PM Processing of Single-Phase NiTi Shape Memory Alloys by VPCR Process
Bernard Bertheville
*HEVs, University of Applied Sciences of Western Switzerland, Design & Materials Unit, Route du Rawyl 47, CH-1950 Sion, Switzerland
Single-phase nickel–titanium alloys were successfully synthesized by using a powder metallurgical process based on the use of a calcium reductant source during sintering in argon atmosphere (VPCR process). This process allows avoiding secondary phase formation during the NiTi compound forming reaction. The experimental results show that both heating rate and sintering temperature play a significant role on the final porosity. Different sintering stages at temperatures belowTE(Ti2Ni), betweenTE(Ti2Ni) andTE(Ni3Ti), and aboveTE(Ni3Ti) were investigated in order to elucidate the influence of the two liquid eutectics on the densification. By choosing a slow heating rate of 0.5 K/min and a long time sintering at 1193 K, an almost dense single-phase NiTi compact was obtained with austenite$martensite transformation heats comparable to those found in melt-cast NiTi alloys.
(Received September 26, 2005; Accepted December 15, 2005; Published March 15, 2006)
Keywords: nickel–titanium, vapor phase calciothermic reduction, powder sintering, calcium, titanium hydride
1. Introduction
Since two decades, attempts were made to obtain dense single-phase NiTi shape memory alloys through different powder metallurgical routes.1–10) If full densification was rapidly achieved by using hot pressing,3,4) hot isostatic pressing (HIP)5–9)and field-activated pressure-assisted syn-thesis,10) the goal of obtaining single-phase NiTi products was not fully achieved. The Ni–Ti system presents several critical features, which are difficult to overcome by powder technology. They are the limited stability domain of the NiTi phase which does not allow to go far from the stoichiometric value, the presence of two neighbouring stable intermetallics Ti2Ni and Ni3Ti formed by liquid eutectic reactions at 1215
and 1391 K,11)respectively, and the possible precipitation of a metastable Ni-rich phase Ni4Ti3.12) The presence of
unreacted elemental Ni was also often pointed out. Further-more, due to the highly exothermicity of the NiTi compound forming reaction, particular attention must be take during solid-state sintering in order to locally avoid strong temper-ature elevations. This property was used for synthesizing porous NiTi by self-propagating high-temperature/combus-tion synthesis (SHS).13,14)Moreover, the large difference in the diffusion coefficient of titanium and nickel must also be taking into account since it could lead to severe pore formations (Kirkendall effects). In the present work, it is shown how most of these limitations could be successfully breakdown by sintering NiTi in a calcium-reducing atmo-sphere. The process used, so-called VPCR process,15,16) allows obtaining highly homogeneous NiTi alloys with composition close to nominal ones. The previous results, obtained by using VPCR process, confirmed that oxygen might play a major role in the solid-state sintering of NiTi alloys. Oxygen is suspected to widely influence the formation of the Ti2Ni secondary phase through the stabilization of the
corresponding ternary oxides Ti4Ni2Ox (0<x1) with
same fcc structure.17,18) Therefore, oxide formations may
cause a nickel-enrichment in the NiTi matrix and as a result, could favor the formation of additional Ni-rich phases. One other important critical issue of the NiTi powder techno-logical processing is to achieve final compositions close to nominal ones because any changes in nickel content of the NiTi matrix may shift the transformation temperatures in a uncontrollable manner.19,20) In this work, it will be shown that, by using VPCR process, near-equiatomic single-phase NiTi alloys with phase transformation temperatures and latent heats close to those of reference melt-cast alloys, are obtained. Furthermore, by choosing suitable sintering pa-rameters, the porosity rate can be controlled. Depending of the final density of the sample, different applications may be regarded. Highly porous as-sintered single-phase NiTi, free of metallic nickel, could be used as a biomaterial for different kind of implants such as bone graft substitutes21) whereas almost dense as-sintered NiTi with good shape-memory effects can be used as functional materials.15)
2. Experimental Details
Titanium dihydride, TiH2, was used as a raw material
