Heat Exchanger Analysis to Reduce Hexane Loss in
Palm Kernel Oil Extraction Plant
Sivaraos
1,*, N. Kumar
1, Aidy Ali
2, Taufik
1, S. Dhar Malingam
3, M.S.Kassim
1, M.A.Sulaiman
11Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka, 76100, Durian Tunggal, Melaka, Malaysia
2Department of Mechanical Engineering, Faculty of Engineering, University Pertahanan Nasional Malaysia (UPNM) Kem
Sungai Besi, 57000, Kuala Lumpur, Malaysia
3Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka, 76100, Durian Tunggal, Melaka, Malaysia
*Corresponding author:[email protected]
Abstract-- The aim of this study is to reduce hexane loss during the process of extraction oil from palm kernel that would reduce the production cost and increase the net profit. The study is carried out in a leading palm oil factory in Malaysia. At present solvent extraction plant are facing problem of high hexane loss, average 9.5 litre/metric ton (ltr/mt). To reduce the hexane loss, critical investigations were performed to improve the heat transfer between hexane vapour and water condenser shell and tube. Preliminary investigations reveal that 21% of the hexane is being loss during plant operation. The present redesigned heat exchanger is successfully reduced the hexane loss from 9.5% ltr/mt to 7.5ltr/mt per day of the same operating plant which saves about RM904, 800 per annum for the industry. Ultimately, the outcome of this study gives a great economic impact to the industry by reducing the production cost leading into the reduction of oil price for the nation. In addition it is found that not only the monetary impact is benefited, but, the release of hexane to atmospheric also reduced to ensure safe healthy life of people surrounding the plant.
Index Term-- Palm kernel oil, hexane, solvent extraction plant, palm oil extraction, heat exchanger design, hexane saving
1.0 INTRODUCTION
The utilizations of hexane to extract the oil are commonly used for oilcake, oilseeds, vegetable oils, grains etc. Hexane is a very volatile aliphatic hydrocarbon with the chemical formula C6H14. It is a constituent in the paraffin
fraction of crude oil and natural gas and is also used as an industrial chemical and laboratory reagent [1]. Laboratory and industrial solvents such as hexane and petroleum ether
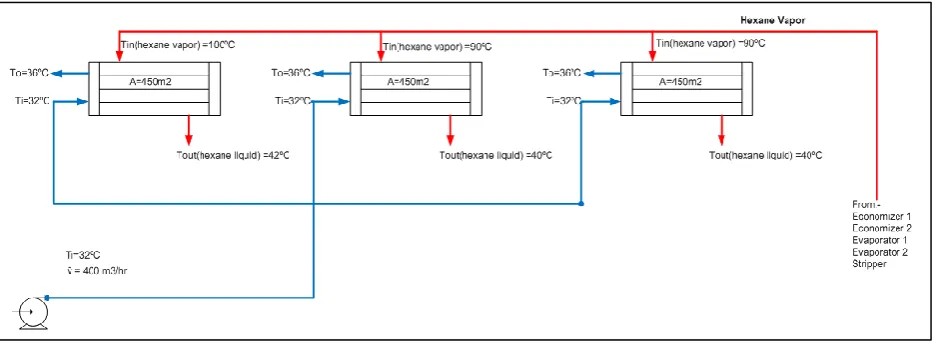
contain hexane from <0.1% to as much as 33% [2]. Various types of commercial grades of hexane are available, and the constituents besides hexane are usually an intentional part of the process for preparing these commercial mixtures. Where else, intended for specialized oil extraction or laboratory uses, the purity of the hexane products may be in the range of 95-99% hexane; for a variety of uses where purity is not as important, commercial hexane mixtures (in the range of 20-80% of hexane) may contain small amounts of chemicals such as acetone, methyl ethyl ketone, dichloromethane, and trichloroethylene, aromatics such as toluene, and other types of petroleum hydrocarbons [3,4]. In commercial grades of hexane, some of the constituents are purposefully added as denaturants, often to discourage the abuse of the chemical to induce “highs” through sniffing or inhalation [5]. Although this plant uses hexane as the solvent to extract oil from palm kernel to gain a better yield at 48.50% compared to other conventional press which only achieve 44.50% in average [6] but recovering hexane efficiently is becoming the main problem. Average hexane loss at the end of the day is about 9.5 ltr/mt of palm kernel. Basically this plant is facing high hexane losses during the process of extracting oils from palm kernels. Reducing production cost by reducing the hexane loss during the process is the key point of this study. The main intention of this research work was to reduce hexane loss during the process of extraction oil from palm kernel, reduce the production cost, and increase the net profit of the industry. The scope of this project lies within the auditable distillation sections as shown in Fig. 1.
