COST REDUCTION STUDY OF AUTOMOTIVE PART USING DFA METHOD: HEADLAMP
FARHAN BIN AB RAZAK
Thesis submitted in fulfilment of the requirements for the award of the degree of
Bachelor of Mechanical Engineering with Automotive Engineering
Faculty of Mechanical Engineering Universiti Malaysia Pahang
UNIVERSITI MALAYSIA PAHANG FACULTY OF MECHANICAL ENGINEERING
I certify that the project entitled “Cost Reduction Study of Automotive Part using DFA Method: Headlamp” is written by Farhan B. Ab Razak. I have examined the final copy of this project and in our opinion; it is fully adequate in terms of scope and quality for the award of the degree of Bachelor of Engineering. I herewith recommend that it be accepted in partial fulfillment of the requirements for the degree of Bachelor of Mechanical Engineering with Automotive Engineering.
Nur Azhani Binti Abd Razak
ii
SUPERVISOR’S DECLARATION
I hereby declare that I have checked this project and in my opinion, this project is adequate in terms of scope and quality for the award of the degree of Bachelor of Mechanical Engineering with Automotive Engineering.
Signature
Name of Supervisor: HADI BIN ABDUL SALAAM
Position: LECTURER OF MECHANICAL ENGINEERING. Date: 6 DECEMBER 2010
iii
STUDENT’S DECLARATION
I hereby declare that the work in this project is my own except for quotations and summaries which have been duly acknowledged. The project has not been accepted for any degree and is not concurrently submitted for award of other degree.
Signature
Name: FARHAN AB. RAZAK ID Number: MH07065
Date: 06 DECEMBER 2010
v ACKNOWLEDGEMENT
Assalamualaikum W.B.T. Alhamdulillah, in preparing this thesis, I was in contact with many people, academicians, and practitioners. They have contributed towards my understanding and thoughts. In particular, I wish to express my sincere appreciation to my supervisor, Mr. Hadi Abdul Salaam, for encouragement, guidance, critics and friendship. I am also very thankful to my previous supervisor, Mr. Mohd Fadzil Faisae Ab Rashid for his guidance, advices and motivation. Without their continued support and interest, this thesis would not have been the same as presented here.
I am also indebted to Universiti Malaysia Pahang (UMP) for supplying the product study and providing the internet facility. My sincere appreciation also extends to all my colleagues and others who have provided assistance at various occasions. Their views and tips are useful indeed. Unfortunately, it is not possible to list all of them in this limited space, I am grateful to all my family members.
vi
ABSTRACT
The ability to produce new product design with features such as a lower cost, higher quality than the original product is a key factor in meeting the market demand. Design for Assembly (DFA) has been widely used in industry and has produced many successes. Some of the methods known in the DFA industry now are the Boothroyd-Dewhurst DFA method, Hitachi assemblability analysis method (AEM) and the Lucas DFA-Hull method. With these well-known methods, many important changes and developments carried out either manually or through the automatic assembly. The goals of this project are to analyse existing headlamp using Boothroyd-Dewhurst DFA and Hitachi Assemblability Evaluation Method (AEM) in terms of assembly time, assembly cost and assembly efficiency. The headlamp that has been used in this project is a Saga BLM headlamp. The original headlamp and proposed headlamp design have been compared between each other’s and the best result is the proposed design which has the lowest assembly time, lowest assembly cost and highest percentage of design efficiency that is the third proposed design headlamp for each method.
vii
ABSTRAK
Keupayaan untuk menghasilkan produk baru yang mempunyai ciri-ciri seperti mempunyai kos yang rendah, tinggi kualiti daripada produk asal merupakan faktor utama di dalam memenuhi pasaran. Pemasangan Reka bentuk (DFA) telah banyak digunakan di dalam industri dan telah menghasilkan pelbagai kejayaan. Antara kaedah-kaedah DFA yang terkenal di dalam industri sekarang ialah kaedah-kaedah Boothroyd-Dewhurst DFA, Kaedah analisis Hitachi assemblability (AEM) dan kaedah DFA Lucas-Hull. Dengan adanya kaedah-kaedah yang ternama ini, banyak perubahan dan pembangunan penting dilaksanakan samada pemasangan secara manual ataupun pemasangan secara automatik. Tujuan dari projek ini adalah untuk menganalisis lampu depan yang sedia ada dengan menggunakan Boothroyd-Dewhurst DFA dan Hitachi Assemblability Kaedah Penilaian (AEM) dari segi masa pemasangan, kos pemasangan dan kecekapan pemasangan. Lampu depan yang digunakan dalam projek ini adalah lampu depan Saga BLM. Lampu depan yang asal dengan rekaan lampu depan yang dicadangkan telah dibandingkan antara satu sama lain dan rekaan terbaik ialah rekaan yang mepunyai masa pemasangan yang paling rendah, kos pemasangan yang paling rendah dan peratusan tertinggi dari segi kecekapan pemasangan iaitu rekaan lampu depan yang ketiga bagi setiap kaedah.
