 14
2.3 Lean Supply Chain Performance Indicators ... 18
2.3.1 Customer Service ... 18
2.3.2 Inventory Turns ... 20
2.3.3 Total Cost ... 21
2.4 Summary ... 24
3. Solving a Real World Inventory Management Problem Using a Technique for Integrating Ideality with the System Operator ... 26
3.0 Introduction ... 27
3.1 The System Operator, Ideality, and the Integration Technique ... 28
3.1.1 The System Operator ... 28
3.1.2 Ideality ... 30
3.1.3 Integrating the System Operator with Ideality ... 30
3.2 Description of the Problem ... 31
3.2.1 Long Lead-Times ... 32
3.2.2 ABC Inventory Targets ... 32
3.2.3 Forecast Bias ... 34
3.2.4 SKU Proliferation ... 35
3.2.5 Customer Ordering Pattern ... 35
3.2.6 Other Issues to Consider ... 35
3.3 Application of the System Operator and Ideality Integration Technique to the Finished Goods Inventory Planning Problem ... 36
3.3.1 Develop the System Operator Matrix ... 36
3.3.3 Analyze Possibilities of Solution Directions ... 41
3.3.4 The Implemented Solution ... 43
3.3.5 Results ... 44
4. Development of an Inventory Management Spreadsheet Simulator ... 46
4.1 Description of the Problem ... 48
4.1.1 Customer Ordering Pattern ... 48
4.1.2 Forecasting ... 48
4.1.3 Forecast Bias ... 48
4.1.4 Long Lead-Times ... 49
4.1.5 ABC Inventory Targets ... 49
4.1.6 SKU Proliferation ... 51
4.1.7 Target Weeks of Supply ... 52
4.1.8 Other Issues to Consider ... 52
4.2 Inventory Model Development ... 53
4.2.1 SKU Level Justification ... 53
4.2.2 Inventory Models ... 54
4.2.3 Spreadsheet Simulator ... 57
4.2.4 Results ... 59
4.4 Summary ... 67
5. A Simulation Study of Inventory Models Involving Lead-Time Uncertainty ... 69
5.1 Inventory and Lead-Time Uncertainty ... 72
5.1.1 Note on the Elimination of the MAD Term ... 80
5.2 Simulation Study of Inventory Models ... 81
5.2.1 Assumptions and Notations ... 81
5.2.2 Simulation Study’s Experimental Design ... 82
5.2.3 Description of the Simulation Model ... 87
5.3 Discussion of the Performance of the Reorder Point Models on the Real Problem .... 89
5.3.1 Cycle Service Results ... 90
5.3.2 Fill Rate Results ... 99
5.4 Statistical Analysis Comparing the Different Methods of Computing Reorder Point 106 5.4.1 Theoretical Experiments ... 107
5.4.2 Modified Theoretical Experiments ... 112
5.4.3 Actual Demand Experiments ... 116
5.4.4 Statistical Analysis Summary ... 122
5.5 Summary ... 124
6. Conclusion ... 126
7. References ... 132
Appendices ... 138
Appendix A. Theoretical Experiment Results ... 139
Appendix B. Modified Theoretical Experiment Results ... 161
Appendix C. Actual Demand Experiment Results ... 183
List of Tables
Table 2.1: Summary of the primary contributions to performance measurement systems ... 12
Table 2.2: Some of the supply chain metrics that contribute to customer service... 19
Table 2.3: Some of the supply chain metrics that affect inventory turns ... 21
Table 2.4: Some of the supply chain metrics that contribute to total cost ... 23
Table 3.1: Steps for Integrating the System Operator with Ideality ... 31
Table 3.2: The System Operator Matrix for the Inventory Planning Problem ... 37
Table 3.3: Available Resources at the Present System and Future System Interface ... 39
Table 3.4: Available Resources at the Present System and Present Super System Interface 40 Table 3.5: Available Resources at the Present System and Present Subsystem Interface ... 41
Table 4.1: Input data used for the simulation ... 57
Table 4.2: Pilot Results ... 64
Table 5.1: Inventory Models Evaluated in the Simulation Study ... 80
Table 5.2: Cycle Service Results for the Theoretical Experiments – 95% Cycle Service Target with Backorders ... 92
Table 5.3: Cycle Service Results for the Modified Theoretical Experiments – 95% Cycle Service Target with Lost Sales ... 93
Table 5.4: Cycle Service Results for the Actual Demand Experiments – 95% Cycle Service Target with Lost Sales ... 94
Table 5.6: Actual Demand versus Modified Theoretical Cycle Service Results (Actual
Demand minus Modified Theoretical) ... 97
Table 5.7: Modified Theoretical Cycle Service Results versus 95% Target (Result minus
95%) ... 98
Table 5.8: Actual Demand Cycle Service Results versus 95% Target (Result minus 95%) . 99
Table 5.9: Fill Rate Results for the Theoretical Experiments – 95% Cycle Service Target
with Backorders ... 100
Table 5.10: Fill Rate Results for the Modified Theoretical Experiments – 95% Cycle Service
Target with Lost Sales ... 101
Table 5.11: Fill Rate Results for the Actual Demand Experiments – 95% Cycle Service
Target with Lost Sales ... 102
Table 5.12: Modified Theoretical versus Theoretical Fill Rate Results (Modified Theoretical
minus Theoretical) ... 103
Table 5.13: Actual Demand versus Modified Theoretical Fill Rate Results (Actual Demand
minus Modified Theoretical) ... 104
Table 5.14: Modified Theoretical Fill Rate Results versus 95% Target (Result minus 95%)
... 105
Table 5.15: Actual Demand Fill Rate Results versus 95% Target (Result minus 95%) ... 106
Table 5.16: Cycle Service Means and Standard Deviations for Theoretical Experiments .. 108
Table 5.17: Fill Rate Means and Standard Deviations for Theoretical Experiments ... 110
Table 5.19: Cycle Service Means and Standard Deviations for Modified Theoretical
Experiments ... 113
Table 5.20: Fill Rate Means and Standard Deviations for Modified Theoretical Experiments ... 114
Table 5.21: Inventory Means and Standard Deviations for Modified Theoretical Experiments ... 116
Table 5.22: Cycle Service Means and Standard Deviations Actual Demand Experiments . 117 Table 5.23: Fill Rate Means and Standard Deviations for Actual Demand Experiments ... 119
Table 5.24: Inventory Means and Standard Deviations for Actual Demand Experiments .. 120
Table 5.25: Inventory Means and Standard Deviations for Actual Demand Experiments – Removing Data Points above 20 Weeks of Supply ... 121
Table 5.26: Summary of Tukey-Kramer HSD Test for Cycle Service ... 123
Table 5.27: Summary of Tukey-Kramer HSD Test for Fill Rate ... 123
Table 5.28: Summary of Tukey-Kramer HSD Test for Inventory... 123
Table 5.29: Tukey-Kramer HSD Test for Inventory for Actual Demand Experiments– Removing Data Points above 20 Weeks of Supply ... 124
Table A.1: Cycle Service Results for the Theoretical Experiments by SKU – 95% Cycle Service Target with Backorders – Constant Lead-Time ... 139
