Superplasticity at Room Temperature in Zn-22Al Alloy
Processed by Equal-Channel-Angular Extrusion
Tsutomu Tanaka
*and Kenji Higashi
Department of Metallurgy and Materials Science, Osaka Prefecture University, Sakai 599-8531, Japan
Equal-Channel-Angular extrusion (ECAE) has been conducted at room temperature in order to develop an ultrafine-grained structure in a Zn-22 mass% Al eutectoid alloy. The microstructures had an equiaxed and homogeneously distributed Al-rich and Zn-rich duplex-phase and its average grain size was about 0.35mm. This alloy exhibited a large elongation of 240% albeit at room temperature and a high strain rate of
102s1. A grain-size-dependent phenomenon was also observed at lower strain rates. The activation energy was close to that for grain boundary diffusion. It was apparent that the deformation behavior at room temperature is consistent with that observed in conventional superplasticity. From the results, it was concluded that the dominant deformation mechanism was grain boundary sliding accommodated by dislocation movement controlled by grain boundary diffusion.
(Received November 28, 2003; Accepted February 20, 2004)
Keywords: equal-channel-angular extrusion; superplasticity; mechanical properties; constitutive equations; Zn-22Al alloy
1. Introduction
Superplasticity refers to the ability of a material to pull out to a high tensile elongation without the development of necking.1)It has been well known that superplastic deforma-tion requires a fine grain size, typically below 10mm, and reasonably high testing temperature above 0.5Tm, whereTm is the absolute melting temperature of the material in degrees Kelvin.2)Superplasticity has been utilized for the fabrication of complex parts from sheet metal because of the large elongation.3)There is considerable current interest in devel-oping materials with ultrafine grain sizes, since experimental evidences have shown that reducing grain size increases the superplastic strain rate and/or decreases the superplastic temperature.4,5) Such discoveries have enormous practical significance; for instance, it was reported recently that the ultrafine grained Zn-Al alloy could be applied as a seismic damper for high-rise buildings by attaining high strain rate superplasticity at room temperature.6–11)
Recently, severe plastic deformation (SePD) techniques such as equal-channel-angular extrusion (ECAE) or torsion straining (TS) have been seen as methods for producing bulk materials with ultrafine-grains.12,13) The principle behind these techniques is to produce a very large strain in the sample; the rearrangement of the dislocations introduced by straining leads to a substantial grain refinement down to the submicrometer or even the nanometer scale. Materials processed by ECAE have the potential for superplasticity, especially at very high strain rates and low temperatures. The validity of this proposal has been demonstrated by several recent reports of high strain rate superplasticity above 102s1 and low temperature superplasticity in aluminum and magnesium alloys processed by ECAE.14–17) However, there have been few attempts to improve mechanical proper-ties at room temperature, and to refine the microstructure of Zn-Al alloys by means of ECAE.18–20) In existing inves-tigations, the microstructure of such alloys has relatively large (0.6–1mm) or elongated grains, due to an operating
temperature of 373 K and initial grain size before ECAE of 1.0mmor greater. More recently, Tanakaet al.21)has reported that the equiaxed and homogeneous microstructure with the average grain size of about 0.3mmwas attained by ECAE at room temperature during phase transformation.
In this study, tensile tests of Zn-22Al eutectoid alloy processed by ECAE were carried out in a wide rage of strain rates and at room temperature, and deformation mechanism at room temperature was compared with that at high temperature.
2. Experimental Procedures
The material used in present investigation was Zn-22 mass%Al alloy produced by Kobe Steel Ltd. At first, the alloy was machined into rod with a diameter of 19.5 mm and a length of 90 mm. Then, the alloy solution treated in air at 623 K for a day and subsequently water-quenched.
ECAE was conducted by the die with a 90angled channel through the die using, so-called, processing route Bc, in which the specimen was removed from the die and then rotated by +90in the same direction between each pass.22) This route was selected for the majority of the tests because it leads a homogeneous microstructure of fine grains with high angle boundary.23) Kato et al. has reported that the phase transition from 0-Al single phase to -Al and -Zn two phases occurred from 5 seconds to 20 minutes at room temperature after quenching.24)In the previous report, then, we compared the microstructure formed by ECAE during the phase transformation with that formed by ECAE after the phase transformation, and demonstrated that ECAE during phase transformation results in almost equivalent fine micro-structure compared with ECAE after phase transformation in spite of fewer passages.21)The alloy performed ECAE during the phase transformation was used in the present investiga-tion. All of the ECAE were conducted using a hydraulic press operating at 0.2 mm/s for the first passage and 1 mm/s after the second passage.