viii
TABLE OF CONTENTS
Page
TITLE PAGE i
SUPERVISOR’S DECLARATION ii
STUDENT’S DECLARATION iii
DEDICATION iv
ACKNOWLEDGEMENT v
ABSTRACT vi
ABSTRAK vii
TABLE OF CONTENTS viii
LIST OF TABLES xi
LIST OF FIGURES xiii
CHAPTER 1 INTRODUCTION 1.1 Introduction 1 1.2 Project Background 1 1.3 Problem Statement 3 1.4 Project Objective 3 1.5 Scope of Study 4
CHAPTER 2 LITERATURE REVIEW 2.1 Introduction 5
2.2 Design for Assembly 5
2.2.1 Comparison of Assembly Method 6
2.2.2 DFA guidelines and Principles 8
2.3 Design for Assembly method 12
2.3.1 Boothroyd-Dewhurst DFA method 13
2.3.2 Hitachi Assemblability Evaluation Method (AEM) 15
2.3.3 Lucas-Hull DFA method 18
2.4 Comparison of DFA methods 20
ix
2.6 Conclusion 26
CHAPTER 3 METHODOLOGY
3.1 Introduction 27
3.2 Design of project study 27
3.3 Method in separating components of the headlamp 30
3.4 Method in drawing the headlamp 30
3.5 Method of Boothroyd-Dewhurst 30
3.6 Method of Hitachi AEM 32
3.7 Conclusion 33
CHAPTER 4 RESULT AND DISCUSSION
4.1 Introduction 34
4.2 Product Information 34
4.3 Product Design Analysis by using Boothroyd-Dewhurst DFA 36 4.4 Original Design Analysis using Boothroyd-Dewhurst DFA 37
4.5 Original Design Calculations 44
4.6 Improvement of the Original Design using B-D DFA 45
4.7 First proposed headlamp design 45
4.7.1 First proposed headlamp design Analysis 46 4.7.2 First proposed headlamp design Calculations 48 4.8 Second proposed headlamp design 49 4.8.1 Second proposed headlamp design Analysis 50 4.8.2 Second proposed headlamp design Calculations 52
4.9 Third proposed headlamp design 53
4.9.1 Third proposed headlamp design Analysis 53 4.9.2 Third proposed headlamp design Calculations 55 4.10 Original Design Analysis by using Hitachi AEM 56
4.11 Original headlamp Calculation (Hitachi AEM) 60
4.12 Improvement of the original headlamp design by using Hitachi (AEM) 62
x
4.13.1 First proposed headlamp design calculations 66
4.14 Second proposed headlamp design analysis 67
4.14.1 Second proposed headlamp design calculations 70
4.15 Third proposed headlamp design analysis 72
4.15.1 Third proposed headlamp design calculations 75
4.16 Overall Result 76
4.17 Conclusion 77
CHAPTER 5 CONCLUSIONS
5.1 Introduction 78
5.2 Conclusion 78
5.3 Recommendations for Future Works 79
REFERENCES 80
APPENDICES 82
A Gantt Chart for PSM 1 82
B Gantt Chart for PSM 2 83
xi
LIST OF TABLES
Table No. Title Page
2.1 DFA methods comparison 21
2.2 Summary of previous research 24
3.1 DFA worksheet 31
3.2 Worksheet of Hitachi AEM 32
4.1 Information of the Headlamp Components 37
4.2 Boothroyd-Dewhurst DFA worksheet for original Saga BLM headlamp
design 42
4.3 Boothroyd-dewhurst DFA worksheet for first proposed Saga BLM
headlamp design 46
4.4 Boothroyd-Dewhurst DFA worksheet for second proposed Saga BLM
headlamp design 50
4.5 Boothroyd-Dewhurst DFA worksheet for third proposed Saga BLM
headlamp design 53
4.6(a) Hitachi AEM worksheet for sub-assembly parts of original Saga BLM
headlamp design 57
4.6(b) Hitachi AEM for main parts of original Saga BLM headlamp design 58 4.7(a) Hitachi AEM worksheet for sub-assembly parts of first proposed Saga
BLM headlamp design 62
4.7(b) Hitachi AEM worksheet for main parts of first proposed Saga BLM
headlamp design 63
4.8(a) Hitachi AEM worksheet for sub-assembly parts of second proposed Saga
BLM headlamp design 67
4.8(b) Hitachi AEM worksheet for main parts of second proposed Saga BLM
headlamp design 68
4.9(a) Hitachi AEM worksheet for sub-assembly parts of third proposed Saga
BLM headlamp design 71
4.9(b) Hitachi AEM worksheet for main parts of the third proposed Saga BLM
xii
4.10(a) Total result of all headlamp design using B-D DFA 75 4.10(b) Total result of all headlamp design using Hitachi AEM 75
xiii
LIST OF FIGURES
Figure No. Title Page
2.1 Relative costs of different assembly methods by type and production
Volume 7
2.2 Production ranges for each type of assembly method 7 2.3 Design to avoid an adjustment during insertion 9