because several studies showed that it led to a more homogeneous pore distribution in argon-sintered NiTi al-loys.22,23)It was purchased from Alfa Aesar Ltd. (nominal average particle size = 4.9mm, 99% purity), as nickel carbonyl powder (APS¼3{7mm, 99% purity). The particle size distributions of each starting powder were measured using a laser-light scattering method (Malvern Mastersizer IP apparatus). For elemental nickel and titanium dihydride, the measured mean diameters at 0.5-percentage point were found to be 6.97 and 6.25mm, respectively. The starting powders were mixed in the equimolar ratio and warm-compacted in a uniaxial single-motion punch-die assembly at 523 K for 2 min, under 600 MPa pressure. The obtained green compacts have densities of about 76% of the NiTi theoretical one (6.45 g/cm3). Such enhancement of the green body density could be helpful for producing almost dense NiTi samples. The sintering process was performed using an experimental set-up consisting of a horizontal refractory stainless steel reactor, a removable tubular furnace, a turbo molecular pump and an
*Present address: Nickel Industrial Titanium Innovative Group, Rue des
e´rables 31, CH-1950 Sion, Switzerland. Corresponding author, E-mail: [email protected]
argon gas container (Ar 6N quality; purity99.9999 vol%). Both, Ni/TiH2 preform (green compact) and calcium source
were placed in two separate molybdenum crucibles in order to avoid direct contamination since several stable interme-tallic phases belong to the binary Ca–Ni system.24)A typical sintering cycle consists in a dehydrogenation stage, typically performed at 773 K for 4 h under high vacuum (P¼103Pa)
following by a solid-state diffusion stage under Ca reducing vapor at higher temperature. The first stage allows the full dehydrogenation of titanium dihydride before the NiTi compound forming reaction.25) Different sintering stages were used in order to study the influence of the sintering parameters. Heating rates of 0.5 and 2 K/min were used. Sintering temperatures were chosen considering temper-atures of the two liquid eutectic reactions TE(Ti2Ni) and TE(Ni3Ti). Thus, three different sintering cycles were
performed: the first one at 1193 K, the second one at 1193 and 1373 K, the third one at 1193 and 1423 K. A thermo-couple placed in the vicinity of the sample was used to accurately measure the sintering temperature. At the end of the sintering process, the tube reactor was removed from the furnace and water-quenched. This avoids the formation of the metastable Ni4Ti3 phase.17) X-ray powder diffraction data
were recorded at room temperature using a X’pert Pro PANalytical diffractometer ( ¼0:154056nm, 2 step = 0.02, step time = 40 s, detector type: X’Celerator). The X’pert Highscore software was used to determine crystallo-graphic phase composition. A scanning electron microscope
(SEM) LEO 1525 in conjunction with an energy-dispersive X-ray spectrometer (EDS) were used to study microstruc-tures and local chemical compositions. The final residual porosity of the sample was estimated by quantitative image analysis of the back-scattered electron micrograph. The porosity was defined as the ratio of areas occupied by pores to the total area. The martensitic transformation temperatures and associated latent heats were recorded using a differential scanning calorimeter (Mettler Toledo DSC30 system). Before sample measurements, calibration of the temperature and heat flow was made using a reference standard (indium). Both heating and cooling rates were 10 K/min and measure-ments were carried out under nitrogen gas flow. Typical sample weights were about 20 mg. The Mettler Star evalua-tion software was used to determine the starting and finishing austenite $martensite transformation temperaturesðAs;Af;
Ms;MfÞand phase transformation energiesðHA; HMÞ.
3. Results and Discussion
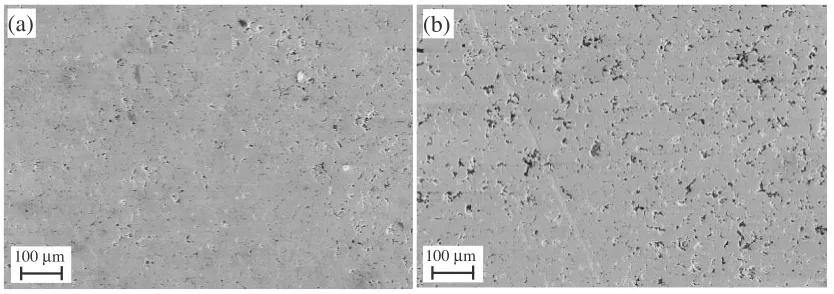
Figure 1 shows microstructures of NiTi samples sintering at 1193 K for 6 h using two different heating rates (left: 0.5 K/min, right: 2 K/min). By using a very slow heating rate, the porosity rate is clearly reduced. The pore diameter are smaller and few. Therefore, lowering the heating rate allows controlling the exothermic formation reaction of nickel–titanium and obtaining a better densification of the compacts (see also previous results from Zhang et al.1)).
100 µm 100 µm
(a)
(b)
Fig. 1 Secondary electron images of as-sintered NiTi compacts (VPCR process) showing porosity changes on using different heating rates: (a) 0.5 K/min, (b) 2 K/min.
