DEVELOPMENT OF GENERIC DAPSONE GEL 5% USING QBD
TECHNIQUE
1
*Mangesh R. Bhalekar, 1Ashwini R. Madgulkar and 1Shraddha K. Pardeshi
1
Department of Pharmaceutics, AISSMS College of Pharmacy, Kennedy Road, Pune.
ABSTRACT
Dapsone is used as an anti acne agent for the treatment of acne vulgaris
which is a most common skin disorder. In the present work an attempt
has been made to formulate and evaluate generic dapsone gel 5% using
Quality by Design technique so as to ensure the generic drug product
has similar desired quality attributes to the reference-listed drug
(RLD). The concept of reverse-engineering is used to copy the RLD as
a strategy during development of generic product to ensure qualitative
(Q1, same components) and quantitative formulation similarity (Q2,
same components with same concentration), as well as similarity in
formulation microstructure (Q3). The formulations were characterized
for various physiochemical properties such as, physical appearance, viscosity, hardness
(spreadability), in vitro drug release and microparticulate to dissolved drug ratio. The present
study employes in vitro skin permeation studies as a tool to justify formulation similarities
between the test generic product and the RLD to ensure a successful bioequivalence study.
KEYWORDS: Dapsone gel, generic product, RLD, Quality by Design, Orange book.
INTRODUCTION
Acne vulgaris is very common skin disease characterized by inflammation, seborrhea
affecting face back and trunk. Dapsone is an antibacteial and used for treatment of leprosy
and skin disorders such as dermatitis herpetiformis and nodulocystic acne. Dapsone (Aczone)
5% gel is approved by the U.S. Food and Drug Administration (FDA) for the treatment of
acne vulgaris in adults and children older than 12 years.[1]
A generic drug product is a low cost alternative to the branded or innovator drug product and
is comparable to innovator product in all aspect including dosage form, route of
Volume 7, Issue 13, 1005-1024. Research Article ISSN 2277– 7105
Article Received on 16 May 2018,
Revised on 06 June 2018, Accepted on 27 June 2018,
DOI: 10.20959/wjpr201813-12789
*Corresponding Author
Dr. Mangesh R. Bhalekar
Department of
Pharmaceutics, AISSMS
College of Pharmacy,
administration, intended use, quality, strength, performance characteristics. These are called
abbreviated as they are generally not required to include preclinical (animal) and clinical
(human) data to establish safety and effectiveness of the drug product. All the approved drug
products including generic and innovator products are listed in FDA's Approved Drug
Products with Therapeutic Equivalence Evaluations (Orange Book). After approval by FDA's
Center for Drug Evaluation and Research, an applicant may manufacture and market the
generic drug product.When applying to enter the market with a generic form of a reference
product, the generic company files an Abbreviated New Drug Application (ANDA) and
certifies against patents listed in the Orange Book.[2] ANDA applicant must include a patent certification in the application and this certification must make one of the following
statements:
No patent information on the drug product that is the subject of the ANDA has been
submitted to FDA [PARA I],
that such patent has expired [PARA II],
the date on which such patent expires [PARA III],
that such patent is invalid or will not be infringed by the manufacture, use, or sale of the
drug product for which the ANDA is submitted [PARA IV].[3]
The major goal for formulation development of generic topical drug product is quantitative
sameness (Q1, same components as the RLD) and qualitative sameness (Q2, same
components in same concentration as the RLD) to the RLD and same arrangement of matter
(Q3, same microstructure). However, even with Q1 and Q2 sameness, special attention needs
to be directed towards the different grades of excipients used, since different grades of
excipients can have a significant impact on drug product quality attributes. Apart from
excipients used in the generic formulation, the delivery of drug substance into the skin from a
topical dosage form can be very sensitive to changes in the manufacturing processes. This is
attributable to the fact that the manufacturing process can have a significant impact on the
formulation microstructure (Q3). Thus the process development of generic drug product aims
to achieve a similar arrangement of matter as the RLD (Q3, same components in same
concentration with the same arrangement of matter (microstructure) as the reference-listed
drug) along with Q1 and Q2 sameness that provides assurance of similar critical quality
attributes to those of the RLD. Q3 microstructure sameness includes identical rheology, type
semisolid system (Solubilized drug vs. dispersed solid drug, particle size of drug particles)
compared to those of the RLD.[4]
Quality by Design is defined as a systematic approach to development that begins with
predetermined objectives and emphasizes product and process understanding and process
control, based on sound science and quality risk management.
