strength was almost unchanged up to 473 K. In addition, large superplastic elongation of over 300% was obtained at a temperature of 673 K.
(Received November 8, 2002; Accepted December 24, 2002)
Keywords: magnesium alloy, equal-channel-angular extrusion, heat resistant, superplasticity
1. Introduction
Recently there has been a significant increase in the use of magnesium as a structural material. Typical Mg–Al system alloys, for example, AZ91, AM60 and AZ31, normally exhibit moderate strength at room temperature, but the strength rapidly decreases above 400K.1) In general, magnesium alloys containing yttrium and/or rare earth metals have high strength at elevated temperatures.2–6) It was reported that rapidly solidified powder metallurgy (RS P/M) Mg–Y–Zn system alloys exhibit high strength at elevated temperatures. It has been demonstrated that the RS P/M Mg–10 mass%Y–2 mass%Zn alloy exhibited the tensile strength of 520 MPa and elongation-to-failure of 2% at room temperature.7)The tensile strength was 440 MPa even at 473 K. The strength and ductility were extraordinarily improved for the RS P/M Mg–Y–Zn alloy through the exploration of optimum alloy compositions.8,9)A high yield strength of 610 MPa and a relatively high tensile ductility of 5% at room temperature, and high yield strength more than 380 MPa at 473 K were reported for the extremely fine-grained (d¼100{150nm) RS P/M Mg–2 at%Y–1 at%Zn (Mg–6.8 mass%Y–2.5 mass%Zn) alloy (ASTM designation: WZ73). Moreover, the material exhibited high-strain-rate superplasticity at 623 K. These excellent properties were attributed to the fine grain size and the dispersion of fine stable particles. The combination of high strength and relatively high ductility at room temperature, high elevated temperature strength, and high-strain-rate superplasticity obtained in the fine-grained WZ73 is encouraging for plastic forming of several aircraft and automobile components where operating temperatures as high as 453 K are being considered.14)
The present study was motivated to refine the micro-structure of WZ73 alloy by ingot metallurgy route. It has been demonstrated that the Equal-Channel-Angular Extru-sion (ECAE) process could produce large bulk materials with a sub-microcrystalline structure for a wide range of materials from pure metals, solid-solution alloys, commercial alloys, to metal matrix composites,11–13) including magnesium.14–21) Therefore, the authors performed ECAE on WZ73 alloy, and the mechanical properties were examined.
2. Experimental
The material used in the present study was a WZ73 alloy. The nominal composition is Mg–6.8 mass%Y–2.5 mass%Zn. The alloy was initially produced by ingot casting. The ingot was homogenized at 798 K for 24 h followed by hot extrusion at 693 K with a reduction ratio of 4. ECAE was conducted on the hot extruded material by the die with a channel angle of 90through the die using, so-called, processing route B
C, in
which the specimen was removed from the die and then rotated by þ90 in the same direction between each
pass.22–24) The specimen having dimensions of 20 mm in diameter and 80 mm in length was extruded at a temperature of 623 K for sixteen times.
Tensile properties were examined on the ECAE processed material. Tensile specimens, machined from the ECAE processed bar, had tensile axes parallel to the extruded direction. The specimens had a gauge length of 5 mm and a gauge diameter of 2.5 mm. Tensile tests were carried out at temperatures ranging from room temperature to 673 K and at an initial strain rate of 1103s1 in air. Yield strength
(0.2% proof strength), tensile strength and elongation-to-failure were measured.
Microstructures were observed by a color laser 3D profile microscope using a light screen mode and a transmission electron microscope. The matrix grain sizes,d(¼1:74L;Lis the linear intercept size), were measured from transmission electron micrographs. Fracture surface and lateral surface of the deformed specimens were observed by a scanning electron microscope.
3. Results
3.1 Microstructures
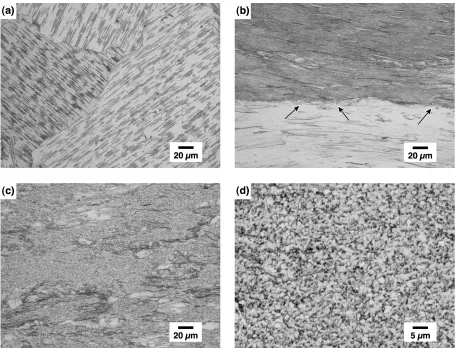
Typical microstructures of (a) homogenized material, (b) hot extruded material, (c) ECAE processed material with low magnification and (d) ECAE processed material with high magnification are shown in Fig.1. The rod shaped disper-soids were aligned to the specific direction in the interior of grains after the homogenization as shown in Fig.1(a). The dispersoid seems to be Mg3Y2Zn3.25)After the extrusion, the
extrusion direction, and newgrains were nucleated on the boundaries of the original grains as indicated by arrows in Fig.1(b). During ECAE, the grain refinement proceeds over almost the whole region, and the rod shaped dispersoids were fragmented as shown in Fig. 1(d), although some of dispersoids remained rod shaped as is observed in Fig.1(c). Transmission electron micrographs of the ECAE processed WZ73 alloy are shown in Fig. 2. The spheroidized particles were observed to reside in the matrix boundaries. The particle diameter was about 0.4mm. The grains were equiaxed with fine grain sizes. The matrix grain size of the ECAE processed material was 1.6mm.