100 µm 10 µm
[image:2.595.90.507.71.218.2] [image:2.595.91.507.266.410.2]Attempt to increase the densification was made by sintering a sample at 1193 K for a longer time (48 h). Secondary electron micrographs of the long-time as-sintered NiTi sample are presented in Fig. 2. They show that by using a two-days sintering time, porosity rate decreases. Two kinds of closed pores remain: large elongated pores, of about 10mm in length, and small circular pores, of diameters less than 1mm. The former are residual pores from grain boundary formation and diffusion while the latter are typical of entrapped gas. Figure 3 shows X-ray diffraction patterns of the rough (see the inserted Figure) and polished surfaces of the long-time sintered NiTi sample. X-ray diffraction analyses confirm the
previous scanning electron microscopy results. The room temperature XRD patterns show the presence of both B190
-martensite (space group: P1121=m, Z¼226)) and
B2-aus-tenite (space group: Pm-3m, Z¼1) NiTi phases. Notice that XRD analysis is only indicative since some line overlapping broadening occurred. The latter generally comes from compositional fluctuations, defect density and residual strain in the sample. Therefore, it is not possible to totally exclude the presence of small content of additional secondary crystalline phases in samples. The XRD spectrum of the rough surface shows supplementary diffraction lines, which were attributed to calcium oxide. Such presence of CaO is expected as by-product of the VPCR process because calcium deposited on the surface of the sample during sintering. Calcium oxide may also be trapped in the pore during the NiTi compound forming reaction.
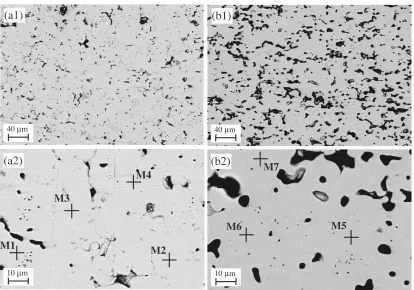
The high chemical homogeneity of the sample was further demonstrated by backscattered electron micrographs [see Figs. 4(a1)–(a2)]. In backscattered mode, images are very sensitive to chemical contrast and give important visual informations on the chemical homogeneity of the sample. Here, micrographs are uniformly grey showing that the NiTi matrix is almost single-phase. Local chemical compositions (EDS analyses) give an average nickel content of 49.65 at%, closed to the equiatomic one (see also Table 1). Therefore, the use of calcium reducing vapors during solid-state sintering allows achieving single-phase NiTi alloy. In some systems (e.g. TiC-Ni, W-Ni–Fe, ceramics), a considerable enhancement of sintering was noticed if a transient liquid phase took place.27,28) It is known that diffusion rates in liquids are faster, resulting in better bonding and
densifica-(a1)
40 µm
(b1)
40 µm
10 µm
(a2)
M3
M1
M2 M4
10 µm
(b2)
M5 M6
M7
Fig. 4 Back-scattered electron micrographs of as-sintered NiTi compacts by using VPCR process: (a1) and (a2) 1193 K for 48 h, (b1) and (b2) 1373 K for 6 h.
20 30 40 50 60 70 80 90
2θ (°)
Intensity (a. u.)
32 34 36 38 40 42 44 46 48 B2-NiTi
B19’-NiTi CaO B2-NiTi
B19’-NiTi
[image:3.595.54.284.243.401.2] [image:3.595.92.506.466.756.2]tion. For the Ni–Ti system, combination of a solid-state sintering of the skeletal structure, at a sintering temperature below the temperature of the first liquid eutectic (Ti2Ni), with
a transient liquid-phase sintering, above the temperature
TE(Ti2Ni), may allow increasing sintering rate. Thus, a
sintering stage was performed at 1373 K for 6 h, just bellow the formation temperature of Ni3Ti (second liquid eutectic
in NiTi phase diagram). The SEM observations [see Figs. 4(b1)–(b2)], in backscattered mode, confirm the high chemical homogeneity of the as-sintered compact using VPCR process. The average nickel content is 49.35 at%, slightly less than the NiTi compact synthesized at 1193 K. The quantitative EDS analysis also highlights the presence of calcium (0.5 at%) as by-product of the calciothermic reduc-tion process. Ti-rich and Ni-rich phases were not visible in the SEM images. Finally, the main difference with the NiTi sintered at lower temperature is the residual final porosity. This one, as estimated by image analysis, is in the range 16– 18% against 7–8% for the compact sintered at 1193 K. The pore diameters are larger, up to 20mm, and the structure appears as more open, i.e. probably connected with the surface. Thus, the relative contribution of the solution-reprecipitation stage (Ti2Ni transient liquid-phase sintering)
to densification appears as negative, for the sintering time considered (six hours). A supplementary sintering stage was performed at temperature of 1423 K, aboveTE(Ni3Ti), during
6 h without notice a significant increase of the densification (see Fig. 5). Pores are slightly smaller but remain bigger than
pores found in the long time sintering sample at lower temperature. Nickel contents show great discrepancies, from 49.3 to 50.5 at% (see Table 1) and no evidence of secondary phase formations was noticed (see SEM micrographs). Finally, according to SEM observations, a transient liquid-phase formation during sintering of NiTi does not produce the desired densification. Important microstructural coarsen-ing and pore enlargement presumably occurred durcoarsen-ing the high temperature final-stage sintering.