The development stages in Quality by design are
Target product profile that describes the use, safety and efficacy of the product.
Target product quality profile that will serve to formulators as a quantitative surrogate for aspects of clinical safety and efficacy during product development is developed.
Relevant prior knowledge about the drug substance, excipients and process parameters
are gathered into a knowledge space.
Design a formulation and identify the critical material (quality) attributes of the final
product that must be controlled to meet the target product quality profile.
Design a manufacturing process to optimize process parameters that must be controlled to
achieve these critical material attributes of the final product.
Risk assessment is used to prioritize process parameters and material attributes for
experimental verification. Combine prior knowledge with experiments to establish a
design space or other representation of process understanding.
Establish a control strategy that may include input material controls, process controls and monitors, design spaces.[5-10]
The following pharmaceutical development report summarizes the development of Generic
Dapsone gel 5%, a generic version of the reference listed drug (RLD) using principles of
QbD. The RLD is an anti acne gel used primarily in the treatment of Acne vulgaris.
MATERIALS AND METHODS
Materials
Dapsone was obtained as gift sample from GlaxoSmithKline, Mumbai, India. Marketed
Dapsone gel 5% was purchased from local wholesale shop, Pune. Solvents used were of
analytical grade. All other chemicals were procured from local sources and were of analytical
grade.
Analysis of RLD
The dapsone gel 5% purchased from market was treated as RLD and its analysis was carried
out for the parameters like viscosity, hardness, particle size, assay, microparticulate/dissolved
drug ratio, in vitro drug release, in vitro permeation by experimentation and is discussed in
later sections.
Quality Target Product Profiling
The quality target product profile (QTPP) is “a prospective summary of the quality
characteristics of a drug product that ideally will be achieved to ensure the desired quality,
considering safety and efficacy of the drug product.” The QTPP is an essential element of a
QbD approach and forms the basis for design of the generic product. Based on the physical
characteristics as well as the in vitro diffusion studies and physicochemical characteristics of
the RLD, a quality target product profile (QTPP) was defined for generic dapsone gel 5%.
Preparation of Calibration curve[11]
Standard stock solution (1000μg/ml) of dapsonewas prepared in methanol and was suitably
diluted to produce concentrations (0.5, 1, 5, 10, 20, 25 µg/ml). Analysis was done using
Agilent HPLC at 290 nm at 1 ml/min flow rate using C18 column. Mobile phase used was
formic acid solution pH 3: methanol (60:40) at the flow rate of 1ml per min.
Assay of RLD gel[12]
Gel (equivalent to 12.5 mg of dapsone) was transferred into a 50 mL volumetric flask. The
volume was adjusted to the mark with methanol to provide a theoretical concentration of 250 μg/ml of dapsone. The solution was diluted with HPLC-grade water to make final concentration of 10μg/ml. Analysis was done using Agilent HPLC at 290 nm at 1 ml/min
flow rate using C18 column.
Risk Assessment of Drug Substance Attributes
A risk assessment of the drug substance attributes was performed to evaluate the impact that
each attribute could have on the drug product critical quality attributes (CQAs).
Excipient Compatibility Studies
The excipients used in dapsone gel were selected based on the excipients used in the RLD,
mixed with carbopol 980, transcutol in ratio likely to be used in formulation stored for 2
weeks at 40°C. Later the samples were subjected to IR spectrophotometry.
Formulation development of dapsone gel 5%
Initial Risk Assessment of the Formulation and Process Variables
In initial risk assessment for formulation development, risks were rated assuming that each
formulation attribute and process parameter that changed, an optimized manufacturing
process would be established.
