RODKWAN, SUPASIT. A Numerical and Experimental Investigation of the Machinability of Elastomers. (Under the direction of Dr. John S. Strenkowski.)
In this dissertation, the machinability of elastomers is investigated. The main objective of the
research is to determine the machining conditions for which an elastomer can be machined
with a smooth surface finish. Both machining experiments and numerical simulations were
carried out to achieve this goal. For the experimental studies, a series of orthogonal
machining tests were conducted to investigate the effects of various machining parameters on
chip morphology, machined surface condition, and resulting machining forces. Feed speed
and rake angle were found to have a significant effect on the type of chip generated during
orthogonal machining. High feed speed conditions and large rake angle tools produced long
and continuous ribbon-like chips and a corresponding smooth machined surface. The design
of the workpiece fixture in the lathe was also found to be critical for machining smooth
surfaces.
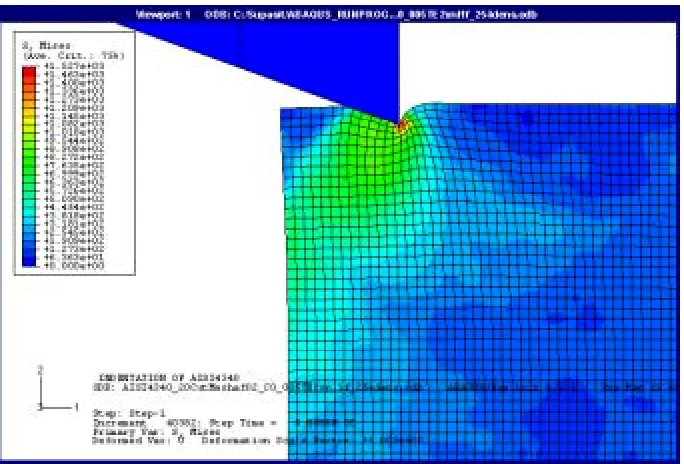
In the numerical investigation, half-wedge indentation and orthogonal cutting models were
developed to simulate incipient separation of elastomers. It was found that high tensile
normal stress and maximum principal stresses, as well as a large concentrated strain energy
density near the separation point lead to favorable conditions for the formation of continuous
chips and a good surface finish. The indentation simulations correlated well with the cutting
tests in which tools with a large rake angle and large feed produced continuous chips and a
smooth surface finish. The models offer potential for identifying the cutting conditions and
OF THE MACHINABILITY OF ELASTOMERS
by
SUPASIT RODKWAN
A dissertation submitted to the Graduate Faculty of
North Carolina State University
in partial fulfillment of the
requirements for the Degree of
Doctor of Philosophy
MECHANICAL AND AEROSPACE ENGINEERING
Raleigh
2002
APPROVED BY:
___________________________
___________________________
___________________________
___________________________
Dedicated to my parents, my wife and…
BIOGRAPHY
Supasit Rodkwan was born in Bangkok, Thailand in 1969. He was an only child in
the family raised by his mother, Preeya Rodkwan and his father, Chid Rodkwan. He
graduated from Samsenwittayalai High School in Bangkok where his mother spent her
almost entire career as a teacher in social science and history. His father, who received his
Master degree in Public Administration from Syracuse University in 1972, has recently
retired as a vice-governor at Satool province in southern region of Thailand. In 1990, Mr.
Rodkwan received his Bachelor of Engineering degree in Mechanical Engineering from King
Mongkut University of Technology Thonburi in Thailand. Soon after his graduation, he
began his professional career as a mechanical engineer in a mechanical erection department
at TPI Polene Co., Ltd., one of the largest cement production companies in Thailand. In
1993, he came to pursue his graduate study at the University of Southern California where he
received his Master of Science in Mechanical Engineering with a concentration in Computer
Aided Design/Computer Aided Manufacturing/Computer Aided Engineering
(CAD/CAM/CAE) in 1995. Then, he enrolled as a graduate student in the Mechanical
Engineering Department at the University of Kansas where he later received his Master of
Science in Mechanical Engineering majoring in Computational Solid Mechanics in 1999. In
1997, he transferred to North Carolina State University to begin his Ph.D. study in an area of
computational mechanics applied to manufacturing processes with Dr. John S. Strenkowski.
After receiving his Ph.D. degree, he plans to return to Kasetsart University in Thailand where
he has been appointed as a lecturer in the Department of Mechanical Engineering since
ACKNOWLEDGEMENTS
I am very grateful to Dr. John S. Strenkowski, the chairman of my Ph.D. advisory
committee, for his invaluable support, guidance and endless encouragement since the
beginning of my enrollment at North Carolina State University. It has been my honor to
have an opportunity to work with him for a number of years. I consider myself to be very
fortunate to have him serving as my advisor. I also would like to thank Dr. John A. Bailey,
who taught me the fundamentals of machining and material deformation during my graduate
study, Dr. John S. Stewart, who provided me an valuable advice in machining and partial
financial assistance during my Ph.D. study, and Dr. Melur K. Ramasubramanian for his
kindness to serve on the Ph.D. advisory committee. In addition, I would like to thank Dr.
Albert J. Shih and Juan-Pablo Gallego for their valuable suggestions throughout the research
work in the machining of elastomers.
I also owe gratitude to Dr. Karan Surana, Deane E. Ackers Distinguished Professor of
Mechanical Engineering at the University of Kansas, who first introduced me to the world of
the finite element method. In addition, I would like to thank Dr. Yi-Min Wei and Dr.
Chang-Chi Hsieh, Dr. Xiangfu Wang, former graduate students in the Department of Mechanical
and Aerospace Engineering at North Carolina State University, for their valuable discussions
on the subject of the machining process. Appreciation is extended to Rufus (Skip)
Richardson and Mike Breedlove for their assistance in preparation of cutting tools,
specimens, and lathe setup. Special thanks are also given to my colleagues in the elastomer
I gratefully acknowledge the financial support from the National Science Foundation
as well as the industrial collaboration of Michelin Americas R&D Corporation and Lord
Corporation. Additionally, my graduate study at North Carolina State University was made
possible with partial funding from the Department of Mechanical and Aerospace
Engineering, the Integrated Manufacturing Systems Engineering Institute (IMSEI), and the
Wood Machining and Tooling Research Program (WMTRP) at North Carolina State
University. Their courtesies are always greatly appreciated.
Finally, I would like to express my deep appreciation to my parents, and my dearest
wife, Nussara Boonkungwan, for their unconditioned love, inspiration and support during an
endless period of my graduate study in the United States. I hope that completion of my Ph.D.
