w H
Material procurement and control. Y. Okayama
o
H
c)
0
10
cC) cC.
z
U
-H
z
x
z
z
a
0
A
z
z
z
0
E V
S
r m
.-. z
p
v
L
?a6 ?iTAS.
S
z
M
Cv
2
WI
U,
-I
'N
C027
A i.
rl... YL;
UNIVERSITY OF MICHIGAN
SHIPBUILDING SHORT COURSE
October 27-31, 1980
MATERIAL PROCUREMENT AND CONTROL
Y. Okayama
Ishakawa jima-Harima Heavy Industries, Co . , Ltd.
tT'-R!a~r.
(IHI)
Sit Y Off
w4 4VT
-
g
0
-1 lull
Department of Naval Architecture
*and Marine Engineering College of Engineering The University of Michigan
Ur7I
UNIVERSITY OF MICHIGAN
SHIPBUILDING SHORT COURSE
October 27-31, 1980
MATERIAL PROCUREMENT AND CONTROL
Y. Okayama
Ishakawajima-Harima Heavy Industries, Co., Ltd. (IHI)
IAN
I
Sit r VgC
ft 1011 odm
O
Department of Naval Architecture
and Marine Engineering
College of Engineering
The University of Michigan
CONTENTS
I. FUNCTIONS OF MATERIAL CONTROL. . . . .. ." I 1-1. Information Flow among Shipbuilding Functions. . . .
1-2. Functional Flows . . . 1
1-3. Organization Chart of Material Control Functions . 1 II. MATERIAL CONTROL SYSTEM. ... "... 8
2-1. Concept of Grouping for the Material Control System. 8 2-2. Planning Material-by-Material. .. ... 8
2-2-1. Material Identification.. . . ... 11
2-2-2. Material Listing . . . . ... 11
2-2-3. Material Requisition Classification. . 16 2-2-4. Material Control Classification... ... 18
2-2-5. Material Purchasing Classification ... 20
2-3. Planning Ship-by-Ship... .. . "...22
2-3-1. Plan-Do-See Meeting among Sections Concerned 22 2-3-2. A-material Procurement . . . .. . . 22
2-3-3. AS-material Procurement... . . . . ..... 26
2-3-4. Palletizing for Material Issue... . . . 26
III. SOME PROCESSES OF MATERIAL PROCEREMENT . . . . ... . .29
3-1. Leveling and Balancing for Material Requisition. . . 29
3-2. Assurance of Requisitioned Material... ...29
3-3. Lead Time Calculation for Determining Delivery Date. 33 IV. COMPUTER-AIDED MATERIAL CONTROL AND RELEVANT SYSTEMS . . 36
4-1. Flow of Material Control System... . ... ... 36
4-2. Rationalization Before Computerization.... .... 36
I. FUNCTIONS OF MATERIAL CONTROL
1-1. INFOMATION FLOW AMONG SHIPBUILDING FUNCTIONS
Three distinct material procurement and control functions, namely, material control and requisition, purchasing and subcontracting, and
ware-housing and palletizing, hold key positions among the shipbuilding functions. Figure 1-1 shows the relations between material control functions and other
shipbuilding functions and the information flow among the various functions.
Material procurement and control may also be categorized into "control" and "execution" functions. The former category includes material control and requisition which determines scheduling, purchase costs and delivery of the material, and the latter includes purchasing and subcontracting which actually executes the material purchasing from the vendors, and warehouse
and palletizing which executes receiving, palletizing and delivery of the
materials to the production departments.
1-2. FUNCTIONAL FLOWS
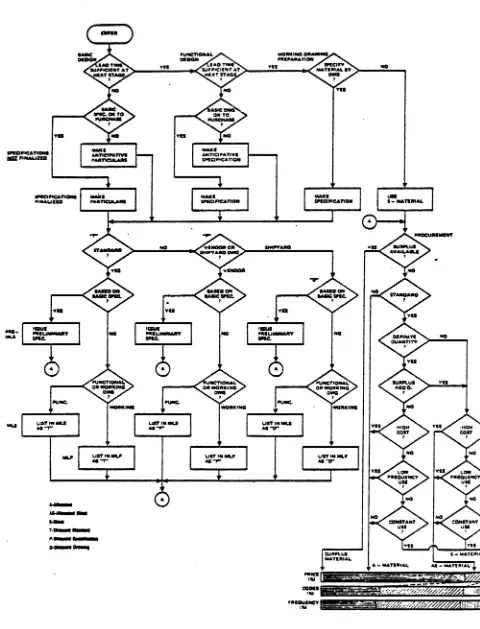
Figures 1-2, 1-3, 1-4, and 1-5 show functional flows of "material control
and requisition," "purchasing," "subcontracting," and "warehousing and
pal-letizing." Each flow chart indicates:
- The goal of the function.
