ABSTRACT
HUTCHINSON, SHAWN ROBERT. Thermoplastic polyacrylonitrile: investigation of polymer structure, melt behavior and fiber properties. (Under the direction of W. OXENHAM, B.S. GUPTA and A.E. TONELLI).
The objective of this research is to understand the structure, melt behavior, and fiber properties of Amlon® D, part of a family of thermoplastic high acrylonitrile (PAN) copolymer resins. A proposed crystal morphology model based on predicted and observed comonomer sequence lengths and melting behavior is presented. Thermograms of basic melt behavior demonstrate there is melting, but surprisingly no evidence of a first-order phase transition is observed.
Time-temperature stability and flow behavior was used to gain an understanding of processing parameters. Thermogravimetric analysis with mass spectrometry was used to study the stability. A capillary rheometer was used to obtain detailed rheology data employing a range of die sizes, melt times and shear rates.
THERMOPLASTIC POLYACRYLONITRILE
by
SHAWN ROBERT HUTCHINSON
A thesis submitted to the Graduate Faculty of North Carolina State University
In partial fulfillment of the Requirements for the degree of
Master of Science
TEXTILES
COLLEGE OF TEXTILES Raleigh, NC
2005
Approved by:
_____________________________ _____________________________
_____________________________ _____________________________
ii
DEDICATION
This work is dedicated to
my parents, sister, family and
friends,
iii
THE ROAD NOT TAKEN
By Robert Frost
TWO roads diverged in a yellow wood,
And sorry I could not travel both
And be one traveler, long I stood
And looked down one as far as I could
To where it bent in the undergrowth; 5
Then took the other, as just as fair,
And having perhaps the better claim,
Because it was grassy and wanted wear;
Though as for that the passing there
Had worn them really about the same, 10
And both that morning equally lay
In leaves no step had trodden black.
Oh, I kept the first for another day!
Yet knowing how way leads on to way,
I doubted if I should ever come back. 15
I shall be telling this with a sigh
Somewhere ages and ages hence:
Two roads diverged in a wood, and I—
I took the one less traveled by,
iv
AUTOBIOGRAPHY
Shawn Robert Hutchinson was born on February 2, 1978 in Frankfurt am Main, Hessen, Germany. Childhood was spent along the banks of the Ohio River in Vienna, West Virginia collecting Native American artifacts and cultivating towering gardens. In 1996, he graduated from Fuquay-Varina Senior High School Salutatorian and Student Body President. After graduating cum laude from Duke University with a B.A. in Computer Science and German minor, he worked as a software developer with a dotcom in Washington, D.C. and New York, NY.
v
ACKNOWLEDGEMENTS
The author would like to express his sincere appreciation to the committee chairpersons Drs. W. Oxenham and B.S. Gupta. Their support, motivation and suggestions made this project possible. Dr. Gupta, especially, provided indelible guidance on the ethics of scientific inquiry. Candid debates with Dr. A.E. Tonelli provided insight into the structure and properties of polymers and inspiration for an aspiring scientist. Appreciation is also extended to members Drs. J.P. Hinestroza and D.A. Shiffler. Many discussions with technical advisor C. Moses, of the Institute of Textile Technology provided enduring encouragement and support. Without hesitation, Dr. K.R. Beck invested his time into teaching analytical techniques and skills. Drs. S.M. Hudson and R. Kotek provided key recommendations along the journey.
Eine hertzliche Bedanken für Birgit Anderson and Ted Dodson, whose technical assistance made this project possible. Jason Dinsmore and Sabapathy Sankar of the Chemistry Department at North Carolina State University provided nuclear magnetic resonance training. Tulane University, Drs. D. De Kee, Y. Zhong, W. Liu, and the Tulane Institute for Macromolecular Engineering and Science (TIMES) graciously allowed their equipment to be used for the rheometry and part of the thermogravimetric analysis work. Thanks to Dralon, GmbH for allowing their fibers to be the subject of investigation free of charge.
vi
TABLE OF CONTENTS
LIST OF TABLES... IX
LIST OF FIGURES ... X
0 INTRODUCTION ...1
1 ACRYLIC CHEMISTRY ...3
1.1ACRYLIC MONOMERS...4
1.2MONOMER SYNTHESIS...5
1.3POLYMERIZATION...7
1.3.1 Bulk Polymerization ...7
1.3.2 Solution Polymerization ...8
1.3.3 Heterogeneous (Emulsion & Suspension) Polymerization ...9
2 POLYACRYLONITRILE FIBER TECHNOLOGY ...10
2.1HIGH ACRYLICS &MODACRYLICS...10
2.2BICOMPONENT FIBERS &CRIMP...12
2.3DYEABILITY...14
2.3.1 Acid & Base Dyes...14
2.3.2 Producer Dyed ...14
2.3.3 Pigmented ...15
2.4TECHNICAL APPLICATIONS...16
2.4.1 Reinforcing Fiber (Asbestos Replacement) ...16
2.4.2 Carbon Fibers...16
2.4.3 Moisture Absorbent Fibers ...17
3 FIBER SPINNING TECHNOLOGY...18
3.1WET SPINNING...19
3.1.1 Process ...19
3.1.2 Solvents...19
3.1.3 Polymer ...20
3.1.4 Coagulation ...20
3.1.5 After treatment...21
3.2DRY SPINNING...23
3.2.1 Process ...23
3.2.2 Solvents...24
3.2.3 Polymer ...24
3.2.4 Evaporation & Cross Sectional Shape...25
3.2.5 After treatment...25
3.3MELT SPINNING...27
3.3.1 Conventional Thermoplastics Processing...27
3.3.2 Imparted melt processability...28
3.3.3 PAN Hydrates...29
vii
4 MARKETS AND POTENTIAL ...30
4.1TRENDS IN THE WORLDWIDE SYNTHETIC FIBER PRODUCTION...30
4.2TRENDS IN THE ACRYLIC FIBER MARKET...30
4.2.1 Markets in the United States ...32
4.2.2 Markets in Europe and Asia ...39
4.2.3 Market Prospects...39
4.3COST ANALYSES...40
4.3.1 Poly(ethylene terephthalate)...40
4.3.2 Poly(propylene) ...41
4.3.3 Poly(amides) ...41
4.3.4 Solution processable high acrylonitrile copolymers ...42
4.3.5 Melt processable high acrylonitrile copolymers ...43
4.4POTENTIAL APPLICATIONS FOR THERMOPLASTIC PAN ...48
4.4.1 Comparative properties between synthetic fibers...48
4.4.2 Deniers, profiles and multicomponent fibers...49
4.4.3 Reinforcing fiber ...50
4.4.4 Carbon fibers...50
4.4.5 Composite and carbon carbon composite components...52
4.4.6 Limitations from the hot-wet conundrum...53
4.4.7 Outdoor fabrics...54
4.4.8 Nonwovens...54
4.4.9 Membranes, Films and Conductivities...54
5 POLYMER MICROSTRUCTURE ...57
5.1EXPERIMENTAL...61
5.1.1 Materials...61
5.1.2 Solution 13C Nuclear Magnetic Resonance ...62
5.1.3 Differential Scanning Calorimetry ...63
5.2RESULTS AND DISCUSSION...63
5.2.1 Solution 13C Nuclear Magnetic Resonance ...63
5.2.2 Differential Scanning Calorimetry ...70
5.2.3 Conclusions...72
6 POLYMER THERMOMECHANICAL ANALYSES ...76
6.1EXPERIMENTAL...77
6.1.1 Drying ...77
6.1.2 Fourier Transform Infrared Spectroscopy...77
6.1.3 Thermal Gravimetric Analysis & Mass Spectrometry...78
6.1.4 Capillary Rheometry ...78
6.2RESULTS AND DISCUSSION...81
6.2.1 Vacuum Drying...81
6.2.2 Chemical Composition...81
6.2.3 Thermal Stability...83
