International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
124
Abrasive Wear Studies on Austempered Ductile Iron Castings
Siddaraju C
1, Dr. N. D. Prasanna
2, Dr. M. K. Muralidhara
31Research scholar, 2Professor, Department of Mechanical Engineering, MSRIT Bangalore-560054
3
Principal, R R Institute of Technology, Bangalore - 560090
Abstract-- Conventionally steels have enjoyed some kind monopoly in automotive and earthmoving applications like ripper tips and grader blades. The limitation of steels is that it is difficult to get a good combination of properties. Recent research efforts have focussed on austempered ductile iron as an alternative material which exhibits good properties. Before the usage of ADI can flourish , there is a need to thoroughly understand its mechanical and tribological behaviours.In the present Investigation successful attempts were made to subject ductile iron castings (conforming to IS 400/15 - C 3.65%, Si 2.75%, Mn 0.35max, P 0.03max, S 0.015max, Mg 0.03%min) to austempering heat treatment cycle to bring about the changes in the structure and hence the properties. Austempering variables studied were austenisation temperature 900oC for 2hours duration, austempering temperature selected were 320oC and 400oC ,austempering duration selected were 40, 80, 120, 160, 200 minutes. Abrasive wear studies were carried out using sand abrasive wear tester. Flat rectangular specimen were used and test was carried out for four different loads and speeds. The results of investigation indicate that specimen austempered at 400 oC for 120 minutes duration exhibit better abrasive wear resistance property compared to the other conditions studied, indicating that higher austempering temperature exhibits better abrasion resistant behavior.
Keywords-- Austempered Ductile iron (ADI),DI, Wear, UTS, BHN.
I. INTRODUCTION
Ductile Iron is also called nodular cast iron or nodular iron exhibit good combination of properties such as
castability property with comparable strength,
machinability, thermal conductivity and damping
properties which make it widely employable for manufacturing different machine parts[1,2]. The recent development is to obtain a vareity of bainitic structures[3,4]. Banitic matrix can be obtained in two ways in the as cast form where baintic transformation is achieved by judicious alloying elements such as Ni, Mo and Cr, and by subjecting ductile iron to specific heat treatment known as austempering. Austempering heat treatment,a two stage treatment involves subjecting the material to austenitisation
treatment (840 -950oC) and then suddenly quenching to
austempering baths (220oC-360oC). This iron is referred to
as Austempered Ductile iron or Simply ADI.
ADI has attracted has considerable interest in recent years because of its excellent properties [5,6] Further, it is reported that ADI possess advantages such as cheaper than forged steel, lighter than steel counterpart , production of ADI components needs less energy than for steel component. Hence it finds wide range of applications. Applications include digger teeth material in agricultural sector, transmission gears ,crankshaft, connecting rods in automotive industry , aircraft landing gears , cannon shells in defence etc[7-10].Wear is now gaining importance and is thought as an important study in characterizing a material for a particular application[11,12]. Wear has been classified by different authors based on mechanism involved, interaction between the surfaces and medium used [13,14]. In the present investigation IS400/15 grade ductile iron castings were subjected to standard austempering heat treatment cycle. Mechanical properties such as ultimate tensile strength, Brinell hardness measurements were carried out. Sand abrasive wear test was carried out carried out using ASTM G 65 Specifications for ascast condition and austempered condition. The results indicate that higher austempering temperature and longer austempering duration exhibits superior wear properties compared to other conditions.
II. EXPERIMENTAL WORK
The details of the experiments carried out on IS 400/15 grade ductile iron is highlighted under the following headings
A. Moulding:
Ordinary mangalore sand having AFS No. 60 was used in the present investigation. Green sand moulding was carried out with permeability of the sand being 115 and
compression strength 1150 N/mm2.