The X-ray diffraction pattern of the NiTi sample sintered at 1423 K shows the highest content of the B190 phase (see Fig. 6, bottom) whereas no marked difference in XRD phase composition was noticed between NiTi samples sintered at 1193 K (see Fig. 3) and 1373 K (see Fig. 6, top).
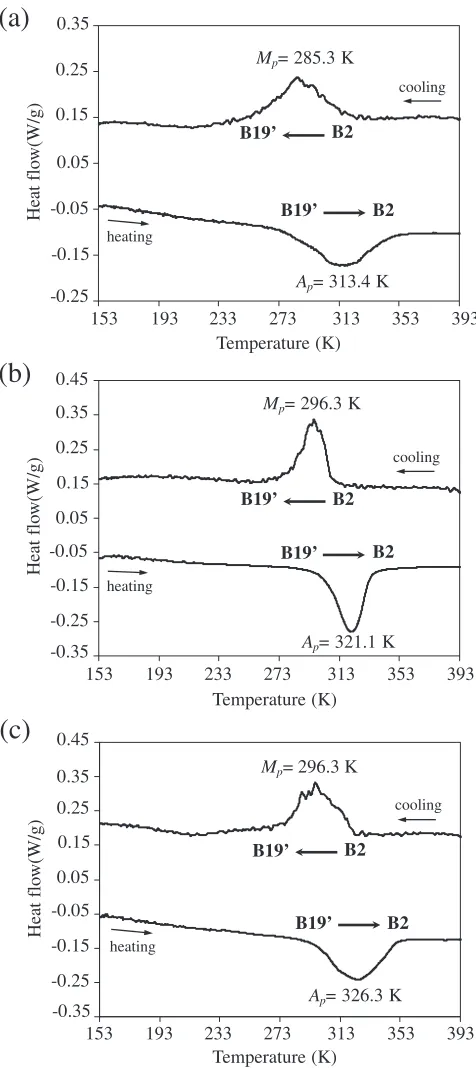
The differential scanning calorimetric curves are depicted in Fig. 7. Table 2 summarizes the temperatures and latent heats of phase transformation of the different NiTi samples. The NiTi alloys obtained by using the VPCR process show a single-step transformation B2$B190, whatever the
sinter-ing cycle considered. The transformation heats vary from
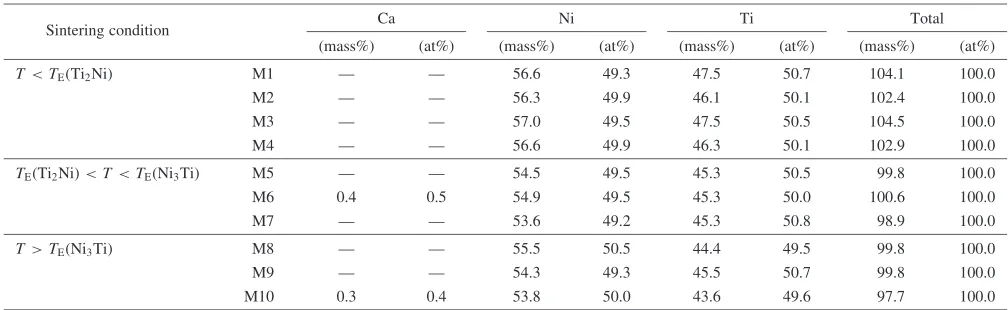
[image:4.595.45.549.83.238.2]21:2to18:8J/g upon cooling and, from 20.9 to 24.5 J/g upon heating. These values agree with those found in melt-cast NiTi alloys.29) They suggest that as-sintered NiTi samples underwent whole phase transformations. Differences with melt-cast alloys arise in shapes of the peak. The NiTi samples sintered by using VPCR process show extent phase transformations (line broadening). Supplementary ageing treatments, as commonly performed for melt-cast alloys, may Table 1 Measured local compositions of as-sintered NiTi compacts obtained from EDS analysis.
