Design of Worker Assignment in a Dynamic Cellular
Manufacturing System by Meta-heuristic Algorithms
M. Saravanan
#1, S. Karthikeyan
*2, S. Ganesh Kumar
#3#
Principal, Sri Subramanya College of Engineering and Technology, Palani, Tamil Nadu, India. 1
*2Assistant Professor, Christian College of Engineering and Technology, Oddanchatram, Tamil Nadu, India. #3Assistant Professor, RVS College of Engineering and Technology, Dindigul, Tamil Nadu, India.
2
[email protected], [email protected]
Abstract-- The dynamic cellular manufacturing surroundings are projected changes of demand or production process for several time periods. Hence workers have a important role in performing the jobs on the machines, assignment of workers to cells become a major factor for complete utilization of cellular manufacturing systems. The objective is to minimize back order cost and holding cost compared through bench mark problem available in the literature. Most real world cellular manufacturing problems are NP-hard in nature. The vital complexity of the problem necessitates the make use of meta-heuristics for solving dynamic cellular manufacturing problems. In this paper addresses design of dynamic cellular manufacturing system using Genetic Algorithm (GA) and Particle Swarm Optimization (PSO). Computational result shows that the PSO produces optimal results than GA algorithm for the cellular manufacturing in a dynamic environment.
I. INTRODUCTION
Manufacturing is the backbone of any industrialized nation. Manufacturing and technical staff in industry must know the various manufacturing processes, materials being processed, tools and equipment for manufacturing different components or products with optimal process plan using proper precautions and specified safety rules to avoid accidents. Beside above, all kinds of the future engineers must know the basic requirements of workshop activities in term of man, machine, material, methods, money and other infrastructure facilities needed to be positioned properly for optimal shop layouts or plant layout and other support services effectively adjusted or located in the industry or plant within a well-planned manufacturing organization. Cellular manufacturing is one of the primary applications of group technology which involves a number of machine cells where each cell is responsible for manufacturing or processing similar part families. Dynamic cellular systems address this problem. Dynamic cells were consequent from two explanations, one connecting to virtual cells and the other connecting to the management of cellular systems. Montreuil states that virtual cells task finest with mobile processors. Though, points to the case of companies that use manufacturing cells to produce very low product families and then dissolve the cells when production is complete. A related practice was also observed in different studies obtained through the Bombardier Chair in Recreational Products, in different manufacturing sectors including the production and assembly of seat cover, machine tooling and pressure aluminium moulding. Dynamic cells can therefore be defined as physically reconfigurable virtual cells. They are based on a paradigm surrounded by which all workstation or machine can be moved at several times, where inexpensively justifiable. The mathematical
manufacturing system to optimize the production planning and worker assignment [1]. The virtual cellular manufacturing system addressed the multi-objective cell formation problems to minimize the operations sequence, alternative process plans for part types, machine time– capacity, worker time–capacity, cross–training, lot splitting, maximal cell size, balanced workload for cells and worker [2]. The linear programming embedded particle swarm optimization algorithm is efficient and effective in searching for near optimal solutions. The dynamic cellular manufacturing problems are proved by NP-hard problems [3]. The computational results show that the hybrid approach obtained the best result than the simulated annealing algorithm. The hybrid approach based on genetic algorithm with neural network proposed for incremental cellular manufacturing process [4]. The branch and bound and heuristic based on multi stage programming applied for incremental cellular manufacturing problems to optimize the operation sequence, processing times and production volumes for cell formation [5].
inter-machine cost, production planning, cost, reconfiguration cost, and minimization are discussed [15]. Most of the current cellular manufacturing system design methods had been developed for a single–period planning horizon. Product mix refers to a set of part types to be produced and product demand is the quantity of each part type to be manufactured. In a dynamic environment the product mix and/or demand in each period is different but is deterministic (i.e. known in advance) which was discussed in [16]. Chen developed mathematical programming model for a system reconfiguration in a dynamic cellular manufacturing environment [17].
Genetic algorithm (GAs) is used to study the transformation of organisms in natural evolution to follow their adaptability to the environment [18]. Genetic algorithm (GAs) is used to study the transformation of organisms in natural evolution to follow their adaptability to the environment.GA was later adapted to find solutions for industrial and manufacturing problems [19].