Table A.2: Cycle Service Results for the Theoretical Experiments by SKU – 95% Cycle Service Target with Backorders – Theoretical Lead-Time ... 140
Table A.4: Cycle Service Results for the Theoretical Experiments by SKU – 95% Cycle
Service Target with Backorders – Actual Bimodal Lead-Time ... 142
Table A.5: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Constant Lead-Time ... 143
Table A.6: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Theoretical Lead-Time ... 144
Table A.7: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Actual Lead-Time ... 145
Table A.8: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Actual Bimodal Lead-Time ... 146
Table A.9: Inventory Results for the Theoretical Experiments – 95% Cycle Service Target
with Backorders ... 147
Table A.10: Inventory Results for the Theoretical Experiments by SKU – 95% Cycle
Service Target with Backorders – Constant Lead-Time ... 148
Table A.11: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Theoretical Lead-Time ... 149
Table A.12: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Actual Lead-Time ... 150
Table A.13: Fill Rate Results for the Theoretical Experiments by SKU – 95% Cycle Service
Target with Backorders – Actual Bimodal Lead-Time ... 151
Table A.14: Cycle Service Results for the Theoretical Experiments – 85% Cycle Service
Table A.15: Fill Rate Results for the Theoretical Experiments – 85% Cycle Service Target
with Backorders ... 153
Table A.16: Inventory Results for the Theoretical Experiments – 85% Cycle Service Target
with Backorders ... 154
Table A.17: Cycle Service Results for the Theoretical Experiments – 95% Cycle Service
Target with Lost Sales ... 155
Table A.18: Fill Rate Results for the Theoretical Experiments – 95% Cycle Service Target
with Lost Sales ... 156
Table A.19: Inventory Results for the Theoretical Experiments – 95% Cycle Service Target
with Lost Sales ... 157
Table A.20: Cycle Service Results for the Theoretical Experiments – 85% Cycle Service
Target with Lost Sales ... 158
Table A.21: Fill Rate Results for the Theoretical Experiments – 85% Cycle Service Target
with Lost Sales ... 159
Table A.22: Inventory Results for the Theoretical Experiments – 85% Cycle Service Target
with Lost Sales ... 160
Table B.1: Cycle Service Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Constant Lead-Time ... 161
Table B.2: Cycle Service Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Theoretical Lead-Time ... 162
Table B.3: Cycle Service Results for the Modified Theoretical Experiments by SKU – 95%
Table B.4: Cycle Service Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Actual Bimodal Lead-Time ... 164
Table B.5: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Constant Lead-Time ... 165
Table B.6: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Theoretical Lead-Time ... 166
Table B.7: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Lead-Time ... 167
Table B.8: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Bimodal Lead-Time ... 168
Table B.9: Inventory Results for the Modified Theoretical Experiments – 95% Cycle Service
Target with Lost Sales ... 169
Table B.10: Inventory Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Constant Lead-Time ... 170
Table B.11: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Theoretical Lead-Time ... 171
Table B.12: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Actual Lead-Time ... 172
Table B.13: Fill Rate Results for the Modified Theoretical Experiments by SKU – 95%
Cycle Service Target with Lost Sales – Actual Bimodal Lead-Time ... 173
Table B.14: Cycle Service Results for the Modified Theoretical Experiments – 85% Cycle
Table B.15: Fill Rate Results for the Modified Theoretical Experiments – 85% Cycle
Service Target with Lost Sales ... 175
Table B.16: Inventory Results for the Modified Theoretical Experiments – 85% Cycle
Service Target with Lost Sales ... 176
Table B.17: Cycle Service Results for the Modified Theoretical Experiments – 95% Cycle
Service Target with Backorders ... 177
Table B.18: Fill Rate Results for the Modified Theoretical Experiments – 95% Cycle
Service Target with Backorders ... 178
Table B.19: Inventory Results for the Modified Theoretical Experiments – 95% Cycle
Service Target with Backorders ... 179
Table B.20: Cycle Service Results for the Modified Theoretical Experiments – 85% Cycle
Service Target with Backorders ... 180
Table B.21: Fill Rate Results for the Modified Theoretical Experiments – 85% Cycle
Service Target with Backorders ... 181
Table B.22: Inventory Results for the Modified Theoretical Experiments – 85% Cycle
Service Target with Backorders ... 182
Table C.1: Cycle Service Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Constant Lead-Time ... 184
Table C.2: Cycle Service Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Theoretical Lead-Time ... 185
Table C.3: Cycle Service Results for the Actual Demand Experiments by SKU – 95% Cycle
Table C.4: Cycle Service Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Bimodal Lead-Time ... 187
Table C.5: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Constant Lead-Time ... 188
Table C.6: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Theoretical Lead-Time ... 189
Table C.7: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Lead-Time ... 190
Table C.8: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Bimodal Lead-Time ... 191
Table C.9: Inventory Results for the Actual Demand Experiments – 95% Cycle Service
Target with Lost Sales ... 192
Table C.10: Inventory Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Constant Lead-Time ... 193
Table C.11: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Theoretical Lead-Time ... 194
Table C.12: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Lead-Time ... 195
Table C.13: Fill Rate Results for the Actual Demand Experiments by SKU – 95% Cycle
Service Target with Lost Sales – Actual Bimodal Lead-Time ... 196
Table C.14: Cycle Service Results for the Actual Demand Experiments – 85% Cycle Service
Table C.15: Fill Rate Results for the Actual Demand Experiments – 85% Cycle Service
Target with Lost Sales ... 198
Table C.16: Inventory Results for the Actual Demand Experiments – 85% Cycle Service
