1*
M.Tech student, U. V. Patel College of Engineering,
2*
Assistant Professor, Mechanical Department, U.V.P.C.E. Kherva, Mehsana, Gujarat, India
Corresponding author ([email protected])
Abstract
Surface roughness is a major consideration in modern Computer Numerical Control (CNC) turning industry. Most existing optimization researches for CNC finish turning were either accomplished within certain manufacturing circumstances, or achieved through numerous equipment operations. Therefore, a general deduction optimization scheme is deemed to be necessary for the industry. In this study, an attempt has been made to investigate the effect of cutting parameter (cutting speed, feed, depth of cut) on surface roughness (S.R) and material removal rate (MRR) during machining of Harden Steel. The experiment were conduct on a CNC turning center using cubic boron nitride (CBN) insert. The results are analyzed using analysis of variance (ANOVA) method.
Keywords: ANOVA, CNC Turning, surface roughness, MRR
1. Introduction
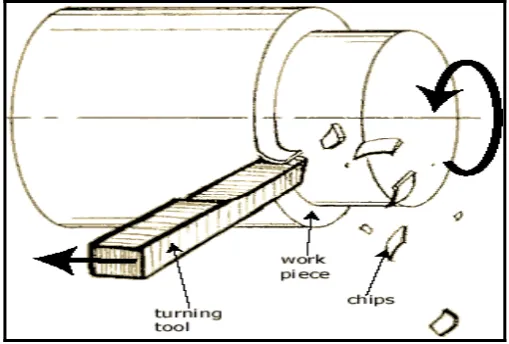
In machining operation, the quality of surface finish is an important requirement of work pieces and parameter in manufacturing engineering. During the turning operation, the cutting tool and the metal bar are subjected to a prescribed deformation as a result of the relative motion between the tool and work-piece both in the cutting speed direction and feed direction. As a response to the prescribed deformation, the tool is subjected to thermal loads on those faces that have interfacial contact with the work-piece or chip. In the metal-cutting process, during which chips are formed, the work-piece material is compressed and subjected to plastic deformation. Usually the material removal occurs in a highly hostile environment with high temperature and pressure, in the cutting zone.
The ultimate objective of the science of metal cutting is to solve practical problems associated with efficient material removal in the metal cutting process. To achieve this, the principle governing the cutting process should be understood. Knowledge of this principle predicts the practical result of the cutting process and thus the select the optimum cutting conditions for each particular case.
Fig. 1 Turning operations
1.1 Adjustable Cutting Parameters in Turning
The three main parameters are: (A) Speed (B) Feed and (C) Depth of Cut.
All these parameters need to be controlled effectively in order to produce a good surface roughness. Cutting speed is expressed in (m/min)
Feed is expressed in (mm/rev). Depth of cut is expressed in (mm).
1.2 Material Removal Rate (MRR)
The material removal rate (MRR) in turning operation is the volume of the material/metal that is removed per unit time in mm3/sec.
MRR = 1000 VFD/60 mm3/sec.
Where V = Cutting speed, D = Depth of cut, F = Feed
2. Experiments
Here we have focused on some investigators’ experiments.
Basim A. Khidhir1 and Bashir Mohamed et al.(2011) have been investigate the effect of cutting speed feed
Fig.3. Measured and predicted data of the surface roughness for multiple regression model.
A. Attanasio, D. Umbrello, C. Cappellini, G. Rotella, R.M’Saoubi et al.(2011) have been investigation
Fig.4. Tool wear evolution: (a) Flank wear (b) Depth of crater
Ilhan Asiltürk, Süleyman Neseli et al.(2011) have been determine the effect of cutting parameters namely,
cutting speed, depth of cut, and feed rate on surface roughness during machining of AISI 304 austenitic stainless, coated carbide insert under dry conditions have been used as cutting tools, Secondly, the model for the surface roughness, as a function of cutting parameters, is obtained using the response surface methodology (RSM). It have been found that the feed rate is the dominant factor affecting surface roughness, which is minimized when the feed rate and depth of cut are set to the lowest level, while the cutting speed is set to the highest level. The percentages of error all fall within 1%, between the predicted values and the experimental values [6].
Fig.5. main effect plot for SN ratio for Ra
Suleyman Neseli, Suleyman Yaldız, Erol Turkes et al.(2010) have been investigated the effect of tool
H. K. Dave, L. S. Patel,H. K. Raval et al.(2012) have been investigation of the machining characteristics of different grades of EN materials in CNC turning process using Tin coated cutting tools. In this research paper focused on the analysis of optimum cutting conditions to get the lowest surface roughness and maximum material removal rate in CNC turning of different grades of EN materials by Taguchi method. It have been found that ANOVA shown that the depth of cut has significant role to play in producing higher MRR and insert has significant role to play for producing lower surface roughness. Thus, it is possible to increase machine utilization and decrease production cost in an automated manufacturing environment [8].
Fig.7.Response diagram for MRR Fig.8. Response diagram for surface roughness
M. Kaladhar , K. Venkata Subbaiah , Ch. Srinivasa Rao et al.(2011) have been investigate the effects of
Fig.9. main effect plot for surface roughness Fig.10. Main effect plot for MRR
Anderson P. Paiva, Joao Roberto Ferreira, Pedro P. Balestrassi et al.(2006) have been conduct experiment
on AISI 52100 with different parameter like cutting speed (V), feed rate (f) and depth of cut (d) The outputs considered were: the mixed ceramic tool life (T), processing cost per piece (Kp), cutting time (Ct), the total
turning cycle time (Tt), surface roughness (Ra) and the material removing rate (MRR). The aggregation of these
targets into a single objective function is conducted using the score of the first principal component (PC1) of the responses’ correlation matrix and the experimental region (Ω) is used as the main constraint of the problem. Considering that the first principal component cannot be enough to represent the original data set, a complementary constraint defined in terms of the second principal component score (PC2) is added. The original responses have the same weights and the multivariate optimization lead to the maximization of MRR while minimize the other outputs. The kind of optimization assumed by the multivariate objective function can be established examining the eigenvectors of the correlation matrix formed with the original outputs. The results indicate that the multi response optimization is achieved at a cutting speed of 238 m/min, with a feed rate of 0.08 mm/rev and at a depth of cut of 0.32 mm [10].
Tian-Syung Lan et al .(2010) have been investigate the effect of cutting speed , feed , cutting depth , tool nose
runoff with three levels (low, medium, high) on MRR in finish turning based on L9(34) orthogonal array. It have been found that the material removal rates from the fuzzy Taguchi deduction optimization parameters are all significantly advanced comparing to those from the benchmark. Also it has been declare that contributed the satisfactory fuzzy linguistic approach for the MRR in CNC turning with profound insight [11].
3. Conclusion
Literature depicts that a considerable amount of work has been carried by out by number of investigators for modelling, simulation and parametric optimization of surface properties of the product in turning operation using different process parameters, different cutting tools and various cutting condition. But no work had been carried out on Harden Steel (AISI 4340) with Cubic Boron Nitride (CBN) insert so we are very much more interested to work on parametric analysis of surface roughness (SR) and material removal rate (MRR) during machining on Harden (Steel AISI 4340) with Cubin Boron Nitride (CBN) insert. For this project input parameters are:-
Cutting speed Feed Depth of cut