3.2 Tensile properties at room temperature
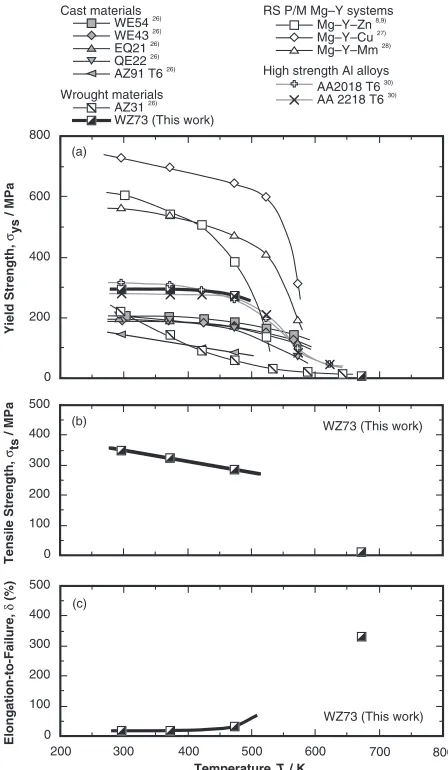
The relationship between strength and elongation-to-fail-ure for the ECAE processed WZ73 alloy is shown in Fig. 3. The figure also includes the data for cast materials,25,26) wrought materials,4,26)RS P/M Mg–Y materials8,9,27–29)and high strength 2xxx series aluminum alloys.30) The present material exhibited relatively high yield strength of 293 MPa and tensile strength of 350 MPa together with moderate elongation-to-failure of 18%. The strength and the ductility of the present material exceeded that of cast materials. Although the strength of the present material was about one half of that of RS P/M WZ73 alloy,8,9) the ductility was higher by three times. The mechanical properties of the
present material were similar to those of an AA2219 T6 alloy.
3.3 Tensile properties at elevated temperatures
The variation in yield strength as a function of testing temperature is shown in Fig. 4(a). The figure also includes data for conventional heat resistant cast alloys (WE54,26) WE43,26) EQ2126) and QE2226)), a popular cast alloy (AZ9126)), a popular wrought alloy (AZ3126)), RS P/M Mg–Y alloys8,9,27,28)and high strength 2xxx series aluminum alloys.30) The yield strength of the present material was almost unchanged even at a temperature of 473 K, and exhibited higher strength by approximately 100 MPa over a temperature range from room temperature to 473 K than the conventional heat resistant magnesium alloys. The strength of the present material up to 473 K was similar to that of the high strength aluminum alloys. The strength of the RS P/M alloys decreases rapidly at temperatures above 500K, although these alloys exhibit higher strength over 500 MPa near the room temperature. The tensile strength as a function of testing temperature is shown in Fig. 4(b). The tensile strength gradually decreased with temperature up to 473 K. This is related to the decrease in the extent of strain hardening.
The variation in elongation-to-failure as a function of testing temperature is shown in Fig. 4(c) for the present
[image:2.595.70.527.70.421.2]material. The elongation slightly increased from 18% at room temperature to 30.2% at 473 K. When the material was deformed at 673 K, the yield strength decreased to 8.3 MPa and large elongation of 330% was obtained as shown in Fig.
4(c).
4. Discussion
The relationship between yield strength and the reciprocal of the square root of grain size is shown in Fig. 5for pure magnesium,31)AZ91 alloys,32,33)the present ECAE proces-sed material and other Mg–Y alloys.8,9,29)It is obvious that thek-value in the Hall–Petch relation (¼0þkd1=2) for
AZ91 is dependent on the processing route as has been demonstrated by Mabuchiet al.:33)thek-value for the ECAE processed material is slightly lower than that for the normally extruded material. In order to estimate the 0-value for the
present material, thek-value for the ECAE processed AZ91 alloy33) was tentatively used. From Fig.5, the 0-value is
calculated to be 192 MPa for the present material. Some0
andk-values in Fig.5 are summarized in Table1. The0
-value in the AZ91 alloys is approximately 145 MPa
irre-Fig. 2 TEM microstructures of ECAE processed WZ73 alloy with (a) low magnification and (b) high magnification.