Sintering condition Ca Ni Ti Total
(mass%) (at%) (mass%) (at%) (mass%) (at%) (mass%) (at%)
T<TE(Ti2Ni) M1 — — 56.6 49.3 47.5 50.7 104.1 100.0
M2 — — 56.3 49.9 46.1 50.1 102.4 100.0
M3 — — 57.0 49.5 47.5 50.5 104.5 100.0
M4 — — 56.6 49.9 46.3 50.1 102.9 100.0
TE(Ti2Ni)<T<TE(Ni3Ti) M5 — — 54.5 49.5 45.3 50.5 99.8 100.0
M6 0.4 0.5 54.9 49.5 45.3 50.0 100.6 100.0
M7 — — 53.6 49.2 45.3 50.8 98.9 100.0
T>TE(Ni3Ti) M8 — — 55.5 50.5 44.4 49.5 99.8 100.0
M9 — — 54.3 49.3 45.5 50.7 99.8 100.0
M10 0.3 0.4 53.8 50.0 43.6 49.6 97.7 100.0
40 µm 10 µm
M8
M9 M10
[image:4.595.89.504.265.411.2]produce more narrow transformations.30) As the sintering temperature increases from 1193 to 1423 K, the transforma-tion temperatures slightly shift to higher values. The trans-formation hysteresis (difference betweenApandMp) does not vary significantly. Sintering at 1423 K, i.e. at temperature above TE(Ni3Ti), leads to a large broadening of the DSC
peaks [see Fig. 7(c)].
4. Conclusions
(1) The final porosity was the lowest one for the NiTi compact sintered at 1193 K for 48 h, and by using a 0.5 K/min heating rate. Sintering above temperatures of formation of the two liquid eutectics Ti2Ni and Ni3Ti,
for the sintering time considered, did not permit to enhance densification.
(2) The vapor phase calciothermic reduction process used allows obtaining single-phase NiTi alloys by a basic single-step sintering. It largely avoids secondary phase formations, especially Ti- and Ni-rich ones.
(3) The composition shift usually observed in NiTi alloys produced by other powder metallurgical routes does not occur. The formation of Ti-consuming oxides that shifts the transformation temperatures in a poorly controlled manner was avoided.
(4) As-sintered NiTi alloys with VPCR process show complete single-step martensitic and austenitic trans-formations with associated latent heats closed to those reported in melt-cast alloys.
(5) It is possible to adjust more precisely the porosity rate through sintering parameters. Highly porous NiTi alloys have recently found new biomedical applications since they are considered as promising materials for bone-replacement implants.
Intensity (a. u.)
B2-NiTi B19’-NiTi
20 30 40 50 60 70 80 90
2θ (°)
Fig. 6 Room temperature X-ray diffraction patterns of as-sintered NiTi (top: at 1373 K, bottom: at 1423 K). VPCR process.
B2 B19’ B2 B19’ cooling heating
Mp= 285.3 K
Ap= 313.4 K
(a)
Temperature (K)
153 193 233 273 313 353 393 0.35 0.25 0.15 0.05 -0.05 -0.15 -0.25 Heat flo w(W/g) B2 B19’ B2 B19’ cooling heating
Mp= 296.3 K
Ap= 321.1 K
(b)
Temperature (K) 0.45 0.35 0.25 0.15 0.05 -0.05 -0.15 -0.25 -0.35 Heat flo w(W/g)153 193 233 273 313 353 393
B2 B19’ B2 B19’ cooling heating
Ap= 326.3 K
Mp= 296.3 K
(c)
Temperature (K) 0.45 0.35 0.25 0.15 0.05 -0.05 -0.15 -0.25 -0.35 Heat flo w(W/g)153 193 233 273 313 353 393
[image:5.595.56.284.72.327.2]Fig. 7 DSC curves of as-produced NiTi compacts: (a) sintered at 1193 K for 48 h, (b) sintered at 1373 K for 6 h, (c) sintered at 1423 K for 6 h. VPCR process.
