International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
1
Evaluation of the Dyeability of Chitosan Treated Cotton Fabric
Dyed with Mangosteen Rind
Swe Swe Kyaw
1, Swe Swe Hnin
2, Nyi Nyi Htoo
31Assitance lecturer, Department of Textile Engineering, Technological University (Monywa), Myanmar
2Professor, 3Associate Professor, Department of Textile Engineering, Yangon Technological University, Myanmar
Abstract - This research is concerned with the study on the dyeability of dyed fabric treated with chitosan. The main aim of this research is to study the dyeability of chitosan treated cotton fabric dyed with mangosteen rind dye liquor by using myrobalan mordant.
The collected mangosteen rinds are made as powder which is used for dye liquor preparation. Three different concentrations of chitosan solutions are prepared with 0.5%, 1% and 1.5% chitosan respectively. The cotton fabric is treated with prepared chitosan solution and the treated fabrics are dyed with mangosteen rind dye liquor by exhaust dyeing method. In this research, myrobalan powder is applied as mordant and pre mordanting method is used. The range of colour developed and fastness properties of dyed fabrics are also analysed. The chitosan treatment of cotton fabrics improve depth of shade and produce acceptable fastness properties on dyed fabrics. The chitosan treatment improves the colour strength but without effect on the fastness properties of dyed fabrics. Fabric thickness, fabric weight, breaking strength and fabric stiffness of the dyed cotton fabrics increase as the concentration of chitosan increases. But the test results of air permeability of all dyed fabrics decrease as the chitosan concentration increases.
Keywords - dyeablility, chitosan, mangosteen rind, myrobalan mordant, cotton fabric, fastness properties
I. INTRODUCTION
Natural dyes were used only for colouring of textiles from ancient times till the nineteenth century. Natural dyes are derived from natural resources and based upon their source of origin, these are broadly classified as plants, animals, minerals, and microbial organisms. Plants have enriched and continued to colour our world. Various plants parts including roots, leaves, twigs, stems, heartwood, bark, wood shavings, flowers, fruits, rinds, halls, husks, and the like serve as natural dye sources.
Mangosteen rind powder is versatile, such as juice, teas, cosmetics, soaps, natural dye etc. This is because of people’s increasing awareness so the environmental effects of water pollution and waste disposal, nontoxic and no allergic reaction. Mangosteen contains glycosides, saponins, tannins, falvonoids, phenolic compounds, alkaloid, carbohydrates, α-amino acid, terpenoids, and reducing sugar. Among these, glycoside, hydrolysable tannin, flavonoid and phenolic compound are the substances which can give the colour and they are a family of yellow and orange pigments found in most photosynthetising organisms. In this research, mangosteen rind powder is used as natural dye. The mordant can be added before, during or after the dyeing stage, although most recipies call for mordanting to take place prior to dyeing Nowadays most natural dyers use chemical mordants such as alum, copper sulphate, iron or chrome. These mordants are often poisonous. Therefore natural mordants can be used. Myrobalan consists of saponins, tannins, falvonoids, phenolic compounds, alkaloids, carbohydrates, α-amino acid, terpenoids, and reducing sugar, it can be used both as mordant and dye for cotton and other plant fibres. The amount of tannin in Myrobalan varies from 60 to 77%.
In this research, it is intended to treat cotton fabric with chitosan. Chitosan is an abundant biopolymer, which is obtained after alkaline deacetylation of the chitin which is found in the exoskeletons of crustaceans, arthropods and mollusks as well as the cell walls of certain fungi. The application of chitosan on cellulosic textiles improves dyeability, soil release properties and antimicrobial activity. Chitosan was reported to be suitable finishing agent for textile materials with barriers against microorganisms.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
2
II. MATERIALS AND METHODSA. Collection and Preparation of Raw Materials
[image:2.612.350.517.146.286.2]In this research, chitosan (85% deacetylation) is collected from Biotechnology Research Department (Kyaukse). Fig. 1 shows the chitosan used for this research. The bleached cotton fabric is collected from local market. The mangosteens are collected from local market. The rinds of this fruits are cut into small pieces by using cutter. And then, these pieces are dried under the sunlight and made as powder by grinding to produce the dye powder. Fig. 2 shows the preparation of mangosteen rind powder. Myrobalans are also collected from local market. Myrobalans are cut to get the fleshy part of myrobalans, they are dried under the sunlight, and made as powder by grinding to obtain the mordant powder. The preparation of myrobalan powder is shown in Fig. 3.