T e nsile Strength, σys / MP a T e nsile Strength, σts / MP a WE434) WZ73 (This work)
PM Materials Cast Materials Wrought Materials (b) 0 100 200 300 400 500 600 700 800
0 5 10 15 20 25
Elongation-to-Failure, δ (%)
R.T. Wrought Materials PM Materials Cast Materials (a) 0 100 200 300 400 500 600 700 800 R.T. Cast materials Wrought materials WZ7325) 26) WE54 26) EQ21 WE43 26) QE2226) AZ91 T626)
AZ3126)
RS P/M Mg–Y systems
High strength Al alloys Mg–Y–Zn8,9) Mg–Y–Cu27) 28) WE56 Mg–Y–Mm 29)
AA2018 T630) AA 2218 T630)
Fig. 3 The relationship between strength ((a) yield strength and (b) tensile strength) and elongation-to-failure at room temperature for magnesium alloys and high strength aluminum alloys.
0 200 Yield Strength, 0 100 200 300 400 500
200 300 400 500 600 700 800
Elongation-to-Failure,
δ
(%)
Temperature, T / K
(c) 0 100 200 300 400 500 Tensile Strength, σts
/ MPa WZ73 (This work)
(b)
WZ73 (This work)
[image:3.595.313.537.72.457.2] [image:3.595.68.270.72.379.2] [image:3.595.70.269.435.749.2]spective of processing routes, and is lower than the present material by 50MPa. The relatively high0 in the present
material is probably related to the solid solution strengthen-ing effect, since the atomic radius of Y is larger than that of Al by 1.24 times. In addition, load transfer from the matrix to particles may also contribute to the strengthening. The 0
-value in the RS P/M WE56 alloy, which was estimated using thek-value for RS P/M AZ91,32)was much higher than that in the present alloy as listed in Table1. The additional strengthening may be due to the Orowan process, because the RS P/M WE56 alloy contained precipitates in the grain interior, too.29)
Fracture surface of the specimen deformed at room temperature is shown in Fig. 6. It was predominantly a ductile fracture. Mohriet al.4)observed relatively high room temperature ductility of 20% in a fine-grained (d¼1:5mm) WE43 alloy. The extruded alloy also showed sufficient ductility with ductile dimples at a dynamic strain rate.34) There was a transition from a brittle to ductile mode with decreasing grain size in this alloy. Mohriet al.4) suggested that this behavior is because the critical stress for crack propagation increases with decreasing grain size. Relatively high ductility at room temperature observed in the present material is also probably owing to the fine grain size.
The strength of AZ31 and AZ91 alloys decreases mono-tonically with temperature as shown in Fig. 4(a). This behavior is attributed to the fact that these alloys undergo creep mainly by grain boundary sliding and the phase
Mg17Al12 does not serve to pin grain boundaries.1) Surface
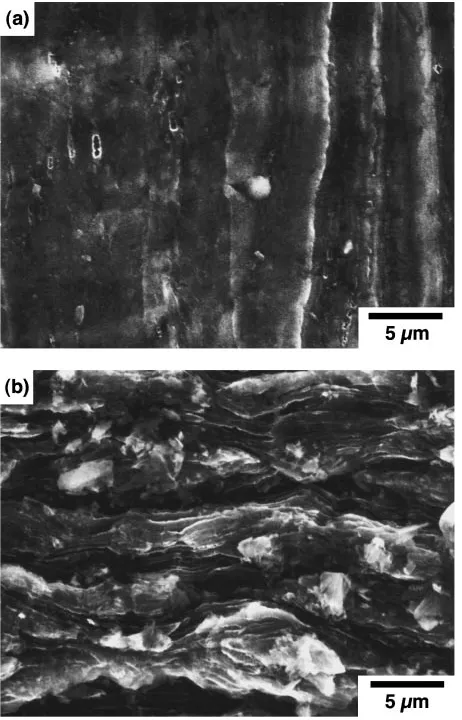
appearance of the ECAE processed WZ73 alloy deformed at 473 K is shown in Fig.7(a). There was no evidence of grain boundary sliding. This indicates that the fine stable dis-persoids in the present alloy is effective in suppressing grain boundary sliding. Surface appearance of the specimen deformed at 673 K is shown in Fig. 7(b). Extensive grain boundary sliding was observed at this temperature, indicative of superplasticity. The significant decrease in strength and high ductility over 300% at 673 K is attributed to the occurrence of grain boundary sliding.
5. Summary
Grain size of a WZ73 alloy was refined to 1.6mmby ECAE at 623 K. Fine dispersoid particles were observed in the grain boundaries. The strength and the ductility of the ECAE processed material exceeded those of cast magnesium alloys at room temperature. The present material exhibited high yield strength up to 473 K. It was suggested that the combination of grain refinement, solid solution strengthening and load transfer contributed to the high strength at room temperature. The tensile specimen was fractured by ductile mode with moderate elongation-to-failure of 18% at room temperature, probably owing to the fine grain size. In addition, superplastic elongation of over 300% was obtained at 673 K.
