A. Tempat Penelitian
Penelitian ini dilakukan di Laboratorium Proses Produksi dan Laboratorium
Material Jurusan Teknik Mesin Universitas Lampung.
B. Bahan
Adapun bahan yang digunakan pada penelitian ini adalah :
1. Material yang digunakan paduan magnesium
Dimensi benda kerja pada gambar 3.1 adalah 30 x 15 x 10 cm. Adapun
material yang digunakan pada penelitian ini adalah paduan magnesium.
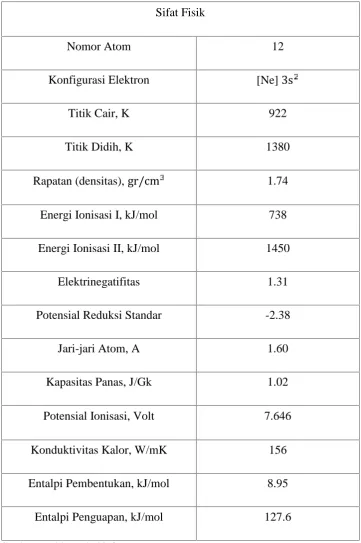
[image:1.595.208.460.589.725.2]Dengan sifat-sifat fisik seperti yang terdapat pada tabel 3.1.
Tabel 3.1 Sifat Fisik Magnesium
Sifat Fisik
Nomor Atom 12
Konfigurasi Elektron [Ne]3s
Titik Cair, K 922
Titik Didih, K 1380
Rapatan (densitas),gr/cm 1.74
Energi Ionisasi I, kJ/mol 738
Energi Ionisasi II, kJ/mol 1450
Elektrinegatifitas 1.31
Potensial Reduksi Standar -2.38
Jari-jari Atom, A 1.60
Kapasitas Panas, J/Gk 1.02
Potensial Ionisasi, Volt 7.646
Konduktivitas Kalor, W/mK 156
Entalpi Pembentukan, kJ/mol 8.95
Entalpi Penguapan, kJ/mol 127.6
Sumber : Andriansyah, 2013
Sifat Kimia Magnesium
2. Reaksi dengan air :
MgO +H O → Mg(OH)
3. Reaksi dengan udara :
Menghasilkan MO danM N jika dipanaskan.
Tabel 3.2 Komposisi Kimia Magnesium
Unsur Mg Si Cu Al Mn Cl Na Other
Impurities
Total
Impurities
% 99.94 0.0017 0.003 0.003 0.0017 0.001 0.003 0.016 0.06
Sumber : Andriansyah, 2013
C. Alat
Adapun alat yang digunakan dalam penelitian ini adalah :
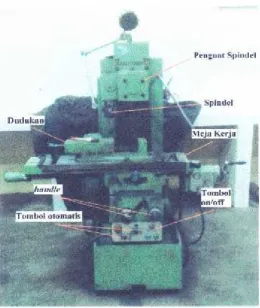
1. Mesin Frais (milling)
Mesin frais adalah suatu mesin yang digunakan untuk mengerjakan suatu
benda kerja dengan mempergunakan pisau frais (cutter) sebagai pahat
penyayat yang berputar pada sumbu mesin. Mesin ini digunakan untuk
proses pemesinan spesimen. Mesin frais yang digunakan adalah mesin
Gambar 3.2 Mesin Frais
Spesifikasi mesin ini adalah :
Ukuran meja kerja minimum 240 mm x 940 mm
Alur T meja kerja 16 mm x 65 mm x 3 mm
Kecepatan putar poros utama 100 rpm–1000 rpm
Kecepatan asutan pada sumbu X dan Y : 3000 mm / menit –
kecepatan asutan pada sumbu Z : 1500 mm / menit
Motor penggerak poros utama minimum : 1,5 kW, 3 phase 380V
Ketelitian gerakan (yang tercantum pada display digital) 0,01 mm
Daerah kerja memanjang : 450 mm
Daerah kerja melintang : 300 mm
2. Pahat HSS
Pahat jenis HSS merupakan salah satu pahat yang mempunyai kekerasan
cukup tinggi. Pahat bubut High Speed Steels (HSS) merupakan paduan
dari 0,75% - 1,5% Carbon (C), 4% - 4,5% Chromium (Cr), 10% - 20%
Tungsten (W) dan Molybdenum (Mo), 5% lebih Vanadium (V), dan
Cobalt (Co) lebih dari 12% (Childs dkk, 2000). Pada penelitian ini
[image:5.595.185.437.277.447.2]menggunakan pahat HSS dengan diameter 8 mm.