Table 2 Measured DSC transformation temperatures and associated latent heats. Sintering condition Ms (K) Mf (K) As (K) Af (K) HM (J/g) HA (J/g)
T<TE(Ti2Ni) 319.7 250.7 270.4 349.3 18:8 20.9 TE(Ti2Ni)<
T<TE(Ni3Ti)
309.8 276.9 298.3 334.1 20:6 22.9
[image:5.595.307.545.73.607.2] [image:5.595.305.549.709.785.2]Acknowledgment
The support of the University of Applied Sciences of Western Switzerland is acknowledged. The author wishes to thank D. Zufferey for his help in performing the scanning electron microscopy measurements.
REFERENCES
1) N. Zhang, P. B. Khosrovabadi, J. H. Lindenhovius and B. H. Kolster: Mater. Sci. Eng. A150(1992) 263–270.
2) J. C. Hey and A. P. Jardine: Mater. Sci. Eng. A188(1994) 291–300. 3) Y. Sekiguchi, K. Funami, H. Funakubo and Y. Suzuki: J. de Phys.43
(1982) 279–285.
4) D. G. Morris and M. A. Morris: Mater. Sci. Eng. A110(1989) 139– 149.
5) M. D. McNeese, D. C. Lagoudas and T. C. Pollock: Mater. Sci. Eng. A 280(2000) 334–348.
6) B.-Y. Li, L.-J. Rong, Y. Y.-Li and V. E. Gjunter: Acta Mater.48(2000) 3895–3904.
7) D. C. Lagoudas and E. L. Vandygriff: J. Intell. Mater. System. Struct. 13(2002) 837–850.
8) M. Bram, A. Ahmad-Khanlou, A. Heckmann, B. Fuchs, H. P. Buchkremer and D. Sto¨ver: Mater. Sci. Eng. A337(2002) 254–263. 9) E. Schu¨ller, O. A. Hamed, M. Bram, D. Sebold, H. P. Buchkremer and
D. Sto¨ver: Adv. Eng. Mater.5(2003) 918–924.
10) A. M. Locci, R. Orru`, G. Cao and Z. A. Munir: Intermetallics11(2003) 555–571.
11) T. B. Massalski:Binary phase diagrams(American Society for Metals, Met. Park, 1986).
12) J. Khalil-Allafi, A. Dlouhy and G. Eggeler: Acta Mater. 50(2002) 4255–4274.
13) C. L. Yeh and W. Y. Sung: J. Alloys Compd.376(2004) 79–88. 14) A. Biswas: Acta Mater.53(2005) 1415–1425.
15) B. Bertheville and J.-E. Bidaux: Scr. Mater.52(2005) 507–512. 16) B. Bertheville: J. Alloys Compd.398(2005) 94–99.
17) M. Nishida, C. M. Wayman and T. Honma: Metall. Trans.17A(1986) 1505–1515.
18) B. Bertheville, S. Martinerie and J.-E. Bidaux:Proc. Eur. Powder Metall. Conf. EuroPM2003, ed. by European Powder Metallurgy Association (Old Bank Buildings, Shrewsbury, UK) pp. 411–416. 19) T. W. Duerig, K. N. Melton, D. Sto¨ckel and C. M. Wayman:
Engineering Aspects of Shape Memory Alloys
(Butterworth-Heine-mann Ltd., 1990).
20) E. Schu¨ller, M. Bram, H. P. Buchkremer and D. Sto¨ver: Mater. Sci. Eng. A374(2004) 165–169.
21) B. Bertheville: Biomaterials27(2006) 1246–1250.
22) B.-Y. Li, L.-J. Rong and Y.-Y. Li: Mater. Sci. Eng. A281(2000) 169– 175.
23) B.-Y. Li, L.-J. Rong and Y.-Y. Li: Intermetallics8(2000) 643–646. 24) G. Saindrenan, J. Vitart-Barbier and M. Constantinoff: J. Less Common
Met.118(1986) 227–233.
25) V. Bhosle, E. G. Baburaj, M. Miranova and K. Salama: Mater. Sci. Eng. A356(2003) 190–199.
26) Y. Kudoh, M. Tokonami, S. Miyazaki and K. Otsuka: Acta Metall.33 (1985) 2049–2056.
27) F. Thu¨mmler and R. Oberacker:Introduction to powder metallurgy (The Institute of Materials Series on Powder Metallurgy, London, 1993) pp. 220–230.
28) R. M. German:Sintering theory and practice, (The Pennsylvania State University, A Wiley-interscience publication, John Wiley & Sons, Inc., 1996) pp. 226–312.
29) T. Saburi:Shape Memory Materials(Cambridge University Press, eds. K. Otsuka and C. M. Wayman, 1998).