Microstructures of materials processed by ECAE were observed using transmission electron microscopy. After the *Graduate Student, Osaka Prefecture University
samples were polished to a thickness of 150–200mm parallel to the extrusion direction, small disks with a diameter of 3 mm were punched out. A twin-jet electro-polishing unit was then used with a solution of 10% HClO4, 20% C3H8O3 and 70% C2H5OH. The samples were thinned at 263 K until perforation.19)All of the microstructural observations were conducted using a JEOL JEM-200CX transmission electron microscope operating at 200 kV and selected area electron diffraction (SAED) patterns were recorded from areas. The grain sizedwas estimated using the equationd¼1:74L:Lis the linear intercept length.
Tensile specimens machined directly from the extruded bars had tensile axes parallel to the extrusion direction. The gauge length of the specimen was 5.0 mm, and the diameter was 2.5 mm. Tensile tests were carried out on an Instron-type testing machine controlled by a computer. These tests were carried out with a range of strain rate from1:0105s1to 1 s1 and at room temperature (0:44T
m). The flow stress for each strain rate was determined at small strain of 0.1. In such a small strain, grain growth occurring during superplastic flow would be negligible.
3. Results and Discussion
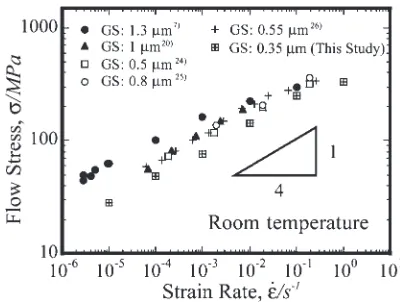
Figure 1 shows (a) TEM bright-field image and (b) the associated electron diffraction pattern of Zn-22Al alloy after ECAE. It is apparent that the equiaxed and very fine grains are distributed, and the average grain sizes after ECAE were about 0.35mm. In the previous reports, the average grain sizes in Zn-22Al alloys processed by only quenching were about 0.6–0.8mm.24–26)The grain refinement during ECAE at room temperature was verified in the present investigation. The diffraction spots corresponding to Al and Zn were also observed as shown in Fig. 1(b). In addition, the electron diffraction pattern shows a well-defined ring pattern indica-tive of the presence of boundaries having high angles of misorientation. Owing to the very fine and equiaxed grains, high-strain-rate superplasticity at room temperature was expected to occur in the Zn-22Al alloy at room temperature. Variation in flow stress as a function of strain rate at room temperature in the Zn-22Al alloy is shown in Fig. 2, which includes the results of earlier reports,7,20,24–26) as well. The strain rate sensitivity exponent (m-value) is defined in the equation (dln=dln _"") whereis the flow stress and""_is the
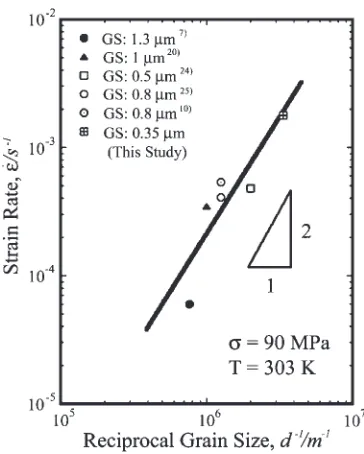
strain rate. From Fig. 2, it is obvious that the flow curves in all investigations could be divided into two regions: that in which them-value was about 0.25 in the low strain-rate range and that in which the m-value was above 0.2 in the high strain-rate range. In general, it is well known that them-value in the superplastic region, suggesting that the dominant deformation mechanism could be grain boundary sliding,1) exhibits near 0.5. Therefore, them-value at room temperature was slightly lower than that at high temperature. Similar behaviors can be seen in the results of the previous reports shown in Fig. 2. The results in the present investigation also exhibit the lowest flow stress at all strain rates; it was apparent at lower strain rates (below1102s1) the flow stress particularly increases with an increase in grain size. This grain-size-dependent phenomenon is a common char-acteristic for superplastic materials.2)In order to characterize the effect of grain size on flow stress, therefore, the variation in strain rate at ¼90MPa is plotted as a function of the reciprocal grain size in Fig. 3, which also includes the results of earlier reports.7,10,20,24,25)The grain size exponent, p-value, which is estimated from the slope of the line, was found to be 2 at lower strain rates. Several experimental results on superplasticity at high temperature in Zn-22Al alloys have also indicated p¼2.27)This result suggests that the defor-mation behavior at room temperature resembles the general superplastic behavior.
