Globularization Behavior of ELI Grade Ti-6Al-4V Alloy
during Non-Isothermal Multi-Step Forging
Jin Young Kim
1;3, Kyung-Tae Park
2, In Ok Shim
1and Soon Hyung Hong
3 1The 4thTechnology Research Center, Agency for Defense Development, Daejeon 305-600, Korea
2Division of Advanced Materials Science and Engineering, Hanbat National University, Daejeon 305-719, Korea
3Department of Materials Science & Engineering, Korea Advanced Institute of Science and Technology, Daejeon 305-701, Korea
The globularization behavior of ELI grade Ti-6Al-4V alloy having different initial lamellar structures during multi-step forging under non-isothermal condition was investigated. The samples with either a thin or thick lamellar structure, which were produced fromannealing followed by different cooling conditions, were upset and stretched repeatedly at forging start temperatures of 940C and 900C, and
subsequently air cooled. The microstructural changes after non-isothermal multi-step forging were analyzed with respect to globularization of lamellae. After multi-step forging at 940C, the initially thin lamellar structure changed to homogeneous equiaxedglobules, but elongated
globules with high aspect ratio were obtained from the initially thick lamellar structure. By forging at 900C, the initially thin lamellar structure
was changed to a mixed structure of both equiaxed and elongatedglobules, while severely deformed lamellae were preserved inside distorted colonies with little globularization for the initially thick lamellar structure. Globularization of the samples by forging at 900C with both initially
thin and thick lamellar structures was less effective compared to that by forging at 940C. A quantitative microstructural analysis revealed that,
in addition to the initial microstructure and forging start temperature, globularization of lamellae was significantly affected by the instantaneous microstructural development by thermal fluctuation during non-isothermal multi-step forging.
[doi:10.2320/matertrans.MER2007224]
(Received September 25, 2007; Accepted November 15, 2007; Published December 25, 2007)
Keywords: titanium-6aluminum-4vanadium Alloy, multi-step forging, globularization, lamellar structure, thermal cycle
1. Introduction
þTi-6Al-4V alloy with a lamellar structure generally
exhibits the superior fatigue properties and creep resistance to the alloy with an equiaxed or a bimodal structure. But due to the poor ductility at room temperature of this lamellar structure, the equiaxed or bimodal structure is preferred in
most industrial applications.1–4)Therefore, the conversion of
a lamellar structure to an equiaxed or a bimodal structure is one of the key steps in the semi-product fabrication of the alloy. This conversion process, called globularization, is known to occur by dynamic/static recrystallization during
deformation and post heat treatment below thetransus.5–8)
The globularization behavior of Ti-6Al-4V alloy with a lamellar structure is known to be closely related to the initial
microstructural features such as the prior grain size,
colony size andlamellar thickness. In addition, it is affected
by the processing parameters such as the forging temperature, strain, strain rate, and deformation mode. Accordingly, extensive and intensive investigations have been performed previously on the globularization behavior of the lamellar Ti
alloys focusing on the effects of the microstructures9–12)and
processing parameters.13–15) However, most of the previous
studies were conducted under the isothermal deformation condition, and it is rare to find a systematic one carried out under the non-isothermal deformation condition. In most of industrial practices, hot working for globularization of the Ti alloy billet is carried out under the non-isothermal condition — that is, the billet temperature concurrently decreases during deformation, and several reheating steps are employed to restore the initial temperature. Under such temperature fluctuation, the globularization behavior of a lamellar structure is expected to be different from that under the ideal isothermal deformation condition.
The objective of the present research is to investigate the effects of the initial lamellar thickness and forging start temperature on the globularization behavior of Ti-6Al-4V alloy during non-isothermal multi-step forging, particularly focusing on the instantaneous microstructural change under thermal fluctuation. For this purpose, the samples having different lamellar thickness were prepared and forged at different temperatures, and then their microstructures after forging were analyzed. In addition, in order to find the effect of thermal fluctuation during non-isothermal forging, the forged microstructures were compared with those of the samples subjected to the identical thermal cycle without multi-step forging.