Target with Lost Sales ... 199
Table C.17: Cycle Service Results for the Actual Demand Experiments – 95% Cycle Service
Target with Backorders ... 200
Table C.18: Fill Rate Results for the Actual Demand Experiments – 95% Cycle Service
Target with Backorders ... 201
Table C.19: Inventory Results for Actual Demand Experiments – 95% Cycle Service Target
with Backorders ... 202
Table C.20: Cycle Service Results for the Actual Demand Experiments – 85% Cycle Service
Target with Backorders ... 203
Table C.21: Fill Rate Results for the Actual Demand Experiments – 85% Cycle Service
Target with Backorders ... 204
Table C.22: Inventory Results for the Actual Demand Experiments – 85% Cycle Service
List of Figures
Figure 1.1: Illustrative Example of Demand Perturbations at Distinct Levels within the
Supply Chain ... 2
Figure 2.1: Conceptual model of a supply chain ... 7
Figure 2.2: Partial Supply Chain for a Hosiery Manufacturer ... 8
Figure 2.3: A performance measurement framework for Lean supply chains ... 16
Figure 2.4: Examples of performance metric pyramids for Lean supply chains ... 24
Figure 3.1: The system operator matrix ... 29
Figure 3.2: Hierarchical grouping of items at a large textile company ... 33
Figure 3.3: The System Operator Matrix for the Inventory Planning Problem ... 36
Figure 3.4: Category Inventory Reduction as a Result of Implementing the Solution ... 44
Figure 4.1: Hierarchical Grouping of Apparel Items ... 50
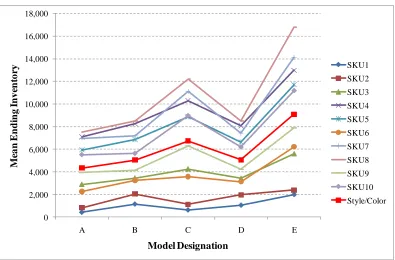
Figure 4.2: Implications of Setting Target Levels at Category Level (A Category Example)51 Figure 4.3: SKU ABC vs. Category ABC Analysis ... 54
Figure 4.4: Spreadsheet Simulation Algorithm ... 58
Figure 4.5: Fill Rate for Representative Category ... 60
Figure 4.6: Mean Inventory for Representative Category ... 60
Figure 4.7: Pilot test process ... 62
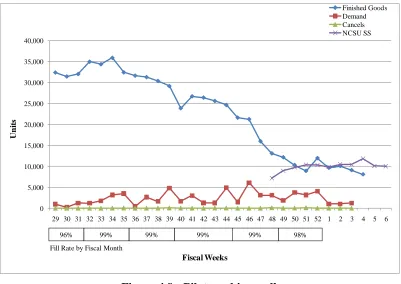
Figure 4.8: Pilot working well ... 63
Figure 4.9: Pilot working well until new inventory policy abandoned ... 63
Figure 4.11: SKUs at 95% Fill Rate for Pilot Test ... 65
Figure 4.12: As Inventory Levels Reduce Problems are Revealed ... 65
Figure 4.13: Production Problems when Implemented... 66
Figure 4.14: Finished Goods Inventory Discrepancy ... 67
Figure 4.15: Inventory Levels of a Category the Year the New Policy was Implemented ... 68
Figure 5.1: Apparel Cut & Sew Manufacturing Lead-Time with Sources of Variation ... 70
Figure 5.2: Example Distribution of Lead-Time of an Apparel Cut and Sew Manufacturing
Operation... 71
Figure 5.3: Formulation of Example from Eppen and Martin in Microsoft Excel ... 76
Figure 5.4: Setup of Solver Parameters ... 76
Figure 5.5: The Supply Chain Model for Simulation Study ... 81
Figure 5.6: Theoretical Lead-Time Distribution ... 85
Figure 5.7: Actual Lead-Time Distribution ... 86
Figure 5.8: Actual Bimodal Lead-Time Distribution ... 86
Figure 5.9: Simulation Study Algorithm ... 89
Figure 5.10: Demand and Lost Sales for a SKU Demonstrating a Period of High Lost Sales
Due to a Shift in the Average Demand Near Week 30 ... 97
Figure 5.11: Cycle Service Box Plot for Theoretical Experiments ... 108
Figure 5.12: Fill Rate Box Plot for Theoretical Experiments ... 109
Figure 5.13: Inventory Box Plot for Theoretical Experiments ... 111
Figure 5.14: Cycle Service Box Plot for Modified Theoretical Experiments ... 112
Figure 5.16: Inventory Box Plot for Modified Theoretical Experiments ... 115
Figure 5.17: Cycle Service Box Plot for Actual Demand Experiments ... 117
Figure 5.18: Fill Rate Box Plot for Actual Demand Experiments ... 119
Figure 5.19: Inventory Box Plot for Actual Demand Experiments ... 120
Figure 5.20: Inventory Box Plot for Actual Demand Experiments – Removing Data Points
1. Introduction
Market forces demand that companies deliver the correct product to the customer at the
correct time, at the correct location, and at the correct price. Successful companies
implement supply chain strategies that respond to these forces. Today’s competitive markets
challenge companies and their supply chains to balance speed, flexibility, quality, and
responsiveness with low cost.
In the case of the textile and apparel industry, Plunkett’s Research (2006) indicates that
there are sixteen major trends affecting the industry. Some of the trends that directly impact
the textile and apparel supply chain include: “1) Globalization: China dominates apparel and
textiles, 2) Supply chain management evolves to serve the global market, 3) Synthetic fiber
manufacturers face global glut, 4) Mass designers and retailers speed up for fast fashion, and
5) Some apparel manufacturers still resist outsourcing” (Plunkett’s Research 2006).
Many challenges and problems in the business world tend to be complex and difficult
to define since most business systems are human systems. Problems within the business
systems typically stem from the complex relationships inherent in the system. It may be easy
to identify that a problem exists, but understanding and defining the scope of the problem
within a business system is often extremely difficult. In the case of the supply chain, one
such business management problem is the supply chain bullwhip effect.
The bullwhip effect describes a phenomenon in which information about consumer
demand becomes increasingly distorted as it moves up the supply chain from retailers to
perturbations at distinct levels within the supply chain. The distortions in the perception of
demand within the supply chain make it difficult to match supply to actual demand, which
results in higher costs, product shortages/overages, finished goods obsolescence,
unpredictable orders, and excessive capacity.
Although the ultimate consumer demand is relatively stable at the retailer, the
demand becomes increasingly variable as it advances up the supply chain (retailer to
wholesaler, wholesaler to manufacturer, and manufacturer to supplier). In general, the orders
to suppliers have a larger variance than sales to the buyers. This variance is amplified as
orders propagate up the supply chain in part due to distortions in the chain (length of the
chain, shipping times, lead times, etc.) (Maltz 2001). In terms of lead-time, the supply chain
members furthest from the end customer generally experience the highest variation in
demand.