6.2.4 Degradation Byproducts ...85
6.2.5 Melt Time...86
viii
6.2.7 Conclusions...91
7 MELT EXTRUSION ...95
7.1 EXPERIMENTAL...98
7.1.1 Extrusion Device...98
7.1.2 Mechanical Properties ...102
7.1.3 Size Exclusion Chromatography ...102
7.1.4 Wide Angle X-ray Diffraction ...102
7.1.5 Differential Scanning Calorimetry ...103
7.2RESULTS &DISCUSSION...103
7.2.1 Melt Spinning...103
7.2.2 Mechanical Properties ...105
7.2.3 Molecular Weight...107
7.2.4 Wide Angle X-ray Diffraction ...119
7.2.4.1 Background ...119
7.2.4.2 Results and Discussion ...121
7.2.5 Paracrystallinity ...127
7.2.6 Conclusions...131
8 GENERAL CONCLUSIONS ...132
8.1FUTURE WORK...133
ix
LIST OF TABLES
Table 1. Raw Materials and Conversion Costs for Major Thermoplastic Polymers
...44
Table 2. Comparative Properties of Synthetic Fibers...49
Table 3. Comonomer Distributions and Number Average Sequence Lengths for Methyl Acrylate and Vinyl Acetate Copolymers ...67
Table 4. Thermogram Inflection Points and Enthalpies for Dried and Undried Amlon® D Pellets ...73
Table 5. Capillary Rheometry: Die Dimensions and Shear Rates...79
Table 6. Extrusion Conditions: Melt Temperature and Melt Times ...80
Table 7. Power Law Index for Dried Amlon® D Capillary Rheometry ...90
Table 8. Melt Extrusion, Winding and Drawing Conditions ...100
Table 9. Tenacity and Elongation for Meltspun Amlon® D Fibers by Total Effective Draw Ratio ...104
Table 10. Size Exclusion Chromatography Retention Times for Amlon® D Fibers ...108
Table 11. Wide Angle X-Ray Diffraction Reflection Spectrum Analysis of Amlon® D Fibers ...123
x
LIST OF FIGURES
Figure 1. Poly(acrylonitrile-co-methyl acrylate) ...11
Figure 2. Synthetic Fibers Market: Acrylics, Polyester, ...31
Figure 3. Capacity, Production, Domestic Shipments, Imports, Exports and Consumption in United States Acrylic Fiber Market...33
Figure 4. Capacity, Production and Consumption in the Acrylic Fiber Markets by Major Geographical Regions ...34
Figure 5. Acrylic Fiber Consumption by Apparel, Home ...36
Figure 6. Synthetic Fibers Market: Acrylics, Polyester, ...38
Figure 7. Raw Material, Intermediary and Fiber Costs for Poly(ethylene terephthalate), Poly(propylene), Poly(amides) and Polyacrylonitriles. ...46
Figure 8. Solution 13C NMR Spectra of Amlon® D in d6-DMSO...68
Figure 9. Number Average Acrylonitrile Sequence Length for Methyl Acrylate Copolymers by Mole Fraction of Acrylonitrile: Observed Lengths and Zero-Order, First-Zero-Order, and Second-Order Markov Models Lengths ...69
Figure 10. Differential Scanning Calorimetry Cooling Thermograms for Poly(ethylene terephthalate) Tire Cord Fibers ...72
Figure 11. Differential Scanning Calorimetry Thermograms for ...74
Figure 12. Weight Loss during Vacuum Drying of Amlon® D Pellets...82
Figure 13. Fourier Transform Infrared Spectra of Amlon® D Pellets ...82
Figure 14. Quasi-Isothermal Stability Thermogravimetric Analyses...84
xi
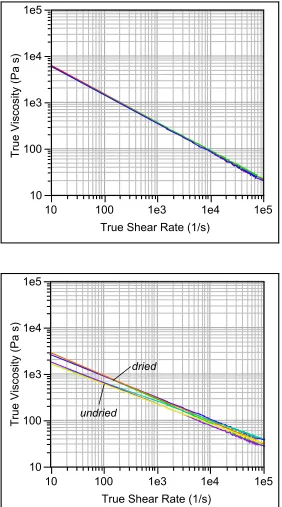
Figure 16. Mass Spectrometry Fragments of Undried Amlon® D Pellets Collected with Tandem Isothermal Thermogravimetric Analyses. ...87 Figure 17. Melt fractures of Dried Amlon® D Extrudate...92 Figure 18. True Viscosities by True Shear Rate for Dried and Undried Amlon® D
and Polypropylene by Temperature and Melt Time ...93 Figure 19. Melt Extrusion Device with Detail of Bore and Shroud Setup ...101 Figure 20. Linear Density (denier) of Melt-spun Amlon® D Fiber ...109 Figure 21. Load by Elongation Curves for Amlon® D Fiber, Plastic Deformation
and Deformation Strengthening ...110 Figure 22. Tenacity for Amlon® D Fiber by Total Effective Draw Ratio ...111 Figure 23. Elongations for Amlon® D Fiber ...112 Figure 24. Tenacity by Elongation and Spin Draw Ratio for Amlon® D Fiber ....113 Figure 25. Tenacities by Draw Ratio for Amlon® D Fiber ...114 Figure 26. Elongations at Break for Amlon® D Fiber ...116 Figure 27. Elongation at Break for Amlon® D Fiber...117 Figure 28. Wide Angle X-Ray Diffraction Reflection Spectrum for Fibers Extruded
with a Heat Shroud. ...124 Figure 29. Wide Angle X-Ray Diffraction Transmission Patterns for Fibers
1
0 Introduction
The ability to precisely control the physical structure of materials profoundly affects their properties. This ability will be one of the defining features of the new century. Acrylic is a unique example.
The commercial history of polyacrylonitrile dates back to the 1950s when Bayer and DuPont patented dry spinning technologies. The polymer degraded before melting, which rendered it processable only in harsh, toxic solutions. Inherent ultraviolet (UV) and chemical resistances made the fibers special in a number of applications and, combined with its high resiliency, a fiber of choice as a wool substitute at that time. However, low throughputs and expensive solvent recovery associated with solution processing made the fibers expensive. Variations in fiber diameter and surface imparted from solution processing, as well as competition from nylon, limited the success of the fiber. Lack of melt processability prevented the polymer from reaching its full potential in all contemporary thermoplastic polymer applications.
2
acrylic can now be processed in an environmentally friendly manner without the aid of solvents. However, little is publicly known about how to process this polymer. Generating such data and investigating the structure-property relationship of resulting fibers is essentially the focus of this study.
Acrylic Chemistry 3
1 Acrylic Chemistry
Vinyl monomers comprise a vast majority of modern synthetic chemicals. Acrylic is a constituent of a well-known subset of Acrylic Butadeine Styrene (ABS) plastics. ABS materials include some of the most specialized and highly valued of all petrochemicals. In particular, their chemical, thermal and ultraviolet (UV) resistances enable them to satisfy a technical niche all their own. Even amongst apparel markets, acrylonitrile provides an important alternative to woolens. ABS polymer applications affect nearly every level of daily human existence.
Polyacrylonitrile (PAN) and its copolymers are the only ABS polymers used today in fiber applications because it is sufficiently paracrystalline, which gives it the mechanical stability necessary for applications. The acrylonitrile sidegroups impart unique resistances and the strong interactions between them traditionally prevent the material from melting before it degrades. At temperatures above 200ºC, chemical changes begin to occur as the sidegroups begin to crosslink and cyclize. On one hand, PAN has desirable properties that are not found in other commodity fiber forming polymers such as polyamide, polypropylene and polyethylene terephthalate. However, these properties also prevent the polymer from being used in more general consumer plastic applications such as films because of processing requirements.