" Input data for the jobs of the function.
- Common data filed for the jobs of the function. - Job description of the function.
- Outputs generated by the jobs.
1-3. ORGANIZATION CHART OF MATERIAL CONTROL FUNCTIONS
Figure 1-6 shows the orgaization chart and job descriptions of the pro-duction control department, which includes specific sections to execute the functions described in 1-1. The purchasing and subcontracting section and the material control and warehouse section are further divided into groups to exe-cute and control the jobs in smaller meshes.
[image:9.566.22.521.111.735.2]-1-MATERIAL SCHECULE COST
s'=r
s+ s
p
-3
W
s
YYY - _t _r- r
fy qq a" S $
44
7
s
7!a
: i
r
i i _ ysI
w r
a I
s
r
r
r
Ias
1
1
r
aI
4:3.
*
ILj
=
y
10
s
s
t
s
M
i
t
Q r
"
,
U
0
k :w
0J
.C.
0
.,.
C3
...,
= wa 0 a
U s
*
IAy
Aj 3li
It
w
7
r
a ia z ,11
do
~ 2
< t
0
oy o
a ; = o
_ W y 13? o
IL 46
4L bm w
N J WW W
w v
WA
°
f 't < Z y " } '
s Qa Cow
r1 '
a dc
O W Q J
Q IL JQ WWI
os_
a
s a
W Q 1r J M J All .
1 Q 61
W
t V.
N lidsea
s + so PD
fill
41C
s a W >
axo _
16 W r l u o
x O o
W >"" 1"
w
i
W v fi
w > C
It-46
fl <w Nt4
} 1 CWOW
w C t<_ _ r 3
w=1,. W eta>W
N = UNs g aw<w
<?CW
y I f l l l
Q D W
c
W
MEN* << a
4 .3 Siww
M
= Z
W _
i
M
3 "
o
+ v
ffi W
t M 16
Q
w Z >r e
'INS
wF 9
= t
*
W
h
I ft
g4
}
i w
10
" J
£ t
lumo - mRCit~ePouICY
TceMIN.COOPENRATIWE PROCION COOPWNATUOM
- TO PROMOIT TECHICAL MATOWI TO PEE0 PROPER VOLUME OP PNOOC IONr
-TO LEVEL LOAD THE GROINS - TO CHECK ANDOADJUET PRODUCTON POOIOM
- TO MAINTAIN A CONSTANT FLOW O/P MN - TO MATCH EHOPYAAOS NEAL NEOQUINEMINTS
- TO LEMO EOUIPMENT
- TO SUPPLY MATERIAL
- TO PRIOVIDE NNENI0NU AIEVANES
-MTNIAL S@ICAIO
OUGATIY
MATENEAL EMPWUENi
IXEDT1NE
-DEuvERY OP MATINIAI.
- PLACING Os PURCHASE GOIN
-
CHAN=E-OSUVERY OP MAT61"A4L
- PRODUCTION IN PROSNENI
oNCosIR REIIFINtI IO? PLACES IxPEOITING OP OcluveNw
- PELVRICEO0EXII2
- DIELVERYTSDATEO
MAERIov ASLE /'~IUCYON 1 VENDOR SEtLECTION
I VALUATE TOTAL COST TO SHMYARD.
; .a. IN AOITION TO MATEIAL PRICE I COST 1 I7RM OP LA@Cn AND
PLOILInts ESNCEESANYPON
MESTAL-\.TI M MEAT SI REVIEWED.
C
ODALEOP lumCo TVRACINo
-TOUDNAC MATEIIIAL IPASNICATEDI AT MINIHNM PNIC
TO I XPETI AND MIA OTAIN MATERIAI.DIUVOMY OATS
TO MAENTAEN ANDOOEVGLO TECHNICAL LEVELOP EUENWTRATDNS
- TO SUPPLY MATEIAL TO MAINTAIN MATIAL aUALITT AT MINENSECOW
[image:13.566.55.512.103.583.2]4
t
r
" w£@tIi
o}cN
r U)
N
s r I
wc
it )
iF
i O
rt
s<
7
Y r 0 ' 3+ W
F w - - 41
r r2
a 1 11
i
u r 0
4
asW
, oo.r.4-9-
r 4 . T _ T, 4
v 1.4
j .