2. Experimental Procedures
2.1 Material
Mill annealed Ti-6Al-4V alloy of ELI (Extra Low
Interstitial) grade16) was used as the starting material. Its
chemical composition in wt.% was 5.96 Al, 3.88 V, 0.10 Fe, 0.001 C, 0.097 O, 0.006 N, 0.0076 H with the balance being
Ti and its beta transus was975C. The samples of 40 mm
diameter and 60 mm height were annealed at 990C for
30 min. After this annealing, either air cooling (AC) or
furnace cooling (FC) was employed to produce a thin or thick lamellar structure, respectively. In the case of AC, the cooling rate measured at the center of the sample was
100C/min, while in FC, the samples were cooled to 700C
with a cooling rate of 1C/min in the furnace and then air
cooled to room temperature. The microstructures of the AC and FC samples are shown in Fig. 1. Microstructure of the
AC sample (Fig. 1(a)) consisted of thinlamellae of1mm
in thickness and thick grain boundary layer. For the FC
boundaryincreased due to the slow cooling rate, and the
average thickness oflamellae was8mm.
2.2 Non-isothermal multi-step forging
The AC and FC samples were subjected to multi-step forging under the non-isothermal condition. At first, a sample
was heated at the forging start temperature, i.e. 900C or
940C, for 30 min prior to deformation, and then upset to
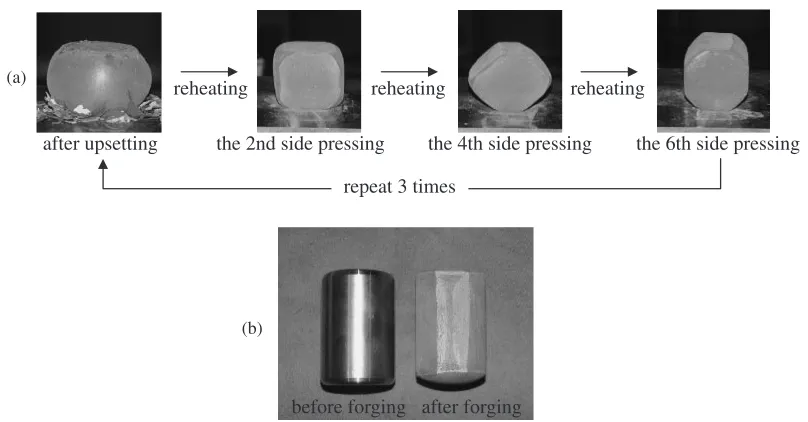
40 mm height. After reheating to the forging start temper-ature for 10 min to compensate for tempertemper-ature drop during upsetting, the upset sample was stretched to 36 mm thickness by side pressing. The side pressing was repeated 6 times by rotating a sample properly so that the initial height of sample (60 mm) was restored. In this case, intermediate reheating was employed after every two side pressing operation. The changes of the sample shape during upsetting and side pressing are shown in Fig. 2(a), and the initial and final shapes of the sample are compared in Fig. 2(b). A series of one upsetting and six side pressing operations was repeated 3 times. The accumulated macroscopic true strain of the
sample was2:4after the completion of multi-step forging.
All forging was carried out between the two flat dies heated at
350C with a ram speed of 5 mm/s. After final forging, the
sample was air cooled without additional heat treatment. In
addition, in order to examine the microstructural evolution due to intermediate reheating, the samples were reheated to the forging start temperature for 30 min, and then either water quenched or air cooled several times without forging.
The microstructures were observed at the center of the longitudinal plane of the forged samples by optical mi-croscopy and scanning electron mimi-croscopy. The size and
volume fraction ofglobules were measured and analyzed
quantitatively by an image analyzer.