Acrylic Chemistry 4
commercial success of PAN applications. The nature of the required processing equipment itself restricted most of the uses to fibers. Accordingly, many scientists and chemical companies attempted to alter the chemical behavior so as to impart melt processability. To date, however, none of the techniques have proven successful on a mass scale due to pervading deficiencies in the mechanical properties of products and the economics of their production.
1.1 Acrylic monomers
‘Acrylic’ is the colloquial term for polyacrylonitrile, or PAN, and its copolymers. However, in organic chemistry, ‘acrylic’ applies to a classification of vinyl monomers having the basic form, where R1 and R2 are sidegroups:
C C H
H C
R1
O O
R2
The most widely used forms of acrylics are:
• CH2=CH⎯COOH, arylic acid
• CH2=CHCH3⎯COOH, methacrylic acid
• CH2=CH⎯COO⎯CH3, methyl acrylate
• CH2=CCH3⎯COO⎯CH3, methyl methacrylate (Plexiglas®)
• CH2=CH⎯CO⎯NH2, acrylamide
• CH2=CH⎯CHO, acrolein
Acrylic Chemistry 5
Other side groups in place of the R1 and R2, such as halides, enable a variety of property enhancements including flame resistance and dyeability.
In particular, methyl methacrylate is one of the mostly commonly used acrylic monomers due to their aging resistance. With a relatively easy bulk polymerization process, this monomer lends itself well to molding and casting at
low temperatures, from 45 to 90 °C. In bulk, the liquid polymer requires curing
from 1.25 to 2.5 hours ranging in temperature from 250 to 315 °C.
Cast methyl methacrylate is available in a variety of shapes – generally sheets, rods and tubes. The properties of these thermoplastic acrylics come in three grades: 1) outdoor use where moderate transparency is required having half the weight and tenfold impact resistance of glass, 2) heat-resistant that resists crazing and solvents, and 3) technical applications where high optical clarity and low defects are required. Cast materials are available in a variety of sizes with auxiliary properties from colors to scratch resistance [2].
1.2 Monomer Synthesis
Acrylic Chemistry 6
Aside from being the raw material for the polymerization of PAN, acrylonitrile is often also used as a precursor for high acrylic esters. The three main means of synthesizing acrylonitrile are 1) from propylene, ammonia and oxygen, 2) the dehydration of ethylene cyanohydrin into acrylonitrile and water with a catalyst and 3) a reaction of acetylene and HCN at high temperature with a catalyst, usually nickel carbonyl and hydrochloric acid:
1) 4CH2=C=CH2 + 4NH3 + 5O2 ⎯catalyst⎯⎯→ 4CH2=CH⎯CN + 10H2O
2) OH⎯CH2⎯CH2⎯CN⎯catalyst⎯⎯→CH2=CH⎯CN + H20
3) C2H2 + HCN ⎯400 500⎯⎯⎯− →
oC
catalyst CH2=CH⎯CN
The hydrolysis of acrylonitrile and methacrylonitrile is also used to synthesize acrylic acid and methacrylic acid:
CH2=CH⎯CN + H2O H
+
⎯ →⎯ CH2=CH⎯COOH + NH3
Acrylic Chemistry 7
1.3 Polymerization
The two sidegroups, R1 and R2, provide the means for a wide array of constituent compounds. Polymerization occurs between the double-bonded carbon atoms and creates high molecular weight polymers. The degree of polymerization and average molecular weight can create significant phase differences at room temperatures ranging from an oily liquid to a brittle solid.
Most acrylic bulk polymers are thermoplastic, or they soften at a specific temperature. Thermosetting, or crosslinking polymer chains, can decrease and altogether vanquish the plasticity of the polymer. Dimethacrylates and diallylic compounds are often used as thermosetting agents. Partially crosslinked polymers can yield desirable properties such as better heat resistance while retaining the plastic nature [2].
As in the synthesis of the monomer, polymerization is often a highly exothermic reaction. Control of the reaction and temperature are highly coupled. Polymerization of acrylics usually occurs in three ways: 1) bulk, 2) solution and 3) heterogeneous systems.
1.3.1 Bulk Polymerization
Acrylic Chemistry 8
point of the monomer to complete the reaction. This method is used primarily for 2-dimensional molds. Autoclaves are used for bulkier dimensions. The high molecular weight products are rigid and resistant to solvents.
1.3.2 Solution Polymerization
Lower molecular weight polymers are synthesized through solution polymerization. In this variation, the monomer and catalyst are added to a solvent in which both the monomer and polymer are soluble. Ethyl acetate, toluene and acetone are favorable solvents. As a result, this method is useful when the end product contains both solvents and the acrylic polymer, such as lacquer, some adhesives and most water-resistant films. The molecular weight is controlled by the amount of catalyst, ratio of solvent to monomer and reaction temperature [2].
Acrylic Chemistry 9
1.3.3 Heterogeneous (Emulsion & Suspension) Polymerization
Of the heterogeneous polymerization mechanisms, emulsion and suspension occupy the vast majority of preferred methods. For emulsion, an emulsifier and catalyst are dissolved in water. The monomer and surfactant are added to this mixture and agitated. A variety of emulsifiers and surfactants yield myriad reactions. The surfactant is arguably the most important part of the system as it is responsible, at sequential stages, first as a dispersant, second as a protective material to prevent coagulation and finally to suspend the solid polymer particles in water for a stable mixture.
Polyacrylonitrile Fiber Technology 10
2 Polyacrylonitrile Fiber Technology
In the 1950s, DuPont created the first acrylonitrile fiber, Orlon®. It was a dry-spun fiber composed of 100% acrylonitrile. This fiber had several defects that led to the next stage in polymer engineering. In particular, the high polarity of the acrylonitrile sidegroups and rigid conformation made solution processing difficult. Post-spinning processes such as dyeing were also adversely affected. As a result, copolymerization with vinyl or vinylidene compounds enabled the structure to be opened and softened [4].
2.1 High Acrylics & Modacrylics
The degree of copolymer delineates two types of acrylonitrile compounds: 1) high acrylic fibers consisting of at least 85% acrylonitrile (AN) and 2) modified acrylics (modacrylics) consisting of 35-85% acrylonitrile. Typical high acrylonitrile comonomers include methyl methacrylate, vinyl acetate or methyl acrylate, the latter is shown in Figure 1.
Polyacrylonitrile Fiber Technology 11
halogen modacrylics provide sufficient flame resistance for any application other than carpet. Nearly all flame retardant high acrylic production has ceased [6].
Due to the low boiling points of halogens, polymerization of modacrylics is conducted under increased pressures. Vinyl chloride (VC) requires the highest pressure and is relatively unreactive in copolymerization with acrylonitrile. Free radical polymerization of polyvinyl chloride and acrylonitrile occurs relatively fast. Copolymerization by means of adding an AN monomer to a VC-terminated chain occurs quickly. However, adding a VC monomer to an acrylonitrile-terminated chain occurs slowly. Thus, the concentration of AN is low. The free radical is unlikely to react with the vinyl chloride monomer. Thus, the copolymerization process requires excess VC and is controlled by the concentration of AN monomer. This reaction is generally conducted in a batch process. Molecular weight and separation of toxic unreacted monomer presents difficulties.
CH2 CH
CH2 CH
*
C N
n
C * O O
CH3
m
Figure 1. Poly(acrylonitrile-co-methyl acrylate)
Polyacrylonitrile Fiber Technology 12
sufficient molecular weight for fibers, the reaction rate is limited by a required low concentration of initiator [6].