The optimization technique in which heuristic approach is the economic determination of machine group and their corresponding component families for GT [20]. The procedure considers costs of work-in-process and cycle inventory, intra-group material handling, set up, variable processing and fixed machine costs [21]. The feature of the heuristic approach is a consideration of several practical criteria such as work type, series of machines, maximum number of machines in each cell that are assigned to a shop and the percentage of operations of parts completed within a single cell [22]. These formulations take into account the limitations on the number of machines in a group and the number of machines available of particular type [23].
The mathematical programming functions which deal with costs of inventory, machine depreciation, machine setup and material handling are first incorporated into a mathematical programming formulation. GT is an approach to manufacturing and engineering management that helps manage diversity by capitalizing on underlying similarities in products and activities [24].CM is necessary first to identify parts and machine types to be considered in the cellular configuration. Cells using existing equipment are typically manned and operators have major responsibilities for setup, processing, material handling and inspection [25].
A current approach in developing manufacturing systems which is able to quick adaption to demand variations without necessity to lots of reinvestment is GT [26]. CMS is one of the efficient systems in manufacturing environment for products with high volume and variety which prepare growth and development context in global markets with incorporating job shop and flow shop benefits [27]. The Production planning and dynamic cell formation integrated model with aims such as minimizing inter and intra-cell material handling cost, inventory and production costs, reconfiguration cost and machine operation [28]. Mixed integer mathematical programming model for designing dynamic cellular manufacturing systems with considering production planning and worker assignment, in this paper the worker assignment are discussed and other techniques are presented in this paper is proposed for calculating a respective workers to the machine cells for a job shop scheduling [29]. The machine in order to minimize the cost of allocating the machines and the cost of inter cell
movement [30]. In this paper proposed GA and PSO attempt made to solve the dynamic cellular manufacturing problem.
II. PROBLEM FORMULATION
The dynamic cellular manufacturing problems for cell formation using objective of minimizing the back order cost and holding cost. The mathematical model of the problem can be mentioned below taken in [1].
1 1 1 1
Q Q
H H
ih ih ih ih
h i h i
Min
B
I
Notations
The problem has the following notations:
W Number of worker types
M Number of machine types
k Index for cell (k=1, 2,…, C)
C Number of cells
H Number of periods
i Index for part type (i=1,2,…,Q)
m Index for machine type (m=1,2,…,M)
h Index for period (h=1,2,…,H) Q Number of part types
Input Parameters
The problem has the following input parameters:
Unit holding cost of part type i in period h. Unit backorder cost of part type i in period h.
Maintenance and overhead costs of machine type m.
Salary cost of the worker type w in period h.
Number of machines of type m allotted to cell k in period h
Number of workers of type w allotted to cell k in period h
Inventory of part type I at the end of period h; Ii0=0
Backorder of part type i in period h; Bi0=0
Assumptions
The problem has the following assumptions:
The processing time of each operation of each part type on each machine type is known.
The demand of each part type in each period is known.
The capacity of each machine type is known. The available time of each worker type is known. The number of cells is given and constant through
all periods.
Holding and backorder inventories are allotted between the periods with known costs. Thus, the demand for a part in a
given period can be satisfied in the succeeding periods.
Table I The machine information
Table II
The input data of machine-part incidence matrix
Table III
The input data of machine-worker incidence matrix
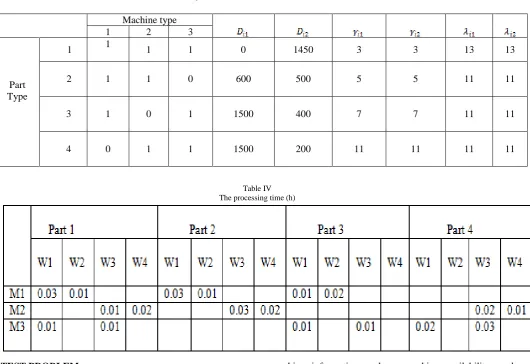
Table IV The processing time (h)
TEST PROBLEM
This example includes two cells, three machines, four parts and four workers. Each part type is assumed to have some operations where each operation can be performed by two alternative workers. Table 1 shows the
machine information such as machine availability, and installing.