3. Results
3.1 Microstructures after multi-step forging 3.1.1 940C forging
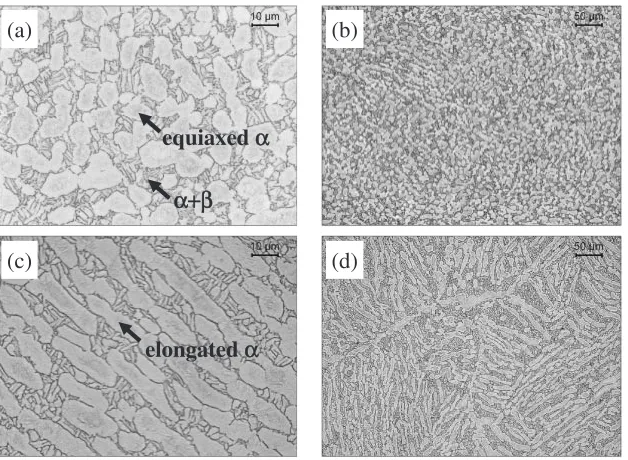
The microstructures of the AC and FC samples
multi-forged at 940C are shown in Fig. 3. The microstructure of
the AC sample (initially thin lamellar structure) exhibited the
bimodal structure of equiaxed particles and interparticle
lamellae (Fig. 3(a)). By contrast, elongatedparticles with
high aspect ratio (Fig. 3(c)) were observed in the FC sample (initially thick lamellar structure) instead of equiaxed ones. It
is noticed that the thickness of elongatedparticles of the FC
sample was nearly the same as the diameter of equiaxed
particles in the AC sample. In addition, while equiaxed
αα
β
Fig. 1 SEM micrographs of the present Ti-6Al-4V alloy afterannealing at 990C for 30 min. (a) air cooled (AC) sample (b) furnace
cooled (FC) sample.
after upsetting
(b) (a)
before forging after forging
the 2nd side pressing the 4th side pressing the 6th side pressing reheating
repeat 3 times
reheating reheating
[image:2.595.127.467.73.196.2] [image:2.595.96.500.242.453.2]particles were evenly distributed in the AC sample
(Fig. 3(b)), the traces of the lamellar colonies and thick
layers at the prior grain boundaries remained even after
multi-step forging in the FC sample (Fig. 3(d)).
3.1.2 900C forging
Figure 4 shows the optical micrographs of the AC and FC
samples multi-step forged at 900C. The microstructure of
the AC sample exhibited a mixture of equiaxed particles
and elongatedlamellae (Fig. 4(a)). At a low magnification
(Fig. 4(b)), the traces of smallcolonies of50mmin size
could be identified. In the FC sample, the severely deformed
but unbroken lamellae were preserved inside distorted
colonies after forging as in Fig. 4(c) and (d), in which both
lamellae and colonies were more distorted than those in the
FC sample multi-step forged at 940C (Fig. 3(d)).
3.2 Quantitative comparison of multi-step forged mi-crostructures
In this section, the characteristics of the final micro-structures of non-isothermal multi-step forged samples are analyzed quantitatively. The values of the microstructural
features of the AC and FC samples after forging at 940C and
900C are summarized and compared in Table 1.
3.2.1 Aspect ratio
The distributions of the aspect ratio (L=D;LandDare the
longitudinal and short transverse dimensions of the particle,
(a)
(b)
(c)
(d)
equiaxed
αα
α+β
elongated
α
Fig. 3 Optical micrographs after non-isothermal multi-step forging with the forging start temperature of 940C: (a) and (b) the AC
sample, (c) and (d) the FC sample.
(a)
(b)
(c)
(d)
Fig. 4 Optical micrographs after non-isothermal multi-step forging with the forging start temperature of 900C: (a) and (b) the AC
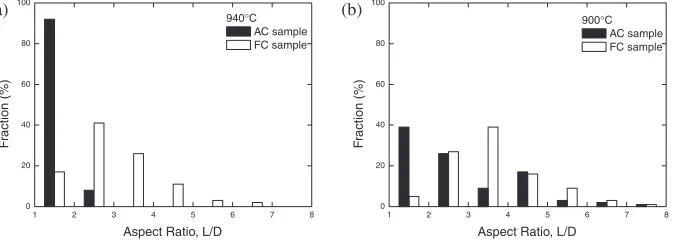
[image:3.595.143.457.71.301.2] [image:3.595.141.456.352.584.2]respectively) of particles after forging are compared in Fig. 5. At the same forging start temperature, it is obvious
that the thin lamellar structure (i.e.the AC sample) was more
effective for globularization than the thick lamellar structure
(i.e. the FC sample). For instance, at 940C, the maximum
frequency peak of the AC sample appeared at L=D<2,
which indicates full globularization, but that of the FC
sample appeared atL=D<3(Fig. 5(a)) with broad
distribu-tion. The same trend was also found at 900C (Fig. 5(b)).