TABLE OF CONTENTS
LIST OF TABLES ... ix
LIST OF FIGURES...x
LIST OF SYMBOLS ... xix
1. INTRODUCTION ... 1
1.1 Scope and Objective of Dissertation ...4
1.2 Overview of Dissertation ...6
2. LITERATURE REVIEW ... 7
2.1 General Description of Elastomers ...7
2.2 Analysis of the Strain Energy Function for Elastomers ...10
2.2.1 A Statistical Approach ... 10
2.2.2 A Phenomenological Approach... 11
2.3 Analysis of a Wedge Indentation Process ...14
2.3.1 Wedge Indentation of Metals ... 14
2.3.2 Wedge Indentation of Elastomers... 17
2.4 Analysis of a Machining Process ...19
3. ELASTOMER MACHINING EXPERIMENTS... 26
3.1 Introduction ...26
3.2 Experimental Setup ...26
3.3 Experimental Results and Discussions...31
4. DESCRIPTION OF MODEL DEVELOPMENT ... 46
4.1 A General Description of the ABAQUS Software...46
4.1.1 ABAQUS/Standard ... 48
4.1.2 ABAQUS/Explicit ... 49
TABLE OF CONTENTS (continued)
4.3 Contact and Interaction Concepts in Wedge Indentation and Orthogonal Cutting
Models...53
4.4 Description of Indentation and Orthogonal Cutting Models...56
4.4.1 Modeling of Indentation of AISI 4340 Steel ... 57
4.4.2 Modeling of Orthogonal Cutting of AISI 4340 Steel ... 61
4.4.3 Modeling of Indentation of Elastomers ... 67
4.4.4 Modeling of Orthogonal Cutting of Elastomers ... 75
5. SIMULATIONS OF ORTHOGONAL CUTTING AND WEDGE
INDENTATION... 80
5.1 Simulations of AISI 4340 Steel...80
5.1.1 Orthogonal Cutting Simulation ... 80
5.1.2 Wedge Indentation Simulation with a 70 degree Half-Wedge Angle .... 87
5.2 Simulations of Indentation of Elastomers...93
5.2.1 Wedge Indentation for a 80 degree Half-Wedge Indenter (Case 1)... 97
5.2.2 Wedge Indentation for a 40 degree Half-Wedge Indenter (Case 2)... 102
5.2.3 Wedge Indentation for a 40 degree Half-Wedge Indenter and Tip Edge Radius of 0.01270 mm (Case 3) ... 110
5.2.4 Wedge Indentation for a 40 degree Half-Wedge Indenter for Feed of 0.2540 mm (Case 4)... 117
5.2.5 Wedge Indentation for a 40 degree Half-Wedge Indenter and a Friction Coefficient of 1.20 (Case 5) ... 122
5.2.6 Wedge Indentation for a 40 degree Half-Wedge Indenter and Boundary Condition Type 2 (Case 6)... 127
TABLE OF CONTENTS (continued)
6. CONCLUSIONS AND FUTURE WORK... 140
6.1 Conclusions ...140
6.2 Future Work ...142
LIST OF TABLES
Table 2.1 Comparison of properties of elastomers with other materials ...9
Table 4.1 A summary of the material properties of AISI 4340 steel...60
Table 4.2 Temperature-dependent thermal expansion coefficients for AISI 4340 steel. ..63
Table 4.3 Temperature-dependent elastic properties of AISI 4340 steel...63
Table 4.4 Temperature-dependent elastic-plastic properties of AISI 4340 steel...64
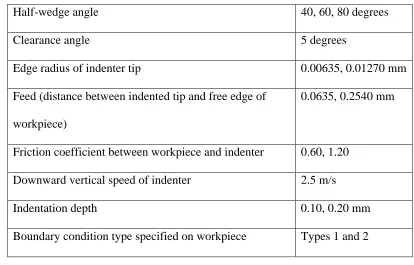
Table 5.1 Summary of operating conditions used in wedge indentation simulations of
elastomers.. ...94
Table 5.2 Summary of operating conditions for evaluating various effects on elastomer
LIST OF FIGURES
Figure 2.1 Comparison between orhogonal and oblique cutting. ...20
Figure 2.2 Nomenclature of orthogonal cutting...20
Figure 3.1 Fixture design and cutting tool setup for the elastomer machining
experiments ...27
Figure 3.2 Side view of workpiece in the lathe chuck for the elastomer
machining experiments. ...28
Figure 3.3 Nomenclature of cutting tool angles...29
Figure 3.4 Chip types for various rake angles and feed speeds for a cutting speed of
2.50 m/s...32
Figure 3.5 Photographs of machined surfaces for a cutting speed of 2.50 m/s, three rake
angles and two feed speeds ...33
Figure 3.6 Typical measured machining forces in three axes (cutting, thrust, and
transverse components) for a sharp cutting tool with a rake angle of 10 degrees, feed
speed of 0.0635 mm, and cutting speed of 2.50 m/s...35
Figure 3.7 Typical measured machining forces in three axes (cutting, thrust, and
transverse components) for a sharp cutting tool with a rake angle of 50 degrees, feed
speed of 0.2540 mm, and cutting speed of 2.50 m/s...35
Figure 3.8 Measured force components for a sharp cutting tool with various tool rake
angles, a feed speed of 0.0635 mm and a cutting speed of 2.50 m/s ...37
Figure 3.9 Measured force components for a sharp cutting tool with various tool rake
angles, a feed speed of 0.2540 mm and a cutting speed of 2.50 m/s ...37
Figure 3.10 Comparison of measured cutting forces for cutting tools with various rake
angles and feed speeds for a cutting speed of 2.50 m/s ...38
Figure 3.11 Comparison of measured thrust forces for cutting tools with various rake
angles and feed speeds for a cutting speed of 2.50 m/s ...38
Figure 3.12 Apparatus for measuring the cutting edge sharpness ...39
Figure 3.13 Schematic diagram to determine the tool edge radius...40
Figure 3.14 Unused tool edge with a nose width of 10 microns (10 degree rake
LIST OF FIGURES (continued)
Figure 3.15 Used tool edge with nose a width of 15 microns (10 degree rake angle,
5 degree clearance angle)...43
Figure 3.16 Unused tool edge with a nose width of 10 microns (30 degree rake angle, 5 degree clearance angle) ...44
Figure 3.17 Used tool edge with nose a width of 15 microns (30 degree rake angle, 5 degree clearance angle)...44
Figure 3.18 Unused tool edge with a nose width of 10 microns (50 degree rake angle, 5 degree clearance angle) ...45
Figure 3.19 Used tool edge with nose a width of 15 microns (50 degree rake angle, 5 degree clearance angle)...45
Figure 4.1 ABAQUS modules ...47
Figure 4.2 Contact and interaction discretization ...54
Figure 4.3 Initial mesh of a half-wedge indentation model of AISI 4340 steel...58
Figure 4.4 Initial mesh of a half-wedge indentation model of AISI 4340 steel (detailed view) ...58
Figure 4.5 Initial mesh for the orthogonal cutting model of AISI 4340 steel...62
Figure 4.6 Initial mesh for half-wedge indentation model of elastomers ...68
Figure 4.7 Initial mesh for half-wedge indentation model of elastomers (detailed view). ...68
Figure 4.8 Uniaxial tensile stress-strain relationship for elastomer used in the wedge indentation model. ...69
Figure 4.9 Schematic of the uniaxial deformation mode ...71
Figure 4.10 Schematic of the equi-biaxial deformation mode...71
Figure 4.11 Schematic of the planar deformation mode...71
Figure 4.12 Initial mesh for the orthogonal cutting model of elastomers...76
Figure 4.13 Uniaxial tensile stress - extension ratio relationship used in orthogonal cutting model of elastomers...78
LIST OF FIGURES (continued)
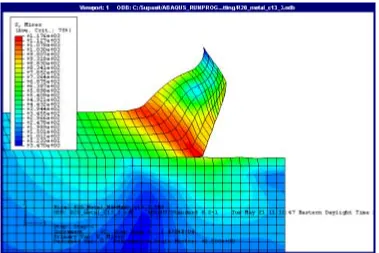
Figure 5.2 Von Mises stress contours (MPa) at early configuration (analysis step 3,
increment 60) ...83
Figure 5.3 Von Mises stress contours (MPa) at final configuration (analysis step 4,
increment 6). ...83
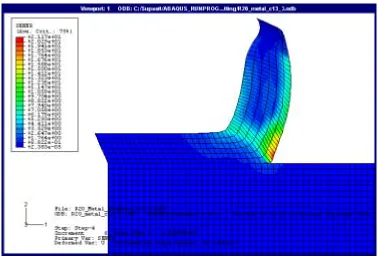
Figure 5.4 Tresca stress contours (MPa) at early configuration (analysis step 3,
increment 60).. ...84
Figure 5.5 Tresca stress contours (MPa) at final configuration (analysis step 4,
increment 6). ...84
Figure 5.6 Normal stress contours (MPa) at early configuration (analysis step 2,
increment 11). ...85
Figure 5.7 Normal stress contours (MPa) at final configuration (analysis step 4,
increment 6)... ...85
Figure 5.8 Strain energy density contours (MPa) at early configuration (analysis
step 3, increment 60)...86
Figure 5.9 Strain energy density contours (MPa) at final configuration (analysis
step 4, increment 6)...86
Figure 5.10 Undeformed configuration of the finite element mesh for a half-wedge
indenter angle of 70 degrees ...87
Figure 5.11 Von Mises stress contours (MPa) at an indentation depth of 0.02 mm for a
half-wedge indenter angle of 70 degrees. ...89
Figure 5.12 Von Mises stress contours (MPa) at an indentation depth of 0.05 mm for a
half-wedge indenter angle of 70 degrees.. ...89