B. Melting and pouring:
Melting of the charge was carried out using 1.25T capacity, 200Hz frequency induction furnace. The charge consisting of ductile Iron , Grey Iron returns, Commercial Pig Iron ( imported Soral Pig Iron consisting low sulphur content less than 0.05%) , mild steel punching were melted
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
125
This was desulphurized using calcium carbide (1.9% by weight basis) to reduce the sulphur in the Iron. Standard sandwich treatment methods was employed to get ductile Iron castings. After skimming off the impurities, slag, molten metal was poured into the prepared sand moulds. The carbon equivalent of the iron was aimed between 4.2-4.6 to meet specification of IS 400/15. The molten metal was allowed to cool in the moulds and solidified castings taken out were used for preparation of test specimen. The moulding , melting of SG iron castings were carried out in a regular medium production foundry.C. Heat treatment :
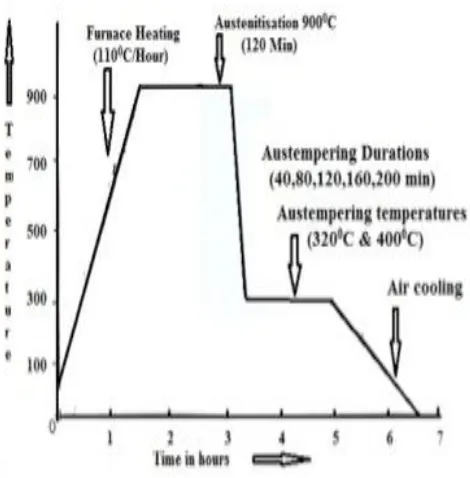
Standard austempring heat treatment cycle as shown in the fig.1. was employed in the present investigation . Austempering variables studied are listed below:
Austenisation temperature: 900 o C; Duration : 120
minutes - followed by
[image:2.612.319.549.152.474.2]Austempering temperature: 320 o C and 400 o C ; Duration : 40, 80, 120,160, 200 minutes. Test specimen for the structure examination, assessment of mechanical properties and wear studies were machined from as cast and austempered ones.
Figure 1: Standard austempering cycle employed
Details of the conditions of the specimen are shown in the following table.
Austenitization temperature- 9000C for 120 minutes.
TABLE I
DETAILS OF THE SPECIMEN
Specimen no. Austempering temp.
(oc)
Soaking time
(min)
1 320 40
2 320 80
3 320 120
4 320 160
5 320 200
6 400 40
7 400 80
8 400 120
9 400 160
10 400 200
[image:2.612.52.287.415.654.2]The furnace used for austenitization and austempering are shown in Figure 2 and Figure 3.
[image:2.612.327.559.498.685.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
[image:3.612.51.288.131.354.2]126
Figure 3: Salt bath Furnace used for Austempering.D. Structure Examination:
Structure examination was carried out employing standard metallographic procedure. Matrix and nodule count examination were made in ascast condition; whereas matrix examination were carried out in austempered condition (using 3% Nital as etchant).
E. Mechanical properties
:
Standard procedure was employed to assess UTS, and Brinell hardness measurements on ascast and austempered specimen. An average of three readings has been
considered for the analysis.
F. Abrasive wear test :
Steps involved in Abrasive wear test are:
Cleaning: The specimen surface was cleaned
thoroughly. This was done using
acetone to remove all dust and grease/foreign matter present on the surface of the specimen.
Initial weight of the specimen was noted down. This
was carried out using an electronic balance.
Specimen was secured in the specimen holder.
Weights were added to leverage to develop proper
force to press the specimen against the wheel.
Revolution counter was set for number of wheel
revolutions.
Sand flow rate was adjusted.
Test was conducted for a preset time (15 minutes).
At the end of the test, the specimen was removed
from the specimen holder, cleaned thoroughly dried and weighed precisely using electronic balance. Loss in weight (difference between initial weight and final weight) has been taken as measure of wear of the specimen Fig. 4a and b shows the details of wear
[image:3.612.338.550.271.619.2]specimens and testing machine.
