A Study of the Parameters Affecting the
Machining Performance of Cryogenically
Assisted Electric Discharge Machining
(CEDM) Process
RACHIN GOYAL*
Ph.D. Research Scholar,
I.K.Gujral Punjab Technical University, Jalandhar, Punjab, India 9914150788, [email protected]
SEHIJPAL SINGH
Professor, Department of Mechanical Engineering, G.N.D. Engineering College, Ludhiana, India [email protected]
HARMESH KUMAR KANSAL
Professor, Department of Mechanical Engineering, UIET, Panjab University, Chandigarh, India [email protected]
Abstract– The machining performance of the electric discharge machining (EDM) process can be further enhanced by its hybridization with the cryogenics. The resultant hybrid machining process is called as Cryogenically Assisted Electric Discharge Machining (CEDM) process. The benefits of working at cryogenic temperatures have been integrated with the conventional EDM. The CEDM process is broadly classified into two variants viz. cryogenic cooling and cryogenic treatment assisted EDM processes. An exhaustive study and the understanding of the input parameters affecting the machining performance of CEDM process have been discussed in the presented paper.
Keywords - Cryogenically Assisted Electric Discharge Machining (CEDM) process; Cryogenic Cooling; Cryogenic Treatment; process parameters, machining performance.
1. Introduction
The electric discharge machining (EDM) is a promising non conventional machining technique to machine advanced materials. EDM is a thermal process which erodes away material using a successive series of electrical discharges at short intervals. EDM a non conventional process has proved especially valuable in the machining of super tough, electrically conductive material such as the new space age alloys [1]. It is being extensively used in tool and die making industry, plastic industry, aerospace industry, etc. to produce cavities of almost any shape in the hard and difficult-to machine materials such as super alloys [2]. There is no direct contact between the workpiece and the tool, thus, no chatter marks and mechanical stresses induced in the workpiece. Besides the advantages, this process is also inherited with some of the very serious limitations like, low material removal rate (MRR), matte surface finish and high tool wear rate (TWR). Sometimes, the usage of the EDM for a particular operation is restricted due to such limitations in the process.
In the recent past, many researchers have proposed various techniques such as Dry EDM, using pure water as dielectric, Powder Mixed EDM (PMEDM), electrode rotation, etc. to address the problems associated with the EDM [3-7]. Few researchers have also focused on the integration of the advantages of cryogenics with the conventional EDM process and the resultant process is called as Cryogenically Assisted Electric Discharge Machining (CEDM) process. The basics, its variants and various parameters affecting the machining performance of the CEDM process Hs been discussed in the following sections.
2. Understanding the Basics of CEDM Process 2.1 Role of Cryogenics in EDM
The word Cryogenics has been derived from two Greek words “Kryos” meaning cold and “Genes” meaning born. It is a branch of physics which deals with the phenomenon taking place at very low temperatures (in the
range of -1960C or even less), called as cryogenic temperatures.
based material energy based removal process. Thus, the application of cryogenic in EDM can result in the remarkable breakthroughs if the resultant process is well understood in terms of material removal mechanism, its variants and various parameters affecting the machining performance of CEDM process.
2.2 Variants of CEDM
The main objective of the application of cryogenics to the conventional EDM is to increase the thermal conductivities of the electrodes which depend upon their electrical conductivities [8, 9]. This can be supported by the Wiedemann–Franz–Loranz Law which states that the ratio of the thermal conductivity to the electrical conductivity is directly proportional to the temperature. Based on the application of cryogenic fluid (Liquid nitrogen, LN2 is generally used) to the electrodes, CEDM can be classified as cryogenic cooling and cryogenic treatment assisted EDM processes. In cryogenic cooling assisted EDM, the tool is modified and it is constantly cooled while EDM takes place [10]. Whereas, in case of cryogenic treatment assisted EDM workpiece and/or tool can be cryogenically treated. These treated electrodes are employed while machining. Although, the combination of both the variants can also be used and the optimization for various combinations can be done and the optimum values to attain the highest MRR, lowest surface roughness (SR) and TWR. But, before applying various optimization techniques, it is essential to understand the various process parameters affecting the machining performance of CEDM.