Figure 1.1: Illustrative Example of Demand Perturbations at Distinct Levels within the Supply Chain 0 20 40 60 80 100
1 6 11 16 21 26 31 36 41 46
Dem
and
Time Consumer Demand at Retailer
0 20 40 60 80 100
1 6 11 16 21 26 31 36 41 46
D e m a n d Time
Demand at Wholesaler
0 10 20 30 40 50 60 70 80 90 100
1 5 9 13 17 21 25 29 33 37 41 45 49
D e m a n d Time Demand at Manufacturer
0 10 20 30 40 50 60 70 80 90 100
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49
Dem
and
Time
The lead-time of information and material is the primary root cause of the bullwhip
effect since the information regarding a change in end customer demand is delayed in time as
the information propagates through the supply chain (Lee et. al. 1997). As a result, the
demand experienced by the supply chain members furthest from the end customer can be
significantly out of phase in time and magnitude with true end user demand. Therefore,
suppliers are reacting to a demand that may or may not be the same as the current end
customer demand. Confounding this issue is the time required for suppliers to adjust their
manufacturing capacities and inventories in reaction to the information regarding a change in
demand. Suppliers can find themselves riding a wave of increasing capacities and
inventories immediately followed by reductions in capacity and inventory. The time required
to accomplish these changes in capacity and inventory reduces the supplier’s ability to
appropriately react to the true change in demand. Thus, the bullwhip effect increases with
longer lead-times.
The preceding discussion of the bullwhip effect exemplifies the complex and difficult
problems and challenges faced by today’s industry. In this dissertation, methods of
addressing such supply chain management problems are presented. Chapter two further
describes the challenges faced by industry and focuses upon supply chain performance
measures. A measurement framework is presented for supply chains employing continuous
improvement strategies such as Lean. Chapter three puts forward a method of addressing
difficult supply chain problems. The method employs two tools from the Theory of
Inventive Problem Solving (TRIZ) methodology: the system operator and ideality. The
upon the solution to the inventory problem from chapter three. The development of an
inventory management spreadsheet simulation is described and used to demonstrate the
effectiveness of the new model. Chapter five presents an extension to the inventory model
that incorporates lead-time uncertainty. The performance of the extended model is tested by
enhancing the simulation discussed in chapter four and is shown to provide results
comparable with inventory models from the literature. Finally, chapter six provides a
2. Supply Chain Performance Measurement
The introduction of this paper described a set of challenges faced by today’s industry.
To meet these challenges and thus to be a competitive power in their industry, some
companies are implementing strategies such as lean manufacturing, just-in-time, and six
sigma (Porter 2001). Porter (2001) states, “today’s competitive realities demand leadership.”
Additionally, he states, “leaders believe in change” and “[leaders] energize their
organizations to continuously innovate.” One way companies can seek competitive
advantage is to implement Lean manufacturing (Lean) or similar continuous improvement
strategies. These strategies empower company’s leadership to foster change, continuous
improvement, and innovation.
While meeting the aforementioned challenges, companies must continue to generate
profit. In order to monitor profitability and financial wellbeing, companies employ a litany
of well-publicized financial measures such as return on investment, earnings per share, net
profit, and cash flow. These financial measures are important in assessing the financial
health of a business, but “tend to be historically oriented, lacking forward-looking
perspective” (Lapide 2000). Meyer (1996) states that “financial measures summarize past
performance well but predict future performance poorly.” The point addressed by Lapide
and by Meyer highlights an important implication for lean manufacturing and similar
continuous improvement strategies. Namely, as companies employ Lean, traditional
financial measures fail to gauge the impact to the supply chain in a timely manner and “can
give misleading signals for continuous improvement and innovation” (Kaplan and Norton
authors have responded with proposed frameworks and approaches for incorporating
non-financial measures to assess supply chain performance (Gunasekaran et al. 2001; Beamon
1999; Neely et al. 1995; Kaplan et al. 1992).
This chapter presents key performance indicators for supply chains that are critical for
Lean and similar continuous improvement strategies. Section one provides an introductory
discussion of supply chains and Lean. Section two presents a review of the supply chain
performance measurement system literature and presents a proposed Lean supply chain
measurement framework. Section three categorizes the various supply chain metrics from
the literature using the proposed framework. Finally, a summary and recommendations for
future work are presented in section four.
2.1 Background
2.1.1 What is a supply chain?
A supply chain consists of all the activities associated with a customer’s request for a
good or service from the transformation and flow of goods from raw materials through to the
customer (Handfield et al. 1999; Chopra et al. 2001). A typical supply chain includes
customers, retailers, distributors, manufacturers, and suppliers. This concept is illustrated in
Figure 2.1. Additionally, the supply chain includes all functional areas within each of the
organizations such as, manufacturing, order procurement, marketing, planning, finance,
customer service, engineering, sales, and distribution. As indicated in Figure 2.1,
that a supply chain is “a network of linked organizations that come together to fulfill a
customer’s desire for a particular good or service.”
Figure 2.2 shows a partial supply chain for a hosiery manufacturer. The retailer
provides socks to the customer in exchange for funds. The retailer makes replenishment
orders based on consumer demand with the hosiery manufacturer who in turn replenishes the
socks for funds transferred from the retailer. Likewise, the hosiery manufacturer transfers
goods, information, and funds with its suppliers. Similar transactions occur throughout the
supply chain as a result of consumer demand for the socks. Thus, large amounts of
information, goods, and funds are transferred up and down the supply chain in an effort to
satisfy consumer demand for socks.
CUSTOMERS
RETAILER
DISTRIBUTOR
MANUFACTURER
SUPPLIER SUPPLIER
SUPPLIER
SUPPLIER SUPPLIER
Double arrow indicates the flow of goods and information up and down the supply chain.
Figure 2.1: Conceptual model of a supply chain
Figure 2.2: Partial Supply Chain for a Hosiery Manufacturer
(Adapted from Martin et al. 2004)
2.1.2 What is Lean?
Lean is a business strategy, based upon the Toyota Production System, which strives to
continuously improve processes by eliminating waste. Taiichi Ohno is generally credited
with developing the Toyota Production System. Ohno (1988) identified seven types of
waste: overproduction, waiting, transportation, processing, inventories, moving, and defects.
Within the context of a supply chain, the elimination of the seven wastes through continuous
improvement of processes leads to becoming a time-based competitor (Cunningham and
Fiume 2003). The primary tenants of Lean can be summarized as customer service, waste
elimination, and speed.
Three core Lean principles for waste elimination are: pull, flow, and takt time
(Cunningham and Fiume 2003). Pull seeks to produce only what the customer is buying
rather than producing to bet (commonly referred to as produce to forecast). Pull initiates
Farmer Cotton Gin Manufacturer Yarn Manufacturer Hosiery Retailer Customer
Synthetic Manufacturer
Chemical Manufacturer
Cardboard Manufacturer
Lumber Company
production after receiving or fulfilling a customer’s order as opposed to producing to
inventory in anticipation of a customer’s order. Flow seeks to increase the velocity of the
production process by eliminating queues, handling, movement, and other non-value added
activities and processes. Takt time is the rate of finished product completion. The
customer’s buying rate establishes takt time. Production capacity should be adjusted to takt
time, thus limiting overproduction and underproduction.