The variation in elongation-to-failure as a function of
Fig. 1 (a) TEM bright-field image and (b) associated SAED pattern for Zn-22Al alloy after ECAE.
[image:2.595.325.525.415.566.2] [image:2.595.112.485.622.768.2]strain rate in the present study is plotted in Fig. 4, which also includes comparative data taken from Ref. (7, 24, 25, 28). The region exhibiting large elongations was roughly in good agreement with the region where high m-values were achieved. As shown in Fig. 4, it is apparent that the ductility at room temperature is improved by using ECAE at room temperature. It should be noted that the large elongation of 240% in the present alloy was attained at a higher strain rate of 1102s1. It is also important that high-strain-rate superplasticity was attained despite room temperature con-ditions. The optimum superplastic strain rate in the present alloy was faster than that in the earlier results. It appears that the optimum strain rate increases with decreasing grain size. High-strain-rate superplasticity at room temperature in the present alloy may be attributed to the very small grain size of 0.35mm. Furthermore, direct evidence of grain boundary sliding was confirmed by SEM observations on the surface
appearance or fracture surfaces of the specimens tested in the regions exhibiting m-values of 0:250:3.7,29) Therefore, it was concluded that superplasticity occurs even at room temperature, regardless of the lowerm-value near0:250:3. It was considered that the apparentm-value decreased with decreasing testing temperature because of the existence of a threshold stress. To determine a threshold stress, a plot of against ""_1=n (n¼2, 3, 5, 8) on a double-linear scale was adopted. Use of n¼2 gave the best linear fit among the assumed stress exponents for all materials. Subsequently, all values of threshold stress could be estimated by extrapolation to the zero strain rate of a line, which the data gave as against ""_1=2 on a double-linear scale.30)Thus, the threshold stress estimated in the present investigation was about 19.9 MPa.
The variation in ""_ðT=GÞðd=bÞ2 as a function of the reciprocal temperature is shown in Fig. 5 for the results at 423–523 K,18)373 K10) and 303 K (this study), whereð 0Þ=G¼3104. As shown in Fig. 5, the activation energy estimated the slop of the line was about 54 kJ/mol and the datum in the present investigation was successfully included into the line without an inflection. In general, it has been reported that the activation energy for Zn-22Al alloy in superplasticity equal to the activation energy for grain boundary diffusion in zinc (Qgb¼60:5kJ/mol).31) This suggests that the diffusion of zinc operates dominantly albeit at room temperature as well as the superplastic deformation at high temperature.
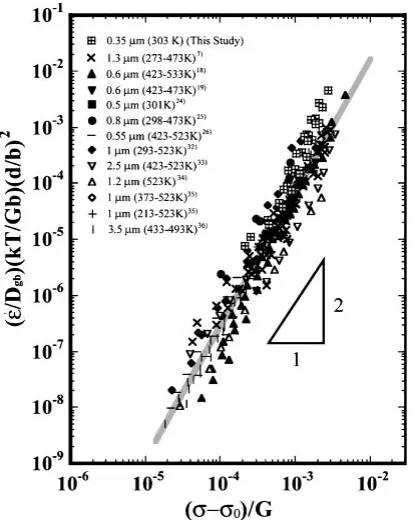
In order to compare the present data with other high temperature superplastic behaviors,7,18,19,24–26,32–36) normal-ized strain rate, ""_ðkT=DgbGbÞðd=bÞ2, as a function of normalized stress, ð0Þ=G, is plotted in Fig. 6, where
Q¼60:5kJ/mol. From Fig. 6, it is clearly observed that the material in the present investigation behaved identically to other superplastic materials, and the constitutive equation for superplastic flow of Zn-22Al at room temperature is given as
_ "
"¼114Gb
kT b d
2
0
G 2
Dgb
whereGis the shear modulus,bis the Burgers vector,kis the Boltzmann constant,T is the absolute temperature,d is the grain size, 0 is the threshold stress and Dgb is the grain Fig. 3 The variation in strain rate as function of the reciprocal grain size at
room temperature and at a flow stress of¼90MPa in Zn-22Al alloy.