Gambar 3.3 Pahat HSS
3. Mikroskop USB
Ada banyak tipe atau seri mikroskop digital. Berikut ini adalah cara
menggunakan mikroskop digital. Penggunaanya mudah dan praktis.
Secara umum langkah–langkah yang diperlukan adalah sama bagi semua
mikroskop digital :
a. Meletakkan mikroskop di tempat yang datar dan kuat ( meja)
b. Menyalakan komputer dan menyambungkan USB dari mikroskop ke
PC.
d. Menyalakan lampu LED (atur dimmer maksimal lebih dulu, dan
mengecilkan jika diperlukan) letakkan preparat ke meja preparat. Objek
letakkan pada sinar yang masuk pilih lensa objektif 4x lebih dulu.
e. Menjalankan program software aplikasi mikroskop digital.
f. Memutar fokus kasar hingga gambar muncul di monitor untuk
memperjelas, putar fokus halus.
[image:6.595.247.429.305.525.2]g. Gambar dan video selanjutnya dapat disimpan dengan tombol simpan
gambar.
Gambar 3.4 Mikroskop USB
4. Amplas dan Autosol
Amplas berfungsi untuk mengikis / meenghaluskan permukaan benda
kerja dengan cara digosokkan. Halus dan kasarnya kertas amplas
ditunjukkan oleh angka yang tercantum dibalik kertas amplas tersebut.
Amplas yang digunakan pada penelitian ini adalah amplas 360, 600, 800,
semua jenis logam (perak, kuningan, tembaga, krom, aluminium, nikel,
[image:7.595.213.446.141.318.2]dll).
Gambar 3.5 Amplas dan Autosol
D. Prosedur Penelitian
Prosedur penelitian pada tugas akhir ini terbagi menjadi beberapa tahapan
antara lain sebagai berikut :
1. Persiapan material magnesium AZ31
Pada tahapan ini dilakukan pembuatan speciment base material sesuai
dimensi (30 x 15 x 10) lihat pada gambar 3.1.
Adapun langkah – langkah pembuatan base material adalah sebagai
berikut :
a. Mengukur dan menandai magnesium AZ31 sesuai dimensi base
material.
b. Memotong material yang telah ditandai pada poin (a) menggunakan
2. Proses Pengefraisan Magnesium AZ31
Tahapan ini dilakukan proses pengefraisan Magnesium AZ31 dengan
menggunakan parameter pemesinan frais yang bervariasi. Parameter yang
digunakan pada pengefraisan Magnesium AZ31, seperti yang ditunjukkan
pada tabel 3.3 di bawah ini :
Tabel 3.3 Parameter Pengujian
No
Kecepatan Potong
(v)
Gerak makan
(f)
Kedalaman Potong
(d)
(m/min) (mm/rev) (mm)
1 22,86.n = 910 0,15 1
2 32,15.n = 1280 0,2 2
3 42,7.n = 1700 0,25 3
Selain menggunakan parameter pengujian seperti yang ditunjukkan pada
tabel 3.3 di atas. Pada penelitian ini menggunakan proses pemesinan
kering dan menggunakan metode up milling yang dimana arah putaran
pahat berlawanan dengan arah gerak makan yang dilakukan oleh benda
kerja. Setelah parameter ditentukan, kemudian memulai proses
pengefraisan. Memulai mengamati dan menganalisa kondisi benda kerja
pada saat pemotongan. Kemudian mengumpulkan data hasil penelitian
berupa data keausan pahat dengan menggunakan mikroskop USB pada
3. Pengambilan Data Keausan Pahat
Pada tahapan ini dilakukan penelitian keausan pahat dengan menggunakan
mikroskop USB yang disambungkan pada laptop. Pengamatan keausan
pahat dilakukan setiap beberapa langkah. Keausan pahat frais dilihat dari
tepi pahat. Setelah pahat sudah diukur dan sudah mencapai standar
keausan pahat frais (0,3 mm) maka pahat di foto dengan menggunakan
mikroskop USB.