George (2002) summarizes Lean as follows: “Lean means speed.” He goes on to say
that Lean seeks to deliver products with “high velocity, high quality, low cost, and minimal
invested capital” (George 2002). In summary, Lean is a strategy that seeks to deliver the
correct product to the customer at the correct time, at the correct location, and at the correct
price with minimal waste. Therefore, one could summarize the core principles of Lean as
customer focus, waste elimination, and speed.
2.1.3 Background Summary
Lean can provide significant positive impact when applied to a supply chain. As
previously discussed, supply chains exist to fulfill a customer’s desire for a particular
product. Lean supply chains deliver that product with speed, quality, and low cost. As
supply chains convert to Lean, supply chain managers must have performance measurement
frameworks to measure progress and to ensure successful Lean transformation. The next
2.2 Framework for Supply Chain Performance Measurement
2.2.1 Review of Previous Work
Over the past few decades, the pressures of the modern business environment have
increased the importance of supply chain management. Supply chain management has
become common practice across all industries (Chan et al. 2003). Authors, such as Lee and
Billington (1992), point out the necessity of adequately measuring the performance of supply
chains as an important component of supply chain management. Neely et al. (1995) defines
performance measurement as the process of quantifying the efficiency and effectiveness of
action. Performance measurement provides the feedback mechanism for measuring progress
and ensuring achievement of strategic supply chain goals.
Previous work in the supply chain performance measurement system literature can be
generally categorized into the following primary areas: 1) categorization of supply chain
metrics and performance measures, 2) development of balanced scorecard frameworks, and
3) development of new frameworks and measures focused on general application and
evaluation of supply chain models. Neely et al. (1995) state that measurement frameworks
have been developed and others have provided criteria for the measurement system design.
Table 2.1 summarizes the primary contributions to performance measurement systems by
various authors.
Beamon (1998) broadly classifies performance measures as quantitative and qualitative.
Neely et al. (1995) narrow the categories to quality, time, flexibility, and cost. Whether
an effective and logical mechanism for analyzing and communicating the large number of
metrics and performance measures available for supply chains.
The balanced scorecard frameworks are based upon tracking critical measures that
focus on the company’s strategy. Kaplan and Norton (1992) compare the balanced scorecard
to the “dials in an airplane cockpit that give managers complex information at a glance.”
Brewer and Speh (2000) assert, “Only those who understand the interrelationship between
[supply chain management and the balanced scorecard] will have a greater likelihood of
leveraging their supply chains into a source of competitive advantage.” Kaplan and Norton
(1992), Brewer and Speh (2000), and Bullinger et al. (2002) provide more detailed
discussion on balanced scorecard performance measurement frameworks.
Previous work includes the development of new frameworks and measures focused on
general application and evaluation of supply chain models. Beamon (1999) presents a
framework for universally selecting performance measures in which she identifies three types
of measures: resources, output, and flexibility. Gunasekaran et al. (2001) develops a
framework for measuring strategic, tactical, and operational levels of performance in a
supply chain. Most of the proposed frameworks focus on the selection of performance
measures or develop generalized performance measures and indexes. The shortcomings of
these frameworks establish a need for a new framework for lean supply chains as will be
Table 2.1: Summary of the primary contributions to performance measurement systems
Reference Summary
Beamon (1999) Presents a general framework for performance measure development and evaluation. Presents inclusiveness, universality, measurability, and consistency as characteristics of effective measurement systems. Beamon (1999) Categorizes metrics into qualitative and quantitative, from customer
satisfaction and customer responsiveness, flexibility, supplier performance, costs, and metrics used in supply chain modeling. Beamon (1999) Presents a framework for universally selecting performance measures.
Metrics are categorized as resource, output, and flexibility.
Brewer and Speh (2000) Presents a balanced scorecard approach as a framework for performance measurement. The four perspectives developed are supply chain management goals, financial benefits, end customer benefits, and supply chain management improvement.
Bullinger et al. (2002) Presents a balanced scorecard approach as a framework for performance measurement. The supply chain, processes, and functions are evaluated from financial, customer, organizational, and innovation perspectives.
Chan (2003) Presents a framework based upon quantitative and qualitative measurements. Metrics are categorized as cost, resource utilization, quality, flexibility, visibility, trust, and innovativeness.
Chan et al. (2003) Presents a performance index, which employs fuzzy-set theory, as a method for measuring the performance of a supply chain. Quantitative and qualitative measures are presented.
Chan and Qi (2003) Presents a performance of activity method of selecting performance measures based upon cost, time, capacity, capability, productivity, utilization, and outcome.
Farris et al. (2002) Presents a cash-to-cash metric for supply chains. Overviews the importance of the metric as it bridges across suppliers, manufacturing, distribution, and customers.
Gunasekaran et al. (2001) Categorizes metrics as strategic, tactical, and operational. Identifies financial and non-financial metrics. Identifies references for each metric.
Gunasekaran et al. (2004) A framework is presented based upon Gunasekaran et al. (2001) and the results of a survey. Considers four major supply chain activities: plan, source, make, and deliver.
Lambert et al. (2001) Presents a framework that employs customer-supplier P&Ls. The analysis is applied at each link in the supply chain with the objective of maximizing profitability.
Kaplan and Norton (1992) Presents a balanced scorecard approach as a framework for performance measurement. Approach allows businesses to be measured from four perspectives: customer, financial, innovation and learning, and internal business.
Table 2.1 continued
Stewart (1995) Presents a framework based upon plan, source, make, and deliver. Identifies keys to unlocking supply chain excellence as delivery performance, flexibility and responsiveness, logistics cost, and asset management.
van Hoek (1998) Presents three fundamental steps for development of new measurement systems: provide a context for measurement, create benchmarks based upon new measures, and development of tools that support the measures.
2.2.2 The Need for a Performance Measurement Framework for Lean Supply Chains
Brewer and Speh (2000) state that if companies “continue to evaluate employees using
performance measurement systems that are either adversely affected by or completely
unaffected by supply chain improvements, then they will fail in their supply chain
endeavors.” Lean is a continuous improvement strategy that significantly impacts the supply
chain. Furthermore, Lean improvement activities can adversely affect traditional financial
measures. For example, reducing inventory releases deferred cost from the balance sheet to
the profit and loss statement; thus generating a short-term decrease in profit. In this example,
the act of improving inventory levels generated an adverse effect in the profit and loss
statement. Thus, a performance measurement framework for Lean supply chains is needed to
ensure success in supply chain improvement activities.
Chan (2003) points out several problems with existing performance measurement
frameworks in the supply chain context. He asserts that most measurements are not
connected with strategy and are financially biased. Additionally, the measurements lack a
addition to these problems, existing performance measurement frameworks have the
following shortcomings:
1. Propose measures that are difficult to quantify;
2. Advocate index measures that have little or no context for interpretation;
3. Propose too many measures.
A performance measurement framework for Lean supply chains is needed that 1)
connects the performance measurements with the tenets of a Lean strategy, 2) balances
financial and non-financial measures, and 3) utilizes a small number of quantifiable and
meaningful measures. The next section of this chapter proposes a framework for Lean
supply chains utilizing these criteria.