Table 4 shows the processing time matrix in which each part type is unspecified to have some operations that must be processed on machines with the corresponding Machine type
Machine information
AMm αm
1 2 400 550 140 30 30
2 2 410 530 130 30 30
3 2 430 500 150 30 40
Machine Work information
1 2 3
Worker
1 1 0 1 2 370 390 20 20
2 1 0 0 2 360 385 20 20
3 0 1 1 2 355 375 20 20
4 0 1 0 2 350 380 20 20
Machine type
1 2 3
Part Type
1 1 1 1 0 1450 3 3 13 13
2 1 1 0 600 500 5 5 11 11
3 1 0 1 1500 400 7 7 11 11
processing time. For example, part type 1 must be processed on machine type 1 with processing time 0.03 by worker 1 or with processing time 0.01 by worker 2. Moreover, the number of cells to be formed is two and the minimum and maximum cells sizes for each cell are 1 and3, respectively. The minimum size of each cell in terms of the number of workers is unspecified to be 1.
III. METHODOLOGY
A. GA Algorithm
The genetic algorithm (GA) mimics the process of natural evolution [18]. This meta-heuristic is routinely used to generate useful solutions to optimization and search problems. Genetic algorithms belong to the larger class of evolutionary algorithms (EA), which generate solutions to optimization problems using techniques inspired by natural evolution, such as inheritance, mutation, selection, and crossover. In a genetic algorithm, a population of strings (called chromosomes or the genotype of the genome), which encode candidate solutions (called individuals, creatures, or phenotypes) to an optimization problem, evolves toward better solutions. Traditionally, solutions are represented in binary as strings of 0s and 1s, but other encodings are also possible. The evolution usually starts from a population of randomly generated individuals and happens in generations. In each generation, the fitness of every individual in the population is evaluated, multiple individuals are stochastically selected from the current population (based on their fitness), and modified (recombined and possibly randomly mutated) to form a new population. The new population is then used in
the next iteration of the algorithm. Commonly, the algorithm Terminates when either a maximum number of generations
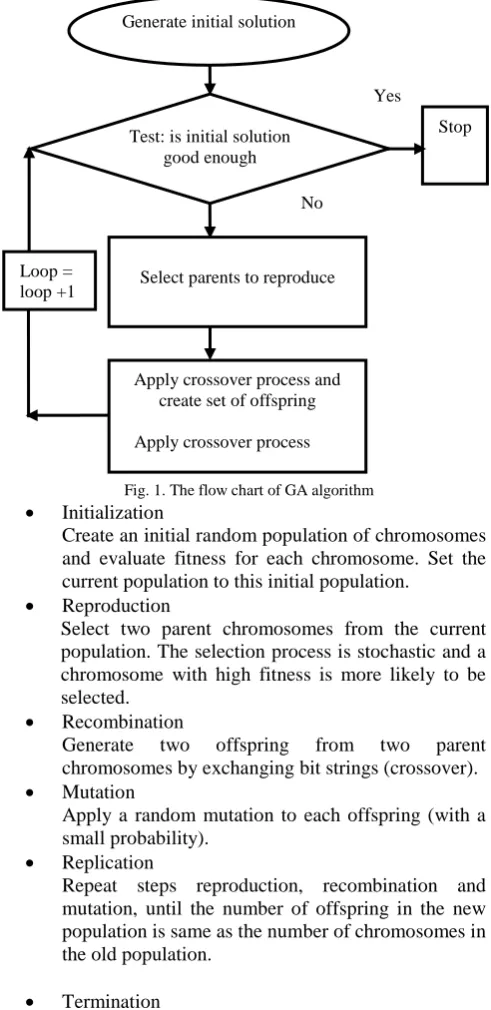
has been produced, or a satisfactory fitness level has been reached for the population. If the algorithm has terminated due to a maximum number of generations, a satisfactory solution may or may not have been reached. The GA algorithm procedure is explained in figure 1.
Fig. 1. The flow chart of GA algorithm Initialization
Create an initial random population of chromosomes and evaluate fitness for each chromosome. Set the current population to this initial population.
Reproduction
Select two parent chromosomes from the current population. The selection process is stochastic and a chromosome with high fitness is more likely to be selected.
Recombination
Generate two offspring from two parent chromosomes by exchanging bit strings (crossover). Mutation
Apply a random mutation to each offspring (with a small probability).
Replication
Repeat steps reproduction, recombination and mutation, until the number of offspring in the new population is same as the number of chromosomes in the old population.
Termination
Evaluate each offspring. Set the current population to the new population of chromosomes and go to back to reproduction Repeat the routine until termination criteria is reached.