4. Pengambilan Data Struktur Mikro
Pada tahapan ini dilakukan pengambilan data struktur mikro yang
dilakukan di Lab Material Teknik Mesin Universitas Lampung. Setelah
Magnesium AZ31 diberi proses pengefraisan maka dilanjutkan dengan
proses pengambilan data struktur mikro. Magnesium AZ31 yang sudah
diberi proses pengefraisan kemudian dipotong dengan ukuran 2cm x 1cm
dengan menggunakan gergaji besi. Setelah proses pemotongan selesai,
Magnesium AZ31 kemudian diamplas pada bagian samping Magnesium
AZ31 yang sudah diberi proses pengefraisan dengan menggunakan amplas
yang bernilai berbeda, nilai kehalusan amplas yang digunakan adalah 360,
600, 800, 1000, 1200 dan 1500. Setelah proses pengamplasan, lalu
magnesium dibersihkan dengan menggunakan autosol dengan cara
menggosokan bagian yang sudah diamplas dengan menggunakan kain / lap
yang sudah diberi autosol. Penggosokan dengan menggunakan autosol
bertujuan untuk menghilangkan sisa – sisa material yang sudah diamplas.
kemudian diberi cairan etsa, cairan etsa berupa cairan dari beberapa cairan
kimia diantaranya ; 6 gr asam pikral, 5 ml asam asetat, 10 ml aquades dan
100 ml alkohol 96%. Magnesium AZ31 yang sudah diberi cairan etsa
kemudian dibersihkan dengan menggunakan air yang mengalir dan di lap
menggunakan tissue lalu didiamkan selama 20 menit. Setelah Magnesium
AZ31 didiamkan selama 20 menit kemudian magnesium AZ31 diteliti di
bawah mikroskop untuk dilihat perubahan struktur mikro akibat proses
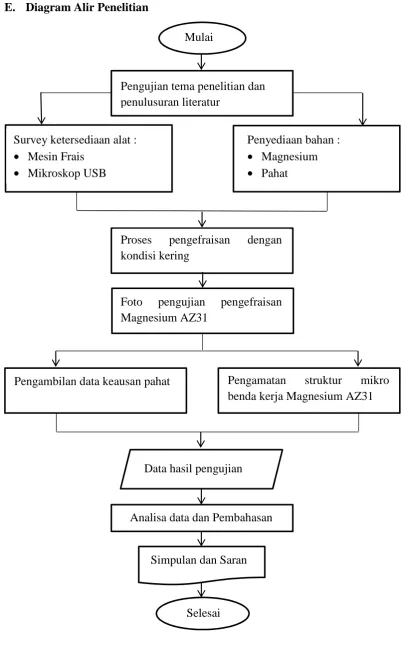
E. Diagram Alir Penelitian
Gambar 3.6 Diagram alir (flow chart) penelitian Mulai
Pengujian tema penelitian dan penulusuran literatur
Survey ketersediaan alat :
Mesin Frais
Mikroskop USB
Penyediaan bahan :
Magnesium
Pahat
Proses pengefraisan dengan kondisi kering
Foto pengujian pengefraisan Magnesium AZ31
Pengambilan data keausan pahat Pengamatan struktur mikro benda kerja Magnesium AZ31
Data hasil pengujian
Analisa data dan Pembahasan
Simpulan dan Saran
Tabel 3.4 Hasil Pengukuran Keausan Pahat No Kecepatan Potong (Vc), m/menit Gerak Makan (f), m/rev Kedalaman Potong (d), mm Waktu Pemakanan, Menit Nilai Keausan Pahat (Vb) Nilai Keausan Pahat Vb (menit)
1 1280 256 2
2 1280 256 2
3 1280 137 2
4 1700 137 3
5 910 137 1
6 1700 425 3
7 1280 256 2
8 1700 425 1
9 1700 137 1
10 1280 256 2
11 910 137 3
12 1280 256 1
13 1280 425 2
14 910 425 3
15 910 256 2
16 910 425 1
17 1280 256 2
18 1700 256 2
19 1280 256 2