Fig. 5 The relationship between yield strength and the reciprocal of the square root of grain size for pure Mg, Mg–Y alloys and AZ91 alloys at
room temperature. Fig. 6 Fracture surface of ECAE processed WZ73 alloy deformed at room
[image:4.595.312.543.71.247.2]temperature.
Table 1 The0andk-values in Hall–Petch relation for magnesium-based materials at room temperature.
Material Processing 0/MPa k/MPamm1=2 Ref.
Pure Mg Extrusion + Annealing or Rolling 6.9 279 31)
AZ91 Normal extrusion of RS powder 146 189 32)
AZ91 Normal extrusion of ingot 144 228 33)
AZ91 ECAE of ingot 146 128 33)
WE56 Normal extrusion of RS powder 261 189 29)
WZ73 ECAE of ingot 192 128 This work
: Estimation from normal extrusion of AZ91 RS powder in Ref. 32).
[image:4.595.55.285.72.222.2] [image:4.595.46.551.319.409.2]Acknowledgements
This work was supported by ‘‘the Priority Group of Platform Science and Technology for Advanced Magnesium Alloys, Ministry of Culture, Science and Education’’ (11225209), and by the Light Metal Education Foundation Inc.
REFERENCES
1) I. J. Polmear: Mater. Sci. Tech.10(1994) 1–16.
2) J. E. Morgan and B. L. Mordike: Metall. Trans. A12A(1981) 1581– 1585.
3) B. L. Mordike and W. Henning: Proceedings of the International
Conference on Magnesium Technology, (The Institute of Metals,
London, 1987) pp. 54–59.
4) T. Mohri, M. Mabuchi, N. Saito and M. Nakamura: Mater. Sci. Eng. A 257(1998) 287–294.
45(2000) 103–189.
13) T. G. Langdon and Y. Li: J. Mater. Sci.35(2000) 1201–1204. 14) M. Mabuchi, K. Ameyama, H. Iwasaki and K. Higashi: Acta Mater.47
(1999) 2047–2057.
15) S. Kamado, T. Ashie, Y. Ohshima and Y. Kojima: Mater. Sci. Forum 350–351(2000) 55–62.
16) S. Kamado, T. Ashie, H. Yamada, K. Sanbun and Y. Kojima: Mater. Sci. Forum350–351(2000) 65–72.
17) A. Yamashita, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A300 (2001) 142–147.
18) T. Mukai, M. Yamanoi, H. Watanabe and K. Higashi: Scr. Mater.45 (2001) 89–94.
19) Y. Yoshida, S. Kamado and Y. Kojima: Met. Technol.71(2001) 646– 655.
20) H. Watanabe, T. Mukai, K. Ishikawa and K. Higashi: Scr. Mater.46 (2002) 851–856.
21) W. J. Kim, C. W. An, Y. S. Kim and S. I. Hong: Scr. Mater.47(2002) 39–44.
22) K. Oh-ishi, Z. Horita, M. Furukawa, M. Nemoto and T. G. Langdon: Metall. Mater. Trans. A29(1998) 2011–2013.
23) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.46 (1998) 3317–3331.
24) M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Mater. Sci. Eng. A257(1998) 328–332.
25) H. Okumura, S. Kamado, Y. Kojima, H. Watanabe and Y. Kawamura: Abstracts of the 101th Conference of Japan Inst Light Metals, (Japan Inst Light Metals, 2001) pp. 313–314.
26) ASM Handbook: Vol. 2, ASM International, (Materials Park, OH, 1990).
27) A. Kato, T. Sugamata, H. Horikiri, Y. Kawamura, A. Inoue and T. Masumoto: Mater. Sci. Eng. A179/180(1994) 112–117.
28) H. Horikiri, A. Kato, A. Inoue and T. Masumoto: Mater. Sci. Eng. A 179/180(1994) 702–706.
29) K. Nakashima, H. Iwasaki, T. Mori, M. Mabuchi, M. Nakamura and T. Asahina: Mater. Sci. Eng. A293(2000) 15–18.
30) Material Database -Metallic Materials-, (Nikkan Kogyo Shinbunsha, Tokyo, 1989) p. 1450.
31) F. E. Hauser, P. R. London and J. E. Dorn: Trans. AIME206(1956) 589–593.
32) G. Nussbaum, P. Sainfort, G. Regazzoni and H. Gjestland: Scr. Metall. 23(1989) 1079–1084.
33) M. Mabuchi, Y. Chino, H. Iwasaki, T. Aizawa and K. Higashi: Mater. Trans.42(2001) 1182–1189.
34) T. Mukai, T. Mohri, M. Mabuchi, M. Nakamura and K. Higashi: Scr. Mater.39(1998) 1249–1253.
[image:5.595.55.286.72.432.2]