2.2.3 Proposed Framework for Lean
The main challenge when developing a performance measurement framework is
determining the proper measures to include. Thor (1994) suggests that there should be a
balanced collection of four to six performance measures, typically including productivity,
quality, and customer satisfaction. Meyer (1996) proposed the following set of criteria for
configuring measures:
1. There should be three to six measures for tracking towards the strategic goals
(enough to make gaming difficult but not too many to confuse).
2. There should be a mix of financial and non-financial measures.
3. There should be constraints between measures. The constraints should ensure that a
gain in any one of the measures genuinely reflects performance improvement.
achieved at the expense of another. Nor should the measures be so relaxed that
gains in one automatically mean gains in the others.
Cunningham and Fiume (2003) list the following attributes of a good performance
measurement framework:
1. Support the company’s strategy.
2. Be relatively few in number.
3. Be mostly non-financial.
4. Be structured to motivate the right behavior.
5. Be simple and easy to understand.
6. Not combine measures of different things into a single index.
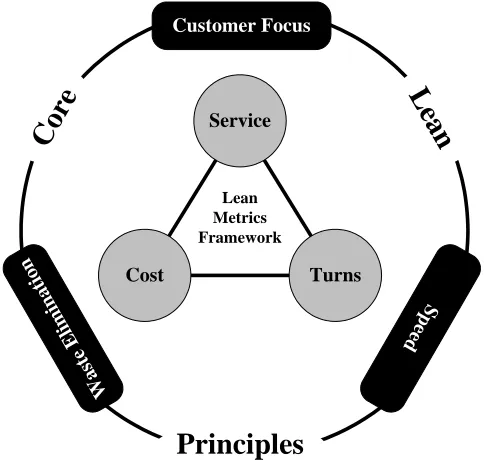
The proposed framework for Lean supply chains consists of the following three
performance measures: customer service, inventory turns, and total cost. The premise for
selecting these three measures is based upon the aforementioned criteria given by Meyer
(1996) and Cunningham and Fiume (2003).
The measures proposed for the Lean framework directly tie to the core principles of a
Lean supply chain strategy. The tenets of Lean were previously summarized as customer
focus, waste elimination, and speed. Figure 2.3 illustrates the relationship between these
principles and the proposed performance measures that constitute a framework for Lean
supply chains. Customer focus is tied primarily to the customer service measure. Customer
service measures the ability of the supply chain to meet the customer’s needs in a timely
manner. Waste elimination is primarily associated with total cost. As waste is eliminated
Lean Metrics Framework
Service
Cost Turns
Customer Focus
S p ee d
W as te E li m in at io n
C
or
e
L
ea
n
Principles
Figure 2.3: A performance measurement framework for Lean supply chains
(Original work)
primarily tied to inventory turns. Increasing the velocity of the supply chain will result in
higher inventory turns.
In addition to being clearly tied to a Lean strategy, the selected measures motivate Lean
behavior. Norton and Kaplan (1992) stated, “You get what you measure.” The profundity of
this five-word sentence cannot be overemphasized. Quite simply, employee behavior is
motivated by the measures upon which their performance is assessed. Therefore, by
measuring and by making employees accountable for the results of customer service,
inventory turns, and total cost, the Lean performance measurement framework motivates the
desired employee behavior that contributes to the Lean principles of customer focus, waste
The performance measurement framework for Lean supply chains includes three
measures that mutually constrain one another. The framework includes enough measures to
make gaming difficult, but not too many that result in confusion. For the purpose of this
chapter, gaming refers to the intentional manipulation of the supply chain to achieve a
desired result in a particular measure. For example, intentionally producing items for which
there is no demand, in order to improve a fixed cost per unit measure, would be considered
gaming. The constraints between customer service, inventory turns, and total cost make
gaming difficult. In the case of customer service, an increase cannot be obtained only by
carrying additional inventory because the additional inventory would negatively impact
inventory turns and total cost. Likewise, total cost cannot be improved by producing items
for which there is no demand because inventory turns will worsen. Also, a reduction in
inventory for the purpose of improving inventory turns may negatively impact customer
service. Therefore, the measures of customer service, inventory turns, and total cost
sufficiently constrain one another. However, the constraints between the measures provide
enough slack to permit improvement in one without necessarily negatively impacting
another.
The performance measurement framework, shown in Figure 2.3, establishes a small set
of mutually constraining measures that are clearly linked to a Lean supply chain strategy.
Customer service, inventory turns, and total cost are the key performance indicators for a
Lean supply chain. Simply put, an organization must do a lot of things correct, inclusive of
Customer service, inventory turns, and total cost are the key performance indicators for
top-level supply chain management to track and to assess Lean improvement activities.
However, other metrics should be tracked at lower levels of the organization. These metrics
should be aligned with the measures that constitute the performance measurement framework
for Lean supply chains. The next section of this chapter categorizes various measures from
the supply chain measurement literature using the performance measurement framework for
Lean supply chains.
2.3 Lean Supply Chain Performance Indicators
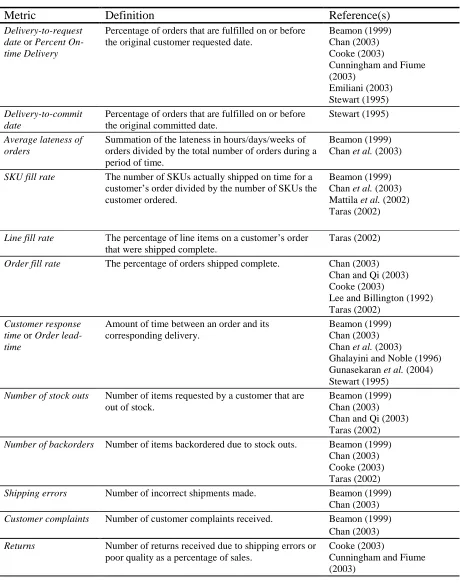
2.3.1 Customer Service
Customer service gauges an organization’s ability to supply the needs of the customer.
Customer service is the primary driver of customer satisfaction, which is the most
controllable by an organization (Stewart 1995). To be deemed effective, a supply chain
strategy must satisfy the customer. Lee and Billington (1992) and van Hoek et al. (2001)
emphasize the importance of including customer satisfaction centric metrics for assessing
supply chain performance. Table 2.2 provides some of the supply chain metrics from the
Table 2.2: Some of the supply chain metrics that contribute to customer service
Metric Definition Reference(s)
Delivery-to-request date or Percent On-time Delivery
Percentage of orders that are fulfilled on or before the original customer requested date.