Most modacrylics are wet-spun using solvents suitable for acrylonitrile. Dynel® appears to be the only exception to this process as it is either dry-spun with acetone or melt spun. During spinning, other compounds are added for increased flame retardance (antimony oxides), light stabilizers (titanium dioxide) and color stabilizers (pigments).
Wet spinning of modacrylics is conducted by a similar method to high acrylics. However, as halogens are sensitive to heat, minimizing heat exposure is critical during solution- and fiber-formation stages. During processing, small amounts of HCl and HBr are evolved creating mildly corrosive acids. Either in spinning or in customer processes, a weak base or epoxide is often added after heating to reduce acidity.
Other comonomers are used to alter the behavior of acrylics. Acrylamide is often used to control shrinkage and physical properties. Sulfonates improve dyeability [6].
2.2 Bicomponent Fibers & Crimp
Polyacrylonitrile Fiber Technology 13
similar to that observed in wool from the ortho- and para-cortexes. Belonging to this group of crimped bicomponents are water-reversibles and irreversibles.
In 1958, DuPont introduced the only water-reversible (through drying) Type 21 Orlon® bicomponent using hydrophobic PAN and a hydrophilic copolymer of AN with a sulfonate monomer. Although the spinerette holes are circular, a mushroom-shaped cross section is formed from forces in the gellation process. PAN is the ‘cap’ and AN/sulfonate is the ‘stem.’ Type 21 Orlon® as sold to the textile mill has primarily mechanical crimp. However, through exposure to water in dyeing and drying, a spiral crimp can be developed. The hydrophilic stem shrinks as water is removed. Uniquely, the properties of the AN/sulfonate compound enable this swelling and contraction to occur repeatedly. However, the mechanical forces providing the crimp are relatively low, so the crimp response only occurs when the fabric is not hung or blocked.
Polyacrylonitrile Fiber Technology 14
2.3 Dyeability
2.3.1 Acid & Base Dyes
Dyeing acrylic with an acid was the original method of coloring fibers. There were a number of drawbacks that prevented this from becoming the de facto standard. First, the dye sites were based on weak bases such as 2-vinyl pyridine. A strong acid was thus required in the bath to protonate the site and make it dyeable. Second, the amine group reduced the heat stability of the fiber. Further, the base color of the acid-dyeable fiber was cream and the fastness was not noteworthy. Finally, cost of the monomer was prohibitive.
The introduction of basic (cationic) dyes by DuPont and Bayer in the 1950s, Sevron® and Astrazon® dyes respectively, relegated acid-dyeable fibers to a specialty niche. The range of dyes was expanded as they had strong affinity for the sulfonic and sulfatic dyesites introduced from the polymerization initiator. Basic-dyeable fibers were less expensive as the monomer could be easily recovered in distillation enabling a continuous dyeing range. Further, these fibers had a whiter base and could be dyed at a more neutral pH with brilliant colors having better fastness [6].
2.3.2 Producer Dyed
Polyacrylonitrile Fiber Technology 15
stage occurs by three means: 1) gel state, 2) solution (dope) and 3) tow. During wet spinning, acrylic fibers have a porous structure of at least 50% void volume that is well suited for dyeing. Dye penetration is rapid and can be applied in numerous stages – in coagulation, during washing and stretching or after stretching. In contrast, dry-spun fibers have an insufficiently porous structure in the gel state to facilitate producer-dyeing [6].
2.3.3 Pigmented
Among other characteristics, acrylics are lauded for their lightfastness. This reputation can be maintained without sacrificing strength through pigments. High acrylics tend to have better light fastness than modacrylics as the latter can lose halogen groups upon exposure to heat and light. Further, hydrogenated halogens become brittle and discolor due to induced nitrile polymerization. High comonomer content also makes the fiber more permeable to oxygen. Oxygen causes chain scission by reacting with weak bonds on the backbone forming hydroperoxides.
Polyacrylonitrile Fiber Technology 16
2.4 Technical Applications
2.4.1 Reinforcing Fiber (Asbestos Replacement)
Asbestos fibers were well suited for mechanical reinforcement applications. Documented health hazards spurred interest in identifying alternatives. Important considerations include tenacity and modulus, retention of modulus in warm-moist conditions, resistance to alkali degradation and ability of the fiber to bond to cement. To acquire high tenacity over 70 cN·tex-1, high molecular weight (100,000 to 500,000) and high orientation are required. Modifying agents in modacrylics can significantly reduce the mechanical performance of fibers. Gel spinning acrylic fiber has yielded molecular weights over 1 million, but cost prohibits any commercial reinforcement applications [6].
2.4.2 Carbon Fibers
Acrylic fibers are a prominent precursor for carbon fiber, over rayon and pitch, differing by their achievable properties. The fiber must be stabilized in order to enable its conversion to a cyclic carbon structure. Typically, carboxylic acids or vinyl bromide copolymers cause ionic initiation and both lower the temperature for cyclization and moderate the exotherm. A more balanced exotherm prevents heat buildup and charring in yarn bundles. Effective monomers include acrylic acid, methacrylic acid, itaconic acid and vinyl bromide.
Polyacrylonitrile Fiber Technology 17
High molecular weights of over 1 million are sought. High orientation is also required to enable the chains to contribute completely to the overall strength of the fiber. All fiber spinning technologies are utilized with tradeoffs between productivity and fiber denier [6].
2.4.3 Moisture Absorbent Fibers
Fiber Spinning Technology 18
3 Fiber Spinning Technology
Traditionally, high acrylics and modacrylics are solution-spun using either ‘wet’ or ‘dry’ spinning conditions. The first form of solution-spun fibers appeared in the mid 1850s with the wet spinning of cellulosics into Chardonnet silk. In this process, after nitrating cellulose with a sulfuric acid/nitric acid solution, it was dissolved in a solvent to form a viscous ‘dope.’ The gel was forced through a spinneret forming fibers of cellulose nitrate. Afterwards, the fiber is washed, stretched and denitrified in an ammonium hydrosulfide bath. This application illustrates a general method of wet-spinning fibers – convert the fiber to a soluble form, induce a phase separation to form the fibrous network, and apply an after treatment to solidify to the desired structure. This process is still used today in the manufacture of rayon [7].
Fiber Spinning Technology 19
3.1 Wet Spinning
Wet-spinning systems account for nearly 85% of the worldwide acrylic fiber production. Many factors contribute to this dominance. A wide array of solvents can be used, depending on raw material, polymer solubility, after treatment and economics. The process is noted for its large production capacity in a relatively safer human environment with low potential for human exposure. Finally, the fiber in gel form is porous, allowing for in-line dyeing [8].
3.1.1 Process
In the wet-spinning process, dissolved polyacrylonitrile is pumped through a spinneret that is submerged in a coagulating bath. The bath contains the solvent and water. As the polymer solution passes through the coagulant or nonsolvent, a phase change occurs whereby the solvent diffuses out and the nonsolvent diffuses in. The newly formed fibers emerge in a gel form from the bath where they are later subjected to a series of aftertreatments.
3.1.2 Solvents
Fiber Spinning Technology 20
3.1.3 Polymer
Solution properties and practical considerations limit the polymer concentrations. Polymer solubility and solution spinning pressure limits high concentrations. The ability of a solvent to maintain a spinning solution without gelation limits polymer solubility. Commercial systems tend to enhance gelation, so the polymer concentration limit in DMF and DMAc is 30%. High molecular weight and concentrations create high solution viscosity. Thus, equipment design limits line speeds and coagulant temperature. However, too low concentrations prevents proper coagulation and proves too costly for solvent recovery [7].
3.1.4 Coagulation
Fiber Spinning Technology 21
solvent and nonsolvent as well as the phase separation characteristics drive the underlying transition.
