ROUND SEAM WELDING MACHINE USING PLC
Gautam Gupta
*1*1
Project Engineer, Wipro Limited, Chennai, Tamil Nadu, India
(Alumni, Mechatronics Engineer, Thapar Institute of Engineer and Technology, Patiala, Punjab, India)
ABSTRACT
The proposed research paper is to illustrate the execution of the round seam welding machine based on the Programmable Logic Controller (PLC) automation. This machine aspires to increase the production rate of the product that requires welding on the circumference. It is an innovation from manual welding to automatic welding for any rounded border welding industrial part. For a worker, it is very difficult to rotate and weld the product simultaneously. This modernization shifts the arduous task to surveillance work for the labor. Panel designing and wiring of PLC with the welding machine was simulated in "SolidWorks Electrical". “DELTA” PLC was used to move the pneumatic cylinder that holds the welding torch and it also helps to rotate the plate using the DC motor where a product is placed. The PLC was encrypted with Ladder Logic Programming using the "ISP Soft" software.
Keywords: Welding, Round Welding, PLC, Ladder Logic, Automation, SolidWorks Electrical.
I.
INTRODUCTION
Kaikaku means a drastic change in a production system during a limited time. Kaikaku is tied in with presenting new creative strategies. The development has brought many powerful changes in the industry. Automation has become a pivotal part of every industry. Innovation gives industry robotic arms that do welding, painting, and pick-place objects. Moreover, Industrial Automation has made the tasks easy to manage more efficiently and also reduce the life risks in a hazardous environment. It predominantly mainly centers around mechanization having minimum cost, less maintenance, high durability, and making user-friendly systems as possible. A Programmable Logic Controller (PLC) is an expert computer created in the automobile industry to give adaptable and effectively programmable instrumentations. PLC is designed for numerous inputs and output arrangements, extreme temperature ranges, the temerity to electrical noise, and defiance to vibration and impact.
(Prajapati & Deivanathan R, 2018)1 designed an automatic pneumatic forging machine that was controlled by
PLC, as it is one the most important process used in the industry. This modification helps to achieve positive results in the form of a reduction in manufacturing lead time, low cost, and increased safety of the worker. (Thirumurugan, 2018)2 shows sorting is a significant process in which any industrial products need to be
separated based on their properties’ like size, height, and color. An object sorting system consists of a conveyor model is assembled using PLC that sort the object depend on its height of the industrial product. (Shankar, 2008)3 outlines how the automation helps to control the boiler operation in the power plants. There is a need to
build up a framework that screens the plant and diminishes the blunders brought about by humans, PLC is utilized for the inside stockpiling of instructions for the executing functions. (Das, 2013)4 proposed model that
can persuasively supervise level of water that is control in various tanks using sensors that gives the level information to PLC. PLC utilized this information to settle on the necessary choices by ON and OFF a pump. (Kaur, 2017)5 upgraded the paper machine to improve the quality and quantity of their production by installing
PLC and other advanced drivers. PLC helps to control synchronization, mechanical wear & tear and the motor runs at a fixed speed. (Sugumar, 2007)6 represents how PLC is beneficial even in small shops by fabricating a
Programmed Ration Dispensing System that is helpful for the more productive method of ration conveyance. This paper aims at the problem solving for the welding at the end of any circular surface, to the circumference of a surface with other products. The productivity is not as fast as demand, due to high cycle time and squander in non-valuable activities. It required any suitable changes should be made to curtail the cycle time to achieve a target. Welding is followed by the tacking of the product, which is done with eight points through the fence that is equidistant from each other. The welder has to place the product on the table and rotate the product eight times to weld the line of two tacking points. This manual intervention of rotating is highly non-valuable and squanders activity that hinders the production. Notwithstanding, utilizing innovation and legitimate insurance
www.irjmets.com @International Research Journal of Modernization in Engineering, Technology and Science
incredibly lessens dangers of injury yet welding methods include an open electric arc, the danger of consumption and fire is huge. This means that innovation must be done to reduce risk factors and Non-Valuable Activities. A welding line operator has to rehash a similar process throughout the day, about a thousand times. This obviously, will lead to early mileage of body parts in the long run.