Figure 5.13 Tresca stress contours (MPa) at an indentation depth of 0.02 mm for a
half-wedge indenter angle of 70 degrees. ...90
Figure 5.14 Tresca stress contours (MPa) at an indentation depth of 0.05 mm for a
half-wedge indenter angle of 70 degrees.. ...90
Figure 5.15 Tresca stress contours (MPa) within a plastic shear zone of 478 MPa
LIST OF FIGURES (continued)
Figure 5.16 Tresca stress contours (MPa) within a plastic shear zone of 478 MPa
at an indentation depth of 0.05 mm for a half-wedge indenter angle of 70 degrees...91
Figure 5.17 Strain energy density contours (MPa) at an indentation depth of 0.02 mm
for a half-wedge indenter angle of 70 degrees...92
Figure 5.18 Strain energy density contours (MPa) at an indentation depth of 0.05 mm
for a half-wedge indenter angle of 70 degrees...92
Figure 5.19 Deformed and undeformed configurations of the finite element mesh for
a half-wedge angle of 80 degrees, tip edge radius of 0.00635 mm, feed of
0.0635 mm, friction coefficient of 0.60, and indentation depth of 0.10 mm. ...97
Figure 5.20 Tresca stress contours (MPa) for a half-wedge angle of 80 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient
of 0.60, and indentation depth of 0.10 mm.. ...99
Figure 5.21 Detailed view of Tresca stress contours (MPa) for a half-wedge
angle of 80 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm ...99
Figure 5.22 Normal stress contours (MPa) for a half-wedge angle of 80 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient
of 0.60, and indentation depth of 0.10 mm... ...100
Figure 5.23 Detailed view of normal stress contours (MPa) for a half-wedge
angle of 80 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm ...100
Figure 5.24 Detailed view of maximum principal stress contours (MPa) for a
half-wedge angle of 80 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm,
friction coefficient of 0.60, and indentation depth of 0.10 mm ...101
Figure 5.25 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 80 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
LIST OF FIGURES (continued)
Figure 5.26 Deformed and undeformed configurations of the finite element mesh for
a half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of
0.0635 mm, friction coefficient of 0.60, and indentation depth of 0.10 mm. ...102
Figure 5.27 Tresca stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient of
0.60, and indentation depth of 0.10 mm.. ...104
Figure 5.28 Detailed view of Tresca stress contours (MPa) for a half-wedge angle
of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm ...104
Figure 5.29 Normal stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient
of 0.60, and indentation depth of 0.10 mm.. ...105
Figure 5.30 Detailed view of normal stress contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm. ...105
Figure 5.31 Detailed viewed of maximum principal stress contours (MPa) for a
half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm,
friction coefficient of 0.60, and indentation depth of 0.10 m ...106
Figure 5.32 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm ...106
Figure 5.33 Normal stress of the elastomeric workpiece area under the indenter tip
for a tip edge radius of 0.00635 mm, feed of 0.0635 mm, and friction coefficient
of 0.60 with various half-wedge angles.. ...108
Figure 5.34 Maximum principal stress of the elastomeric workpiece area under the
indenter tip for a tip edge radius of 0.00635 mm, feed of 0.0635 mm, and friction
LIST OF FIGURES (continued)
Figure 5.35 Strain energy density of the elastomeric workpiece area under the indenter
tip for a tip edge radius of 0.00635 mm, feed of 0.0635 mm, and friction coefficient
of 0.60 with various half-wedge angles ...109
Figure 5.36 Deformed and undeformed configurations of the finite element mesh
for a half-wedge angle of 40 degrees, tip edge radius of 0.01270 mm, feed of
0.0635 mm, friction coefficient of 0.60, and indentation depth of 0.10 mm. ...110
Figure 5.37 Normal stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.01270 mm, feed of 0.0635 mm, friction coefficient of
0.60, and indentation depth of 0.10 mm... ...112
Figure 5.38 Detailed view of normal stress contours (MPa) for a half-wedge angle
of 40 degrees, tip edge radius of 0.01270 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm.. ...112
Figure 5.39 Detailed view of maximum principal stress contours (MPa) for a
half-wedge angle of 40 degrees, tip edge radius of 0.01270 mm, feed of 0.0635 mm,
friction coefficient of 0.60, and indentation depth of 0.10 mm. ...113
Figure 5.40 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.01270 mm, feed of 0.0635 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm ...113
Figure 5.41 Normal stress of the elastomeric workpiece area under the indenter tip
for a tip edge radius of 0.01270 mm, feed of 0.0635 mm, and friction coefficient
of 0.60 with various half-wedge angles ...115
Figure 5.42 Strain energy density of the elastomeric workpiece area under the
indenter tip for a tip edge radius of 0.01270 mm, feed of 0.0635 mm, and friction
coefficient of 0.60 with various half-wedge angles.. ...115
Figure 5.43 Effect of indenter tip edge radius on the strain energy density
and maximum principal stress of the elastomeric workpiece area under feed
of 0.0635 mm, and friction coefficient of 0.60 for various half-wedge angles
LIST OF FIGURES (continued)
Figure 5.44 Deformed and undeformed configurations of the finite element mesh for
a half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of
0.2540 mm, friction coefficient of 0.60, and indentation depth of 0.10 mm. ...117
Figure 5.45 Normal stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.00635 mm, feed of 0.2540 mm, friction coefficient of
0.60, and indentation depth of 0.10 mm ...119
Figure 5.46 Detailed view of normal stress contours (MPa) for a half-wedge angle
of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.2540 mm, friction
coefficient of 0.60, and indentation depth of 0.10 mm... ...110
Figure 5.47 Detailed view of maximum principal stress contours (MPa) for a
half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.2540 mm,
friction coefficient of 0.60, and indentation depth of 0.10 mm ...120
Figure 5.48 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.2540 mm,
friction coefficient of 0.60, and indentation depth of 0.10 mm.. ...120
Figure 5.49 Effect of indentation feed on the strain energy density and
maximum principal stress of the elastomer workpiece area under an indenter tip for a
tip edge radius of 0.00635 mm, and friction coefficient of 0.60 for various
half-wedge angles at 10 mm indentation depth.. ...121
Figure 5.50 Deformed and undeformed configurations of the finite element mesh for
a half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of
0.0635 mm, friction coefficient of 1.20, and indentation depth of 0.10 mm. ...122
Figure 5.51 Normal stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient of 1.20,
and indentation depth of 0.10 mm ...124
Figure 5.52 Detailed view of normal stress contours (MPa) for a half-wedge angle
of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
LIST OF FIGURES (continued)
Figure 5.53 Detailed view of maximum principal stress contours (MPa) for a
half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm,
friction coefficient of 1.20, and indentation depth of 0.10 mm ...125
Figure 5.54 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 1.20, and indentation depth of 0.10 mm ...125
Figure 5.55 Effect of friction on workpiece/indenter interface on the strain energy
density and maximum principal stress of the elastomeric workpiece area
under the indenter tip for a tip edge radius of 0.00635 mm, and feed of