2.4 Standardize parts 9
2.5 Features affecting part handling 10
2.6 Design to aid insertion 10
2.7 Results of DFA analysis 11
2.8 Features of Hitachi Assemblability Evaluation Method (AEM) 15 2.9 Example of the AEM Symbols and Penalty Scores 16 2.10 Flowchart of Hitachi Assembly Evaluation Method 17
3.1 Project flowchart 29
4.1 Picture of Proton Saga BLM 35
4.2 Bolt with the signal housing 44
4.3 Snap fit 45
4.4 2 Bolts, 1 Supporter and Bracket 48
4.5 Supporter combined with the Bracket 48
4.6 Example of the AEM symbols and the penalty score 55 4.7 Product tree diagram for Saga BLM headlamp 56
4.8(a) Bolt with the Signal Housing 61
4.8(b) Snap fit 61
xiv
CHAPTER 1
INTRODUCTION
1.1 INTRODUCTION
This chapter discussed about Design for Assembly (DFA) method, project background, problem statement, research objectives, and the scope of study. These information are important to give a starting point for the progress in this project. This project is focused on studying about assembly cost reduction of car headlamp using Boothroyd-Dewhurst DFA and Hitachi Assemblability Evaluation Method (AEM) approaches.
1.2 PROJECT BACKGROUND
Traditionally, product development was essentially done in several stages. The designer would design the product, and sometimes would construct working prototypes. Once the prototype was tested and approved, the manufacturing team would then construct manufacturing plans for the product, including the tooling etc. Often, different materials like different thickness or type of sheet metal, and different components like different sized screws would be substituted by the manufacturing team. Their goal was to achieve the same functionality, but make mass production more efficient. However, the majority of the design remained unchanged, since the manufacturing engineers could never be sure whether a change would affect some functional requirement. There are two things changed in the 1970’s, firstly, many new types of plastics were developed, and injection moulding technology became widely available, resulting in the possibility of low cost plastic components. An advantage of these new plastic materials was that they provided different material behavior. Thus, parts that had to be made from
2
metal and screwed together could just be made out of plastic and snap fitted. This reduced assembly time, assembly components, and production costs.
Secondly, several companies were trying to bring their products to the market faster. One problem with the earlier method of doing things was that each time there was a design change made by the manufacturing engineer, product development was held up, waiting for the Engineering Change Notice (ECN) to be approved by the designer. Often, this process introduced delays because the design engineer would be busy with other tasks, or unavailable. To avoid this, the concept of Concurrent Engineering (CE) became popular. The idea here was that a combined team of engineers and management would be assigned to each new product. This team may consist of mechanical designers, electrical engineers, software engineers, production engineers, marketing and sales, and management. Thus, as the design was being generated by the designers, the production people would give feedback about feasibility to manufacture, more economical alternatives etc. At the same time, sales people would negotiate of product outlook and features, and so on. The biggest advantage of CE was that the product was designed in a way that manufacturing cost and time would be low during production.
At this time, working with many different companies, Boothroyd’s team analysed existing designs of hundreds of products, and suggested design improvements based on manufacturing and assembly ease. Using the experience of these projects, they then developed a very large set of guidelines on how to estimate whether a design was designed well from a manufacturing point of view and potential methods to improve the designs.