Fig. 1 Chitosan
Fig. 2 Preparation of mangosteen rind powder
Fig. 3 Preparation of myrobalan powder
B. Finishing Treatment of Cotton Fabric with Chitosan
Solution
In this research, three different concentrations of chitosan 0.5%, 1.0%, and 1.5% are selected to apply on the cotton fabric. The chitosan solutions are prepared by dissolving the respective amount of chitosan in 1% acetic acid solvent. When chitosan solutions are prepared, the solutions are thoroughly stirred to dissolve the chitosan pieces in solution.
[image:2.612.88.254.336.619.2]The sample fabrics are sewed together both edges with another fabrics for operating in thermosol range as shows in Fig. 4. The fabric is mounted in open-width form by passing the pad rollers. And then, the sample fabric is immersed in chitosan solution for three minutes and then padded on the padding roller. The padded fabric is dried at 80°C for three minutes in pre-heater and dried in thermosol range at 100°C for two minutes. Machine chain speed is 600 rpm and the pressure of pad roller is 4.5lb, 5.5lb, and 6.6lb for each concentration. Based on the preliminary trials, the wet pick-up% is about 70%.
Fig. 4 Laboratory thermosol range
Fleshy Part of Myrobalan
Myrobolan (Terminalia chebula)
Fine Powder
Mangosteen (Garcinia mangostana)
Mangosteen Rinds
Pieces of Mangosteen Rinds
[image:2.612.386.507.539.658.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
3
1 padder1a fluid bed
1b horizontal padding mangle 2 pre-heater
2a 12 infra-red ray heaters with reflection plates 3 intermediate dryer
3a hot-air circulation vari-speed control 4 thermosoling zone
4a hot-air circulation vari-speed control 5 cup bars (sample holders)
6 test fabric 7 clip chains 8 control panel
9 fabric detaching device/after intermediate dryer 10 fabric detaching device/after thermosoling zone
C. Preparation of Dye Liquor and Mordant Liquor
Firstly, dye liquor is prepared by using the mangosteen powder. The mangosteen powder is weighed and added with water in stainless steel pot; material to liquor ratio is 1:10. This mixture is thoroughly stirred and heated and maintained at boiling point for 30 minutes. It is allowed to stand overnight at room temperature and then filtered. This filtrate is ready to use as dye liquor.
[image:3.612.326.562.312.502.2]For preparation of mordant, myrobalan powder is weighed and added with water in flask; material to liquor ratio is 1:10. It is thoroughly stirred with glass rod and allowed to stand overnight at room temperature and then filtered. This filtrate is ready to use as mordant.
Fig. 5 Jig dyeing machine
D. Dyeing the Fabrics without Mordant
The chitosan treated and untreated cotton fabrics are dyed with jig dyeing machine in Bleaching and Dyeing Laboratory at Department of Textile Engineering, Yangon Technological University. Fig. 5 shows the jig dyeing machine. Dyeing of material to liquor ratio is 1:15 and dyeing process is done at 100˚C for 1 hour. After dyeing process, the dyed fabrics are rinsed in cold water to remove the unfixed dyes. Rinsing process is done by three times. And then, the rinsed fabrics are dried at room temperature. Different sample codes of dyed fabrics are defined as shown in Table I.
E. Dyeing the Fabrics with Mordant
The chitosan treated and untreated cotton fabrics are mordanted in jigger; material to liquor ratio is 1:15 and mordanting process is operated at 80˚C for about 1 hour. After mordanting, the fabric is dried at room temperature.
[image:3.612.128.207.457.547.2]The mordanted cotton fabrics to be dyed are prepared in jigger and material to liquor ratio is 1:15. Dyeing process is done at 100˚C for 1 hour. After dyeing process, the dyed fabrics are rinsed with cold water by three times to remove the unfixed dyes. The rinsed fabrics are dried at room temperature. Different sample codes of dyed fabrics are defined as shown in Table I.