However, by decreasing the forging start temperature from
940C to 900C, the fraction of particles with L=D<2
decreased from 92% to 39% for the AC sample, and from 17% to 5% for the FC sample. This result shows that a decrease in the forging start temperature suppresses globula-rization in both AC and FC samples.
particles, and the thickness was measured for elongated or
lamellar ones. After multi-step forging at 940C (Fig. 6(a)),
the diameter of equiaxed particles of the AC sample
(Fig. 3(a)) was nearly the same as the thickness of elongated
particles of the FC sample (Fig. 3(c)), though these samples
had very different initial lamellar thickness as shown in
Fig. 1. After multi-step forging at 900C (Fig. 6(b)), the
particle size of the AC sample less increased (from1mmto
4mm) as compared with that forged at 940C showing a
significant increase (from 1mmto 7mm), while a small
difference was observed in the FC sample.
3.3 Effect of intermediate reheating during non-isother-mal multi-step forging
Thermal fluctuation as well as plastic deformation during non-isothermal multi-step forging could affect the final microstructure of the forged sample. In order to examine the sole effect of intermediate reheating and subsequent cooling during non-isothermal multi-step forging on glob-ularization, the AC and FC samples were reheated to the
forging start temperature (i.e.940C or 900C) for 30 min,
and then either water quenched or air cooled repeatedly without forging. By water quenching, the shape and volume
fraction of lamellae at the forging temperature can be
preserved, while the matrix phase is transformed to
martensite. Therefore, information on the instantaneous microstructural state just prior to forging operation can be
morphology equiaxed mixed (equiaxed and elongated) elongated deformed lamellar
average size of and aspect ratio
L: 10.9mm D: 7.4mm L=D: 1.5
L: 9.6mm D: 4.3mm L=D: 2.3
L: 22.5mm D: 8.4mm L=D: 2.6
L: 23.7mm D: 7.3mm L=D: 3.2
colony trace No Yes Yes Yes
volume fraction of globularized particles
(L=D<2)
92% 39% 17% 5%
1 2 3 4 5 6 7 8
0 20 40 60 80 100
940°C AC sample FC sample
F
raction (%)
Aspect Ratio, L/D
1 2 3 4 5 6 7 8
0 20 40 60 80 100
900°C AC sample FC sample
F
raction (%)
Aspect Ratio, L/D
(a) (b)
Fig. 5 Histograms showing the distribution of the aspect ratio ofparticles in the AC and FC samples after multi-step forging at (a) 940C, and (b) 900C.
(a) (b)
2 3 4 5 6 7 8 9 10 11 12 13 14
0 10 20 30 40 50
940°C AC sample FC sample
F
raction (%)
α Particle Size, D/µm
2 3 4 5 6 7 8 9 10 11 12 13 14
0 10 20 30 40 50
900°C AC sample FC sample
F
raction (%)
α Particle Size, D/µm
Fig. 6 Histograms showing the distribution of theparticle size in the AC and FC samples after multi-step forging at (a) 940C, and
[image:4.595.46.291.93.239.2] [image:4.595.133.472.462.582.2] [image:4.595.132.469.635.758.2]obtained. Similarly, by air cooling, the microstructural change during air cooling after multi-step forging can be inferred.
3.3.1 AC sample
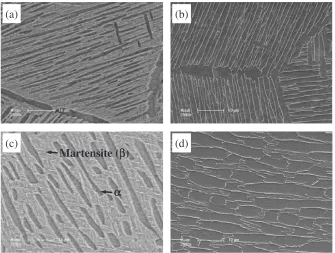
The microstructures of the AC sample subjected to
repetitive thermal cycle without forging at 940C and
900C are shown in Figs. 7 and 8, respectively. A
compar-ison of Figs. 7(a) and 7(c) reveals that lamellae became
thicker and shorter, and their volume fraction decreased by
reheating at 940C. Subsequent air cooling after reheating
increased thelamellar thickness as shown in Figs. 7(b) and
7(d). The same trend was observed in the thermal cycle at
900C (Fig. 8), but less significant.