The hexane vapours from falling film economizer, rising film economizer, rising film evaporators 1 and 2 and from stripper column will be sucked into condensers to condense hexane vapour into liquid form. The hexane vapour which is not condensed in the last condenser is typically passed through a mineral oil absorption system. The hexane liquid is then transferred into the special water separator to remove the waste water. After a maximum recovery by condensation further hexane content in the exhaust air can be further reduced only by an absorption by intimate contact with chilled mineral oil in specially designed packed column. Thereafter the air is exhausted to
the atmosphere with the maximum hexane content and the absorber oil is stripped with direct stream to remove the traces of hexane and send for re-circulation to cold absorber. To reduce the hexane content in vent air, two options were proposed which is either to upgrade complete absorption section or heat transfer analysis (which is justified by analysis). Since the earlier would incur extremely high implementation cost, decision was made to embark on latter proposal to forecast the result by redesigning the condenser in the distillation plant. Table I shows the preliminary performance.
Table I
Actual Details of Existing Distillation Condensers
Condenser
Area (m2)
Water Flow Rate (m3/hr)
Water Temperature
Hexane Vapour Temperature
In Out In Out
C1 450 133.33 32 36 100 42
C2 450 133.33 32 36 90 40
C3 450 133.33 32 36 90 40
Forecast studies – To add one new 450m2 condenser
2.0REDESIGNING CONSIDERATION -DECISION MAKING
ANALYSIS
Earlier, there were three condensers operating in the plant. Decision was taken to analyse in adding one more condenser to make total surface area from 1350 m2 to 1800 m2. Additional of one more condenser, the rate of water distribution for all four individual condensers is reduces, from initially at 133.33 m3/hr, to 100 m3/hr. To prevent from reducing the water flow rate, it is proposed to maintain the same flow rate without any major investment. This only can be done by changing pump impeller [7]. Referring to Euroflo Pump Performance Curve model ECS A150-460, with existing initial pump impeller diameter is 423 mm. By replacing the pump impeller to 443 mm diameter, the water flow rate managed to increase to 533 m3/hr. To better understand the water mass flow rate is calculated as follows:
Water mass flow rate,
̇ , --- Equation (1)
̇ = 533m3/hr
÷ 4 (water distribute evenly to all 4 condenser)
=> maintain same flow to all the condensers
Heat transfer rate for water,
---
Equation (2)
o o =
=
̇ = 185m3/hr
Hexane mass flow rate, ̇
Counter flow heat exchanger rates are equal, Qwater
= Qhexane
=
= (1.654 kJ/kg o = 50.12°C
Since the incoming hexane vapour to all four condensers are constant,
T1h,in = T2h,in = T3h,in = T4h,in = 90°C
The hexane liquid temperature out for the 4th condenser is,
T4h,out = 90°C - 50.12°C = 39.88°C
which is lower than 40°C and fulfil the objective to get the hexane liquid temperature out from the 4th condenser to maintain or lower than 40°C.
Qwater = Qhexane
=
=
=
These shows
To justify Th,out for 4th condenser, Overall heat transfer coefficient,
--- Equation (3)
Where, Q , A = 450m2
⁄
Where,ΔT1 = Th,in – Tc,out = 90°C - 36°C = 54°C ΔT2 = Th,out – Tc,in = 39.88°C - 32°C = 7.88°C
(
)
Correction factor F is,
Fundamental of Heat Transfer and Mass Transfer, F=1
Heat capacity rate,
Ch = ṁh ,h = (7.47 ) (1.654 kJ/kg o
Cc = ṁc ,c=(37.03 ) (4.178 kJ/kg o
When Ch≠Cc, Cmin=Ch which is the smaller of two heat capacity rates.