To conquer this issue a table is modified to around seam welding machine that helps to reduce the non-valuable activity and also increased the manufacturing of the product. The automation beneficially helps the risk of the welder touching the product for rotating it. A 3D panel is designed in SolidWorks with all the required electrical components. A panel is also installed along with the table that contains PLC and other electrical components used to control the machine. A PLC is also a computer with inputs and outputs but at a very different level. They are very robust and can work in an industrial environment without a problem. They are adaptable and can be conveyed to control far off frameworks. They can control many inputs and outputs simultaneously. The wiring of PLC with motor & pneumatic cylinder of the Panel in round seam welding machine is simulated in the SolidWorks Electrical Software. The machine mainly consists of a rotating plate that is controlled with the paddle and a torch holder is established near the plate that helps to hold the welding torch. This automated machine has overcome all expected problems and proliferates to meet the daily production demand.
II.
METHODOLOGY
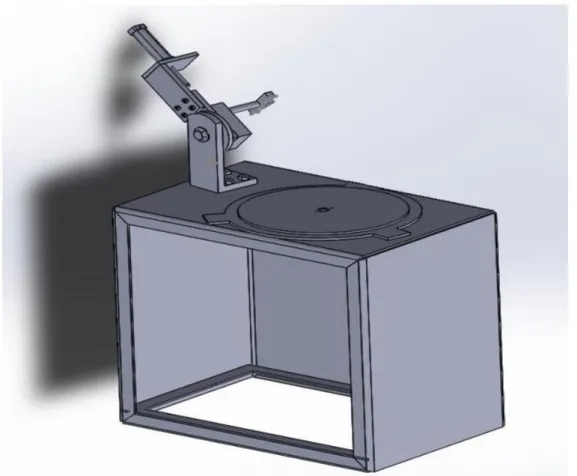
The foremost component of the machine is a modification in the table as per the requirement. As we need a rotating plate that is placed at the center of the table and a stand along with a plate that holds the pneumatic cylinder. The 3D model of the table was designed that shows a clear image of the modified table that needs to manufacture to implement the idea. The model that was designed in SolidWorks depicts the preferred changes needs on the top of the wooden table. An alloyed iron plate and pneumatic holder was situated as appeared in Figure 1. DC motor placed beneath the plate that helps the plate to rotate at the fixed required RPM.
Figure 1 : Round Seam Welding Machine Design
After metamorphism of the table as per the model, the table is then equipped with the electrical panel that contains all the electrical components that control and run the machine. The electrical panel consists of a Programmable Logic Controller (PLC), Relays, and Contactors. As per the requirement, we need one PLC, three relays, and two contractors for the completion of the machine. Each component in the panel plays a pivotal role.
The description of the each essential electrical component used in panel is as follows:
Programming Logic Controller (PLC)
DELTA’s PLC DVP-16ES2 was used in this panel, as it comes with the in-build SNMP card. DVP-16ES2 is in-built with one RS-232 port and two RS-485 ports. The port can operate together. DVP-16ES2 can be master or slave and supports Delta Q-Link convention to upgrade the speed of HMI screen display. The 3 serial ports built-in DVP-16ES2 can construct a complex multilayer network the system flexibility. The programming permits section and altering of the ladder-style logic.
Relay
A relay is an known as electrically worked switch. Numerous relays utilize an electromagnet to precisely work a switch. A electromagnetic relay comprises a curl of collapsed over a sensitive iron.
Contactor
A contactor is an electrically controlled switch used for trading a power circuit, like a relay besides with higher flow appraisals. A contactor is compelled by a circuit which has a much lower power level than the traded circuit.
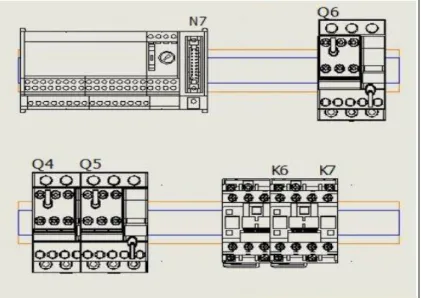
The panel was designed in the SolidWorks Electrical in 2D and 3D model by selecting the components from the list of the medley of items in the SolidWorks Electrical. The vital components were placed on the duct inside the panel as per the selection to complete the needed panel. 2D and 3D designing of the panel in SolidWorks are shown in Figure 2 and Figure 3 respectively. The wiring simulation of the panel with the machine is presented in Figure 4.