Numerical Illustration of GA
The numerical illustration of GA is mentioned below.
Initialization
Number of chromosomes is referred to as population. Initially, the population is generated
Yes
No
Loop = loop +1
Generate initial solution
Test: is initial solution good enough
Stop
Select parents to reproduce
Apply crossover process and create set of offspring
randomly. Here, initial population size is considered to be 20.
Reproduction
Reproduction is a biased selection process to choose “mates” for the off spring generation. The selection policy is ultimately responsible for assuring survival of the best-fitted individuals. Proportionate selection schemes, like the roulette wheel selection scheme have been developed to improve the performance of GAs.
Recombination
The crossover operation takes two chromosomes and interchanges the part of their genetic information to produce new chromosomes. The interchange is accomplished by sharing the genetic information
between two selected chromosomes. The
chromosomes are selected for crossover with a crossover probability of 0.55 in order to ensure that vital parent chromosomes are selected to produce better child. Single point, multipoint and uniform crossover are commonly used techniques. The paper addresses the single point crossover technique. The crossover process is as given below
Parent 1 4 2 3 5 6 1
Parent 2 3 5 4 2 1 6
Child 1 3 5 4 2 6 1
Child 2 4 2 3 5 1 6
Mutation
In order to introduce genetic diversity from one generation to next generation, the mutation process is used with a probability of 0.03.The mutation is the process of randomly selecting some genes in a chromosome, and interchanging them within the respective acceptable range, since it randomly changes some of its genetic structures the local entrapment of the search process is avoided. Assigning a new value to the selected gene within its interval does the modification. The mutation process is as given below
Before Mutation 2 3 4 5 6 1
After Mutation 2 5 4 3 6 1
Replication
Repeat steps 2, 3 and 4, until the number of offspring in the new population is same as the number of chromosomes in the old population.
Termination
Evaluate each offspring. Set the current population to the new population of chromosomes and go to
back to step 2. Repeat the routine until 300 numbers of iteration reached.
B. PSO Algorithm
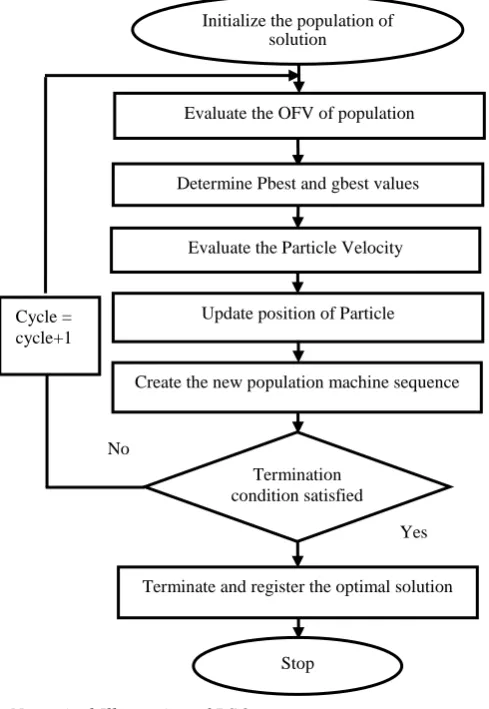
PSO is an evolutionary computation technique inspired by social behaviour of bird flocking or fish schooling [19]. Similar to other non-traditional techniques, PSO is a population based optimization technique. The system initialized with a population of random solutions (particles), searches for optima by updating generations. However, unlike GA, PSO has no evolution operators such as crossover and mutation. In PSO, the potential solutions called particles are flown through the problem space by following the current optimum particles. PSO discusses a type of biological social system, where the collective behaviour of simple individuals interacting with their environment and each other is focused. PSO has been used as an approach that can be used across a wide range of applications, which include function optimization, artificial neural network, fuzzy system control, as well as for specific applications focused on a specific requirement. The PSO algorithm procedure is illustrated in figure 2.
Initialize a population of n particles generated randomly.
Compute the fitness value for each particle. If the fitness value is better than the best fitness value (Pijt
-1). Set current value as the new pbest.Select the
particle with the best fitness value of all the particles as gbest (gj
t-1 ).
For each particle, evaluate particle velocity according to the relation.