0.0635 mm for various half-wedge angles at 10 mm indentation depth...126
Figure 5.56 Deformed and undeformed configurations of the finite element mesh
for a half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed
of 0.0635 mm, friction coefficient of 0.60, indentation depth of 0.10 mm
and a boundary condition Type 2...127
Figure 5.57 Normal stress contours (MPa) for a half-wedge angle of 40 degrees,
tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction coefficient of 0.60,
indentation depth of 0.10 mm and a boundary condition Type 2.. ...129
Figure 5.58 Detailed view of normal stress contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
coefficient of 0.60, indentation depth of 0.10 mm and a boundary condition Type 2...129
Figure 5.59 Detailed view of maximum principal stress contours (MPa) for a
half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm,
friction coefficient of 0.60, indentation depth of 0.10 mm and
a boundary condition Type 2 ...130
Figure 5.60 Detailed view of strain energy density contours (MPa) for a half-wedge
angle of 40 degrees, tip edge radius of 0.00635 mm, feed of 0.0635 mm, friction
LIST OF FIGURES (continued)
Figure 5.61 Effect of fixture design of the workpiece on the strain energy density
and maximum principal stress of the elastomeric workpiece area under the indenter
tip for a half-wedge angle of 40 degrees, tip edge radius of 0.00635 mm,
feed of 0.0635 mm, friction coefficient of 0.60, and indentation depth of
0.10 mm for various half-wedge angles at 10 mm indentation depth...131
Figure 5.62 Undeformed and deformed configurations of the finite element mesh.. ...133
Figure 5.63 Von Mises stress contours (MPa) at the analysis step 3, increment 33...135
Figure 5.64 Von Mises stress contours (MPa) at the analysis step 3, increment 33
(detailed view)... ...135
Figure 5.65 Tresca stress contours (MPa) at the analysis step 3, increment 33.. ...136
Figure 5.66 Tresca stress contours (MPa) at the analysis step 3, increment 33
(detailed view)... ...136
Figure 5.67 Normal stress contours (MPa) at the analysis step 3, increment 33.. ...137
Figure 5.68 Normal stress contours (MPa) at the analysis step 3, increment 33
(detailed view)... ...137
Figure 5.69 Maximum principal stress contours (MPa) at the analysis step 3,
increment 33...138
Figure 5.70 Maximum principal stress contours (MPa) at the analysis step 3,
increment 33 (detailed view)... ...138
Figure 5.71 Strain energy density contours (MPa) at the analysis step 3, increment 33..139
Figure 5.72 Strain energy density contours (MPa) at the analysis step 3,
LIST OF SYMBOLS
W Strain energy density or free energy per unit volume
λ1, λ2, λ3 Principal stretch ratios along three perpendicular axes
N Number of chains per unit volume
k Boltzmann constant
T Absolute temperature
G Shear modulus or modulus of rigidity
C1, C2, C3 Material constants obtained from experiment
I1,I2, I3 Strain invariants
αk A real number
m A positive integer
µk, αk Materials constants obtained from experiment
A
Area of one fracture surface of a crackc
T
Critical tearing energy[M] Mass matrix
[C] Stiffness matrix
[K] Damping matrix
1 +
n
u
&&
Nodal accelerations1
+
n
u& Nodal velocities
1
+
n
u Nodal displacements
a n
LIST OF SYMBOLS (continued)
t
∆ Time step
p
ε
&
Effective plastic strain rateef
σ
Effective yield stressY
σ
Initial yield stressD, p Material constants based on empirical strain rate sensitivity
F Deformation gradient
i
ε
Principal nominal strainsi
λ Principal stretches
U
λ Stretch in the loading direction
U
T Uniaxial nominal stress
B
T Equi-biaxial nominal stress
S
T Nominal planar stress
c
τ
Critical shear stress of the chip along the chip/tool interfaceµ
Friction coefficientth
τ
Threshold stress related to material failurep
Normal presure at a contact point along the chip/tool interfacef
Critical shear functionn
LIST OF SYMBOLS (continued)
f
σ
Material failure stress under tensile moden
τ
Measure shear stress measured at a specifc distancef
τ
Material failure stress under shear mode1. INTRODUCTION
Elastomers are widely used in various industries for tires, springs, shock isolators, noise and
vibration absorbers, seals, corrosion and abrasion protection, and electrical and thermal
insulators. Among elastomeric materials, rubber is the most well known elastomer. Rubber
has been used as an engineering material since the mid 1800’s (Charlton and Yang, 1994).
Some of the unique properties that make elastomers different from other conventional
materials such as metals include the following:
1. Elastomers exhibit a highly non-linear stress-strain relationship as compared to metals.
2. Elastomers are able recover to an undeformed state after large deformation upon removal
of the load.
3. Elastomers have no yield point in the stress-strain curve and they are highly non-linear at
large strains. The elastic modulus and tensile strength of elastomers are also low
compared to metals.
4. Elastomers have good fatigue resistance and high energy absorption capacity due to their
high elasticity.
5. The material properties of elastomers change significantly with temperature variation.
6. Poisson’s ratio of elastomers is very close to 0.50 (nearly incompressible).
7. The coefficient of friction for elastomer surfaces is relatively high compared with a metal
to metal interface.
9. The moldability of elastomers allows for their use in a wide range of applications
such as hoses, belts, tubes, engine mounts, wiper blades, footwear, toys, and tires.
In comparison with metals, elastomers are complex because both their material and
geometric behavior is non-linear. Elastomers are isotropic, highly deformable, highly elastic,
and nearly incompressible. They are also hyperelastic or Green elastic, i.e., their mechanical
properties can be characterized by means of a strain energy function. Elastomers have high
elongation before fracture and a very low elastic modulus and relatively low thermal
conductivity. In addition, the mechanical properties of elastomers are highly sensitive to
strain, strain rate, strain history, temperature, composition, and manufacturing methods.
Most elastomeric parts are produced by a molding process in which a composition of raw
materials and additional additives are subjected to a controlled temperature-pressure-cycle to
produce the desired properties and geometry. Some elastomer applications such as tire or
shoe tread patterns require a complex mold to be manufactured. The disadvantage of this
method is the high cost and time-consuming process of manufacturing the mold. As an
alternative, elastomer machining is proposed in this research to reduce production costs by
eliminating the molding process, which would be especially useful for manufacturing
prototype parts and other applications requiring a complex shape. Potential applications of
machined elastomers include prototype tire and footwear tread patterns, scrap tire recycling,
With the rapid advancement of computational power, numerical techniques have been
developed to analyze complex engineering problems. Among available numerical methods,
the Finite Element Method (FEM) is considered to be one of the most powerful, accurate and
reliable computational tools. The FEM has been used extensively to analyze manufacturing
processes such as machining and forming of more traditional engineering metallic materials
such as steel and aluminum alloys (Strenkowski and Carroll, 1985), (Strenkowski and Moon,
1990), (Strenkowski and Lin, 1996), (Shih, 1995), (Shih, 1996). However, very little
research has been undertaken to investigate the machining and chip formation process of
elastomers with the finite element method.