Generally, there are three DFA methods used to reduce the cost of the product. The main methods are Boothroyd-Dewhurst DFA method, Lucas-Hull DFA method and Hitachi Assemblabitily Evaluation Method (AEM). This project is about applying Boothroyd-Dewhurst DFA and Hitachi Assemblability Evaluation Method (AEM) to make a new proposed design of headlamp which is better in the aspect of assembly cost, assembly time and assembly efficiency than the original one. This case study focused
3
on redesigning the car headlamp and the aim of analysis is to reduce the assembly cost for the headlamp.
1.3 PROBLEM STATEMENT
Headlamp normally consists of many components and parts from the bulb to the reflector of the lamp. In automotives industry, the components of the lamp are assembled and combined together to produce the headlamp. During this process, there are some parts of headlamp that are difficult to be assembled which means it takes more time to be assembled and as a result, the cost also increased.
In order to solve this problem, the project is done. The project also aims to minimize the difficulties encountered during assembly of the components of the headlamp. By using two methods of DFA which are Boothroyd-Dewhurst DFA and Hitachi Assemblability Evaluation Method (AEM), the existing design of headlamp was improved according to DFA guidelines and with the improvements that have been made in proposed design, the comparison between existing and proposed headlamp design in term of cost assembly, assembly time and assembly efficiency must be made in order to know whether the improvements are quite good or not.
1.4 PROJECT OBJECTIVES
The objectives are stated stated as below:
1. To analyse existing headlamp in term of assembly cost, assembly time and assembly efficiency by using Boothroyd-Dewhurst DFA and Hitachi (AEM) methods.
2. To come out with suggestions to reduce assembly cost for the headlamp. 3. To determine the assembly cost before and after improvement.
4
1.5 SCOPE OF STUDY
The scopes of this project are follows:
1. The CAD design of the original and the proposed design of the headlamp are done using Solidworks 2009 software.
2. Analysis of the original design and the proposed design of the headlamp are performed by using Boothroyd-Dewhurst DFA and Hitachi Assemblability Evaluation Method (AEM) methods.
3. Limited to headlamp for Saga BLM only and the proposed design is for suggestion purpose to manufacturer.
CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
This chapter discussed about the DFA and its guidelines. Besides that, the literature review gives a brief explanation about the functions and the principles of the DFA which is subcomponent of the DFMA itself. Some of the information in this chapter can give extra information which can be useful while doing this project.
2.2 DESIGN FOR ASSEMBLY (DFA)
Assembly is a major part in product manufacturing process and the function is to joint all the components and turn it as a complete product (Boothroyd et al., 2002). Design for Assembly is an approach to reduce cost of the product and time to assemble the product by simplifying the process and product. The DFA method should be considered at all stages of the design process especially in the early stages (Boothroyd et al., 1994). Using DFA tool, the product assembly could be analyse in effective way.
The aim of Design for Assembly (DFA) is to simplify the product so that the cost of assembly is reduced. However, consequences of applying DFA usually include improved quality and reliability, and a reduction in production equipment and part inventory. These secondary benefits often outweigh the cost reductions in assembly.
DFA recognises the need to analyse both the part design and the whole product for any assembly problems early in the design process. We may define DFA as process
6
for improving product design for easy and low-cost assembly, focusing on functionality and on assemblability concurrently.
The practice of DFA as a distinct feature of designing is a relatively recent development, but many companies have been essentially doing DFA for a long time. For example, General Electric published an internal manufacturing product ability handbook in the 1960's as a set of guidelines and manufacturing data for designers to follow. These guidelines embedded many of the principles of DFA without ever actually calling it that or distinguishing it from the rest of the product development process.
It was not until the 1970's that papers and books on the topic began to appear. Most important among these were the publications of G. Boothroyd that promoted the use of DFA in industry.