0~ 0
Cu uC
a."~ U to- > 0v
- -- C
0b
J
-Cu~ cc
c. .
II. MATERIAL CONTROL SYSTEM
2-1. CONCEPT OF GROUPING FOR THE MATERIAL CONTROL SYSTEM
In order to maintain high production efficiency and low production cost,
classification of various materials should be standardized in the fields of
cost estimation, design, material control, warehouse, purchase, and production
to suit each function of material procurement. By applying standard
classi-fications, high performance can be maintained in procuring materials.
Furthermore, by starting material procurement with sufficient lead time,
the production period could be shortened and the ship could be delivered
earlier. The shortening of the production period reduces the total cost due
to time savings in material storage and material outfitting. With sufficient
lead time, not only can procurement begin earlier, but total procurement time
can be reduced.
Figure 2-1 is a chart showing the concept of IHI's material control
system. The non-shaded portion shows material identification and scheduling
of issuance of material specifications by the design department, taking
necessary lead time for delivery to the work site for palletizing. The
shaded portion shows the activity of the material procurement department
which will be detailed hereafter.
2-2. PLANNING MATERIAL-BY-MATERIAL
To attain high performance in material procurement, the following
procedures should be rationalized and standardized:
- What materials are to be identified? (Material identification.)
- At which design stage are the materials to be specified? (Material listing.)
. In what form are the materials to be specified in the purchase order
specifications? (Material requisition classification.)
- How are materials controlled for procurement? (Material control
classification.)
How are materials purchased? (Material purchasing classification.) The logic and principles of these procedures are illustrated in the judgment
z n
D+
V' O, to O m Z 0 f-Z F-4 Z N 4 M.W 4
o u W 0.
N N
4 a
' W
w
w
it
v i
0-Sn 'w 3 4; a 'C't hi 4 4 i Q Z hi t r. Q w' 1 l 1 i e i .. " r-1 2
'ON 1
I ONS, 11 V, Ir r
f v - - .-
' ,tj
(
t*tI.- J
F
t..1 }] W *
" f
N (C1
I
I
,e Wa
z
-a Cm
J 4.
N
d5-H 41 U, r y 44 O U U O9' U 44 u U 0 w O i
V J
" z
3 3
z-V~? lua W11Li
Z' uQ ' U'
EM"
9ASC sUN=CINAL WO MING OMAMNG
CMGM OffoGn polE*"ATION
EAO Tt11 EAO TIME yEs WICtr No
suorw coor At SUPPIC1ENT Ar MATERIAL .v
NEXT STAB! to i r STAG Ow0
p NO vts
iAliC AM OM
VIP. OR TO OK TO
PUNCRAM PURCNAN
va No YU No
1QZ F#ft&UZEO AMtyCIPANOW ANrocrrsmvo PAMVICULAM SRd.fCArION
i
srtOsICAnoMS wits MARL wAA1tE vn
FINALIZto sAATIM1L m SPEOPICATtM SPIONCATIOM S - M,
rA
IkTIPIA
STAMOAAO No vENOOA On
SWPVAno
SMIFVAAO OWG
YES Vomm
BANC MIL "we 3mG SAM VIG
1 1
va vts YES
IP IF
ISSUE ISSUE ism
POItLsAN"mv No >MEUIVIINawr wo PNIU V no
vac. $men Spec
A A A
FUNCTIONAL NC' ICINAL IZUNCTIONAL
OA woolotwo an WORKING OA INCOMING
olNo oM1G owa
NIJNG FUND FLING
1 MORSiNs WORK INO WORKING
MtS LIST IN MLS - LIST IN III" LIST IN am
AS "T AS 'T' AS "Or
MLF E UST IN MLF UST IN MLO I.W 1M MLF
AS T AS " ' As "O"
GU 14VR00Af 11
va SURPLUS I
NO
tTAN4GMO E~ .1G
PSULUSRQUSIEC
r 1
W~OIN FlulX
USE USEIA
A-MTrIA l rdAIA AAUMmO MW
TD4sI T" iom ftS
t
SURPLUS
IMATERIAL
7" 11",- I
Ir" I i. ice. i///. /. /// '/ i,/~ II{ U -- mlsii21-7 7. 7..-7,7- . TT 7,7' V7-re ll - 1 / : %% J iir r l I//l '.
Figure 2-2. Material requirements definition.
shown are for illustrative purposes only.