[Vij]t = [ (vij)t-1 + c1r1 {(pij)t-1 - (xij)t-1} + c2r2 {(gj)t-1 - (xij)t-1} ] [Xij]t = (xij)t-1 + (vij)t
Where,
(vij)t-1 = Velocity of particle i at t-1th iteration (Vij)t = Velocity of particle i at tth iteration (xij)t-1 = Position of particle i at t-1th iteration (Xij)t = Position of particle i at tth iteration
c1 = Acceleration factor related to pbest (Choice between 1 and 4)
c2 = Acceleration factor related to gbest (Choice between 1 and 4)
r1 = Random number between 0 and 1 r2 = Random number between 0 and 1 (gj)t-1 = global best position of swarm (pij)t-1 = local best position of particle
Update particle velocity and position.
There is a communication between the each particle delivers its detail with others. A particle exchanges its detail with the particles in the neighbourhood. For that reason, after a few number of iterations the swarm loses its diversity and the algorithm converges to the optimal solution. Since PSO having of simple concepts and
mathematical operations with small memory
requirements it is fast and appealing in apply for variety of optimization problems. Figure 2: The flow chart of PSO algorithm
Numerical Illustration of PSO
The numerical illustration of PSO is mentioned below.
Initializing 100 particles are generated randomly. Evaluating the fitness function of 100 particles and choose 20 best particles according to their fitness function from 100 particles. Among these 20 particles best particle as gbest according to their fitness function.
Present = 4 5 3 2 1 6 pbest = 6 4 5 3 2 1 gbest = 5 4 2 3 1 6
Present to pbest
4 5 3 2 1 6
Present to gbest
4 5 3 2 1 6
Swap (4,5) and (3,2)
5 4 2 3 1 6
Velocity,
[Vij]t = [ (vij)t-1 + c1r1 {(pij)t-1 - (xij)t-1} + c2r2 {(gj)t-1 - (xij)t-1} ]
(Vij)t = 0 + [1*0.50 (0)] + [1*0.50 (4,5) (3,2)]
Assume c1 and c2 =1; r1= 0.50 and r2 = 0.50 generated
randomly. In the first part of the equation 65% probability has to be considered. So, here swapping value is not considered for velocity. In the second part of the equation 50% probability has to be considered. So the minimum of 50% of the changes are taken i.e. only (4,5) is taken. (Vij)t = (4,5).
New sequence
[Xij]t = (xij)t-1 + (vij)t
(Xij) t
= 5 4 2 3 1 6+ (4,5)
= 4 5 2 3 1 6
The new sequence 4 5 2 3 1 6 respectively for the next iteration. Similarly for all other nine particles, new particles are generated and evaluate the fitness function. This course of action is completed means one iteration is completed. This procedure is carried out for 300 iterations to get the optimum value.
IV. Computational Results
This problem includes two cells, three machines, four parts and four workers. Each part type is assumed to have some operations where each operation can be performed by two alternative workers. These data are taken from [1]. The proposed Particle Swarm Optimization (PSO) and GA algorithm is applied to solve benchmark problems to test numerical examples that their data [1]. The PSO and GA algorithm is coded in MATLAB 7.5 and run on a corei3 processor 2.40 GHz PC with 6 GB memory and tested over selected test set problem.
Table V
The results of parts, machines and workers assignment to cell
Part assigned to
Machines in Workers assigned to
Cell 1
Cell 2
Cell 1 Cell 2 Cell 1 Cell 2
Period 1
1,3,4 1,2 1,2,3,3 1,2 1,1,2,4 2,3,4
Period 2
2,3,4 1 1,2,3 1,2,3 1,1,2,4 2,3,3
Evaluate the OFV of population
Update position of Particle
Stop
Yes
Terminate and register the optimal solution No
Determine Pbest and gbest values
Termination condition satisfied Evaluate the Particle Velocity
Cycle = cycle+1
Create the new population machine sequence Initialize the population of
The results of Test Problem obtained with the proposed model are elaborate in the rest of this section. The objective function values obtained in this paper cannot be compared to the previous studies since different objective costs are involved. The production plan and the objective function value are shown in Tables 5 and 6, respectively.
The processing of parts on machines together with the assigned workers for two periods. In period 1, the demand of part type 1 is 0 but 50 units are produced which will be kept for next period. This inventory will be used to satisfy some portion of the demand of period 2 which causes holding cost for part type 1. Moreover, it has to be noted that although demand for part type 3 in period 1 is 1700, the system produces 1500 parts of which 600 parts will be supplied as backorder. This quantity will be produced to satisfy part of the demand in period 2. Therefore, the backorder cost of the system is 2100 for part type 3.