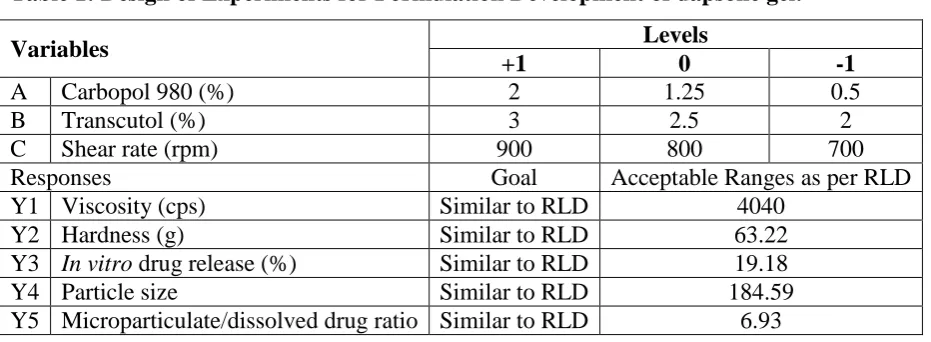
Design of Experiment (DOE) for Optimization of Formulation
Based on initial risk assessment the material attributes quantity of carbopol 980, transcutol
and process attribute shear rate of stirrer were decided to be critical. DOE methodology was
employed to get a formula which will have characteristics of RLD. The Box Behnken design
was employed and the levels of factors were chosen based on those reported in literature.[13]
The responses were chosen were critical quality attributes (CQA’s) which indicated drug
[image:5.595.67.533.428.599.2]quality. (Table1).
Table 1: Design of Experiments for Formulation Development of dapsone gel.
Variables Levels
+1 0 -1
A Carbopol 980 (%) 2 1.25 0.5 B Transcutol (%) 3 2.5 2 C Shear rate (rpm) 900 800 700 Responses Goal Acceptable Ranges as per RLD Y1 Viscosity (cps) Similar to RLD 4040
Y2 Hardness (g) Similar to RLD 63.22
Y3 In vitro drug release (%) Similar to RLD 19.18
Y4 Particle size Similar to RLD 184.59 Y5 Microparticulate/dissolved drug ratio Similar to RLD 6.93
Formulation of gel
Carbopol 980 was allowed to swell in water under rapid stirring and stirring speed was
reduced after dispersion was formed.Transcutol and methyl paraben was accurately weighed
and mixed followed by addition of dapsone solution. Both the solutions were mixed with
rapid stirring, sodium hydroxide (2%) solution was added to adjust pH required for
EVALUATION OF GEL[1]
Viscosity: Brookfield digital viscometer (model LV-DV-II), equipped with S 07 spindle was
used to determine viscosity (cps) of the formulations and RLD. The viscosity was measured
at 60 rpm after 30 seconds. Measurements were performed at ambient temperature and in
triplicate.
Hardness
The hardness of all the formulations and RLD was determined by using Brookfield Texture
Analyser (CT 100). Gel (20gm) was taken in the cup of the texture analyser, previously
aligned with the probe. The hardness values obtained were recorded.
In vitro drug release rate
In vitro release rate of formulations was measured by using Franz Diffusion cell (Model:
FDC03 Make: Orchid Scientifics), across cellulose acetate membrane of 0.45 µ. Gel (300
mg) was applied to the membrane and the release of dapsoneto phosphate buffer pH 6.8 was
determined at 1 h interval till 6 h by using HPLC. Mobile phase used was formic acid
solution pH 3: methanol (60:40) at the flow rate of 1ml per min. with retention time (RT) of
4.2 min. In vitro release rate is the slope of plot of % release Vs time.
Particle size
The particle size of 1% dispersion of RLD in water:glycerine (50:50) was measured by using
Malvern Zetasizer ZS 90 UK.
Microparticulate/dissolved drug ratio
Accurate quantity of gel was diluted with water and was filtered thriugh 0.2µ syringe filter.
The filterate was again suitably diluted with water and analysed using UV visible spectrophotometer at λmaxof 290 nm.
Updated Risk Assessment
Updated risk assessment was carried out based upon the findings of the formulation
development and appropriate control strategy and design space was created.
Control Strategy
The control strategy for generic dapsone gel 5% was built upon the outcome of extensive
Comparison with RLD
In vitro Permeation Test (IVPT)
The formulated gel was compared with RLD for rate of permeation (IVPT) using rat skin
mounted on Franz diffusion cells is used for demonstrating bio-equivalence. Receptor
medium used was phosphate buffer:methanol (7:3) and samples were suitably diluted with
mobile phase (formic acid solution pH 3:methanol 60:40) and analysed using HPLC.
RESULTS AND DISCUSSION
Analysis of RLD
Dapsone has both anti-inflammatory and antimicrobial properties making it useful in acne.
Anti-inflammatory effects include inhibition of neutrophil myeloperoxidase and eosinophil
peroxidase activity and scavenging of reactive oxygen species, suppression of neutrophil
activity. Antimicrobial activity is by inhibition of bacterial dihydropterase synthase in the
folic acid metabolic pathway. In vitro susceptibility testing has demonstrated some activity
for dapsone against Propionibacterium species, including Propionibacterium acnes.