Table I
DIFFERENT SAMPLES OF DYED FABRICS
No. Chitosan Treatment Dyeing Process Sample Code
1 Original Fabric - C
2 Untreatment Without mordant C00
3 0.5% Chitosan Treatment Without mordant C10 4 1.0% Chitosan Treatment Without mordant C20 5 1.5% Chitosan Treatment Without mordant C30
6 Untreatment With mordant C01
7 0.5% Chitosan Treatment With mordant C11 8 1.0% Chitosan Treatment With mordant C21 9 1.5% Chitosan Treatment With mordant C31 F. Measurement of Colour and Fastness Properties of
Dyed Fabrics
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
[image:4.612.117.216.141.213.2]4
Fig. 6 X-rite spectrophotometer
III. RESULTS AND DISCUSSIONS
A. Colour Fastness and Colour Development of Dyed
Fabrics
[image:4.612.55.283.432.585.2]Colour fastness test results of all dyed fabrics are shown in Table II. The washing fastness properties of all dyed fabrics are good and the rubbing fastness is good in dry rubbing but wet rubbing is fair. The light fastness properties of all dyed fabrics are good. This is due to the fact that mangosteen and myrobalan have tannin compound which give the superior washing and light fastness on cotton fabric. In the determination of the fastness properties of dyed fabrics, the fastness rating is good for washing, light and rubbing fastness. The chitosan treatment do not effect on fastness properties of dyed sample fabrics.
Table II
COLOUR FASTNESS TEST RESULTS OF DYED FABRICS
No. of Test
Sample Code
Washing Fastness Rubbing
Fastness Light Fastness Change in
Shade
Staining on
Cotton Fabric Dry Wet
1 C00 4 5 4 3 3-4
2 C10 4 5 4 3 3-4
3 C20 4 5 4 3 3-4
4 C30 4 5 4 3 3-4
5 C01 4 5 4 3 3-4
6 C11 4 5 4 3 3-4
7 C21 4 5 4 3 3-4
8 C31 4 5 4 3 3-4
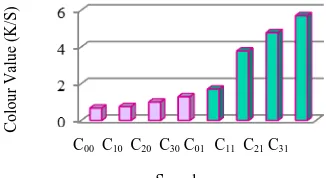
Table III shows the L*, a*, b*(coordinate values), ∆E and K/S on dyed fabric. These results are described that the dyed fabric treated with chitosan improves in colour strength. According to the visual observation, pale and dark of yellowish brown colour are obtained depending on the chitosan concentration on cotton fabric.
TABLE III
COLOUR DEVELOPMENT OF DYED FABRICS
No. of Test
Sample Code
CIE L*a* b* System
L* a* b* ∆E K/S
1 C00 84.26 3.96 15.60 0.00 0.67
2 C10 79.88 5.42 12.23 5.72 0.75
3 C20 75.41 6.00 13.78 9.26 1.00
4 C30 72.96 7.77 15.33 11.93 1.29
5 C01 74.49 5.39 23.08 0.00 1.70
6 C11 57.48 4.59 17.64 17.98 3.78
7 C21 53.16 4.75 17.85 21.97 4.78
8 C31 50.16 5.18 17.50 24.97 5.70
According to these results, the dyed fabrics treated with chitosan improve in colour development. According to these results, 1.5 % of chitosan concentration of dyed cotton fabric (C30 and C31) is the darkest colour. This is due
to the fact that the chitosan treated cotton fabrics have more functional groups (amino and methylol groups) than those not treated by chitosan. These phenomenon provide more sites to attach dyes and form more hydrogen bonds to improve dyeing properties. According to typical scale, Delta E value has the range from 0 to 100. In this range, the range between less than 1 to 1.00 is that colours are not able to see by human eye, the range of 1 to 2 is denoted that colour are perceptible through close observation, the range between 2 to 10 is defined that the colours are perceptible at a glance, the range of 11 to 49 is denoted that the colours are more similar than opposite with the standard and the value of 100 is denoted that the colours are exactly opposite with the standard. 1.5 % chitosan concentration of dyed fabric (C30 and C31) has the range between 11 to 49,
this means that the colour of these fabrics is more opposite than that of other dyed fabrics. So, the more the chitosan concentration, the more improve the colour strength is. The colour development test result of all dyed fabrics is shown in Fig.7.