As numerous factors contribute to the ultimate fiber properties, a wide range of fibers can be formed. Particularly, shape, surface texture, luster and physical properties can be altered. Even the wet process itself can be changed. The dry-jet wet spinning procedure moves the spinneret prior to the coagulant, allowing for a difference in dope and bath temperatures. This procedure also reduces the fiber stress at the spinneret-coagulant interface of wet spinning. Dry-jet wet spinning is suited for high production rates with a smaller number of capillaries. The resulting structure resembles dry-spun fibers [7].
3.1.5 After treatment
Efforts to remove residual solvent and orient the fiber structure ensue upon emergence of the dope stream from the coagulant bath. Such after treatments consist of four general stages: washing, orientation, finishing and relaxing.
Washing is another diffusion-driven stage, controlled by temperature and concentration of wash liquid. Near-boiling water is typically used as the wash bath. Generally, this stage occurs either before or in conjunction with stretching. The fiber is purposefully left with residual solvent and a porous structure to enable further processing in gel form.
Fiber Spinning Technology 22
transition temperature where the fiber is stretched 3 to 12 times between rolls using water as the heat-delivery mechanism.
Finishing is used to facilitate further processing in the final relaxing stage using lubricants and antistatic chemicals. Composition of the finish is dependent upon end use. If applied before relaxation, finish chemicals inevitably diffuse into the structure of the fiber via pores.
Fiber Spinning Technology 23
3.2 Dry Spinning
In contrast to wet spinning where nonsolvents diffuse into and solvents diffuse out of the dope, formation of fibers by dry spinning occurs from solvent evaporation. Evaporation is encouraged through a hot inert gas as the gel passes out of the spinnerets. I.G. Farben AG first filed patents on the dry-spinning use of DMF in 1942 as a solvent for polyacrylonitrile, which predated patents filed by DuPont by only two months. World War II prevented Bayer from producing it until 1954. DuPont and Bayer’s rights to the dry spinning procedure created the impetus for other chemical companies to develop the wet spinning procedure [4].
3.2.1 Process
A properly-mixed and de-aerated solution is pumped through the spinneret. The most important stage in fiber spinning is the evaporation of the solvent after the solution emerges from the spinneret. In dry spinning, the spinneret is ring shaped to circulate the drying gas through the inner mount and outside. The spinneret is made from stainless steel having generally 2800 apertures.
Fiber Spinning Technology 24
m·sec-1, to avoid fibers from sticking together. Expected output is 8 – 15kg of PAN solids per hour with up to 100,000 holes per spinneret and linear speeds of 100 m·min-1. Around 5 – 25% of the solvent is kept in the fiber to aid in further processing. After sufficient solvent is evaporated, an oil finish is applied to the filaments, drawn off by godet rollers and wound at 200 – 500 m·min-1 [4].
3.2.2 Solvents
For successful dry spinning, a number of factors must be considered. First, the polymer must have sufficient stability at the solvent boiling point. Secondly, the solvent should dissolve well, and not react with dissolved polymer and have a low boiling point. Additionally, the heat of vaporization must be kept low while having sufficient thermal resistance, low toxicity, low tendency to induce static charge, low risk of explosion and easy to recover. Finally, cost should not be prohibitive. Given these considerations, DMF was considered the best solvent [4].
3.2.3 Polymer
Fiber Spinning Technology 25
3.2.4 Evaporation & Cross Sectional Shape
Solvent evaporates as the solution leaves the spinneret. Once in the hot atmosphere of the spinning tube, the rate of primary evaporation must be maintained slowly to prevent a sudden pressure drop. This can cause vapor bubbles in the filament, which retards the fiber tensile properties.
Secondary evaporation occurs through diffusion. Material, concentration and temperature-related diffusion coefficients should be controlled throughout evaporation. Environmental conditions, take-up speed and length of time in spinning tube determine the amount of solvent present in the gelled fiber.
Differential evaporation and diffusion rates create a solvent gradient with the outer sheath solidifying faster. Further diffusion from the core reduces its mass, causing the sheath to collapse inward. Equivalent diffusion and evaporation rates create a circular cross section. A much faster evaporation rate creates the bi-lobal, or dog-bone shape. Dwell time in the spinning tube also affects the cross sectional shape. Longer time in the cell allows for more diffusion to take place and more prevalent lobes [4].
3.2.5 After treatment
Final fiber properties are imparted in the last stages of processing. Drawing, washing, finish and drying are the typical steps. Afterwards, fibers are crimped and packed.
Fiber Spinning Technology 26
sufficient solvent content do not show a draw point, but must be stretched adequately to impart full possible orientation. Fibers are stretched in boiling water between one or two draw zones.
Washing begins before drawing where a tow can be exposed longer to the washing bath. Washing is conducted under tension. Solvent diffuses out of the fiber and into the water bath. Circulating the bath keeps solvent concentration and temperature constant. Final residual content is less than 1% and generally requires 20 washing zones and a total treatment time of 300 seconds. Finish lubricates the fibers for further processing, imparts adhesion and prevents static buildup.
Fiber Spinning Technology 27
3.3 Melt Spinning
3.3.1 Conventional Thermoplastics Processing
The three main stages for melt spinning polymers are preparation of the melt, extrusion and winding. A molten polymer is forced through a spinneret orifice at a given temperature, pressure and rate. The flow is collected at a different velocity at the site of ‘take-up.’ The distance between the spinneret and take-up is variable. Once the polymer reaches the take-up area, the process of initial fiber formation through solidification and cooling is finished.
From high production rates and absence of required equipment, of all types of fiber spinning methods, melt spinning is the most economical. The only caveat is having a thermally-stable and coherent polymer in molten stream form.
Unlike wet- and dry-spinning, there is generally no mass transfer between polymer and surroundings. Steady state is then defined as the product of density, cross-section area and velocity of the spinning line at a given distance from the spinneret. Numerous variables are defined that influence the properties of the fiber. Ziabicki outlines constituent parameters of three categories: 1) primary, 2) secondary and 3) ‘resulting’ [9].
Fiber Spinning Technology 28
The secondary variables relate to the equation of continuity between density, area and velocity. In particular, extrusion velocity, average diameter and titre of the as-spun filament and the spin-draw ratio, or ratio of take-up velocity and extrusion velocity, are the defined variables.
The resulting variables follow from the kinematics and dynamics of the spinning process. These characteristics include take-up tension, take-up stress, ultimate filament temperature, and any other texture or physical properties of the as-spun fibers [9].
3.3.2 Imparted melt processability
For PAN, melt processability can be imparted if the melting point is brought sufficiently below the degradation point. One of the most direct ways is inclusion of 5 – 20% of low molecular weight polyacrylonitrile or incompatible lubricating component such as a polyolefin or polyamide. However, these materials can adversely affect the mechanical properties and chemical resistances of the resulting fiber.
Fiber Spinning Technology 29
3.3.3 PAN Hydrates
Water decouples the dipole interaction between the acrylonitrile sidegroups and has been employed in an attempt to produce melt-spun fibers from a high pressure (30 to 70 bar) system. PAN exists in four primary phases, depending on temperature and contact with water: solid, hydrate, dual and suspension. At temperatures above 150ºC and water contents between 5 and 25%, the hydrate form is a metastable single phase where water evaporates out of the hydrate stream to form fibers. The throughput rate is thus a function of the rate of evaporation.
Mechanically, the fibers have a tenacity of about 4.5 gf·den-1 and a breaking elongation of 40%. This fiber also has an irregular cross-section. Quality as well as economic issues, such as pressure, throughput and energy consumption, are obstacles that prevented implementation of this technology [4].