Cmin = 12.36 kw/ 0
C
Cmax = 154.71 kw/0C
Maximum heat transfer rate,
Qmax = Cmin (Th,in – Tc,in)
Qmax = (12.36 kw/0C) × (900C - 320C)
Qmax = 716.88 kw
Number of Transfer Units (NTU) Method; Effectiveness relations of the heat exchangers,
---
Equation (4)
Where, U = 57.396 w/m2, A = 450m2, Cmin = 12360
w/0C
NTU = 2.09
The effectiveness of this heat exchanger corresponding to C = 0.08 and NTU = 2.09, refer to Fundamental of Heat Transfer and Mass Transfer.
Parallel flow
One shell and two passes
The actual rate of heat transfer becomes,
Q = €Qmax= (0.86) (716.88 kw) = 616.52 kw Finally, the outlet temperatures of the cold fluid streams are determined to be,
Q = Ch(Th,in – Th,out)
616.52 kw = ) (90°C - Th,out)
Th,out = 40.110C
This proves Th,out as per observed and design analysis are almost at the same numeric.
3.0 IMPLEMENTATION
Having analysed the above conditions, the decision has taken to increase heat transfer surface area from 1350 m2 to 1800 m2 by adding one more condenser 450 m2 which simultaneously increases the cooling capacity from 1350 m2 to 1800 m2. The additional condenser is able to condense the vapours from economizers, evaporators and stripper and reduce the excess load in absorption section. Fig. 2 shows the implemented of the re-designed condenser with their respective operational performance numeric.
Fig. 2. Four Condenser Design Layout After Implementation
4.0RESULTS AND DISCUSSION
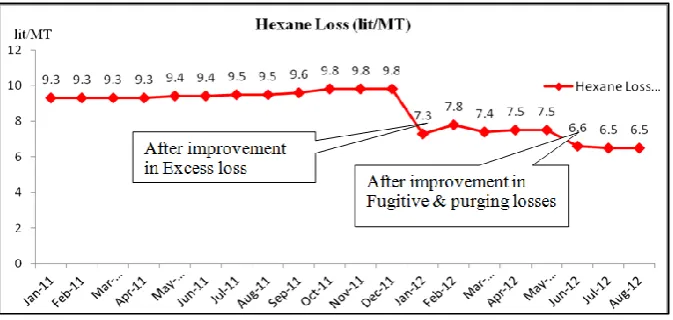
The improved condenser design implementation and the plant performance results in terms of hexane loss
reduction are shown in Fig. 3. Hence, the hexane loss reduced from 9.5 liter/mt to 7.5 liter/mt in average.
Fig. 3. Hexane Loss vs. PK Throughput (Experimental Validation For Five Months Period)
The hexane loss is one of the critical areas where it needs a deep study to carry out to identify causes of high consumption of hexane. The high hexane loss results in high production cost, high fugitive gas emission, poor quality of crude oil and the by-product. This research has convergent a bright methodology to overcome all the problems and issues as mentioned earlier. After the improvement in the heat
transfer area, the hexane loss started to reduce from 9.5lit/mt to 7.5/mt, which about 2 lit/mt saving RM 904,800 per annum for the industry.
Fig. 4. Hexane Losses reduction after improvement (Jan.–Aug. 2012)
7,
943
13,
652
12,
723
12
,55
7
15,
086
9.5
7.3 7.8 7.4 7.5 7.5
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
2,000 4,000 6,000 8,000 10,000 12,000 14,000 16,000
Jan-12 Feb-12 Mar-12 Apr-12 May-12
PK
Th
ro
u
gh
p
u
t,
m
t
Actual - Kernel Thruput Hexane Loss (average) before improvement Hexane Loss after improvement
H
e
xan
e
Lo
ss
,
ltr
/m
This reduced the production cost and increased the net profit. Based on result shows in Fig. 3, this research achieved a great benefit to the respective industry by reducing hexane loss while improving the extraction yield.