The roughness of a machined elastomer surface is highly dependent on the type of chip
produced during machining. Discontinuous chip formation is associated with a rough surface
finish of the workpiece, which results in inaccuracy in the final machined workpiece
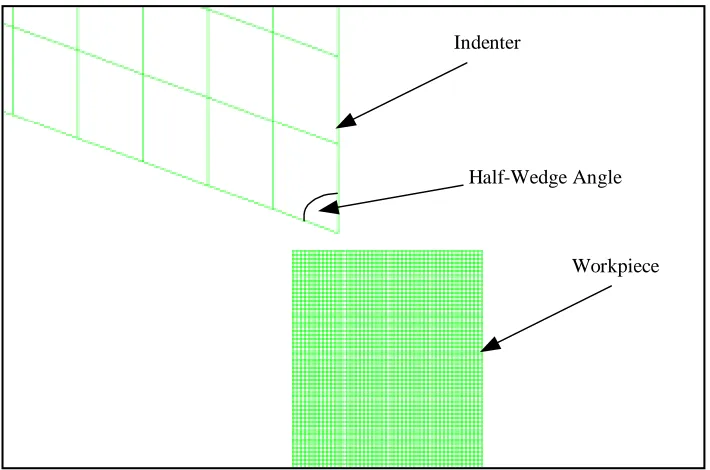
dimensions. In this research, wedge indentation was investigated because indentation can be
considered to be the incipient stage of chip formation in a machining process.
Very little research on elastomer machining has been performed because of the complexity of
elastomers and the machining process itself. In this research, better understanding of
machining of elastomers was achieved through the development of wedge indentation
models and orthogonal cutting tests. The wedge indentation models were used to investigate
chip formation during incipient metal cutting prior to material separation. Even though
wedge indentation does not incorporate chip formation, it can lead to a better understanding
1.1 Scope and Objective of Dissertation
The main objective of this research is to gain a better understanding of the machining
conditions that result in improved machinability of elastomers. A series of half-wedge
indentation models were developed and orthogonal cutting tests were conducted to achieve
this objective. Simulations of half-wedge indentation in elastomers were conducted to
identify machining conditions that lead to continuous chip formation and good surface finish.
These results were confirmed with orthogonal cutting tests for tools with various rake angles
under different feed speed conditions.
The following tasks were undertaken in this research:
1. An extensive literature review of wedge indentation and machining of elastomers was
conducted. The material characteristics of elastomers and the associated constitutive
equations were reviewed. The mechanics of machining for both metals and elastomers
was also reviewed, as well as the use of the finite element method for simulating
indentation and machining processes.
2. A series of orthogonal machining experiments of elastomers was conducted using a
conventional lathe under various cutting conditions. The resulting chip morphology and
machined surface finish were observed and recorded and the resulting forces were
3. The effect of various machining parameters such as workpiece fixturing, tool rake
angle, and feed speed on the generated chip geometry and machined surface quality of
the elastomeric workpiece was investigated. These results provided useful information
for identifying machining conditions that lead to continuous chip formation and a
smooth surface finish.
4.
Two-dimensional finite element models of half-wedge indentation of elastomers weredeveloped using ABAQUS, a commercial finite element analysis program. These
models were used to identify the initial stage of material separation which subsequently
leads to incipient chip formation in machining. These models were used to characterize
the workpiece material response for ultimately identifying the cutting conditions for
which indentation transitions to cutting and chip formation. A preliminary model of
1.2 Overview of Dissertation
The following chapter presents a literature review of the material characteristics of
elastomers and the associated constitutive equations. The review also includes past research
regarding the indentation of metals and elastomers and the mechanics of the machining
process. Background on the use of the finite element method for simulating cutting
processes is also described. In Chapter 3, orthogonal cutting tests for an elastomer are
described. The chip morphology and corresponding machining forces under various cutting
conditions are discussed. The effects of various machining parameters such as the tool rake
angle and feed speed on the machined surface finish are also examined in this chapter.
Chapter 4 discusses the development of half-wedge indentation models for elastomers. For
comparison, wedge indentation and orthogonal cutting models for AISI 4340 steel are also
described. Background on the use of the non-linear finite element technique is given for
simulating the indentation of elastomers. Results from the elastomer half-wedge indentation
and metal cutting models are discussed in Chapter 5. Preliminary results of an elastomer
orthogonal cutting simulation are also presented. Conclusions and recommendations for
2. LITERATURE REVIEW
2.1 General Description of Elastomers
An elastomer can be defined as, “a macromolecular material, which, at room temperature, is
capable of recovering substantially in shape and size after removal of a deforming force.”
(ASTM, 1999). Rubber is also defined by the same standard as “a material that is capable of
recovering from large deformations quickly and forcibly and can be, or already modified to a
state in which it is essentially insoluble (but can swell) in boiling solvent, such as benzene,
methyl ethylketone, or ethanol-toluene azeotrope. A rubber in its modified state, free of
diluents, retracts within one minute to less than 1.5 times its original length after being
stretched at room temperature to twice its length and held for one minute before release.”
Therefore, it is noted that all rubbers are elastomers; however, not all elastomers are rubbers.
Some types of plastics can be also considered to be elastomers, according to this definition.
Among a variety of plants containing rubber, the rubber tropical trees (Hevea brasiliensis)
growing mainly in Southeast Asia and Africa are the major source employed for commercial
rubber. Nevertheless, any synthetic material such as neoprene, nitrile, and styrene butadiene
are categorized with natural rubbers since their characteristics can be classified as rubbers
(Shalaby and Schwartz, 1985).
The high elasticity of elastomers that allows for large elastic deformation is certainly one of
the most remarkable characteristics. Elastomers have a very low elastic modulus and a high
hysteresis, which contributes to their energy absorption capability. A crosslinked strip,
extended to many times of its original length when released, will return to that original length
showing very little or no permanent deformation as a result of the extension. This is in
contrast to the behavior of ductile metals that can undergo large deformation without fracture
but do not return to their original shape upon removal of the load (Aklonis, MacKnight et al.,
1972).
The deformation of elastomers can be considered to be non-linear in terms of both their
material and geometric behavior. Elastomers are isotropic, highly deformable, highly elastic,
nearly incompressible, hyperelastic or Green elastic, i.e., their mechanical properties can be
characterized by means of a strain energy function (Ogden, 1997). In addition, the
mechanical behavior of elastomers is very complex due to their sensitivity to strain,
strain-rate, deformation history, temperature, and the fabrication process. Table 2.1 illustrates a
Table 2.1 Comparison of properties of elastomers with other materials (Strenkowski, Shih et al., 2002).