3.3.2 FC sample
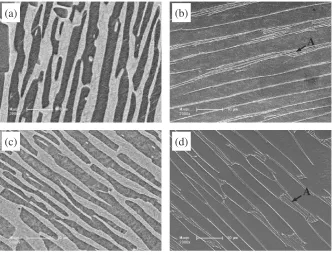
Figures 9 and 10 represent the microstructures of the FC
sample thermally cycled at 940C and 900C, respectively. In
the case of the FC sample, both thickness and volume
fraction oflamellae decreased during reheating compared
to the microstructure of the initial FC sample, Fig. 1(b). But, similar to the AC sample, they slightly increased again after subsequent air cooling: for example, a comparison between Figs. 9(c) and 9(d). It is also noticed that a fine lamellar
structure existed inside the individuallamellae which was
transformed from thephase,i.e.the area ‘A’ in Figs. 9 and
10. This fine lamellar structure, which was not observed in the initial state of Fig. 1(b), resulted from the faster cooling rate than that of the furnace cooling.
The variation of thelamellar thickness and its volume
fraction with the number of thermal cycle is summarized in Figs. 11 and 12, respectively. It is of interest to note that the
increase of the lamellar thickness of the AC sample at
940C was the most significant such that it reached that of the
FC sample after 5 thermal cycles at the same temperature.
The volume fraction oflamellae was more affected by the
temperature and the initial lamellar thickness rather than the number of thermal cycle. As shown in Fig. 12, after the rapid
decrease by the first thermal cycle, the volume fraction of
lamellae remained nearly unchanged with further thermal cycle at all conditions. But, the initial decreases in both AC
and FC samples by 940C thermal cycle were more
significant than those by 900C thermal cycle and, at the
same temperature, the dissolution ofin the FC samples was
significant compared to that in the AC samples.
4. Discussion
4.1 Globularization under non-isothermal condition
In the preceding sections, the globularization behavior of Ti-6Al-4V alloy subjected to non-isothermal multi-step forging was analyzed. According to the globularization
mechanism proposed by Margolin and Cohen6)and Weisset
al.,7) at first - grain boundaries were formed across
lamellae during deformation by dynamic recrystallization.
Then the phase penetrates into these - boundaries to
reduce the interface energy. Finally, equiaxedparticles are
formed through severance and/or partition of lamellae by
complete penetration of thephase. For recrystallization of
thephase, sufficient strain should be imposed onlamellae
beforepenetration, and the amount of strain required varies
with the lamellar thickness. It is known that the phase of
bcc structure is softer and more deformable than thephase
of hcp structure at conventional forging temperatures ofþ
titanium alloys.17,18) Accordingly, the amount of strain
accumulated onlamellae associated with their
recrystalli-zation depends on the thickness and volume fraction of
lamellae.
It is worth mentioning that, under non-isothermal
con-dition, the thickness and volume fraction of lamellae
(a)
(b)
(c)
(d)
αα
Martensite (
β
)
Fig. 7 Microsturctural changes of the AC sample during thermal cycle (reheating and cooling at 940C) without multi-step forging:
[image:5.595.131.466.71.324.2]change continuously, and the amount of stain imposed on them varies due to diffusional relaxation at high temper-atures. This makes it difficult to analyze the separate effect of deformation and thermal fluctuation on globularization. However, only in terms of thermal fluctuation, the micro-structures formed at each forging step in the present non-isothermal forging are expected to exhibit the similar trend of microstructural evolution to that described in Section 3.3.
That is, the microstructural changes during cooling and reheating for the next forging step of either deformed lamellae or recrystallized globules formed by one forging step can be deduced from Figs. 11 and 12. In the next, the globularization behavior observed in this study is discussed in association with instantaneous microstructural develop-ment in the deformation process considering the thermal fluctuation effect.