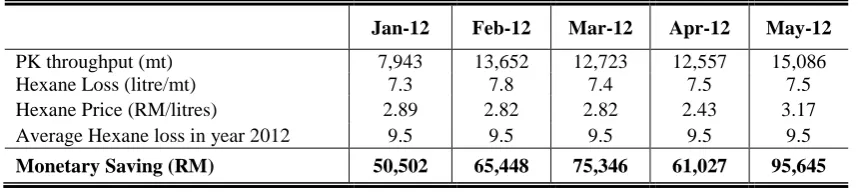
On the other hand, Fig. 4 shows the reduction in hexane loss after the new design was implemented.
Table II
Total Savings Based On Hexane Loss After Implementation
Jan-12 Feb-12 Mar-12 Apr-12 May-12
PK throughput (mt) 7,943 13,652 12,723 12,557 15,086
Hexane Loss (litre/mt) 7.3 7.8 7.4 7.5 7.5
Hexane Price (RM/litres) 2.89 2.82 2.82 2.43 3.17
Average Hexane loss in year 2012 9.5 9.5 9.5 9.5 9.5
Monetary Saving (RM) 50,502 65,448 75,346 61,027 95,645
Table II indicates the total saving of RM 34, 968 from January 2012 to May 2012 after the improvements we implemented. As for now, the output averagely maintains almost the same showing steady savings with optimized production.
5.0 CONCLUSIONS
This research has came out with the solution to minimize the hexane loss from 9.5lit/MT to 6.5lit/MT. The observation of hexane loss was recorded at every shift which then accumulated and averaged into months for the duration of eight months period. This research managed to reduce hexane loss from 9.5litres/MT to 6.5litres/MT which considered as a successful research due to huge cost saving, from January 2012 to August 2012 was RM 727,654 and the payback period only 1.6 years. Thus rounds up the annual saving to the industry is about RM 1.35 Million was made by this research to the respective palm kernel oil extraction plant.
The hexane loss is one of the critical areas where it needs deep study to carry out to identify causes of high consumption of hexane. The high hexane loss results in high production cost, high fugitive gas emission, poor quality of crude oil and the by-product. This research has given a good lesson to overcome all the problems and issues mentioned earlier. After the improvement in excess, fugitive and purging losses, the hexane loss started to reduce from 9.5lit/MT to 6.5/MT, which about 3 lit/MT saving. This reduces the production cost and increase the net profit. Base on the above result, this research full filled its main aim to reduce hexane loss in improvising the process of oil extraction from palm kernel.
ACKNOWLEDGMENTS
Special thanks to Faculty of Manufacturing Engineering and Universiti Teknikal Malaysia Melaka management for their support. Special thanks to Ministry of Higher Education (MOHE) for awarding research grants
(GLuar/2012/FKP(1)/G00010) and
(PRGS/2012/TK01/FKP/02/1/T0003) which was very much leaned in completing this research without much hurdles. Thank you very much for the palm oil mill which gave me the great research opportunity.
REFERENCES
[1] Natural Versus Organic (NVO) Hexane Report, Soy Protein And Chemical Solvents In Nutrition Bars And Meat Alternatives, Cornucopia Institute, 2010.
[2] Creaser C, Welch J, Bishop K., N-Hexane in Petroleum Ether Fractions. Ann Occup Hyg, 27(2), pp.229-230 (1983).
[3] Jorgensen NK, Chor KH, n-Hexane and its toxicologic effects: A review. Stand J Work Environ Health, 7, pp. 157-68 (1981). [4] Takeuchi Y., Hisanaga N., Ono Y, Modification of metabolism and
neurotoxicity of hexane by co-exposure of toluene, International Archives Occupational,65 (1), pp. 227-230 (1993).
[5] Altenkirch H, Wagner HM, Stoltenburg G, Nervous System Responses Of Rats To Subchronic Inhalation Of N-Hexane And
N-Hexane Methyl-Ethyl-Ketone Mixture. Journal of Neurol Science, 57, pp. 209-219 (1982).
[6] Hai, T.C, The Palm Oil Industry in Malaysia: From Seed to Frying Pan, Prepared for WWF Switzerland, 2002.