Material Modulus of Elasticity (GPa) Poisson’s ratio Ultimate stress (MPa) % of elongation to fracture Thermal conductivity (W/m K) Elastomers 0.0007 – 0.004 0.47 – 0.5 7 – 20 100 – 800 0.13 – 0.16 Aluminum alloy 70 – 79 0.33 100 – 550 1 – 45 177 – 237 Steel,
high-strength
190 – 210 0.27 – 0.3 550 – 1200 5 – 25 35 – 60
Steel, spring 190 – 210 0.27 – 0.3 700 – 1900 3 – 15 40 – 50 Plastic, Nylon 2.1 – 3.4 0.4 40 – 80 20 – 100 0.3 Plastic,
Polyethylene
0.7 – 1.4 0.4 7 – 28 15 – 300 0.4
Note that the modulus of elasticity, the ultimate stress and the thermal conductivity of
elastomers are very low compared to most metals. The Poisson’s ratio of elastomers reaches
0.5 due to its incompressibility.
The deformation of rubbers began to receive serious attention from engineers and scientists
in the 1940’s. Rivlin was one of the leading researchers who worked with the British Rubber
Producers’ Association. His major contribution included an introduction of the theory of finite elastic strain or hyperelasticity as applied to rubber. Subsequently, several other
researchers including Ogden, Valanis, and Yeoh developed various constitutive relationships
for rubber materials.
In general, the elasticity of elastomers can be studied in three categories; namely, a
thermodynamic approach, a statistical approach and a phenomenological treatment. The first
thermodynamic treatment is only concerned with the macroscopic behavior of the material,
underlie elastomeric molecular dynamics. The phenomenological approach, which is widely
used today, provides a description of the elasticity for large deformation. As its name
implies, the phenomenological approach is concerned only with observed behavior, not with
the mechanism responsible for that behavior. Its primary aim is to provide a means of
calculating the relationships between the state of strain in a deformed body and the applied
forces. A secondary aim is to find a general description of material properties in terns of the
elastic energy stored in the system (Treloar, 1958), (Aklonis, MacKnight et al., 1972). The
elastic energy stored after the deformation in a system is a unique state function of strain and
it is independent of the strain path. The state of strain is defined by three principal stretch
ratios, denoted by λ1, λ2, and λ3 (Ogden, 1997). The strain energy function used in the
statistical and phenomenological approaches is discussed in the following section.
2.2 Analysis of the Strain Energy Function for Elastomers
2.2.1 A Statistical Approach
The statistical approach is based on the concept that valcanized rubber is an assembly of
long-chain molecules, linked together with a relatively small number of points to form an
irregular three-dimensional network. Under the assumption that there is no change in the
internal energy of the system during deformation, the free energy per unit volume or the
strain energy density (W ) can be written in the form (Treloar, 1958):
W = 2 1
Where λ1, λ2 , λ3 are the extension ratios along three mutually perpendicular axes, N is the
number of chains per unit volume, k is the Boltzmann constant, and T is the absolute
temperature. It is more convenient in practice to write (2.1) as:
W = 2 1
G (λ21 + λ22 + λ23 – 3) (2.2)
Where G is the shear modulus or modulus of rigidity, and G = NkT. This relation is also referred as the Neo-Hookean function.
2.2.2 A Phenomenological Approach
Based on the assumption that rubber is isotropic and incompressible, Mooney developed an
expression of the strain energy function as (Mooney, 1940):
W = C1 (λ21 + λ22 + λ23 – 3) + C2 (λ-21 + λ-22 + λ-23– 3) (2.3)
Where C1 and C2 are material constants that are experimentally determined.
Rivlin introduced an expression of all possible forms of the stored energy, W, for isotropic
and incompressible materials, as a function of three quantities, I1, I2, and I3 called strain invariants which can be defined as (Rivin, 1948):
I1 = λ21 + λ22 + λ23 (2.4)
I2 = λ21λ22 + λ22 λ23 + λ23λ21 (2.5)
The assumption of incompressibility, i.e. the volume of material is constant in all states of
stress, provides the relation:
I3 = λ21 λ22 λ23 = 1 (2.7)
Therefore, I3, is not a function of strain, and it can be concluded that, for an incompressible
elastic material which is isotropic, the stored energy, W, is defined as a function of two independent variables, I1 and I2 and it may be expressed as the sum of a series of terms as follows:
W =
∑
∞
= =0,j 0
i
Cij(I1 – 3)i(I2- 3)j (2.8)
This equation is called the Rivlin function in general form. Note that this expression is
arbitrarily written in terms of I1 and I2 so that W vanishes at zero strain (I1 = I2 = 3) by means
of equations (2.4) – (2.5).
It can also be seen that the Mooney strain energy function in (2.3) is a special case of
equation (2.8) where the first order relationship of the Rivlin function is considered, and it
can be rewritten as:
W = C1 (I1 – 3) + C2 (I2 – 3) (2.9)
Yeoh also defined the strain energy function in the form of (Yeoh, 1993):
W = C1 (I1 – 3) + C2 (I1 – 3)2 + C3 (I1 – 3)3 (2.10)
Valanis and Landel proposed another model which describes the strain energy function as the
sum of three separate functions of the three principal stretch ratios as (Valanis and Landel,
1967):
W = w(λ1) + w(λ2) + w(λ3) (2.11)
Among the forms of the function w(λi), the Ogden-Tschoegl model (Ogden, 1997), (Blatz,
Sharda et al., 1974) is one of the most widely used today. It is defined as:
W =
∑
=
m
k 1
µk (λ1αk + λ2αk + λ3αk – 3) / αk (2.12)
where αk (k = 1,..,m) is a real number and m is a positive integer. Both µk and αk are
empirical material constants. Note that when m =2, αk = ±2, and µ1 = ±2Ck, k = 1, 2, the
strain energy function in equation (2.12) becomes the Mooney-Rivlin strain energy function
shown in equation (2.9). When m =1, α1 = 2, and µ1 = G, the strain energy function becomes
the Neo-Hookean function shown in equation (2.2).
The Ogden-Tschoegl model has been applied to various tests. For simple tension using a
3-term function, it can describe a strain range up to 700% with small deviation compared to
2.3 Analysis of a Wedge Indentation Process
The machining of metals has been successfully studied as a transition from wedge
indentation. The mechanism of material separation in wedge indentation leads to incipient
chip formation in metal cutting. Therefore, a review of wedge indentation of metals is given
next. In addition, previous research in wedge indentation of elastomers was also surveyed.
2.3.1 Wedge Indentation of Metals
In general, plasticity solutions of wedge indentation of metals are classified into two
categories (Lockett, 1963). The first category is incipient deformation. A body is subjected
to a given set of boundary conditions and then the initial stress and velocity fields are
calculated. Due to the time dependence of loading and boundary conditions, such solutions
are only applied immediately after load application. An example of work in this category
was conducted by Shield (Shield, 1955). In this work, the indentation of a semi-finite body
by a rigid circular flat punch was analyzed to obtain the stress fields.
The second category is a class of problems for which plane strain conditions are assumed and
the slip-line field is constructed from basic elements involving straight lines and arcs. As a
result, the analytical solutions for the stress and velocity fields can be found. A theoretical
solution for the deformation caused by a rigid lubricated wedge indentation of a plastic
metallic material (Hill, Lee et al., 1947) was developed using this method. In this study, the
metal was considered to have a distinct yield point and the rate of work-hardening was
neglected. The effect of specimen size in the measurement of a hardness test using flat dies
of wedge indentation as a precursor to cutting. In this work, a flat strip of metal was cut in
two parts using a wedged-shaped cutting tool (Hill, 1953). The width/thickness ratio of the
strip was large enough so that the deformation could be treated as plane strain. As the strip
was indented, the plastic zone extended to the base until the sideways force exerted by the
wedge reached a value such that a plastic zone formed through the remaining thickness of
material. As a result, separation of the material was initiated.