Physiochemical Characterization
The physicochemical characterization of the RLD gel is summarized in Table 2. The release
rate of dapsone from RLD is shown in fig. 1. The equation of best fit line was y = 9.566x +
34.72 (R2=0.997), hence the release rate determined over 6 h was found to be at 9.56/h.
Table 2: Physicochemical characteristics of RLD gel.
Test Result
Description White smooth gel Strength (%) 5
Weight (mg) 15 Texture Slightly gritty Viscosity (cps) 4040±0.13 Hardness (g) 63.22±0.19
Ph 6.7±0.003
Particle size (nm) 184.59±0.39 Assay (%) 109.76±0.15
In vitro release rate (/hr) 9.56±0.25
0 20 40 60 80 100 120
0 1 2 3 4 5 6 7
[image:8.595.178.419.72.253.2]% R e le a s e Time (hr)
Fig 1: In vitro drug release of dapsone gel.
Quality Target Product Profile for Dapsone 5% Gel
Based on the physical characteristics as well as the in vitro drug release studies and
physicochemical characteristics of the RLD, a quality target product profile (QTPP) was
defined for Generic Dapsone gel 5% in Table 3.
Table 3: QTPP for generic dapsone gel.
QTPP Elements Target Justification
Dosage form Gel Pharmaceutical equivalence
requirement: same dosage form
Route of
administration Topical
Pharmaceutical equivalence requirement: same route of administration
Dosage strength 5% Pharmaceutical equivalence
requirement: same strength
Dosage design Gel with
microparticulatedapsone. Match RLD
Stability At least 24-month shelf-life
at RT
Equivalent to or better than RLD shelf-life
Appearance White gel with
microparticulatedapsone.
Match RLD and for patient acceptability.
Identification Positive for dapsone Needed for clinical effectiveness
Alternative methods of administration
None None are listed in the RLD label.
Container closure system
Identical to primary
packaging of RLD Needed to achieve the target shelf-life.
Drug product quality attributes
Physical Attributes Pharmaceutical equivalence requirement: Must meet the same compendial or other applicable (quality) standards (i.e., identity, assay, purity, In Vitro Release Test
Particle size and quality).
Hardness
Preservatives Content Assay
The critical quality attributes (CQAs) of drug product are summarized in Table 4. The
attributes of generic Dapsone gel 5% viscosity, hardness, particle size, in vitro drug release
and microparticulate/dissolved drug ratio were identified as the subset of QTPPs. These
CQAs have potential to be impacted by the formulation and/or process variables and,
therefore, were investigated and discussed in detail in subsequent formulation and process
development studies.
On the other hand, CQAs including identity, preservative content, and microbial limits which
are unlikely to be impacted by formulation and/or process variables were not discussed in
detail. However, these CQAs are still target elements of the QTPP and are ensured through a
[image:9.595.69.531.73.141.2]good pharmaceutical quality system and the control strategy.
Table 4: Critical Quality Attributes for generic gel.
Quality Attributes of Drug Product Target CQA? Justification
Identification
Positive for Dapsone
No
Formulation and process variables are unlikely to affect this attribute.
Therefore, this CQA will not be discussed during formulation and process development. Assay 90-110% w/w of label claim Yes
Assay variability will affect safety and efficacy. Process variables may affect the assay of the drug product.
Viscosity Match
RLD Yes
Needed for clinical effectiveness and patient acceptability.
To demonstrate similar arrangement of matter to RLD (Q3)
Hardness (Spreadibility) Match
RLD Yes
Ensures spreading of the formulation to the site of application. Needed for clinical effectiveness and patient acceptability.
Particle size Match
RLD Yes
Variability in particle size will affect texture of gel and in turn efficacy and patient acceptability.
In vitro drug release Match
RLD Yes
Failure to meet drug release
formulation and process development.
Micropartiulate/dissolved drug ratio Match
RLD Yes
This CQA can impact drug release and inturn bioavailability. Both formulation and process variables affect the release profile. This CQA will be investigated throughout formulation and process development.