Fig. 4 The variation in elongation-to-failure as a function of strain rate at room temperature in previous studies and in this study.
[image:3.595.77.259.69.296.2] [image:3.595.323.528.72.227.2] [image:3.595.54.284.352.525.2]boundary diffusion coefficient. Based on the constitutive equation, it is concluded that the dominant deformation mechanism for superplasticity at room temperature can be GBS accommodated by dislocation movement involving the sequential steps of glide and climb.
Grain boundary sliding causes stress concentrations at triple points of grain boundaries. Therefore, it is required to relax the stress concentrations in order to attain large elongations. Diffusional flow37) and diffusion-controlled dislocation movement38–40)have been considered to accom-modate grain boundary sliding. However, it may be difficult to accommodate sliding at room temperature by the diffu-sion-related processes. This is because the diffusion coef-ficient for grain boundary diffusion, Dgb, reduces with a reduction of temperature. Accordingly, it is considered that them-value at room temperature may be slightly lower than that at high temperature. The details will be described in our next report.
4. Summary
The deformation mechanism at room temperature was investigated in Zn-22 mass%Al alloy with very fine grains by means of ECAE at room temperature. The following results were obtained.
(1) The equiaxed and fine microstructure with the average grain size of 0.35mmwas attained.
(2) The largest elongation of 240% was obtained even at room temperature and at a high strain rate of 1102s1, where an m-value of about 0.25 was obtained. The optimum superplastic strain rate in the present alloy was faster than that in the other Zn-Al alloy, which was processed by recrystallization only.
(3) The grain size exponent of 2 was obtained in the lower strain rate region, and the activation energy of the deformation condition in the present investigation was close to that for grain boundary diffusion as well as the superplastic condition at high temperature.
(4) The normalized plot suggested that the dominant deformation mechanism for superplasticity at room temperature is grain boundary sliding accommodated by dislocation movement controlled by grain boundary diffusion.
Acknowledgements
The authors are grateful to Dr. H. Watanabe (Osaka Municipal Technical Research Institute) for their helpful comments and Prof. R. Oshima and Dr. H. Nishizawa (Osaka Prefecture University) for their helpful aids on the TEM analysis. This investigation is a part of projects in Innovation Plaza Osaka of Japan Science and Technology Corporation.
REFERENCES
1) T. G. Langdon: Metall Trans.13A(1982) 689–701.
2) O. D. Sherby and J. Wadsworth: Prog. Mater. Sci.33(1989) 166–211. 3) A. J. Barnes: Mater. Sci. Forum.170–172(1994) 701–714.
4) H. Somekawa, T. Tanaka, H. Sasaki, K. Kita, A. Inoue and K. Higashi: Acta Meter.52(2004) 1051–1059.
5) H. Somekawa, H. Watanabe, T. Mukai and K. Higashi: Scr. Mater.48
(2003) 1249–1254.
6) K. Makii, Y. Seki, A. Kushibe and K. Higashi:The Fourth Pacific Rim International Conference on Advanced Materials and Processing (PRICM4)(2001) 1977–1978.
7) T. Tanaka, K. Makii, A. Kushibe and K. Higashi: Mater. Trans.43
(2002) 2449–2454.
8) T. Tanaka, K. Makii, A. Kushibe and K. Higashi: Key Engineering Materials233–236(2003) 719–724.
9) H. Ueda, T. Okada, M. Kato, Y. Mimura, K. Makii, M. Tabuchi, K. Aoki, T. Okamoto, H. Okumoto and A. Kushibe: The second Japan National Symposium on Structural Control., (2000) 545–551. 10) T. Tanaka, K. Makii, A. Kushibe, M. Kohzu and K. Higashi: Scr.