3.3.4 Summary of Prior Art in ‘Melt Processable’ PANs
Markets and Potential 30
4 Markets and Potential
A thermoplastic version of high polyacrylonitrile has been sought for many decades. However, the anomalous paracrystalline morphology and lack of ability to control the structure of the copolymer prevented an innately thermoplastic form from being available. Now that a process for structuring the polymers has emerged, the larger potential for the material can be explored.
4.1 Trends in the Worldwide Synthetic Fiber Production
Worldwide consumption of synthetic fibers shows clear trends for the past 10-15 years, Figure 2. Polyester, or poly(ethylene terephthalate), continues to be the largest fiber in production and the fastest growing. Filament rather than staple is the most popular form. Polyolefins including poly(ethylene) and poly(propylene) show steady growth since 1994. Aramids, nylon (PA) filament, acrylic, and cotton fibers show nearly constant consumption.
4.2 Trends in the Acrylic Fiber Market
Markets and Potential 31
Figure 2. Synthetic Fibers Market: Acrylics, Polyester,
Nylons, Aramids, and Polyolefins
a) Worldwide Consumption [11]
b) Worldwide Consumption, [12-19], a excluding U.S. Aramids
0 5 10 15 20 25
Production (millions of metric tons)
1994 1996 1998 2000 2002 Year
0 5 10 15 20 25
Production (millions of metric tons)
1985 1990 1995 2000 2005 Year
Acrylics Nylons
Polyester Polypropylene
Markets and Potential 32
4.2.1 Markets in the United States
Markets and Potential 33
Figure 3. Capacity, Production, Domestic Shipments, Imports, Exports and Consumption in United States Acrylic Fiber Market.
[23]
0
100
200
300
400
Amount (thousands of metric tons)
1975 1980 1985 1990 1995 2000 2005
Year
Capacity Production Domestic Shipments
Markets and Potential 34
Figure 4. Capacity, Production and Consumption in the Acrylic Fiber Markets by Major Geographical Regions
a) Asia [23]. b) China [23].
0 100 200 300 400 500 600
Amount (thousands of metric tons)
1980 1985 1990 1995 2000 2005 Year
Capacity Production Consumption 0
250 500 750 1000 1250 1500
Amount (thousands of metric tons)
Markets and Potential 35
Figure 4. Capacity, Production and Consumption in the Acrylic Fiber Markets by Major Geographical Regions. (continued)
c) United States [23]. d) Japan [23].
0 100 200 300 400 500
Amount (thousdands of metric tons)
1970 1975 1980 1985 1990 1995 2000 2005 Year
Capacity Production Consumption 0
100 200 300 400 500 600
Amount (thousands of metric tons)
Markets and Potential 36
Figure 4. Capacity, Production and Consumption in the Acrylic Fiber Markets by Major Geographical Regions (continued)
e) Western Europe [23].
Figure 5. Acrylic Fiber Consumption by Apparel, Home
Furnishings and Industrial Market Segments.
a) United States [23].
0 250 500 750 1000 1250
Amount (thousands of metric tons)
1970 1975 1980 1985 1990 1995 2000 2005 Year
Capacity Production Consumption
0 50 100 150 200 250
Amount (thousands of metric tons)
Markets and Potential 37
Figure 5. Acrylic Fiber Consumption by Apparel, Home
Furnishings and Industrial Market Segments. (continued)
b) Japan [23]. c) Western Europe [23].
0 25 50 75 100
Amount (thousdands of metric tons)
1990 1995 2000 2005
Year
0 100 200 300 400 500
Amount (thousands of metric tons)
1985 1990 1995 2000 2005 Year
Markets and Potential 38
Figure 6. Synthetic Fibers Market: Acrylics, Polyester,
Nylons, Aramids, and Polyolefins
a) Worldwide Consumption [11]
b) Worldwide Consumption, [12-19], a excluding U.S. Aramids
0 5 10 15 20 25
Production (millions of metric tons)
1994 1996 1998 2000 2002 Year
0 5 10 15 20 25
Production (millions of metric tons)
1985 1990 1995 2000 2005 Year
Acrylics Nylons
Polyester Polypropylene
Markets and Potential 39
4.2.2 Markets in Europe and Asia
Consumption of acrylic fibers in the traditional markets – the United States, Western Europe and Japan – continues to contract. Strong exports characterize these markets, where traded fibers are more application specific. The use of acrylic fibers in Western Europe tends to be bulk fabrics, Figure 5. Japanese use is mainly carbon fibers. The balance of these exports finds buyers in China, where consumption is rapidly accelerating. In 2000, China became not only the largest consumer of acrylic fibers worldwide, but consumed more acrylic fibers than all other combined acrylic worldwide markets with 840,000 million metric tons. While their production is increases, the gap between consumption and production grows. While the demand to import fibers into China is increasing, the pervading worldwide overcapacity prevents some from remaining in operation. Indonesia shows the second largest consumption of acrylic fibers at 120,000 metric tons in 2004 [23]. India is the third largest Asian market, whose annual consumption of acrylic fibers was only 102,000 metric tons, or approximately 8.5% of China [25].
4.2.3 Market Prospects
Markets and Potential 40
manufacturing textiles from filaments rather than staple yarns should decrease the overall production costs. If the fiber performs better, specifically in tenacity, washability, crease-ability, and elastic recovery, low raw materials cost could make it a less-expensive alternative to polyesters and/or nylons. Furthermore, in addition to fibers, a melt-processable material will offer many new alternatives in the wider thermoplastic polymer markets of films. Polyacrylonitrile would then offer its unique properties – namely UV and chemical resistances – and improved mechanical performance in a commodity, thermoplastic form.
4.3 Cost Analyses
The benefits of melt processing, aside from mechanical enhancements, are cost driven. The least expensive manufacturing route is synthesis of the polymer followed by direct conversion to fibers. Cost predictions of melt processable high acrylonitrile are based on raw materials and estimated conversion costs for poly(ethylene terephthalate), polypropylene, and polyamides or nylons. The results are presented in Table 1.
4.3.1 Poly(ethylene terephthalate)
Markets and Potential 41
Approximately 0.39 pounds of EG and 0.90 pounds of PTA are required per pound of synthesized PET [26, 27]. Raw material, resin, filament and staple costs are shown in Figure 7 a). From 2000 – 2003, the average conversion cost, or difference between filament and raw material costs, was 27 cents·pound-1.
4.3.2 Poly(propylene)
Polypropylene, a polyolefin, is synthesized directly from propylene with assistance of metallocene catalysts that enable molecular weights and bulk properties to be engineered. It is one of the easiest polymers to handle and fastest growing segments of the synthetic fiber industry with 2002 production just under 6 million metric tons [28, 29]. Approximately 1.01 pounds of polymer-grade propylene are required for each pound of polypropylene. Raw material, resin and various fiber and yarn costs are shown in Figure 7, b). Since 2000 the average conversion cost, or difference between raw materials and polymer resin was 15 cents·pound-1. A lower conversion cost, when compared with PET, is due to the difference in final product (resin versus filament) and the higher operating temperature required to process molten PET.
4.3.3 Poly(amides)
Markets and Potential 42
is synthesized directly from caprolactam requiring 1.01 pounds per pound of Nylon 6. Nylon 66 is synthesized from adipic acid and hexamethylenediamine requiring 0.73 and 0.57 pounds per pound of polymer, respectively [30]. Nylon fibers have some of the highest tenacities of commodity fiber-forming polymers, ranging from 4.5 – 5.5 gf·den-1. In 2000, over 4 million metric tons of nylon fiber was produced. Raw material, resin, and fiber costs are shown in Figure 7, c).