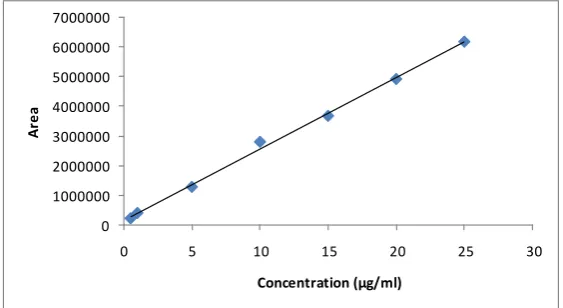
Calibration curve: The linearity equation was found to be y = 24112x + 13314 and
regression co-efficient (R2) was found to be 0.997 (fig. 2).
0 1000000 2000000 3000000 4000000 5000000 6000000 7000000
0 5 10 15 20 25 30
A
re
a
[image:10.595.53.554.73.169.2]Concentration (μg/ml)
Fig. 2: Calibration curve of dapsone in methanol.
Assay of RLD cream
The area of filtrate having concentration of 10µg/ml was found to be 27798362 and % assay
was found to be 109.76% which is within USP the limits95-110%.
Risk Assessment of Drug Substance Attribute
Drug substance attributes are important as they directly influence the product properties and
therefore it was very necessary to assess the risks associated with drug substance properties
(Table5). Justification for risk assessment is given in table 6.
Table 5: Initial Risk Assessment for Drug Substance Attributes.
Drug Product CQA’s
Drug Substance Attributes Solid State
Form PS Assay Solubility
In Vitro Release Test (IVRT) Low Low Low Low
Viscosity Low Low Low Low Hardness (Spreadibility) Low Low Low Low Particle size Low Low Low Low Microparticulate/dissolved
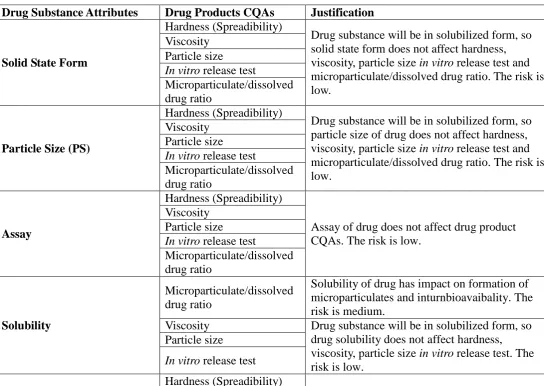
[image:10.595.157.439.242.396.2]Table 6: Justification for Initial Risk Assessment for Drug Substance Attributes.
Drug Substance Attributes Drug Products CQAs Justification
Solid State Form
Hardness (Spreadibility)
Drug substance will be in solubilized form, so solid state form does not affect hardness, viscosity, particle size in vitro release test and microparticulate/dissolved drug ratio. The risk is low.
Viscosity Particle size
In vitro release test
Microparticulate/dissolved drug ratio
Particle Size (PS)
Hardness (Spreadibility)
Drug substance will be in solubilized form, so particle size of drug does not affect hardness, viscosity, particle size in vitro release test and microparticulate/dissolved drug ratio. The risk is low.
Viscosity Particle size
In vitro release test
Microparticulate/dissolved drug ratio
Assay
Hardness (Spreadibility)
Assay of drug does not affect drug product CQAs. The risk is low.
Viscosity Particle size
In vitro release test
Microparticulate/dissolved drug ratio
Solubility
Microparticulate/dissolved drug ratio
Solubility of drug has impact on formation of microparticulates and inturnbioavaibality. The risk is medium.
Viscosity Drug substance will be in solubilized form, so drug solubility does not affect hardness, viscosity, particle size in vitro release test. The risk is low.
Particle size
In vitro release test
Hardness (Spreadibility)
Excipient Compatibility Studies
Fig 3: IR Spectrum A) Dapsone B) Dapsone gel blend.
IR spectrum of dapsone and dapsone gel blend are shown in fig. 3. All the significant peaks
[image:11.595.155.447.508.690.2]blend stored at 40°C, as well as there was no new peak observed. The characteristic peaks
observed for Dapsone were for aromatic C-C Stretch at 1627.97 cm-1, N-H Stretch 3126.71 cm-1, N-H bending 1627 cm-1, S=O stretch 1479.45 cm1. These peaks were observed in blends along with the characteristic peaks of the excipients. No changes in IR spectra were
seen this amounted to conclusion that the dapsone was compatible with selected excipients.