2.2.1 Comparison of Assembly Method
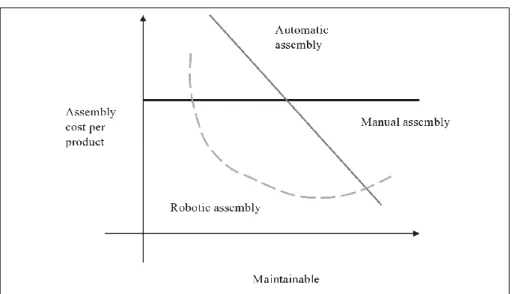
There are three method of assembly such as manual assembly, automatic assembly and robotic assembly (Boothroyd et al., 2002). What considerations affect the choice of methods? For manual assembly, the cost is fixed per unit regardless of the production volume. Fixed automatic assembly such as injection molded part, the more units produced, the closer it will get to just the cost of the materials (spreading fixed tooling costs and capital). Robotic or flexible assembly allows capital costs to spread across multiple uses, making cost per unit non-linear at lower volumes.
7
Figure 2.1: Relative costs of different assembly methods by type and production volume.
Source: Mital et al. (2007)
Graphically, the cost of different assembly methods can be displayed as in Figure 1. The non-linear cost for robotic assembly reflects the non-linear costs of robots even small ones cost a lot.
Figure 2.2: Production ranges for each type of assembly method
8
The appropriate ranges for each type of assembly method are shown approximately in Figure 2. Assembly methods should be chosen to prevent bottlenecks in the process, as well as lower costs.
2.2.2 DFA Guidelines and Principles
DFA applies to all the assembly operations, such as parts feeding, separating, orienting, handling, and insertion for automatic or manual assembly (Ghosh and Gagnon, 1989). Many factors can affect the reliability of the assembly operation. Several guidelines have been determined which can improve the reliability and the ease of the assembly. The DFA guidelines can be summarized as below (Otto and Wood, 2001).
1. Assemble only in open space, not in confined or restricted space. Never bury important components.
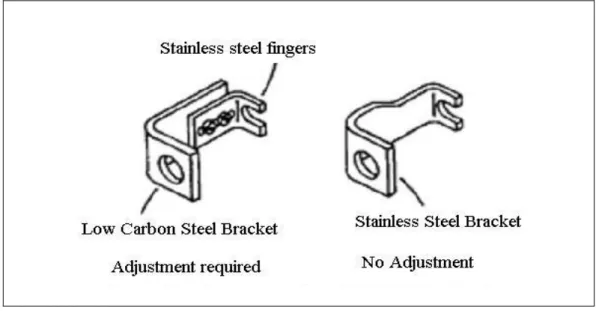
2. Minimise part count by incorporating multiple functions into single parts. 3. Modularise multiple parts into single subassemblies. (see Figure 2.3 ) 4. Make parts to identify how to orient them for insertion.
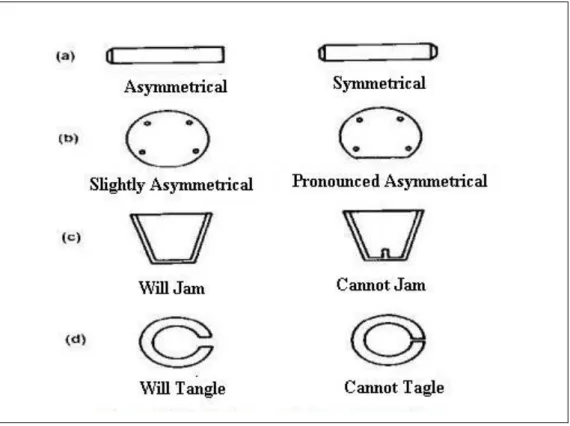
5. Standardise to reduce part variety (see Figure 2.4 ) 6. Maximise part symmetry (see Figure 2.5 (a) )
7. Design in geometric or weight polar properties if nonsymmetric. 8. Eliminate tangly parts. (see Figure 2.5 (d) )
9. Color code parts that are different but shaped similarly. 10. Prevent nesting of parts.
11. Provide orienting features on nonsymmetries.
12. Design the mating features for easy insertion. (see Figure 2.6 ) 13. Provide alignment features.
14. Insert new parts into assembly from above.
15. Insert from the same direction or very few. Never require the assembly to be turned over.
16. Eliminate fasteners.
9
18. Deep channels should be sufficiently wide to provide access to fastening tools. No channel is best.
19. Providing flats for uniform fastening and fastening ease. 20. Proper spacing ensures allowance for a fastening tool.
Figure 2.3: Design to avoid an adjustment during insertion
Source: Boothroyd et al. (2002)
Figure 2.4: Standardize parts.
10
Figure 2.5: Features affecting part handling
Source: Boothroyd et al. (2002)
Figure 2.6: Design to aid insertion