Fig. 7 Colour development of dyed fabrics
C00 C10 C20 C30 C01 C11 C21 C31 Sample
C
o
lo
u
r
V
al
u
e
(K
/S
[image:4.612.351.514.598.687.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
5
B. Comparison the Physical Properties of Untreated and Treated Fabrics
[image:5.612.347.518.292.394.2] [image:5.612.49.275.332.494.2]The fabric analysis tests and determination of the physical properties of fabrics are done according to the respective ASTM standards test methods. All tests are carried out at standard atmospheric condition (20°C ± 2°C and 65 ± 2% R.H.) in the Laboratory of Textile Testing and Quality Control at the Department of Textile Engineering, Yangon Technological University. The chitosan treatment may effect the thickness of fabric, weight, air permeability, breaking strength and flexural rigidity. And so, physical properties of the dyed fabrics are analysed and the summary of the physical properties of dyed fabrics are tabulated in Table IV.
Table IV
Summary Of Physical Properties Of Sample Fabrics
(i) Fabric Thickness: Fabric thickness test results of dyed
fabric and original fabrics are shown in Fig. 8 The thickness of all dyed fabrics is significantly thicker than that of original fabric (C) because of dye absorption in the fabric. The thickness of chitosan treated dyed fabrics is thicker than that of the untreated dyed fabrics (C00 and C01)
because the chitosan retain on the fabric as a coating during the padding operation. The more the concentration, the thicker the chitosan treated dyed fabric is.
Fig. 8 Fabric thickness of dyed fabrics
(ii) Fabric Weight: Fabric weight test results of dyed
fabrics and original fabric are shown in Fig. 9. According to resultant data, the weight of chitosan treated samples significantly increases as chitosan concentration increases. The higher the chitosan concentration, the heavier the weight of the fabric is. This is due to the fact that the higher the chitosan concentration, the greater the viscosity of chitosan solution is. The weight of chitosan untreated dyed fabric (C00 and C01) is higher than that of original fabric
because of dye absorption in the fabric. The weight of chitosan treated dyed fabrics is slightly higher than that of the original fabric (C).
Fig.9 Fabric weight of dyed fabrics
(iii) Air Permeability: Air permeability test results of dyed
fabrics and original fabric are shown in Fig.10. According to resultant data, the air permeability test results of chitosan treated samples significantly decrease as chitosan concentration increases. The higher the chitosan concentration, the lower the air permeability of the fabric is. This is due to the fact that the chitosan locates in the interstices of the fabric and the air pores of fabric are prohibited with the chitosan. The air permeability of chitosan untreated dyed fabric (C00 and C01) is lower than
that of original fabric because the dye particles locate in the pores of fabric. The air permeability of chitosan treated dyed fabrics is slightly lower than that of the original fabric (C).
Fig.10 Air Permeability of Dyed Fabrics
Sample Code Fabric Thickness (mm) Fabric Weight (g/m²) Air Permeability (cm³/cm²/sec) Breaking Strength (kg) Overall Flexural Rigidity (mg-cm) Warp Filling
C 0.32 118.60 108.68 60.55 38.18 10.94 C00 0.34 130.23 93.60 52.78 34.75 12.32 C10 0.35 132.56 86.33 54.35 35.65 57.29 C20 0.36 136.56 84.65 55.70 36.65 108.77 C30 0.36 139.53 81.48 57.20 38.65 215.82 C01 0.34 132.22 90.00 47.23 29.78 15.09 C11 0.35 134.85 84.25 49.70 32.48 66.68 C21 0.37 142.52 83.00 52.75 33.63 116.07 C31 0.38 143.17 80.80 55.23 35.25 225.94
C C00 C10 C20 C30 C01 C11 C21 C31 Sample
C C00 C10 C20 C30 C01 C11 C21 C31 Sample F ab ri c W ei g h t ( g /m² ) A ir P er me ab il it y (c m3 /c m 2 /s ec (c m³ /c m² /se c)
[image:5.612.341.520.582.680.2] [image:5.612.71.246.614.706.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
6
(iv) Breaking Strength: Breaking strength test results of
dyed fabrics and original fabric are shown in Fig. 11. In this research, the breaking strength of both warp and filling directions of all dyed cotton fabric is significantly less than that of the original fabric because the mangosteen rind dye liquor and myrobalan mordant liquor have acid properties. The cotton fibres are weakened and destroyed by the acidic condition of dye liquor. But the chitosan treated dyed fabrics slightly increase in both warp and filling directions because chitosan film adheres the fibres and yarns with each other and reinforcing them, giving rise to higher breaking strength.