Formulation development of Dapsone gel 5%
Initial Risk Assessment of the Formulation & Process Variables
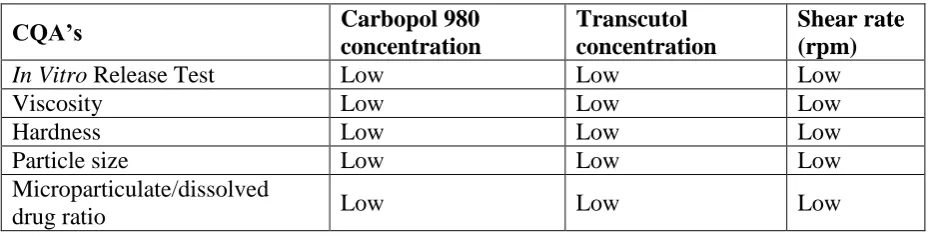
Initial risk assessment for formulation & process variables was done and listed in table 7. The
effect of carbopol concentration, transcutol concentration and shear rate on viscosity,
hardness, particle size, in vitro drug release rate, microparticulate/dissolved drug ratio was
assessed and the level of risk associated was assigned through colour code.
Table 7: Initial Risk Assessment of the Formulation & Process Variables.
CQA’s Transcutol
concentration
Carbopol concentration
Shear rate (rpm)
In Vitro Release Test High High Medium
Viscosity Low High High Hardness Low High High Particle size Medium Low High Microparticulate/dissolved
drug ratio High Medium Low
Design of Experiment
The Box Behnken design was used instead of 33 factorial design as 3 factor 3 level design would require 27 experiments which demands lot of time and material resources. Hence BBD
was chosen which gave 15 set of experiments with randomized runs (table 8). Another
advantage is that this design avoids treatment combinations that are extreme in terms of
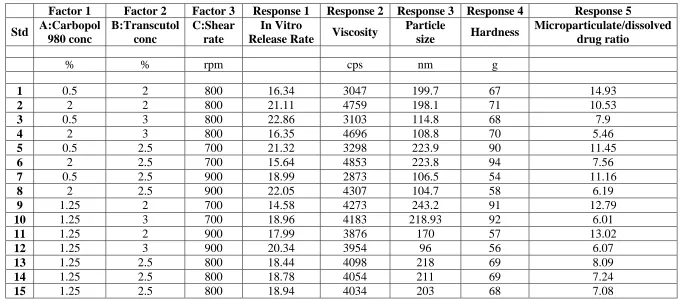
Table 8: Box Benkhen Design & responses of the trial runs for formula optimization.
Factor 1 Factor 2 Factor 3 Response 1 Response 2 Response 3 Response 4 Response 5
Std A:Carbopol 980 conc
B:Transcutol conc
C:Shear rate
In Vitro
Release Rate Viscosity
Particle
size Hardness
Microparticulate/dissolved drug ratio
% % rpm cps nm g
1 0.5 2 800 16.34 3047 199.7 67 14.93
2 2 2 800 21.11 4759 198.1 71 10.53
3 0.5 3 800 22.86 3103 114.8 68 7.9
4 2 3 800 16.35 4696 108.8 70 5.46
5 0.5 2.5 700 21.32 3298 223.9 90 11.45
6 2 2.5 700 15.64 4853 223.8 94 7.56
7 0.5 2.5 900 18.99 2873 106.5 54 11.16
8 2 2.5 900 22.05 4307 104.7 58 6.19
9 1.25 2 700 14.58 4273 243.2 91 12.79
10 1.25 3 700 18.96 4183 218.93 92 6.01
11 1.25 2 900 17.99 3876 170 57 13.02
12 1.25 3 900 20.34 3954 96 56 6.07
13 1.25 2.5 800 18.44 4098 218 69 8.09
14 1.25 2.5 800 18.78 4054 211 69 7.24
Evaluation of gel
(a)
(b)
(d)
[image:15.595.170.425.69.515.2](e)
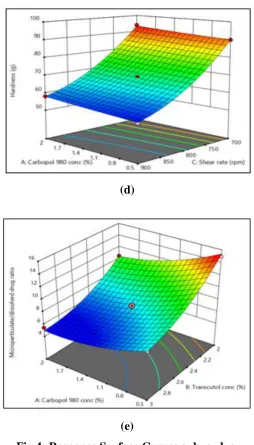
Fig 4: Response Surface Curves a, b, c, d, e.