Mater.49(2003) 361–366.
11) T. Tanaka, K. Makii, A. Kushibe, M. Kohzu and K. Higashi: Int. J. Mech. Sci.45(2003) 1599–1612.
12) K. Nakashima, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.
46(1998) 1589–1599.
13) R. S. Mishra, R. Z. Valiev and A. K. Mukherjee: NanoStructured Mater.9(1997) 473–476.
14) S. W. Chung, H. Somekawa, T. Kinoshita, W. J. Kim and K. Higashi: Scr. Mater.50(2004) 1079–1083.
15) P. B. Berbon, S. Komura, A, Utsunomiya, Z. Horita, M. Furukawa, M. Nemoto and T. G. Langdon: Mater. Trans., JIM40(1999) 772–778. 16) H. Watanabe, T. Mukai, K. Ishikawa and K. Higashi: Scr. Mater.46
(2002) 851–856.
17) H. Watanabe, T. Mukai, M. Mubuchi and K. Higashi: Scr. Mater.41
(1999) 209–213.
18) S. M. Lee and T. G. Langdon: Mater. Sci. Forum.357–359(2001) 321– 326.
19) M. Furukawa, Y. Ma, Z. Horita, M. Nemoto, R. Z. Valiev and T. G. Langdon: Mater. Sci. Eng. A.241(1998) 122–128.
20) Y. Kaneko, A. Vinogradov, K. Kitagawa and S. Hashimoto: Inves-tigations and Applications of Severe Plastic Deformation, in: T.C. Lowe and R.Z. Valiev (Eds.) (2000) 289–295.
21) T. Tanaka, H. Watanabe and K. Higashi: Mater. Trans. 44(2003) 1891–1894.
22) Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto and T. G. Langdon: Scr. Mater.35(1996) 143–146.
23) K. Oh-ishi, Z. Horita, M. Furukawa, M. Nemoto and T. G. Langdon: Fig. 6 The variation in""_ðkT=DgbGbÞðd=bÞ2as a function ofð0Þ=Gin
[image:4.595.67.275.72.332.2]Metall. Mater. Trans. A.29(1998) 2011–2013.
24) M. Kato, E. Kawai, K. Mutsuzaki and J. Miyagawa: J. Japan. Inst. Metals.38(1974) 539–545.
25) M. Hirohashi, E. Kawai, K. Mutsuzaki and M. Miyagawa: J. Japan. Inst. Metals.42(1978) 101–106.
26) H. Naziri, R. Pearce, M. H. Brown and K. F. Hale: Acta Metall.23
(1975) 489–496.
27) P. Yavari and T. G. Langdon: Mater. Sci. Eng.57(1983) 55–65. 28) G. Torres-Villasen˜or and J. Negrete: Mater. Sci. Forum. 243–245
(1997) 553–556.
29) J. Negrete, L. Valdes and G. Torres-Villasen˜or: Metall. Trans. A.14
(1983) 1931–1934.
30) H. Watanabe, T. Mukai, M. Mabuchi and K. Higashi: Acta Mater.49
(2001) 2027–2037.
31) H. J. Frost and M. F. Ashby: in Deformation-mechanism Maps,
(Pargamon Press, Oxford, 1982) 44.
32) K. Takeoka, D. Oelschla¨gel and O. Izumi: J. Japan Inst. Metals.35
(1971) 780–787.
33) A. Ball and M. M. Hatchison: Metal Sci. J.3(1969) 1–7.
34) M. L. Vaidya, K. L. Murty and J. E. Dorn: Acta. Metall.21(1973) 1615–1623.
35) Y. Motohashi, T. Shibata and M. Miyagawa: J. Japan Inst. Light Metals.33(1983) 270–282.
36) P. K. Chaudhury, V. Sivaramakrishnan and F. A. Mohamed: Metall. Trans. A.19(1988) 2741–2752.
37) M. F. Ashby and R. A. Verrall: Acta Metall.21(1973) 149–163. 38) R. C. Gifkins: Metall. Trans. A.7(1976) 1225–1232.