(c)
(d)
Fig. 8 Microsturctural changes of the AC sample during thermal cycle (reheating and cooling at 900C) without multi-step forging:
(a) the first reheating and water quenching, (b) the first reheating and air cooling, (c) the fifth reheating and water quenching, and (d) the fifth reheating and air cooling.
(a)
(b)
(c)
(d)
A
αα
Martensite (
β
)
A
Fig. 9 Microsturctural changes of the FC sample during thermal cycle (reheating and cooling at 940C) without multi-step forging: (a) the
[image:6.595.131.466.72.324.2] [image:6.595.131.465.382.636.2]4.2 Globularization of the AC and FC samples 4.2.1 AC samples
From a comparison between Fig. 3(a) (940C) and
Fig. 4(a) (900C), it is obvious that globularization at the
higher forging start temperature was more effective than
that at the lower forging start temperature, but the
lamellar thickness of the latter was smaller than the
globule diameter of the former. The previous result regarding the effect of the forging temperature on the globularization behavior of the same alloy under the
isothermal compression8,13)showed that as the temperature
decreased, deformation of lamellae became non-uniform. A similar argument can be applied to the present case. In addition to the lower forging temperature, non-uniform deformation would be more prevalent due to concurrent
cooling of the sample during non-isothermal forging, resulting in less globularization in the AC sample forged
at 900C. As shown in Fig. 11, the lamellar thickness of
the sample thermally cycled at 940C increased faster than
that of the sample thermally cycled at 900C with the
number of thermal cycle. This observation can be explained by the followings. The lamella thickening is more
signifi-cant at the end of lamella (i.e.lamella node) due to the fault
migration.19,20)Dynamic recystallization at 940C was more
active than at 900C due to high temperature, resulting in
more recrystallized particles with the low aspect ratio
which were formed through severance and/or partition of
lamellae by complete penetration of the phase. Then, the
lamella thickening in the recrystallized particles with the
low aspect ratio resulted in the more equiaxed globules
(a)
(b)
(c)
(d)
[image:7.595.132.468.72.327.2]A
A
Fig. 10 Microsturctural changes of the FC sample during thermal cycle (reheating and cooling at 900C) without multi-step forging:
(a) the first reheating and water quenching, (b) the first reheating and air cooling, (c) the fifth reheating and water quenching, and (d) the fifth reheating and air cooling.
0 2 4 6 8 10
Number of Thermal Cycle, n
5 3
FC 940°C FC 900°C
AC 940°C
α
Lamellar
Thic
kness (
µ
m)
AC 900°C
1 0
solid : during heating open : after cooling
Fig. 11 The variation of thelamellar thickness in the AC and FC samples during thermal cycle without multi-step forging.
0 20 40 60 80 100
Number of Thermal Cycle, n
5 3
FC 940°C FC 900°C
AC 940°C
F
raction of
α
Lamellae (%)
AC 900°C
[image:7.595.64.280.386.554.2]1 0
[image:7.595.317.534.387.551.2]with a relatively large diameter. By contrast, at 900C, lamellae with the high aspect ratio were formed due to less recrystallization and non-uniform deformation, and the lamella thickening in these lamellae was to be limited at the end of each lamella. This interpretation of thermal effect
can be extended to explain the fact thatglobule diameter
of the sample forged at 940C (Fig. 3(a)) was larger than
the lamellar thickness of the sample forged at 900C
(Fig. 4(a)).
4.2.2 FC samples
Globularization of the FC sample forged at 940C resulted
in the elongatedparticles with high aspect ratio (Fig. 3(c)),
while the microstructure of the FC sample forged at 900C
(Fig. 4(c)) showed the distorted colony structure consisting
of severely deformed lamellae, indicating less effective
globularization in the latter. As listed in Table 1, the
lamellar thickness change in the FC sample was not sensitive to the forging temperature and this result was in agreement with that observed in the thermally cycled sample (Fig. 11). Figure 4(c) reveals that there are many irregular grooves
(indicated by arrows) on the boundaries of deformed
lamellae at 900C forging, indicating the incomplete
glob-ularization. As aforementioned, globularization oflamellae
is known to occur by penetration of thephase through such
grooves called ‘cusp’ during dynamic and/or static
recrys-tallization processes.9,21) In the case of non-isothermal
deformation at 900C, penetration becomes difficult
compared to that at 940C due to not only the lower
temperature but also concurrent cooling of the sample during
forging under non-isothermal condition.22) In addition,
although the sample was reheated to forging temperature, the time was not sufficient for globularization. Eventually,
unlike forging at 940C,lamellae are not globularized, but
only deformed at 900C forging.