TABLEVI
THE RESULTS OF OBJECTIVE VALUES FOR EXAMPLE.
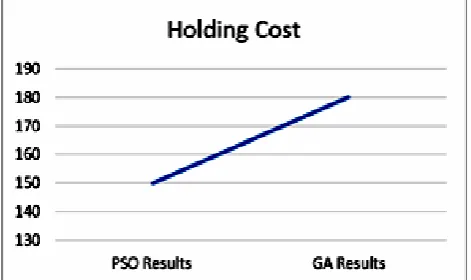
Problems Back Order Cost Holding Cost
PSO RESULTS 8016 150
GA RESULTS 8402 180
BENCHMARK PROBLEM
9000 200
It is observed from the table 6 that PSO produces better solution when associated to the bench mark problem. Figure 2 represent that the assessment of PSO and GA results. It shows that the PSO harvests the good solutions than GA problem results.
Figure 2 represent the PSO gives better solution than GA and benchmark result.
It shows that the PSO gathers the good solutions than GA problem results for Holding Cost.
Fig. 3. Comparison of PSO results with GA for objective function.
Fig. 4. Comparison of PSO results with GA for objective function.
V.CONCLUSIONS AND FUTURE SCOPE
This paper presents a non linear programming model for dynamic cellular manufacturing systems with minimization of back order cost and holding cost into the implementation of Particle Swarm Optimization and Genetic Algorithm compared to bench mark problem. The proposed Particle Swarm Optimization and Genetic Algorithm (GA) yields good optimal solution than bench mark problem result. Future scope can be sketched to incorporation of categorization data (sequence of operations) for CFP which provides additional information to the cell designer and integrating intra-cell layout of machines to correctly calculate inter-cell material handling cost.
The main limitation of the proposed algorithms lies in the situation of the optimum process parameters for the algorithm. If the suitable values are not set the solution values get attentive in the local optima and yields near worst solutions. Both the algorithms cannot assure constant optimization response time which is variable and higher than the time obtained by the predictable gradient methods. The proposed algorithms can be run up to the specified problem test sets only in MATLAB 7.5 programming due to limited memory space. Future research efforts need to be paying attention on the progress of hybrid combinatorial algorithms for solving Dynamic Cellular Manufacturing System, inter-cell material handling cost, machine and reconfiguration costs and hiring, firing
and salary costs..
REFERENCES
[1] I. Mahdavi, A. Aalaei, M.M. Paydar, “Designing a mathematical model for dynamic cellular manufacturing systems considering production planning and worker assignment”, Computers and Mathematics with Applications, Vol. 60, No.4, Pp.1014-1025, 2010.
[2] M. Rheault, J.R. Drolet, G.Abdulnour, “Physically reconfigurable virtual cells: a dynamic model for highly dynamic environment”, computer and Industrial engineering, Vol. 29, No. (1-4), Pp. 221-225, 1995.
[3] K.Yasuda,L.Hu, Y.Yin, “A grouping genetic algorithm for the multi-objective cell formation problem”, International Journal Production Research, Vol. 43, No.4, Pp. 829-853, 2005.
cellular manufacturing”, Applied Soft Computing, Vol. 11, No. 6, Pp. 4195-4202, 2011.
[5] N. Nagarjuna, O. Mahesh, K.. Rajagopal, “ A heuristic based on multistage programming approach for machine loading problem in a flexible manufacturing system, Robotics and Computer Integrated Manufacturing, Vol. 22, No. 4, Pp.342-352, 2006. [6] G.K. Adil. D. Rajamani and D. Strong, “Cell formation considering
alternate routings”, International of Production Research, Vol..34, No.5, Pp.1361-1380, 1996.
[7] S. Sengupta, T. Ghosh, P.K. Dan, “Neuro-genetic impact on cell formation methods of cellular manufacturing system design: A
quantitative review analaysi”,ta-heuristic in cellular
manufacturing”, Computers and Industrial Engineering”, Vol, 64, No.1, Pp. 256-272, 2013.
[8] C.V.R. Murthy, and G. Srinivasan, “Fractional cell formation in group technology”, International Journal of Production Research, Vol.33, No.5, Pp. 1323-1337, 1995.