Figure 4a: Wet erosive wear specimen
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
127
III. RESULTS AND DISCUSSIONS
[image:4.612.95.242.173.307.2]A. Microstructure examination
Figure 5a : Micrograph of Ascast ductile iron
Condition : Ascast Matrix : Ferrite
[image:4.612.326.562.182.727.2]No. of Nodules: 95-105 Nodules Magnification: X50
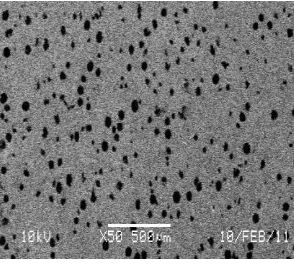
Figure 5b. SEM Image of Austempered specimen
Condition: Austempered
Austempering temperature: 400 oC, 120 minutes
Etchant used: 3% Nital Magnification: X 3000
In the ascast condition , the nodules are uniform in shape and distributed evenly in a matix of ferrite. An
average of 92-110 nodules /mm2 is observed. Upon
austempering , the structure reveals the formation of bainite.
B. Mechanical properties:
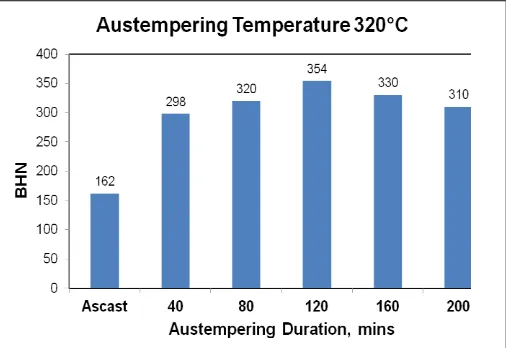
Figure 6 – 9 shows the variation of the ultimate tensile strength values and hardness values of the specimen for different austempered conditions. It can be seen from the figure that austempered specimen exhibit higher values of ultimate tensile strength and hardness values compared to the ascast ones. Maximum ultimate tensile strength values
of 1313 N/mm2 is observed for the specimen austempered
[image:4.612.326.563.331.472.2]for 120 minutes duration. With increase in austempering duration a decreasing trend in the ultimate tensile strength values is observed. Higher hardness values are obtained for the austempered specimen compared to ascast ones. Maximum hardness values of 354 BHN is observed for the austempered specimen austempered for 120 min duration. This may be due to the clear formation of bainite for that austempering duration condition
Figure 6: Variation of UTS Values for specimen in ascast and austempered conditions (austempered at 320 oC)
[image:4.612.53.281.372.543.2] [image:4.612.327.562.489.677.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
[image:5.612.49.302.135.309.2]128
Figure 8: Variation of Hardness Values for specimen in ascast and [image:5.612.334.573.303.485.2]austempered conditions (austempered at 320 oC).
Figure 9: Variation of Hardness Values for specimen in ascast and austempered conditions (austempered at 400 oC).
C. Abrasive wear studies
Figure 10 to 11 shows the variation of weight loss of the specimen for different conditions. Referring to fig. 10 it can be seen that weight loss steadily increases with increase in the loads investigated. Ascast specimen exhibits more wear compared to the austempered conditions for all the loads investigated. This may be attributed to the lower hardness values and the soft ferritic microstructure obtained for the ascast condition. Upon Austempering, the austempered specimen exhibit improved wear resistance property. Least wear is exhibited by the specimen subjected to Austempering heat treatment ( austempered for 120 min duration).
The improvement in the wear resistance of austempered specimen may be attributed to the lubricity inherent in the graphite nodules, increase in hardness value brought about by the bainitic structure and the work hardening of the surface. Also specimens subjected to Austempering heat treatment cycle exhibit (ADI) with high hardness values due to the formation of baintic structure in the matrix, which is responsible for superior wear property.
[image:5.612.48.304.339.523.2]Hence from the wear studies carried out on ascast ductile iron and austempered ductile iron , ADI can be thought of as an attractive alternate material in many applications such as transmission gears, crankshafts , rolls, train car wheels, gear train for power loam industries etc., which demand superior wear resistance property.
Figure 10: Variation of Weight Loss for different Loads, Speed 100 rpm, at 320 C Austempering Temperature.
[image:5.612.335.587.526.688.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
[image:6.612.60.293.140.319.2]129
Figure 12: Variation of Weight Loss for different Loads, Speed 180 [image:6.612.333.557.152.267.2]rpm, at 320 C Austempering Temperature.
Figure 13: Variation of Weight Loss for different Loads, Speed 210 rpm, at 320 C Austempering Temperature.