4.3 Comparison of globularization behavior of the AC and FC samples
The instantaneous microstructures just prior to forging can be inferred from the water quenched samples after reheating.
Their characteristics shown from Fig. 7 to Fig. 12 can be schematically summarized as Fig. 13. At the same forging temperatures, the instantaneous microstructures of the FC
sample are manifested by thicker and lamellae but the
smaller volume fraction of thephase compared to the AC
sample. Such lamellar configuration of the FC sample just prior to forging is not favorable for globularization because
thicklayers are likely to deform preferentially than thick
lamellae, and therefore only a small portion of strain will be
accumulated on lamellae, resulting in insufficient plastic
deformation of lamellae for recrystallization. Eventually,
the final microstructure of the FC sample after non-isothermal multi-step forging exhibits the traces of deformed
colonies and elongatedparticles as shown in Fig. 3(c) and
Fig. 3(d). In the same point of view, the AC sample, which
has both thin and lamellar structure in addition to the
higher volume fraction of thephase, is thought to be more
favorable for the recrystallization than the FC sample, resulting in the more homogeneous distribution of fully
globularizedparticles as shown in Fig. 3(a) and Fig. 3(b).
As mentioned earlier, the diameter of theglobules of the
AC sample was comparable to the thickness of elongated
particles of the FC sample after forging at 940C in spite of
very different initial lamellar thickness. This can be ex-plained in terms of the microstructural development due to thermal fluctuation. As shown in Fig. 11, the thickness of initial thin lamellae of the AC sample increased continuously with increasing the number of thermal cycle, and became nearly the same as that of the FC sample after the 5 thermal
cycles at 940C. The similar result of lamella thickening
during isothermal compression of very thin lath structure
was reported by Shell and Semiatin.12)In their experiment,
the thickness oflaths increased with the heating
temper-ature and holding time. It is worth mentioning that the
thickness change of lamellae of the AC sample during
cooling was larger than that during reheating as seen in
Fig. 11, indicating that the coarsening ofglobules can be
enhanced by repetition of cooling during non-isothermal multi-step forging.
fα= 90%, tα= 1µm
α β
sample
FC sample
fα= 70%, tα= 1µm fα= 50%, tα= 1µm
[image:8.595.127.469.74.268.2]fα= 90%, tα= 8µm fα= 55%, tα= 3.5µm fα= 35%, tα= 3µm
5. Summary
(1) The globularization behavior of ELI grade Ti-6Al-4V alloy with either initially thin or thick lamellar structure during non-isothermal multi-step forging was
investi-gated. It was found that globularization of lamellae
was significantly affected by the instantaneous micro-structural state developed by thermal fluctuation during non-isothermal multi-step forging.
(2) After multi-step forging at a start temperature of 940C,
the alloy with initially thin lamellar structure exhibited
homogeneous distribution of equiaxedglobules, but
elongated globules with high aspect ratio was
dominant in the alloy with initially thick lamellar structure.
(3) After the forging at 900C, the alloy with initially thin
lamellar structure exhibited a mixed structure of
equiaxedparticles and elongatedlamellae. On the
contrary, the microstructure of the alloy with initially thick lamellar structure consisted of severely deformed lamellae inside the distorted colonies with little glob-ularization. In case of the present non-isothermal multi-step forging, the more effective globularization occur-red at higher forging start temperature.
(4) To obtain equiaxed microstructure by non-isothermal multi-step forging, a thin lamellar structure is to be used as a starting microstructure. A fully globularized but coarsened structure was obtained at higher forging start
temperature. The coarsening of globules was
sup-pressed, but globularization became less effective at the same time with decreasing the forging start temper-ature. In this case, the higher deformation and/or post annealing heat treatment should be applied to acquire
finer equiaxedglobules.