Evaluation of gel
In vitro release rate: Response surface Fig. 4(a) for in vitro release rate which gives the
equation
According to equation there is significant increase in in vitro release rate as the concentration
of carbopol 980 decreases. Carbopol 980 is a gelling agent which increases viscosity and
inturn lowers the drug release from gel matrix. While the other two variables i.e.
rate.Transcutol is a solubilizer which increases solubility of dapsone and therefore increases
drug release from gel. High shear rate lowers viscosity of gel and so increases the release
from gel matrix.
Viscosity: Response surface Fig. 4(b) for viscosity which gives the equation
According to equation there is significant increase in viscosity as the concentration of
carbopol 980 increases as it acts as gelling agent. While the other two variables i.e.
concentration of transcutol and shear rate have slightly negative impact on the viscosity.
Transcutol if used in haigher concentartion (more than 10%) lowers the viscosity. [15] High shear rate lowers viscosity of gel by breaking the gel matrix.
Particle size: Response surface Fig. 4(c) for particle size which gives the equation
According to equation there is significant increase in particle size as the concentration of
carbopol 980 decreases while the other two variables i.e. concentration of transcutol and
shear rate have considerable negative impact on the particle size. Transcutol acts as a
solubilizer and its higher concentration lowers formation of microparticulates and also
particle size. High shear rate helps in formation of small microparticulates.
Hardness: Response surface Fig. 4(d) for hardness which gives the equation
According to equation there is significant increase in hardness as the concentration of
carbopol 980 increases as it acts as gelling agent and increases viscosity and inturn hardness.
Concentration of transcutol also shows positive effect on hardness. Higher transcutol
concentration increases viscosity and inturn hardness. While the other variable i.e shear rate
have slightly negative impact on the hardness. High shear rate lowers viscosity and hardness
Microparticulate/dissolved drug ratio
Response surface Fig. 4(e) for microparticulate/dissolved drug ratio which gives the equation
According to equation there is significant increase in microparticulate/dissolved drug ratio as
the concentration of carbopol 980, concentration of transcutol and shear rate decreases.
Microparticulates are formed due to change in affinity of solubilizer from dapsone to water.
If the concentration of carbopol 980 decreases, there is increase in free water which increases
the formation of microparticulates. If concentration of transcutol decreases, solubility of
dapsone decreases and so there is increase in microparticulates formation. High shear rate
lowers the formation of microparticulates.
Updated Risk Assessment of the Formulation and Process Variables
After optimizing the formulation variables an updated risk assessment is done (table 9) to
check weather all the risks are reduced and being taken care of from the initial risk
[image:17.595.66.537.457.575.2]assessment.
Table 9: Updated risk assessment for formulation and process variables.
CQA’s Carbopol 980
concentration
Transcutol concentration
Shear rate (rpm)
In Vitro Release Test Low Low Low
Viscosity Low Low Low Hardness Low Low Low Particle size Low Low Low Microparticulate/dissolved
drug ratio Low Low Low
Control Strategy
The control strategy for the commercial manufacture of Generic Dapsone gel 5%, is proposed
and presented in Table 10. The control strategy includes dapsone and excipient material
attributes to be controlled, in-process controls, high risk process parameter ranges studied
Table 10: Control strategy for the formulation of Dapsone gel.
Factor Attributes or
Parameters
Range studied
(lab scale) Purpose of control Carbopol 980
concentration Range 1.28-1.32%
To ensure proper viscosity and hardness of gel.
Transcutol
concentration Range 2.5-2.8%
To ensure complete drug solubilization along with formation of microparticulates of
desired ratio and to attain proper viscosity.
Shear rate Range 830-835 rpm To ensure proper mixing and gel formation.
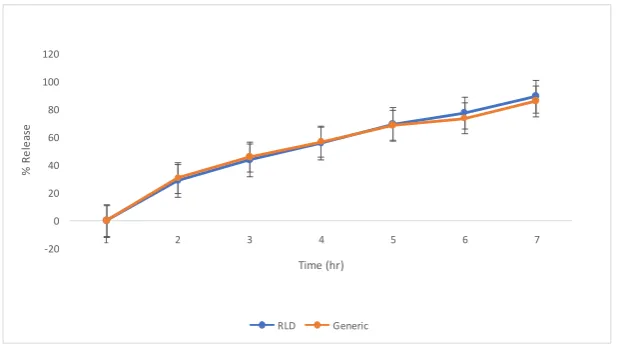
Comparison with RLD
In-vitro Permeation Test
The results of comparison between RLD and generic gel showed that the flux of generic gel
is similar to flux of RLD (fig. 5). The flux of RLD and generic dapsone gel was found to be
44.56±0.22 mg/hr/cm2and 44.13±0.27 mg/hr/cm2 respectively.