Figure 2 : 2D Model of Panel
www.irjmets.com @International Research Journal of Modernization in Engineering, Technology and Science
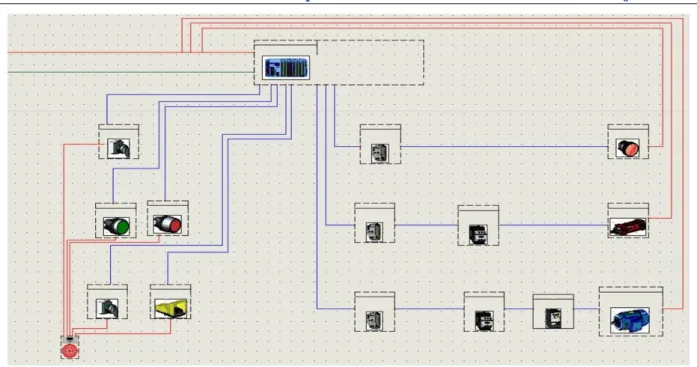
Figure 4 : Wiring of Machine
The circuit simulation was designed in SolidWorks Electrical as showed up in Figure 4. Firstly, on the left-hand side first switch is to turn ON/OFF the machine which can be shown through the indicator on the other hand followed by the relay. Secondly, two colored buttons are placed green to ON and red to OFF the pneumatic cylinder that is shown on the right side followed by relay and contactor. Thirdly, a button to turn ON/OFF the motor is placed along with a paddle to control the motor. The motor is attached with the relay, contactor, and motor drive. At the last, an emergency STOP button is situated at the bottom left to stop all the working of the machine in case of emergency. The PLC ladder logic programming was encrypted in the DELTA PLC to automate the round seam welding machine. The ladder programming for the PLC was written in the ISP soft as seen in Figure 5. The coding was done to give the welder an easy approach to rotate the side of the product when needed. The paddle that is attached to the motor is regulated by the welder and can rotate the plate according to the convenience to weld the other side of the product. The pneumatic cylinder that holds the welding torch can be controlled to move forward for welding or by reverting the cylinder to stop the welding. All the arrangements of the machine were fabricated to provide a safe and hassle-free task to the welding operator. An emergency stop button was also placed to avoid any accident during the welding.
III.
CONCLUSION
The most crucial aspect of any automobile industry is the welding process. Welding is a cycle wherein metallic structures of the two pieces to combine and get one using outrageous heat. This paper discussed an automated machine for doing welding operations of round seam products at the circumference. By using Programmable Logic Controller (PLC) as the controller and logical instrument of the system, accurate and precise control over the system can be achieved, manufacturing time of the welding products can be reduced by developing automatic mechanism, and welding operator safety can be increased by reducing the human participation in the process.
IV.
REFERENCES
[1] Prajapati, M., & Deivanathan R, D. (2018). Automatic pneumatic forging machine using PLC.
[2] Thirumurugan, P. (2018). Automatic Sorting in Process Industries using PLC. GRD Journals- Global Research and Development Journal for Engineering, 3(3), 8–13.
[3] Shankar, K. G. (2008). Control of Boiler Operation using PLC - SCADA. Lecture Notes in Engineering and Computer Science, 2169(1), 1281–1286.
[4] Das, R. (2013). Automation of Tank Level Using Plc and Establishment of Hmi by Scada. IOSR Journal of Electrical and Electronics Engineering, 7(2), 61–67.
[5] Kaur, A. (2017). Paper Machine Automation using PLC , VFD ’ s and HMI. 6(05), 590–594. [6] Sugumar, R. (2007). Automation of Ration Shop Using Smart Card. 3(April), 2971–2977.
[7] Basile, F., Chiacchio, P., & Gerbasio, D. (2013). On the implementation of industrial automation systems based on plc. IEEE Transactions on Automation Science and Engineering, 10(4), 990–1003.
[8] Bayindir, R., & Cetinceviz, Y. (2011). A water pumping control system with a programmable logic controller (PLC) and industrial wireless modules for industrial plants-An experimental setup. ISA Transactions, 50(2), 321–328.
[9] Deshpande, V. S., Vibhute, A. S., Choure, A. K., & Smitha, P. (2016). Home Automation Using PLC and SCADA. Multidisciplinary Journal of Research in Engineering and Technology, 5(1), 86–90.
[10] Dev Srivastava, M., Sachin, S., Sharma, S., Tyagi, U., & Professor, A. (2012). SMART TRAFFIC CONTROL SYSTEM USING PLC and SCADA. International Journal of Innovative Research in Science, Engineering and Technology, 1(2), 2319–8753.
[11] Ljungkrantz, O., & Åkesson, K. (2007). A study of industrial logic control programming using library components. Proceedings of the 3rd IEEE International Conference on Automation Science and Engineering, IEEE CASE 2007, 117–122.
[12] Nandgave, A., Deshbhratar, H., Khandare, S., & Heda, L. (2014). Industrial Drives & Automation using PLC. 3(2), 2228–2233.