[image:18.566.71.551.55.684.2]2-2-1. Material Identification
The first step is to clarify what materials are to be identified. The
identification of materials is necessary, especially for zone outfitting, for
the following purposes:
' Estimating, classified by each ship, by each system, and by each
material.
- Engineering, classified by each ship, by each system, by each
material, and by each zone.
- Material control and purchasing, classified by each material.
" Production, classified by each ship, by each zone, by each system,
by each piece, and by each material.
- Cost reporting, classified by each ship, by each system, and by each
material.
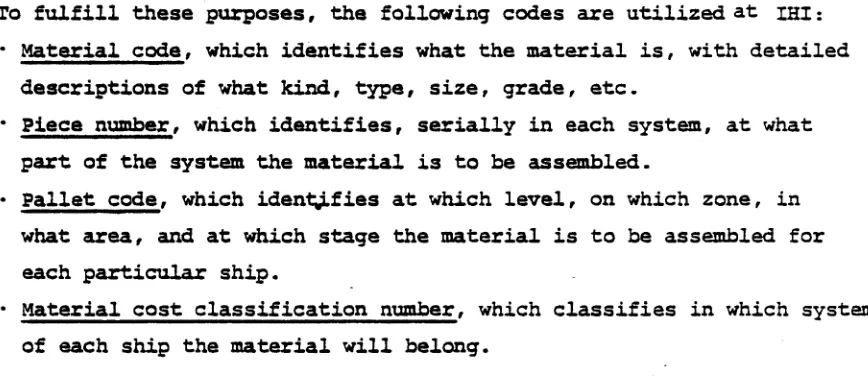
To fulfill these purposes, the following codes are utilized at IHI:
" Material code, which identifies what the material is, with detailed
descriptions of what kind, type, size, grade, etc.
- Piece number, which identifies, serially in each system, at what
part of the system the material is to be assembled.
- Pallet code, which identifies at which level, on which zone, in
what area, and at which stage the material is to be assembled for
each particular ship.
- Material cost classification number, which classifies in which system
of each ship the material will belong.
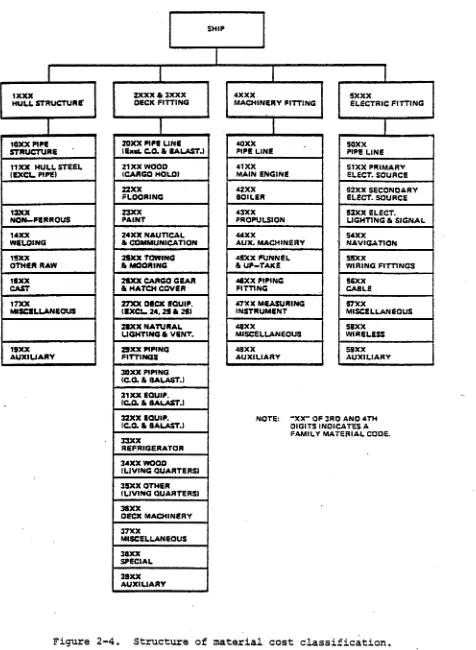
Figure 2-3 shows the identification codes for material, which illustrate
the categorization of the material code, the outline configuration of the
material code, and the piece number. Figure 2-4 shows the structure of
material cost classification, which illustrates the structural categorization
for cost reporting and estimating of the material.
2-2-2. Material Listing
[image:19.566.52.486.355.543.2]pur-O 4
U-Q "I
- 4 CA
2' V i-4 Wb Q Yi NI VI J 0 F Z P a 4t 0 z 0 P y 0 WI . 'U WI NI W 4 t v t 4c WI N-4 B.
F I
WI al 2I -a a J a 2 0 Pb'a 5b
L. C . .
4 4
4 V
A. l
W Q J J Wb FA NI 2 4 ,. f I I I J. W WI Fes' NI } to a 2 aW 0 4 I t-4 WI N W VI WI a.
a
T
aa Z P-lb yI 4 VI in }B J
M6
I} 4 4 4 C VI fa aL 442w 4<(X xi 4 ". 0 .f-C 0 14 4.4 W4 d A VIy 9 U - y
4 0 V J t WI = a.? VWa ,J WI 4j WU Q 2 0 a 0 -u--u-'i
I NOL
SHIP
NULL STRUCTURE
1oxx PIPE STRUCTURE
TI
XX NULL STEEL(EXCL. PIPE)
laxx
NON-FERROUS
l
xxWELDING
l"xx OTHER RAW
"axx CAST
l7XX
AMSCELLAINEOUS
7AUXIARY
ZXXX A 3XXX
ECK FITTING
2OXX PIPE
LINE
(EaseL
C.O. & eALAST.)21IXX WOOD
(CARGO HOLD)
22XX FLOORING
23xx PAINT
24XX NAUTICAL
&
COMMUNICATION2XX
TOWING& MOORING
2SXX CARGO GEAR
& NATCH
COVER-27X
DECK EQLUIP. (EXC.. 24.25 & 26)2SXX NATURAL
LIGHTING & VENT.