4.3.4 Solution processable high acrylonitrile copolymers
While the cost of raw polyacrylonitrile materials – chemical grade propylene and ammonia – is the lowest raw material cost among the major thermoplastic fiber-forming polymers. Trends in raw materials, intermediate and fiber costs are shown in Figure 7, d). In 2002 the cost was approximately 19 cents·pound-1 [31], versus 20 for the polymer-grade propylene used in polypropylene. However, 1.2 pounds of chemical grade propylene are required for one pound of acrylonitrile, bringing the raw material cost to 22 cents·pound-1 versus a similar 20 cents·pound-1 for polypropylene, whose difference changes where the cost of chemical and polymer grade propylene vary somewhat independently.
Markets and Potential 43
4.3.5 Melt processable high acrylonitrile copolymers
In acrylic copolymers, inclusion of comonomers will increase the cost of the resin. In 2003, the cost of vinyl acetate was 48 cents·pound-1 [32] and methyl methacrylate 65 cents·pound-1 [33]. In 1994, methyl acrylate was 12 cents·pound-1 more expensive than methyl methacrylate [34], putting the current price probably between 70 to 80 cents·pound-1. While methyl acrylate and vinyl acetate are similar chemicals, despite its higher cost, methyl acrylate was the original comonomer used in Orlon® [10], is still used in Dralon® and is the comonomer used for the Amlon® D copolymer in this study. Based on the most recent prices, the raw material cost for an 85% acrylonitrile acrylic copolymer would lie between 29 and 31 cents·pound-1. In 2002, the raw material costs of poly(ethylene terephthalate) was 36, nylon 6 72 cents·pound-1, and nylon 66 117 cents·pound-1. Thus, the raw materials for acrylonitrile are the second least expensive of commodity synthetic fibers.
Markets and Potential 44
costs of converting the raw materials to a resin and the raw material cost for acrylonitrile, the expected cost of melt processable polyacrylonitrile resin might be between 45 and 65 cents·pound-1, depending on the efficiency of polymerization and type of comonomer produced.
Table 1. Raw Materials and Conversion Costs for Major Thermoplastic Polymers
Conversion Costs (¢·lb-1)
Resin Materials Raw Cost(¢·lb-1) Resin Fiber
PET (dimethyl terephthalate or Ethylene glycol and purified terephthalic acid)
36 40 Stp: 19
Fil: 27
PP Polymer grade propylene 22 15 n/a
PAs
6: Caprolactam 6,6: adipic acid and hexamethylenediamine
6: 72
6,6: 117 6,6: 21 6: 53 Fil: 21
coPNAs Chemical grade propylene and ammonia ±30 n/a Stp: 58
Amlon® Chemical grade propylene and ammonia ±30 45 - 65 Stp: 20 – 30 Fil: 30 – 45
Markets and Potential 45
Markets and Potential 46
Figure 7. Raw Material, Intermediary and Fiber Costs for Poly(ethylene terephthalate), Poly(propylene), Poly(amides) and Polyacrylonitriles.
a) Poly(ethylene terephthalate) [26, 27, 35, 36].
b) Poly(propylene) [28, 29, 37].
20 40 60 80 100 120
Cost (cents per pound)
1980 1985 1990 1995 2000 2005 Year
Raw Materials Unsaturated Resin Filament (150 denier) Staple
0 50 100 150 200 250
Cost (cents per pound)
1980 1985 1990 1995 2000 2005 Year
Raw Materials Homopolymer Resin Carpet Face Yarn (2750 denier) Upolstry (fine denier)
Markets and Potential 47
Figure 7. Raw Material, Intermediary and Fiber Costs. (continued)
c) Poly(amide), Nylons [30, 38-41]. d) Poly(acrylonitrile) [23, 29, 31].
0 50 100 150 200 250 300
Cost (cents per pound)
1980 1985 1990 1995 2000 2005
Year
Nylon 6 Raw Materials Nylon 66 Raw Materials Nylon 6 Resin
Nylon 66 Resin Carpet Yarn (1200 den) Textile Yarn (40 den)
0 25 50 75 100 125
Cost (cent per pound)
1980 1985 1990 1995 2000 2005
Year
Raw Material Acrylonitrile List
Markets and Potential 48
4.4 Potential Applications for Thermoplastic PAN
Historically, high cost, low throughput and difficult processing prevented polyacrylonitrile from reaching its full potential as a commodity polymer. Few unmodified vinyl polymers offer such characteristic properties, especially those of chemical and UV resistances. Fluorinated and chlorinated chains are notable alternatives, each having their specific uses, which are dependent upon their unique chemistries.
4.4.1 Comparative properties between synthetic fibers
Markets and Potential 49
4.4.2 Deniers, profiles and multicomponent fibers
Properties of fibers and fabrics depend not only on the chemistry of the fiber, but often times more importantly on their physical structures. A large diameter, for instance yields a higher bending rigidity, which is helpful in some mechanical applications. However, fine denier fibers are useful for good draping and soft hand. Finally, optical properties are dependent not only on the diameter, but on the shape of the fiber. The latter affects the way light is reflected or refracted, which creates optical illusions.
Table 2. Comparative Properties of Synthetic Fibers
Fiber Tenacity
( gf·den-1 ) Elongation(%) Specific Gravity Regain (%) Moisture Poly(amide) [30] 4.5 – 5.6 25-33 1.14 4.0 – 4.5 Poly(ethylene terephthalate) [35] 4.6 – 5.0, 8.9 20-55, 12 1.38 0.4
Poly(propylene) [43] 3.0 – 4.0 80 – 100 0.91 0.0 Poly(acrylonitrile) [23] 2.5 – 4.0 20 – 55 1.16 – 1.18 1.0 – 2.5
Traditionally, acrylic fibers are either bi-lobal or round. With a thermoplastic form, diameters can be shaped as tri-lobal, or any other kind of profile. Fibers with desired luster can thus be obtained, specifically for carpets. Already, some Amlon® fibers have been observed to have high lustrous properties. Since the density of acrylic copolymers, which is dependent upon the type and concentration of comonomers, is similar to nylon [44], a standard in fashion fabrics, lightweight lustrous fabrics from Amlon® can also be constructed.
Markets and Potential 50
systems. The fibers and fabrics are often used to achieve suede hand, filtration and in absorptive applications [46]. Amlon® would potentially enable a range of new technical fabrics from material containing a high content of acrylonitrile with the characteristic resistant properties.
4.4.3 Reinforcing fiber
Acrylic fiber tow finds application as reinforcement for cement and concrete products. The polymer should be 100% acrylonitrile to hinder decreases in tenacity and modulus from warm-moist effects [6]. Meltability of a fiber may not be advantageous in applications that demand consistent mechanical behavior in hot and wet environments. Furthermore, high molecular weights, whose range is between 100,000 and 500,000, are typically used. This can significantly increase solution viscosity and would likewise increase melt viscosity. A melt-processable PAN might not be suited in this application.
4.4.4 Carbon fibers
Markets and Potential 51
Furthermore, the conversion of precursor fibers to carbon fibers involves a thermomechanical stabilization treatment in order for successful pyrolysis to carbon. During this stage, the fiber is placed under low tension and slowly heated to 260 – 290ºC while the polymer chains cyclize to form an imine structure and then oxidize to form a pyridone structure. In other words, the sidegroups collapse and cross link to form an intermediate conjugated structure. The nitrogen in the acrylonitrile sidegroup loses its triple bond to form a double bond with its partner carbon and forms a single bond with the carbon in the sidegroup of the neighbor. The cyclized structure is oxidized to maintain its stability during pyrolysis.
This process of thermomechanical stabilization has emerged specifically for the traditional solution-processed acrylic fiber. Therefore, it is possible that a similar mechanism of stabilization may be unsuccessful in converting a melt processable fiber at temperatures above its melting point. For polyacrylonitrile, alternative forms of oxidation stabilization involve UV radiation, gamma irradiation, and chemical treatment, the former was investigated by Paiva for Amlon® [48].