-20 0 20 40 60 80 100 120
1 2 3 4 5 6 7
%
R
e
le
as
e
Time (hr)
RLD Generic
Fig 5: Comparative drug permeation profile of RLD and generic gel.
[image:18.595.144.455.337.510.2]Table 11: Comparision Of Optimized Batch With Rld (n=3).
Formulation Viscosity
(cps)
Hardness (g)
Particle size (nm)
In vitro drug release rate
(/h)
Microparticulate/
Dissolved drug ratio Assay (%)
In vitro permea-tion
test (mg/h/cm2) RLD 4040±0.13 63.22±0.19 184.59±0.39 9.56±0.25 4.93±0.01 109.76±0.15 44.56±0.22
Optimized batch 4045±0.19 63.09±0.32 184.45±0.12 9.45±0.31 4.99±0.03 109.70±0.25 44.13±0.27
From table 11, it can be seen that the parameters of RLD and optimized batch like viscosity, hardness, particle size, in vitro drug release,
mmicroparticulate/dissolved drug ratio, assay and IVPT are similar.
CONCLUSION
The QbD approach taken during pharmaceutical development of Generic Dapsone gel 5% facilitated product and process understanding. During
the formulation development, the optimised formula which performs similar to RLD was developed using Design of Experiments. Proper risk
management was done prior to the any development which gave an idea about where the product could possibly fail and these risks were
addressed in the later development stages. During formulation and manufacturing process development, manufacturing process was defined
based on knowledge gained through development and optimization and a strategy for process control was developed.
ACKNOWLEDGEMENTS
The authors are thankful to GlaxoSmithKline, Mumbai for providing dapsone drug as gift sample for this work. They also thank to Principal Dr.
REFERENCES
1. Gorle A, Pawara K. Formulation, Development and Evaluation of Antiacne Dapsone Gel.
WJPPS, 2017; 6(8): 1664-1679.
2. https://www.fda.gov/Drugs/DevelopmentApprovalProcess/HowDrugsareDevelopedandA
pproved/ApprovalApplications/AbbreviatedNewDrugApplicationANDAGenerics/
3. http://www.paragraphfour.com/explained/process.html
4. Chang R, Raw A, Lionberger R, Yu L. Generic Development of Topical Dermatologic
Products: Formulation Development, Process Development, and Testing of Topical
Dermatologic Products. AAPS Journal, 2012; 15(1): 41-52.
5.
https://learnaboutgmp.com/good-validation-practices/pharmaceutical-quality-by-design-qbd-an-introduction-process-development-and-applications/
6. Chang R, Raw A, Lionberger R, Yu L. Generic Development of Topical Dermatologic
Products, Part II: Quality by Design for Topical Semisolid Products. AAPS Journal,
2012; 15(3):41-52.
7. ICH, Q8(R2), Pharmaceutical Development, Geneva, August, 2009.
8. ICH, Q9, Quality Risk Management, Geneva, November, 2005.
9. ICH, Q10, Pharmaceutical Quality System, Geneva, June 2008.
10.ICH, Q11, Development and Manufacture of Drug Substances (Chemical Entities and
Biotechnological/Biological Entities), Geneva, August, 2017.
11.Indian Pharmacopoiea, Controller of Publication, Govt. of India, Ministry of Health and
Family Welfare, New Delhi, 2007; 2: 376.
12.Beheshti-Maal L, Navidpour L, Afshar M. An Ecofriendly and Stability-indicating
RP-HPLC Method for Determination of Dapsone: Application to Pharmaceutical Analysis.
Chiang Mai J Sci, 2016; 43(3): 620-629.
13.Draganoiu E, Siahboomi AR, Tiwari S. Handbook of Pharmaceutical Excipients. In:
Rowe RC, Sheskey JP, Ouinn ME, editors. Carbopol, London; Pharmaceutical Press:
2006; 110-114.
14.Morris J. US Patent, US20100029781A1, 2010.
15.Proniuk S, Blanchard J. Anhydrous Carbopolw Polymer Gels for the Topical Delivery of
Oxygen/Water Sensitive Compounds. Pharmaceutical Development and Technology,