ZSXX PIPING
FITTINGS
3O XX PIPING (C.O. & BALAST.)
31 XX EQUIP. (C.O. & SAL.ASTJ
32XX EQUIP.
(C.O. & SALAST.)
=3X
REFRIGERATOR
3 XX WOOD (LIVING QUARTERS)
3XX OTH4ER (LIiN1G QUARTERS)
3X
FCK
MACHINERY 37XX MISCELLANEOUS 38XX SPECIA L 39XX AUXILIARYMXcHINER Y FITTING
4OXX
PIPE LINE
41 XX MAIN ENGINE
4ZXX BOILER
43XX PROPULSION
"XX
AUX. MACHINERY
4SXX FUNNEL
& UP-TAKE
46XX PIPING FITTING
47XX MEASURING INSTRUMENT
48XX
MISCELLANEOUS
4gxx AUXILIARY
ELECTRIC FITTING
FOXPI!LINE
5lXX PRIMARY ELECT. SOURCE
SZXX SECONDARY ELECT. SOURCE
S3XX TELECT.LIHTNG&SIGNAL
54XX NAVIGATION
55XX
WIRING FITTINGS
S6XX CABLE 57XX MISCELLANEOUS 58X WIRELESS 59XX AUXILIARY
NOTE: "XX" OF 3RD AND
4TH
DIGITS INDICATES A FAMILY MATERIAL CODE. [image:21.566.40.516.60.710.2]chase order specifications is dependent on the lead time required by the vendor
for material procurement. Therefore, the design schedule is dependent on the
material procurement schedule which, in turn, is dependent on the delivery
date required by production. As illustrated in Figure 2-2 and extracted as
Figure 2-5, material specifications and lists are prescribed at each design
stage, i.e., at the basic design stage, functional design stage, and work
preparation design stage. These specifications are prepared in two ways,
i.e., as "not finalized" or "finalized." The former is tentatively prepared if the details are not yet finalized, and it will be replaced with the latter when the details are finalized at a subsequent stage. The survey of required vendors' lead time for each material should be made beforehand to establish
a standard for lead times.
It is very important to start material procurement with specifications
that give clear and accurate particulars, exact quantities and required
delivery dates. Accordingly, specifications should be finalized as early
as possible to allow enough lead time for purchasing. When preparing the
specifications, priority is given to longer lead time materials so that
procurement can take action before the deadline, dated back from the
required delivery date to production for palletizing.
Based upon these considerations, IHI has standardized the priority of
materials that should be procured at the stages of basic design, functional design, and work preparation design.
Material specifications are listed in the following material lists:
" Pre-MLS which is to be used only for listing materials based on prelim-inary specifications prepared at the basic design stage, and this will be replaced by the following lists at subsequent design stages.
- MLS (abbreviation of Material List for pecification) which is to
be used for listing materials classified by "T," "P.," or "D" at the functional
design stage and this will be updated, as necessary, at the work preparation
design stage.
" MLF (abbreviation of Material List for OutFitting) which is to be used for listing materials for each pallet, classified by "T," "P," or "D" at the work preparation design stage.
-14-K- SO K-9_ - K;.7
K
-3 I. ..BASIC DESIGN
FUNCTIONAL
DESIGN' WORKPREPA RATION
(Listing in Pre -MLS) (Listing in MVLS) (Listing in MILF)
E VIRY
SPEC . OK to DWG . OK to purcasepurchase?
NO YES NO
DESIGN
NO
YES
~mI I I 4 4
Make anticipative
particulars
~IMake
anticipative
specificationj
s-I-. - .9.
.9.-Mae
poarticulars
Make*
s pec if icationN
z..
Make
specificationI
Use S -material
See:
a i 7mr"
Ste:
how to specify material (Material Requis ition
Clas sification)
howv to control materials for
procurement
(Material Control Classification)
[image:23.566.39.508.68.673.2]The definitions of "T," "P," and "D" are detailed in the following
section on Material Requisition Classification.