3. Parameters affecting the CEDM Process
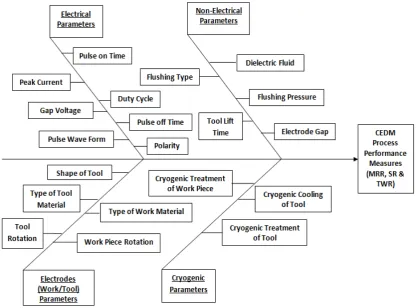
The process parameters involved in CEDM can be listed under four categories as follows:
Electrical Parameters: Peak current, gap voltage, pulse on time, pulse off time, duty cycle, pulse wave form and polarity etc.
Non-Electrical Parameters: Flushing type, flushing pressure, dielectric fluid, tool lift time and electrode gap etc.
Electrodes (Work/Tool) Parameters: Shape of tool, type of tool material, type of workpiece material, tool rotation and work piece rotation etc.
Cryogenic Parameters: Cryogenic treatment of work piece, cryogenic cooling of tool and cryogenic treatment of tool etc.
A fish bone diagram for parameters affecting CEDM process has been shown in figure 1.
3.1Peak Current (Ip)
Peak current is the most dominating parameter in CEDM as observed by researchers [10-12]. It is the amount of power used in discharge machining and also called as the discharge current. Higher value of peak current causes rough surface finish and wider craters on work materials. Its higher value improves MRR but at the cost of surface finish and tool wear. It is measured in amperes.
3.2 Pulse On-Time (Ton)
Pulse on time is the duration of time for which the current is allowed to flow per cycle and machining takes place. MRR is directly proportional to amount of energy applied during pulse on-time. The energy of the spark is controlled by the peak amperage and the length of the on-time. The longer the on-time pulse is sustained, the more work piece material will be eroded. The crater resulted from the CEDM is relatively broader and deeper than it is produced by a shorter on-time. This large crater will create a rougher surface finish. Extended on times gives more heat to work piece, which means the recast layer will be larger and the heat affected zone will be deeper. Therefore, excessive on times can produce reverse effects. Thus, the optimum on-time for each electrode-work material combination should be used to achieve the best performance measures such as, MRR, SR and TWR. It is expressed in μs units.
3.3 Pulse Off-Time (Toff)
Pulse off-time is the time period between the sparks during which the re-ionization of dielectric takes place. This time allows the molten material to solidify and to be washed out of the arc gap. A large value of Toff , increases the overall machining time as the no machining takes place during the off-time. On the other hand, low values of pulse off time may lead to short-circuits and arcing. Thus, Toff needs to be given a serious consideration while designing the experiments. It is measured in μs units.
3.4 Duty Cycle (τ)
It is a percentage of the time relative to the total cycle time. This parameter is calculated by dividing the on-time by the total cycle on-time. It is expressed in % as units.
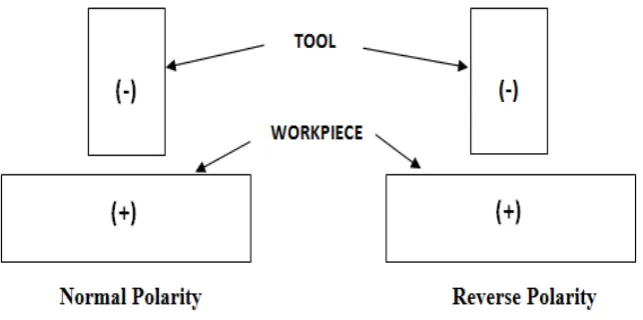
3.5 Electrode Polarity
Polarity refers to electrical condition determining the direction of current flow relative to electrode. The polarity of electrode can be either positive (reverse) or negative (normal) depending on the application. The name of the polarity (positive or negative) is given as the type of terminal attached to the workpiece. The negative polarity of the work piece has an inferior surface roughness than that under positive polarity in EDM. The normal and reverse polarities have depicted in figure 2.
Figure 2: Normal and Reverse Polarity
3.6 Type of Dielectric Fluid
3.7 Flushing Type and Pressure
Effective flushing is required to remove unwanted debris from the gap. In addition to it, the flushing pressure also plays a vital role in CEDM. MRR, TWR and SR are affected by the type of flushing and its pressure used. Both of them should be carefully planned.
3.8 Electrode Gap
Electrode gap is the gap between the workpiece and the tool that needs to be kept very intelligently. The servo feed system is used to control the working gap at a proper width. If the larger gap widths are maintained, it causes longer ignition delays and thus higher average gap voltage. On the other hand, shorter gaps results in short circuits. Thus, the optimized values of electrode gaps should be determined and used.