Beamon (1999) Chan (2003) Cooke (2003)
Cunningham and Fiume (2003)
Emiliani (2003) Stewart (1995)
Delivery-to-commit date
Percentage of orders that are fulfilled on or before the original committed date.
Stewart (1995)
Average lateness of orders
Summation of the lateness in hours/days/weeks of orders divided by the total number of orders during a period of time.
Beamon (1999) Chan et al. (2003)
SKU fill rate The number of SKUs actually shipped on time for a customer’s order divided by the number of SKUs the customer ordered.
Beamon (1999) Chan et al. (2003) Mattila et al. (2002) Taras (2002)
Line fill rate The percentage of line items on a customer’s order that were shipped complete.
Taras (2002)
Order fill rate The percentage of orders shipped complete. Chan (2003) Chan and Qi (2003) Cooke (2003)
Lee and Billington (1992) Taras (2002)
Customer response time or Order lead-time
Amount of time between an order and its corresponding delivery.
Beamon (1999) Chan (2003) Chan et al. (2003)
Ghalayini and Noble (1996) Gunasekaran et al. (2004) Stewart (1995)
Number of stock outs Number of items requested by a customer that are out of stock.
Beamon (1999) Chan (2003) Chan and Qi (2003) Taras (2002)
Number of backorders Number of items backordered due to stock outs. Beamon (1999) Chan (2003) Cooke (2003) Taras (2002)
Shipping errors Number of incorrect shipments made. Beamon (1999) Chan (2003) Customer complaints Number of customer complaints received. Beamon (1999)
Chan (2003)
Returns Number of returns received due to shipping errors or poor quality as a percentage of sales.
Cooke (2003)
Table 2.2 continued
Order entry accuracy Percentage of orders entered without error. Taras (2002) Customer query time The time it takes to respond to a customer query
with the required information.
Gunasekaran et al. (2001) Gunasekaran et al. (2004) Perfect order The percentage of orders filled flawlessly. Cooke (2003)
Lapide (2000) Taras (2002)
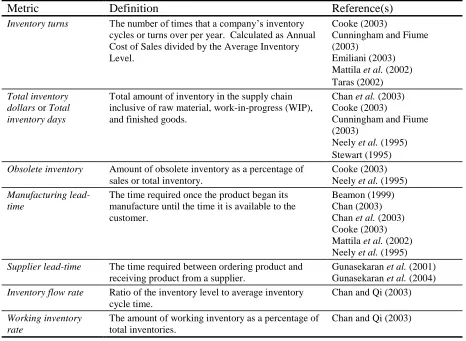
2.3.2 Inventory Turns
Inventory turns is generally defined as the annualized cost of goods sold (COGS)
divided by the average inventory level for the period. The measure indicates the number of
times inventory turns over for a given sales volume. Low inventory turns indicate an
inefficient supply chain. Contrarily, high inventory turns “means the business has achieved
high velocity and eliminated significant waste throughout the organization” (Cunningham
and Fiume 2003). Many factors within the supply chain can affect inventory turns including
inventory levels, manufacturing lead-times, supplier lead-times, capacity utilization,
inventory policy, manufacturing strategy and philosophy (push versus pull), and financial
measures (for example, fixed cost per hour). Table 2.3 summarizes some of the supply chain
Table 2.3: Some of the supply chain metrics that affect inventory turns
Metric Definition Reference(s)
Inventory turns The number of times that a company’s inventory cycles or turns over per year. Calculated as Annual Cost of Sales divided by the Average Inventory Level.
Cooke (2003)
Cunningham and Fiume (2003)
Emiliani (2003) Mattila et al. (2002) Taras (2002) Total inventory
dollars or Total inventory days
Total amount of inventory in the supply chain inclusive of raw material, work-in-progress (WIP), and finished goods.
Chan et al. (2003) Cooke (2003)
Cunningham and Fiume (2003)
Neely et al. (1995) Stewart (1995) Obsolete inventory Amount of obsolete inventory as a percentage of
sales or total inventory.
Cooke (2003) Neely et al. (1995) Manufacturing
lead-time
The time required once the product began its manufacture until the time it is available to the customer.
Beamon (1999) Chan (2003) Chan et al. (2003) Cooke (2003) Mattila et al. (2002) Neely et al. (1995) Supplier lead-time The time required between ordering product and
receiving product from a supplier.
Gunasekaran et al. (2001) Gunasekaran et al. (2004) Inventory flow rate Ratio of the inventory level to average inventory
cycle time.
Chan and Qi (2003)
Working inventory rate
The amount of working inventory as a percentage of total inventories.
Chan and Qi (2003)
2.3.3 Total Cost
Total cost is the measure of fixed costs and variable costs associated with the resources
required to plan, make, and deliver a product. Total cost can be used to measure the
efficiency of a supply chain due to the inclusiveness of all functional areas within a supply
chain. The measure helps to assess the impact of actions to influence in one area in terms of
the impact on costs associated with other areas (Cavinato 1992). For example, a decision to
reduce inventory could have a major impact on costs associated with capacity utilization.
2.3.4 Summary of Lean supply chain performance indicators
The primary performance indicators for a Lean supply chain are customer service,
inventory turns, and total cost. Each of these measures ties directly to the core lean
principles of customer focus, speed, and waste elimination respectively. The key
performance indicators should be tracked at the senior levels of the supply chain
management organization. This section of the paper summarizes some of the measures that
contribute to each of the key performance indicators that should be tracked at lower levels of
the supply chain management organization. Hofman et al. (2005) presents a metrics
architecture that defines metrics that matter for the different areas of an organization. The
architecture is based upon a performance pyramid. As a means of summary, Figure 2.4
illustrates a possible metric architecture combing the proposed framework for performance
measurement for Lean supply chains and the architecture advocated by Hofman et al. (2005).
The alignment of the sub-metrics to the key performance indicators and thus the Lean supply
Table 2.4: Some of the supply chain metrics that contribute to total cost
Metric Definition Reference(s)
Distribution cost Total cost of distribution including transportation and handling costs.
Beamon (1999) Chan (2003)
Gunasekaran et al. (2004)
Manufacturing cost Total cost of manufacturing including labor, maintenance, and rework costs.
Beamon (1999)
Gunasekaran et al. (2001) Inventory holding cost Cost of holding inventory. Includes cost of capital,
insurance cost, and pilferage/spoilage costs.
Beamon (1999) George (2002)
Gunasekaran et al. (2001) Lee and Billington (1992) Stewart (1995)
Inventory obsolescence cost
Costs associated with obsolete inventory. Beamon (1999) Cooke (2003) George (2002)
Lee and Billington (1992) WIP inventory costs Costs associated with work-in-progress (WIP)
inventory.
Beamon (1999)
Finished goods inventory costs
Costs associated with finished good inventory. Consists of storage space cost and risk cost.