[9] H.K. Adil, D. Rajamani. “The trade-off between cell formation in generalized group technology”, Journal of Manufacturing Technology, Vol.19, No. 5, Pp. 305-317, 2000.
[10] S.A. Mansouri, M. Hussein, and I.T. Zegordis, “A genetic algorithm for multiple objective dealing with exceptional elements in cellular manufacturing production planning and control”, Vol.14, No.5, Pp. 437-446, 2011.
[11] L. Bianchi, M. Doriga, L.M. Gambardella, and W.J. Gutjahr, “A
survey on meta-heuristic for stochastic combinational
optimization”,. International Journal f Natural Computing, Vol. 8, No.2, Pp. 239-287. 2009.
[12] F.M. Defersha, M.Chesn, “A comprehensive mathematical model for the design of cellular manufacturing system”, International .Journal. of production Economics, Vol. 103, No.2, Pp. 767-783, 2006.
[13] F.Khaksar–Haghani, N.Javadin, R. Tavakkoli-Moghaddam, A.Baboli, “A comprehensive mathematical model for the design of cellular manufacturing system integrated with production planning and several manufacturing attribute” Vol. 22, No. 3, Pp. 199-2129, Pp. 2011.
[14] M. Saidi-Mehrabad, S.Chmaryammirnczami-Ziabair (2011), Multi-objective mathematic model for dynamic cellular manufacturing systems”, Journal of Industrial Engineering International, Vol. 9, No. 8, Pp. 33-35, (2011).
[15] F.Sarayloo, R. Tavakkoli–Moghaddam, “"Multi-objective particle swarm optimization for a dynamic cell formation problem”, Proceeding of the world congress on engineering, Vol.3, WCE.2010.
[16] P. Pervaizahmed, R.Tavakkoli-Moghaddam and Nadimsafaei, “A comparison of heuristic methods for solving a cellular manufacturing model in a dynamic environment”, working paper series, 2004.
[17] M. Chen, “A mathematical programming model for systems
reconfiguration in a dynamic cellular manufacturing
environment”, Annals of operations research, Vol. 77, No.1, Pp.109-128, 1998.
[18] D.E. Golberg, “Genetic algorithms in search optimization and machine learning”, Addison Wesley, New York, Pp. 41.
[19] J. Kennedy and R. Eberhart, “Particle swarm optimization”, Proceedings of the international conference on neural networks, Australia, IEEE, Pp. 1942-1948.
[20] King, J.R and Nakornchai, V.. A machine component group formation in group technology; a review and extension. International journal of production research, 20, 2, 117-133, 1982. [21] Askin, R.G and Subramanian, P.S (1987). A cost-based heuristic
for group technology configuration, international journal of production research, vol.25 (1), PP 101-113.
[22] Ballakur, A. and Steudei, H.J.(1987). A within cell utilization based heuristic for designing cellular manufacturing systems, international journal of production research vol.25 (5), pp 639-665.
[23] Rajagunasing, K. and Lashkari, R.S(1989) machine grouping problem in cellular manufacturing systems an integer programming approach, international journal of production research, vol.28(8), pp 1555-1572.
[24] Askin, R.G. and Simonchiu, K.(1990). A graph partitioning procedure for machine assignment and cell formation in group technology, international journal of production research, vol.28(8), pp 1555-1572.
[25] Hassan M. Selim, Ronald G. Askin and Asoo J. Vakharia (1998). Cell formation in group technology: review, evaluation and directions for future research.
[26] Seyed Vahiddaeiniaki, Esmaeil Mehdizaden, Reza Tavakkoli-Moghaddam (2011), A mathematical model for dynamic cellular manufacturing systems with production planning and labor assignment.
[27] Defersha, F., Chen, M., 2008, A parallel genetic algorithm for dynamic cell formation in cellular manufacturing system, international journal of production research, vol.46, no.22, pp.6389-6413.
[28 ]Kioon, S.A., Bulgak, A.A and Bektas, T., 2009, integrated cellular manufacturing systems design with production planning and dynamic system reconfiguration, European journal of operational research, vol.192, no.2, pp. 414-428.
[29] Mahdavi. I., Alaei, A., Paydar, M.M., Solimanpur M., 2010,
designing a mathematical model for dynamic cellular
manufacturing system considering production planning and worker assignment, computer and mathematics with applications. [30] Davis, L., Ed. (1991). Handbook of Genetic Algorithms. Van No