[image:6.612.333.557.313.434.2]Figure 14: Variation of Weight Loss for different Loads, Speed 100 rpm, at 400 C Austempering Temperature.
[image:6.612.56.290.365.517.2]Figure 15: Variation of Weight Loss for different Loads, Speed 140 rpm, at 400 C Austempering Temperature.
Figure 16: Variation of Weight Loss for different Loads, Speed 180 rpm, at 400 C Austempering Temperature.
Figure 17: Variation of Weight Loss for different Loads, Speed 210rpm, at 400 C Austempering Temperature.
IV. CONCLUSIONS
Graphite nodules are more or less uniform in size and
[image:6.612.333.556.480.606.2] [image:6.612.57.282.560.684.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 6, June 2013)
130
By subjecting the specimen to austempering heat
treatment cycle the Ultimate tensile strength and hardness properties are improved compared to ascast condition.
From the sand abrasive wear tests it is seen that the
wear of the specimen increases with increase in duration of testing. By subjecting the specimen to austempering heat treatment cycle the wear of the material is reduced compared to ascast condition.
Hence, from the above investigation, it is clear that by austempering ductile iron castings better mechanical properties are realised. Austempering heat treatment results in improved wear resistance Hence, this can further increase the potential applications of ADI to be used in numerous applications.
Acknowledgements
The authors thank the management of MSRIT, Bangalore and M/s Bangalore metallurgical Pvt. Ltd., Hoskote for supporting the work.
REFERENCES
[1] N.D.Prasanna, M.K.Muralidhara, K.Radhakrishna “Influence of Austempering temperature on Mechanical properties and wet abrasive wear of IS 700/2 Grade Ductile Iron Castings” Congress proceedings - 52nd Indian foundry congress, P 41-44, Kolkatta. [2] S.Seshan” ADI- The under- exploited wonder cast iron” Transaction
of Indian foundrymen, National seminar, SG –50. Golden Jubilee celebration, Vol 84-92, oct 1998.
[3] K.Chetan, V.Krishnaraj, S.Seshan “Unalloyed Austempered Ductile Iron (ADI) Production and Properties” 36th
Annual Convention, IIF-1987. Pg100-108.
[4] L Magalheas, J.Seabra “ Wear and Scuffing of austempered ductile iron gears” Wear 215 ( 1998) Pg. 237-246. 100-108.
[5] K.H.W.Seah and S.C.Sharma “ Machinability of alloyed austempered dutile iron” International journal of machine tool manufacture , vol 35, no. 10, 1995,pp 1475-1479
[6] G.Sutradhar “ Influence Of Process Parameters On The Quality Of Ferritic And Ferrito-Pearlitic Grades Of Ductile Iron-A Case Study”Trasaction of IIF, March 1994.
[7] J.Zimba, D.J.Simbi, E.Navara “ Austempered ductile iron: an alternative material for earth moving components” Cement and concrete components 25 (2003) pg 643-649.
[8] N.D.Prasanna,M.K.Muralidhara, K.Radhakrishna“Influence of Austempering temperature on Mechanical properties and wet abrasive wear of IS 700/2 Grade Ductile Iron Castings” Congress proceedings - 52nd Indian foundry congress, P 41-44, Kolkatta. [9] C.Siddaraju,N.D.Prasanna,M.K.Muralidhara“Corrosion
characteristics of Ductile iron castings subjected to Austempering heat treatment” Indian foundry journal Vol. 59, No.1 , Jan 2013, Pg 44- 47.
[10] A.Refaey, N. Fatahalla “ Effect of microstructure on properties on ADI and low alloyed ductile iron” Journal of Material Science , vol 38 ( 2008) , 351-362.
[11] L.Magalhaes , J.Seabra “ Wear and scuffing of austempered ductile iron gears” Wear 215 (1998) 237-246.
[12] A. Shafiee, M.Nili-Ahmadabadi “Wear behavior of a Cr-Mo steel with different microstructures in comparision with austempered ductile iron( ADI)” International Material Forum (2009) Vol .2 pp237-241.
[13] R.D. Forresst “The challenge and opportunity present to the S.G. Iron Industry by the development of austempered ductile iron”.Transaction of the foundryman, P 171-182, 1988.