The cutting of round wires of copper and steel with flat and wedge-shaped tools has also
been carried out (Johnson, 1958). Plane strain conditions were assumed in this work.
Load-displacement relationships were determined. The effects of wire diameter and wedge angle
on the maximum cutting required load were also determined.
Slip line theory has been used to analyze the indentation of a sharp edge punch to determine
the mechanism of chip formation during incipient cutting with a negative rake angle tool
(Okushima and Hitomi, 1963). Good correlation between developed expressions of tool/chip
contact length, chip thickness, and cutting forces with experimental measurements was
obtained
A study of incipient chip formation during orthogonal cutting of brass was carried out
(Weinmann and Von Turkovich, 1971). Various cutting tools with negative, zero and
positive degree rake angles were studied. A hardness and recrystallization investigation
revealed that a maximum shear zone originated from the cutting edge vicinity and extended
(half-wedge and full-(half-wedge configurations) and distance between the indentation point and the
free edge were included in the study (Weinmann, 1977).
Wedge indentation of brass was also used to evaluate the chip separation criterion for
incipient cutting (Strenkowski and Mitchum, 1987). In this work, the beginning of incipient
cutting was determined to occur when the effective stress contour of the yield zone extended
completely from the tool edge to the outside edge of the workpiece. At this point, the
effective strain at the node adjacent to the tool edge was identified as a separation criterion
for subsequent chip formation.
Using the finite element method, Bhattacharya and Nix simulated the load-depth relationship
of a sub-micrometer indentation test for nickel, silicon, and aluminum with a rigid cone
indenter (Bhattacharya and Nix, 1988). The hardness and the elastic modulus were obtained
from the loading and unloading portions of the curve. Later, simulation of a frictionless
wedge indenting a copper strip under plane strain conditions was presented (Jayadevan and
Narasimhan, 1995).
Simulation of wedge indentation with various cone angles was also carried out to determine
the stress-strain relationships of nickel and copper through a semi-inverse method (Dicarlo,
Yang et al., 2002). In this investigation, power law hardening and the ratios of yield strength
to Young’s modulus were included in a finite element model of the indentation process.
Results from the model were used to correlate the material properties with variations in
application of both the finite element and boundary element methods for simulating the
indentation process can be found in a paper published by Mackerle (Mackerle, 2001).
2.3.2 Wedge Indentation of Elastomers
The indentation of thin rubber sheets with various thicknesses by a rigid cylindrical indenter
was carried out by Waters (Waters, 1965). Using a classical elasticity solution, relationships
of the total load applied on a die, a die radius, and a sheet thickness were established. An
analysis of a durometer indentation of elastomers was carried out (Briscoe and Sebastian,
1993). The theory of elasticity was used to derive relationships between the Shore hardness
number and Young’s modulus. A comparison of the standard indentation hardness test
procedures, namely, International Rubber Hardness (IRH) and the Shore A Hardness with the
corresponding elastic modulus was also developed.
Rubber indentation with various indenter geometries such as a cone, sphere, cylinder, has
been examined (Briscoe, Sebastian et al., 1994). The influence of the indenter geometry on
the elastic modulus of rubber was also investigated in this work. The effects of the indenter
size, depth, specimen size, and rubber material properties have also been studied both
empirically and numerically (Karduna, Halperin et al., 1997).
The finite element technique with adaptive meshing was employed for plain strain
tensile tests have been performed to determine material parameters used in the
Mooney-Rivlin, Yeoh, and Ogden material models (Jerrams, Kaya et al., 1998).
Based on this review, the major goal of past research has been to determine the material
properties of elastomers by characterizing their stress-strain behavior. In contrast, a major
goal of the present research is to investigate indentation of an elastomer material to the point
at which separation is likely to occur as a precursor to incipient cutting.
The failure of elastomer components has also been investigated by several researchers. The
fracture mechanics approach is widely adopted to study the strength of elastomer. The
concept originally proposed (Rivlin and Thomas, 1953) assumed that failure occurred locally
by crack growth resulting from imperfections such as small cracks present in the material. In
this work, the critical amount of energy required to advance a crack per unit area was
expressed by: l
A
W
T
∂
∂
−
=
(2.13)where T = strain energy release rate or tearing energy
W = total strain energy stored in the material
A
= area of one fracture surface of the crackl
= constant length for which the applied external force doesno work.
The tearing energy concept was used as a fracture criterion to predict the critical load for
crack propagation (Pidaparti and Pontula, 1995). In this work, the fracture criterion is
defined by:
c
T
T
≥
(2.14)where
T
c = critical tearing energy obtained empirically.As previously described, the constitutive behavior of hyperelastic materials can be
characterized in terms of the strain energy density. There is evidence from previous research
that the strain energy is a critical parameter for predicting the rupture failure of elastomers.
Therefore, in addition to several stress measures such as the maximum principal stress in the
workpiece under the indenter tip, the strain energy density will be one of the variables to be
studied for predicting incipient chip formation in wedge indentation of elastomers.
2.4 Analysis of a Machining Process
Machining involves the removal of layers from a workpiece in the form of a chip by action of
a wedge shaped cutting tool. In general, chip formation can be categorized based on the
cutting geometry and the deformation within the primary zone. For cutting geometry, the
Chip
Cutting edge inclination angle Workpiece motion
Workpiece
Tool
Orthogonal Cutting Oblique Cutting
Chip
Workpiece
Tool
Workpiece motion
Figure 2.1 Comparison between orthogonal and oblique cutting.
Workpiece Chip thickness
Depth of cut
Shear angle
Cutting direction
Chip
Rake angle Tool
Clearance angle
In orthogonal cutting, the cutting edge of the tool is perpendicular to the direction of relative
workpiece-tool motion and the velocity of the workpiece material is orthogonal to the tool
cutting edge. Orthogonal cutting has been extensively used by several investigators to
simplify the analysis of the cutting process. In practice, very few machining processes can
be classified as orthogonal.
In contrast, oblique cutting refers to cutting when the cutting edge of the tool is oblique or at
an angle to the movement of the relative workpiece-tool direction. The velocity of the
workpiece material is inclined to the cutting edge at an inclination angle. Most machining
processes such as helical end milling and drilling are classified as oblique cutting. Figure 2.1
shows both orthogonal and oblique cutting schemes, and the nomenclature of orthogonal
cutting is illustrated in Figure 2.2.
Most analyses of the mechanics of cutting have been applied to a metal workpiece. Very
little research has been conducted on the machining of elastomers. Kolman and Rudziejewski
presented the effects of cutting parameters on the machined surface roughness in turning of
rubber (Kolman and Rudziejewski, 1968). A variety of carbide end mills of various sizes
and helix angles were used to mill grooves in three types of elastomers; H-NBR, Norbornone
rubber, and silicone rubber at various cutting speeds (Jin and Murakawa, 1998). At high
helix angle cutters and high speeds, smoother machined surfaces and lower forces were
discovered. Recently, end milling and turning experiments on elastomers were conducted
(Strenkowski, Shih et al., 2002). In this research, cutting tools with various diameters,
materials and geometries were used in end milling for several cutting conditions with varying
cutting conditions were major factors in achieving smooth machined surfaces. In addition,
high-speed steel (HSS) tools with different rake angles were used to examine chip formation
under orthogonal cutting conditions in a turning process. The results showed that both
discontinuous and continuous chips occurred for the range of cutting conditions studied. Feed
and tool rake angle were found to have a significant effect on the type of chips produced
using turning.