Beamon (1999) Chan and Qi (2003) George (2002) Stewart (1995) Transportation cost Costs associated with transportation of materials and
goods.
Chan and Qi (2003) Gunasekaran et al. (2001)
Capacity utilization The amount of capacity actually used versus available capacity.
Chan and Qi (2003) Cooke (2003)
Gunasekaran et al. (2001) Gunasekaran et al. (2004) Total logistics cost Total costs associated with logistics. Consists of
order management cost, material acquisition cost, inventory carrying cost, supply chain finance, planning and MIS cost.
Cooke (2003)
Gunasekaran et al. (2004) Stewart (1995)
Rework/scrap rate The number of defective units produced by manufacturing.
George (2002)
Cost per operation hour
Costs, including fixed and variable, divided by the number hours worked.
Cooke (2003)
Gunasekaran et al. (2001) Incentive cost and
subsidy
Costs associated with taxes and subsidies. Chan (2003)
Quality cost Costs associated with poor quality and of ensuring quality.
Service Fill Rate On-time Delivery Number of Backorders Number of Stockouts Order Lead Time Customer Complaints Customer Query Time Shipping Errors Perfect Order Key Performance Indicator Sub-Metrics Customer Focus Turns Inventory Turns Total Inventory Supplier Lead-time Manufacturing Lead-time Inventory Days Inventory Flow Rate Working
Inventory Rate COGS
Obsolete Inventory Key Performance Indicator Sub-Metrics Speed Cost Cost of Distribution Cost of Inventory Cost of Obsolescence Manufacturing Cost WIP Cost Cost of Transportation Capacity Utilization Scrap Rate Cost Per Hour Key Performance Indicator Sub-Metrics Waste Elimination
Figure 2.4: Examples of performance metric pyramids for Lean supply chains
(Adapted from: Hofman et al. 2005)
2.4 Summary
Performance measures are critical for the successful implementation and assessment of
a supply chain strategy. As organizations implement Lean and other continuous
improvement strategies to meet the needs of today’s marketplace, traditional financial
measures and performance measurement frameworks fail to properly gauge the benefits. In
order to reflect the benefits of such strategies, a performance measurement framework for
Lean supply chains is needed.
Previous work in the area of performance measurement frameworks has the following
problems with respect to Lean:
lack a balanced approach to integrating financial and non-financial measures
(Chan 2003);
propose measures that are difficult to quantify;
advocate index measures that have little or no context for interpretation;
propose too many measures.
This chapter discusses the importance of a performance measurement framework for
Lean supply chains that ties to the core lean principles of customer service, waste
elimination, and speed. The framework presented in this chapter 1) connects the
performance measurements with the tenets of a Lean strategy, 2) balances financial and
non-financial measures, and 3) utilizes a small number of quantifiable and meaningful measures.
Art Byrne, former CEO of Wiremold during their lean transformation, said “if he were
forced to use just two metrics for the entire company, he would choose customer service and
inventory turns” (Cunningham and Fiume 2003). The framework presented in this chapter
adds total cost to Art Byrne’s list. Customer service, inventory turns, and total cost are the
key performance indicators for top-level supply chain management to track and assess Lean
improvement activities. However, other metrics should be tracked at lower levels of the
organization. Therefore, this chapter presents a categorization of additional metrics from the
literature that contributes to the three key performance indicators included in the framework
3. Solving a Real World Inventory Management Problem Using a Technique for Integrating Ideality with the System Operator
Martin, Benjamin R., J. Joines, and T. G. Clapp. “Solving a Real World Inventory
3.0 Introduction
Difficult and enigmatic problems can be found in the functional areas of supply chain
management. Examples of such problem areas include: demand forecasting, raw material
inventory planning, customer management, inventory allocation, order management,
manufacturing planning, capacity planning, marketing, pick management, distribution,
transportation, plant and shop floor scheduling, and finished goods inventory planning. Each
of these areas yields difficult problems to solve – owing in part to the complex
interrelationships between the functional areas. The existence of a supply chain management
problem may be easily identified, but the scope, complexity, and ultimate solution are often
difficult to define. Finished goods inventory planning is a prime example. Within the
functional area of finished goods inventory planning, the amount of inventory to be carried
must be determined such that inventory is minimized while fulfilling customer orders at an
acceptable rate or customer service level. Other supply chain areas such as forecasting,
capacity planning, transportation, distribution, manufacturing, and marketing significantly
influence the amount of finished goods inventory to maintain. The complex
interrelationships between finished goods inventory planning and other supply chain function
areas present challenges for understanding, defining, and ultimately solving problems.
The Theory of Inventive Problem Solving (TRIZ) provides numerous tools for
solving problems such as the finished goods inventory planning just described. In particular,
the system operator and ideality are two TRIZ tools that provide systematic and methodical
approaches to understanding and defining a problem that leads to solution generation. The
be integrated to produce a methodical and systematic solution generation technique (Martin
et al. 2004). The technique defines a tool that identifies resources at each of the interfaces
delineated by the system operator matrix. This chapter discusses the application of the
technique for integrating the system operator with ideality to a finished goods inventory
planning problem for a large textile company.
3.1 The System Operator, Ideality, and the Integration Technique
3.1.1 The System Operator
The system operator is a key TRIZ tool that provides a systematic approach for
problem definition and solution generation. The system operator is useful throughout the
problem solving process. The tool may be used for problem definition, idea generation,
solution identification, and solution implementation. The TRIZ literature suggests that the
system operator is used under a variety of different conditions: 1) to define the problem, 2) to
look for the solution to a problem, and 3) to determine the trend of a system development
(Frenklach 1998).
The system operator directs thinking in terms of time and space by dividing the
problem into three levels and three time zones (Mann 2001). The three levels comprise the
system, super-system, and subsystem. The three times zones suggested by the system
operator are the past, present and future. The division results in a three-by-three matrix as
shown in Figure 3.1. Each box represents a particular space and time. The matrix directs
systematic thoughts at each level, thus overcoming “the psychological inertia of present and
The system, the super-system, and the subsystem levels of the system operator direct
thinking outside of the system itself and into the system’s environment and sub-processes. It
is important to not only consider the problem at hand, but also to give consideration to the
environment and sub-processes in which the problem resides as solutions may reside in either
or both of these spaces. The three time zones of the system operator facilitate thinking in
terms of time. The times zones are the past, present, and future. Even though the system
operator breaks time into discrete categories, it is important to continue to think continuously
with respect time. The system operator’s categories provide the systematic framework for
thinking in terms of time. Thus, the combination of space and time in the system operator
helps to think more completely about the problem to be solved thus maximizing solution
generation possibilities.
Figure 3.1: The system operator matrix
Past Super System
Present Super System
Future Super System
Past System
Present System
Future System
Past Sub-System
Present Sub-System