REFERENCES
1) G. W. Kuhlman:Microstructure/Property Relationships in Titanium Aluminides and Alloys, ed. by Y.-W. Kim and R. R. Boyer, (TMS, Warrendale, Pennsylvania, 1991) pp. 465–491.
2) G. Lu¨tjering, J. Albrecht and A. Gysler: Titanium ’92 Science and
Technology, Proc. of the 7th Int. Conf. on Titanium, ed. by F. H. Froes and I. Caplan, (TMS, Warrendale, Pennsylvania, 1993) pp. 1635–1646. 3) R. R. Boyer and G. Lu¨tjering:Advances in the Science and Technology of Titanium Alloy Processing, ed. by I. Weiss, R. Srinivasan, P. J. Bania, D. Eylon and S. L. Semiatin, (TMS, Warrendale, Pennsylvania, 1996) pp. 349–367.
4) J. R. Wood and P. A. Russo:Advances in the Science and Technology of Titanium Alloy Processing, ed. by I. Weiss, R. Srinivasan, P. J. Bania, D. Eylon and S. L. Semiatin, (TMS, Warrendale, Pennsylvania, 1996) pp. 421–433.
5) M. Peters and G. Lu¨etjerung: Titanium ’80 Science and Technology, Proc. of the 4th Int. Conf. on Titanium, ed. by H. Kimura and O. Izumi, (AIME, Warrendale, Pennsylvania, 1980) pp. 925–935.
6) H. Malgolin and P. Cohen: Titanium ’80 Science and Technology, Proc. of the 4th Int. Conf. on Titanium, ed. by H. Kimura and O. Izumi, (AIME, Warrendale, Pennsylvania, 1980) pp. 1555–1561.
7) I. Weiss, G. E. Welsch and F. H. Froes: Titanium Science and Technology, Proc. of the 5th Int. Conf. on Titanium, ed. by G. Lu¨tjering, U. Zwicker and W. Bunk, (DGM, Germany, 1985) pp. 1503– 1510.
8) S. L. Semiatin, V. Seetharaman and I. Weiss: Advances in the Science and Technology of Titanium Alloy Processing, ed. by I. Weiss, R. Srinivasan, P. J. Bania, D. Eylon and S. L. Semiatin, (TMS, Warrendale, Pennsylvania, 1996) pp. 3–73.
9) I. Weiss, F. H. Froes, D. Eylon and G. E. Welsch: Metall. Trans. A17A (1986) 1935–1947.
10) M. Burn, N. Anoshkin and G. Shakhanova: Mater. Sci. & Eng. A243 (1998) 77–81.
11) P. Ari-Gur and S. L. Semiatin: Mater. Sci. & Eng. A257(1998) 118– 127.
12) E. B. Shell and S. L. Semiatin: Metall. Mater. Trans. A30A(1999) 3219–3229.
13) S. L. Semiatin, J. F. Thomas and P. Dadras: Metall. Trans. A14A (1983) 2363–2374.
14) S. L. Semiatin, V. Seetharaman and I. Weiss: Mater. Sci. & Eng. A263 (1999) 257–271.
15) R. Ding, Z. X. Guo and A. Wilsom: Mater. Sci. & Eng. A327(2002) 233–245.
16) AMS 4930F (2000.6), Aerospace Material Specification, Titanium Alloy Bars, Wire, Forgings, and Rings: Ti-6Al-4V, Extra Low Interstitial Annealed.
17) S. L. Semiatin and T. R. Bieler: Acta Mater.49(2001) 3565–3573. 18) I. Weiss and S. L. Semiatin: Mater. Sci. & Eng. A243(1998) 46–65. 19) H. E. Cline: Acta Metall.19(1971) 481–490.
20) L. Y. Lin, T. H. Courtney and K. M. Ralls: Acta Metall.25(1977) 99– 106.
21) N. Stefansson and S. L. Semiatin: Metall. Mater. Trans. A34A(2003) 691–698.