End milling of elastomers has also been investigated (Shih, Lewis et al [a]., to be published),
(Shih, Lewis et al [b]., to be published). In this work, the design of the workpiece fixture
was found to be a critical factor in achieving good surface finish in end milling of elastomers
because of the low elastic modulus. Finite element analysis was used to analyze the stiffness
of the elastomer workpiece to achieve sufficient fixture rigidity. The chip morphology and
cutting forces in end milling were also analyzed. Chip classification based on size and
morphology was examined using Scanning Electron Microscopy (SEM) micrographs.
Cutting force components were recorded using both solid carbon dioxide cooled elastomers
and elastomers at room temperature. The maximum uncut chip thickness at the average peak
cutting force was identified for various spindle speeds. The possibility of adiabatic shear
band formation in serrated chip formation due to low thermal conductivity of elastomers was
also suggested. This research provided valuable background for investigating the mechanics
of elastomer machining.
Considering that there is a large percentage of elongation before failure and that the elastic
of metals and elastomers. For instance, fixture design of the workpiece is very critical so
that adequate structural support is provided. In addition, the cutting forces for elastomer
machining are much lower than those in conventional metal cutting. These factors are
important considerations when investigating the machining of elastomers.
With the advances in computational technology in recent decades, finite element analysis
(FEA) has become a powerful technique in modern engineering practice. Metal cutting has
been successfully analyzed using FEA with promising results. Strenkowski and Carroll
developed an orthogonal cutting model using an updated-Lagrangian elasto-plastic dynamic
formulation (Strenkowski and Carroll, 1985), (Strenkowski and Carroll, 1986). In this work,
materials were considered to be elasto-plastic and strain rates were neglected. The tool was
advanced into the workpiece from the incipient stage until steady state cutting was reached.
However, the mesh was attached to the workpiece being modeled, which could cause
problems due to severe deformation of the workpiece. Also, a prescribed chip separation
criterion based on effective strain must be known in advance. The model was improved
(Strenkowski and Mitchum, 1987); however, the accuracy was limited by the size of the
elements in the vicinity of the cutting edge. Later, Strenkowski and Moon introduced an
alternative Eulerian approach for simulating a flat tool. In this study, the grid was spatially
fixed and the mesh was considered to be a control volume with a stationary grid that can be
refined as necessary at the tool cutting edge where the stress and strain gradients are the
highest (Strenkowski and Moon, 1990). The workpiece was treated as a viscoplastic material
in which the material can flow through the control volume. The model included temperature
The restriction of a predefined tool-chip contact that existed in previous models was later
modified (Athavale and Strenkowski, 1995). Further development of the cutting model was
carried out by Hsieh (Hsieh 1998) to improve the model accuracy and capability for use in
cutting tools with large negative rake angles. In this work, a three-dimensional twist drill
model was developed in conjunction with an analytical single edge oblique cutting model
(Usui, Shirakashi, et al. 1978). The calculated drilling forces, torque and temperature
distribution in the drill body were obtained in this investigation.
A comprehensive finite element model based on an updated Lagrangian approach as
formulated in ABAQUS, a commercial finite element code, was used to simulate chip
formation in an orthogonal metal cutting process (Komvopoulos and Erpenbeck, 1991). The
effects of interfacial friction on the chip-tool interface and tool wear geometry were
investigated in this study. The development of a plane strain finite element analysis for
orthogonal metal cutting simulation was also carried out by Shih (Shih, 1995), (Shih, 1996).
The cutting process was analyzed using an unbalanced force reduction method and a
sticking-sliding friction model. The effects of work material, viscoplasticity, temperature,
strain and strain-rate were included in this study. The predicted residual stress distribution
was correlated with x-ray diffraction measurements for various rake angles (Shih, 1996).
With the rapid growth of general purpose finite element programs such as ABAQUS,
modeling of the cutting process can be readily achieved. The effect of sequential cuts on the
residual stress in the machined layers was predicted using a thermo-elastic viscoplastic finite
work, chip formation, cutting forces, and temperatures were predicted for stainless steel. In
another study, a detailed procedure for modeling the metal cutting process using
ABAQUS/Standard was described (Shet and Deng, 2000). Predictions of the stress, strain,
strain-rate fields and temperatures were obtained for various various tool rake angles and
friction coefficients on the chip-tool interface. Recently, Unanue developed a cutting model
using ABAQUS/Standard with chip separation based on a critical stress criterion at the
cutting line (Unanue, Rubio et al., 2001).
Based on past work, it is evident that commercial finite element software such as ABAQUS
offers potential for simulating the metal cutting process. In this dissertation,
ABAQUS/Standard and ABAQUS/Explicit were adopted to simulate both half-wedge
indentation and orthogonal cutting of AISI 4340 steel and elastomers. A preliminary
ABAQUS/Standard model for simulating orthogonal cutting of elastomers was also
3. ELASTOMER MACHINING EXPERIMENTS
3.1 Introduction
A series of orthogonal machining tests of elastomers on a conventional lathe was conducted
to gain a better understanding of elastomer chip formation and to establish cutting conditions
necessary to achieve a good surface finish. In orthogonal cutting, chips flow along the tool
rake face in two-dimensional plane-strain deformation without lateral motion. Although
turning is a three-dimensional cutting process in general, the orthogonality assumption
greatly simplifies the geometry of the cutting process, while retaining the material response
characteristics of the tool/workpiece interaction. Therefore, orthogonal machining was
considered to be an appropriate assumption in this research. To obtain orthogonal machining
conditions, an elastomer tube with large radius and a small thickness was used so that the
cutting velocity variation along the tube thickness was negligible.
3.2 Experimental Setup
Elastomer machining experiments were conducted on a conventional lathe as shown in
Figure 3.1. Rubber tubes obtained from Lord Corporation (Batch No. CS-02-003288) were
used as specimens in this study. Each rubber tube had an outside diameter of 95.25 mm and
a wall thickness of 11.61 mm. Great care was taken to achieve sufficiently stiff fixturing of
the rubber tube. The fixture consisted of attaching the rubber tube to an aluminum mandrel
in Figure 3.1. The aluminum mandrel provided a strong structural support that constrained
the rubber workpiece against the cutting forces. In the experiments, the edge of the rubber
tube overhung approximately 38 mm from the aluminum mandrel edge so that only the
rubber was machined during the cutting tests. A pipe clamp was also used to secure the
rubber specimen to the aluminum mandrel. The aluminum mandrel with the attached rubber
workpiece was secured in the lathe chuck as shown in Figure 3.2.
Figure 3.2 Side view of workpiece in the lathe chuck for the elastomer machining experiments.
Elastomer machining experiments were performed on a 5 horsepower Cincinnati Hydroshift
lathe. Various cutting tool geometry and cutting conditions were used to study the effects on
chip morphology, machined surfaces, and cutting forces. A set of 12.7 mm square solid high
speed steel (HSS) cutting tool blanks were ground to a sharp edge with a clearance angle of 5
degrees and rake angles of 10, 30, and 50 degrees. The nomenclature of the cutting tool
angles is shown in Figure 3.3. Two feed speeds of 0.0635 and 0.2540 mm/rev and a cutting
speed of 2.50 m/s were used in these tests. The tests were conducted at room temperature
under dry conditions. Elastomer chips were collected in each cutting experiment and
photographs of the chips and the machined surfaces of rubber were recorded for further
Rake angle
Clearance angle