3.9 Electrode (Work/Tool) Material
A lot of the tool-work material combinations have been tried and the results, under stipulated conditions have been proposed by the researchers. So, while designing the experiments, the proper combination of the tool and work combination should be considered.
3.10 Cryogenic Treatment of the Workpiece and/or Tool
Cryogenic treatment is an inexpensive, one time, permanent treatment, affecting the entire section of the component unlike coatings [13-14]. It is a supplementary process to conventional heat treatment process. The workpiece and/or tool to be used in CEDM may be cryogenically treated in the cryoprocessor following a predetermined cryogenic cycle. Cryogenic cycle is the elevation of the temperature of the electrodes at predefined rates of heating, soaking at particular temperatures, declining of the temperature of the electrodes at predefined rates of cooling followed by tempering, if required. This will alter the properties metallurgical and thus the electrical and thermal properties of the electrodes. These properties play a prominent role in the CEDM. So, it is very much desired to understand the outcome of the process in advance and design the experiment in its light. This parameter should mandatorily be considered in CEDM.
3.11 Cryogenic Cooling of the Tool
In CEDM tool have to either modify or an external element should be used to surround the tool in such a way that constant cooling of electrode may take place [10, 15-16]. Liquid nitrogen is the most commonly used cryogenic fluid. The properties of the tool will be enhanced through flow of fluid. Thus the introduction or not, of this parameter may affect the performance of the CEDM to a greater extent. This parameter should also be essentially considered while designing of experiments for CEDM.
4. Conclusions
From the discussions on the parameters, the authors have drawn the following conclusions:
It is very important to form an exhaustive list of all the parameters which may affect any process or system, in an organized manner, prior to the experiment.
Apart from the electrical and non electrical parameters, the cryogenic parameters should mandatorily be considered.
Cryogenic treatment and/or cryogenic cooling of the workpiece and/tool may be considered in different combinations.
Acknowledgments
Authors would like to thank, I. K. Gujral Punjab Technical University, Jalandhar for all the support and guidance.
References
[1] Kansal HK, Singh S and Kumar P. Technology and research developments in powder mixed electric discharge machining (PMEDM). J Mater Process Technol 2007; 184: 32–41.
[2] Jain VK. Advanced (Non-traditional) Machining Processes. In: Davim J Paulo (ed) Machining. London: Springer, 2008, pp.299-327. [3] Jeswani ML. Electrical discharge machining in distilled water. Wear 1981; 72: 81–88.
[4] Chen SL, Yan BH and Huang FY. Influence of kerosene and distilled water as dielectric on the electric discharge machining characteristics of Ti-6Al-4V. J Mater Process Technol 1999; 87 (1): 107–111.
[5] Jilani S Tariq and Pandey PC. Experimental investigations into the performance of water as dielectric in EDM. Int J Machine Tool Design and Research 1984; 24: 31–43.
[6] Jeswani, ML. Effects of the addition of graphite powder to kerosene used as the dielectric fluid in electrical discharge machining. Wear 1981; 70: 133–139.
[7] Singh S, Kansal HK and Kumar P. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J Mater Process Technol 2005; 169 (3): 427– 436.
[8] Gill SS and Singh J. Effect of deep cryogenic treatment on machinability of titanium alloy (Ti-6246) in electric discharge drilling. Mater Manuf Process 2010; 25: 378–385.
pp.74-[11] Shivnandan and Gill SS. Machinability evaluation of cryogenically tempered die steel in electric discharge drilling. Int J Research in Engineering and Technology 2013; 2 (5): 866-870.
[12] Jatti VS and Singh TP. Effect of deep cryogenic treatment on machinability of NiTi shape memory alloys in electro discharge machining, Applied Mechanics and Materials 2014. 592-594: 197-201.
[13] Huang JY, Zhu YT, Liao XZ, et al. Microstructure of cryogenic treated M2 tool steel. Mat Sci Eng 2003; A339: 241–244.
[14] Bensely A, Prabhakaran A, Mohan Lal D, et al. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2006; 45: 747–754.
[15] Srivastava V and Pandey PM. Study of the cryogenically cooled electrode shape in electric discharge machining process, World Academy of Science, Engineering and Technology 2011; 60:1017-1021.