Markets and Potential 52
developed. Guidelines for an appropriate technique may be found in existing technologies.
As the Amlon® technology includes olefinically unsaturated monomers, comonomers like itaconic acid that are more appropriate for carbonization may be investigated. The amount of comonomer and the associated bulk properties require engineering for specific applications. In summary, the use of Amlon® for carbon fiber technologies will likely require significant and long-term development.
4.4.5 Composite and carbon carbon composite components
Amlon® will likely find application in the larger field of composites and carbon carbon composites. Various thermoplastic, thermoset and epoxy matrices are employed in a wide range of composite applications from pultruded to laminated products [49]. The existence of a thermoplastic polyacrylonitrile would provide a low cost carrier where UV and chemical resistance is advantageous. In particular, marine, aerospace, automobile, and consumer product industries are probable candidates.
Markets and Potential 53
CCCs are fabricated using two main techniques: gas phase infiltration (GPI) and liquid phase infiltration (LPI) [50]. In GPI, the composite is heated in a furnace up to 1100 ºC where hydrocarbon gas is circulated. A “crust” is gradually deposited in the substrate surface. In LPI, matrices are typically either pitch or a thermoset resin like phenol formaldehyde. The composite is oxidized and converted to carbon and densified by filling voids that are created during degassing of carbonization byproducts within the matrix. Densification usually involves two or three stages to ensure a consistent structure. Low viscosity phenol is used in monolithic composites, whereas pitch is impregnated in thin-section carbonaceous preforms. The material choice depends on the application and cost. Amlon®, similar to pitch, may offer a matrix alternative for partially or fully carbonized composite materials where the achievable conductive, mechanical and resistant properties may be optimized.
4.4.6 Limitations from the hot-wet conundrum
Markets and Potential 54
4.4.7 Outdoor fabrics
Due to the exceptional UV resistance in high acrylic fibers, their fabrics find use in many outdoor applications. Primarily, products include awnings, convertible automobile covers and marine textiles woven mainly from ring-spun yarns. A melt-processable acrylic would enable these products to be made less expensively through lower material costs, use of filaments rather than staple fibers, or through nonwovens fabrics.
4.4.8 Nonwovens
To date, almost all acrylic fiber nonwovens are constructed from wet-lay, air-lay or carding processes. However, the amount of melt spun nonwoven production (at least in the U.S. and Canada) has steadily increased [51]. A thermoplastic polyacrylonitrile would potentially open the melt spun industry to acrylic for fabrics, filtration [46] and high tech products including carbonized fabrics. The specific technologies used are dependent upon the product, which relates to the fiber denier [52]. Cold drawing, a phenomenon required for melt blown technology, has been observed in Amlon®.
4.4.9 Membranes, Films and Conductivities
Markets and Potential 55
from 50 to 3000 µm and is typically used in pressurized gas filtration, hemodialysis or separation of particulate matter. While these fibers are typically solution-spun, Amlon® may provide an easier method of fabrication.
The application of selectively permeable membranes in filtration for media and for protection against biological and chemical warfare agents is fast increasing. For many applications, chemical resistance is a desired property. The cost and thermomechanical properties of the polymer often restrict the application. A commodity thermoplastic, polyacrylonitrile may offer a higher performing, material in terms of chemical and UV resistances, for less cost.
The enhancement of properties through grafting, doping and inclusion of specific comonomers for electronic conductivity has been demonstrated for acrylic fibers [5]. In several Japanese patents, electrically conducting fibers have been made using metal dopants. Furthermore, the inclusion of sulfur comonomers into acrylonitrile copolymers for improved dye-ability is well known [34]. Fluorosulfonated semi-permeable membranes known as Nafion® have dominated the ion exchange membrane market for polymer electrolyte fuel cells [54]. The material is able to resist the corrosive environment, but its performance is limited because of the inherent hydrophobicity of the polymer, which reduces its ability of allowing hydrogen ions to cross the membrane. As polyacrylnotrile is chemically resistant, while being hydrophilic, it may offer a better performing alternative.
Markets and Potential 56
Polymer Microstructural Analyses 57
5 Polymer Microstructure
Polyacrylonitrile (PAN) is a unique vinyl polymer because of its chemical resistance and semi-crystalline morphology. One of its most notable properties is its relatively high ‘melting’ point of ~320º C and low thermal degradation range from 250 - 310º C [55]. For most thermoplastic polymers the relationship between crystalline morphology and melting point is well understood in terms of discrete crystalline and amorphous domains and as an equilibrium first-order thermodynamic phase transition [56]. However, PAN does not exhibit the classical two-phase morphology and has been described as “amorphous with a high degree of lateral bonding” [57], or as a “two-dimensional liquid crystalline-like structure with many defects” [58]. As a result, and despite conflicting conclusions about its tacticity as radically-polymerized [59-61], the degree of crystallinity for the homopolymer does not appear to be a function of stereoregularity [62]. Similar behavior is also observed in poly (vinyl alcohol) and poly (norbornene) [63].
Polymer Microstructural Analyses 58
The first order thermodynamic melting transformation, is defined by
m m m
∆S
∆H
T = ,
where Tm, ∆Hm and ∆Sm are the temperature, enthalpy and entropy of melting,
respectively. In terms of equilibrium melting, the interchain interactions between polar nitrile substituents, which must be incorporated in the PAN crystals, are expected to contribute primarily to the enthalpy of melting. The change in entropy upon melting, on the other hand, is associated mainly with disordering the intrachain PAN conformations [66]. Measurements of melting point depression in dilute solution show that the heat of fusion of PAN is less than that of poly (chlorotrifluroethylene) and much less than that of polyethylene [67], implying that substantial interchain interactions between nitrile substituents
persist in the PAN melt. Because of its high Tm and relatively small ∆Hm, the change in entropy upon melting PAN must be very small [68], which is consistent with substantial conformational freedom or diversity for the PAN chains even when incorporated in crystals.
Polymer Microstructural Analyses 59
Specifically, the crystallizable monomer sequence length decreases linearly with the addition of the comonomer:
B u m
m
X
∆H R T
1 T
1
=
− o ,
where Tm and Tmº are the melting points of the copolymer and homopolymer,
respectively, R is the universal gas constant, ∆Hu is the heat of fusion per mole of
crystalline repeat unit, and XB is the mole fraction of the minor non-crystallizing
comonomer. Furthermore, for non-random copolymers, Flory proposes that the melting point depression depends on the sequence propagation probability and not the overall comonomer composition (XB) [70]. Eby, on the other hand,
proposes that the comonomer may be partially incorporated into the crystal lattice as defects and extends Flory’s theory by adding a parameter that accounts for the degree of lattice disruption [71].
For PAN copolymers there exists evidence in support of both theories. In support of the Flory theory, Slade, et al. experimentally verified the relationship between the depression of melting temperature and comonomer concentration for vinyl acetate/AN copolymers [72]. Kulshreshtha, et al. showed that crystallinity and crystal thickness decrease with larger concentrations of methyl acrylate comonomer [73], until the structure is highly disordered [74]. Frushor demonstrated evidence in support of the Eby theory with a melting point depression constant, which indicates the degree to which comonomers disrupt the crystalline lattice, based on the molar volume of their sidegroups [74].




![Figure 4. Capacity, Production and Consumption in the Acrylic Fiber Markets by Major Geographical Regions (continued) e) Western Europe [23]](https://thumb-us.123doks.com/thumbv2/123dok_us/1759893.1226187/48.612.147.476.362.673/capacity-production-consumption-acrylic-markets-geographical-regions-continued.webp)