[image:6.612.69.248.291.395.2]
Fig. 11 Breaking strength of dyed fabrics (warp and filling directions) Left side - Warp direction
Right side - Filling direction
(v) Fabric Stiffness: Fabric stiffness test results of dyed
fabrics and original fabric are shown in Fig. 12. According to the fabric stiffness test results, the overall flexural rigidity of the dyed fabrics is significantly greater than that of the original fabric. The chitosan concentration is increased; the overall flexural rigidity is also increased. This is due to the fact that the chitosan molecules cannot absolutely penetrate inside the fibres because of large molecular size but chitosan locates the interstices of the fabric. And so, chitosans locate on the fabric surface and lead to stiffer hand. The chitosan treated dyed fabrics are stiffer than the chitosan untreated dyed fabric (C00 and C01).
Fig. 12 Fabric stiffness of dyed fabrics
IV. CONCLUSIONS
According to the Phytochemical test, the rind of mangosteen and myrobalan contain glycoside, hydrolysable tannin, flavonoid and phenolic compound which can give the yellowish colour. Then, chitosan is suitable finishing agent for textile materials according to the literature review. So, the influence of chitosan to improve dyeability of cotton fabric using mangosteen rind dye is studied in this research. In this study, three different concentrations of chitosan solutions are applied to 0.5 %, 1 % and 1.5 % respectively and pre-mordanting method is proceeded. The results of this study conclude that the chitosan treatment of cotton fabrics improve depth of shade and produce acceptable fastness properties on dyed fabrics. Among three different concentration of chitosan, 1.5 % chitosan washing and light fastness and rubbing fastness is good in dry state but wet rubbing fastness is fair.
In addition to the functionalities, fabric thickness, fabric weight, and breaking strength of the dyed cotton fabrics marginally increase as the concentration of chitosan increases. The test results of air permeability of all dyed fabrics significantly decrease as the chitosan concentration increases. Additionally, the stiffness of dyed fabrics with and without mordant rises as the concentration of chitosan increases. Therefore, the higher the concentration of chitosan, the greater the stiffness of the treated fabrics is. The chitosan treatment improves the colour strength but the chitosan do not effect on the fastness properties of dyed fabrics.
REFERENCES
[1] Saxena, S. and Raja, A. S. M. 2014. Natural Dyes: Sources, Chemistry, Application and Sustainability Issues. Central Institute for Research on Cotton Technology, Mumbai, India.
[2] Kumbasar, E. . A. 2011. atural yes yeing of Textiles with Natural Dyes. Book of Paper. Department of Jute and Fibre Technology, Institute of Jute Technology, University of Calcutta. India.
[3] Knecht, E., Rawson, C. and Loewenthal, R. 1945. A Manual of Dyeing. Volume I. Charles Griffin and Co.Ltd. London.
[4] Clark, M. 2011. Handbook of Textile and Industrial Dyeing. Volume I. ©Woodhead Publishing Limited.
[5] Enescu, D. November 5 2008. Use of Chitosan in Surface Modification of Textile Materials. http://www.rombio.eu4.pdf> [6] Davis, S. P. 2011. Chitosan; Manufacture, Properties and Usage.
Biotechnology in Agriculture, Industry and Medicine. Nova Science Publishers. Institute. New York.
[7] Othman, Y. H. D. Mangosteen Cultivation. Tindall, Food and Agriculture Organization of The United Nations. UK.
[8] Shah, B. and Seth, A. K. 2010. Textbook of Pharmacognosy and Phytochemistry. A division of Reed Elsevier India Private Limited. India.
Sample
C C00 C10 C20 C30 C01 C11 C21 C31
B
re
ak
in
g
S
re
n
g
th
(
k
g
)
C C00 C10 C20 C30 C01 C11 C21 C31 Sample
O
v
er
al
l
fl
ex
u
ra
l
ri
g
id
it
y
(mg
-c
[image:6.612.63.241.592.685.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 11, November 2017)
7
[9] Pppel, W. D. 1959. Technical Manual of the American Associationof Textile Chemists and Colourists. Volume xxxv.
[10] Ingamells, W. 1993. Colour for Textiles. A User’s Handbook. Society of Dyers and Colourists.
[11] Chakraborty, J. N. 2010. Fundamentals and Properties in Colouration of Textiles. Woodhead Publishing India Pvt. Ltd. New Delhi. India.
[12] Gulrajani, M. L. 2010. Colour Measurement Principles, Advances and Industrial Applications. Woodhead Publishing Series in Textiles. New Delhi. India.