2-2-3. Material Requisition Classification
This classification indicates in which form the materials should be
specified. One way to prolong the lead time for procurement is to shorten
the time to prepare the specifications. To attain a compatible solution,
one of the most effective means is to standardize:
- Materials.
- Specification forms.
- Material lists.
The above standardization permits the procurement procedure to be
shortened, leaving a longer lead time for negotiations with the vendor and/or
a longer time for production.
The judgement block chart illustrated in Figure 2-2 and extracted as
Figure 2-6 indicates how each type of drawing ("standard," "vendor's," or
"shipyard's") at each design stage should be documented, that is:
- What types of specifications.
- Which stage of material list.
Earlier commencement of work and lower production cost can be attained
by requisitioning by accurate specifications, standardiztion of material, and
simplification and expedition of procurement. For this purpose, IHI has
stan-dardized materials as well as the procurement procedure.
Materials are specified in the following documents:
- Prq-specification, which is to be used only to specify material
particulars for issuing the letter of intent.
- T-list (T is abbreviation of Table), which is to be used to list the
0 Z' r 'a (44 .a s (0I 0;1 O0 :G
a°C o0
ca~ 0~c -H. s 1-r 0
CA "
W t 0
I a '
0
wm
Q
"4
..
F 4
f .
-i - - -4
Q 0"«
r A,
m 9
.rw0 Q it. -4 '40 CO
moo AMM via= now qmw do"
i
w
H Q
V! 4. V 0 s.. 14. 0.
V
.-.4c
4. 0
o-U 0 oy*v 00 r ;P0
Q
r
*
w
aT "4 -4 (0 N-4y!
ri-F4OL
vi". 4J .r4 44 .14 'U C 0 .,04 4 "q "4 4 (N a "P4 w: E4
- P-specification (P is abbreviation of Purchase order specification),
which is to be used to specify the materials that should be
manu-factured in accordance with the vendor' s drawings and/or standards
based upon the shipyard's specification.
- D-specification (D is abbreviation of manufacturing Drawing), which
is to be used to specify the materials that should be manufactured
in accordance with the shipyard's specifications and drawings.
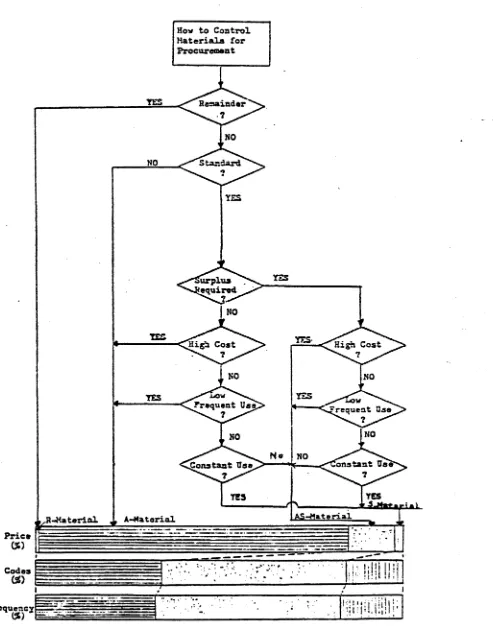
2-2-4. Material Control Classification
This classification indicates how to control material for procurement
based upon the characteristic of the material. The target is to minimize
the stock quantity while maintaining a suitable margin to avoid lack of
material when requested.
For this classification, the following procedures are standardized:
- Which way is the material quantity to be requisitioned, with or without
anticipation?
- Which material should be kept, with (or without) surplus stock?
" Which way is the material requisitioned, by design or by past
statistical data?
For the materials requiring surplus stock, quantity and lead time are fixed
but should be updated as necessary.
The judgement block chart is illustrated in Figure 2-2 and extracted as
Figure 2-7.
Even if the specifications or quantity or the required date could be
precisely planned, it is possible that the actual consumption will differ from
the original plan due to unforeseen factors and/or changes. To compensate for
these differences, an intermediate material control classification,
"AS-material," is classified between "A-material" and "S-material.'"
A-material - means Allocated material that should be requisitioned by the
Hoer to Control
Hateriala for
Proouremsat
Remainder
"7
NO
NO S tas:dard
YES I
'M
u rplus
squired
INO
TES High Cost
YF.S- Hi-,h
Cost
NO NO
YES W YES
w ''request Use
: feQueat use
NO
NO
N o No
Constant Use onstant Use
? 7
Y2s YES
sea
A--MatoriaZ AS-Malterpial
.R-F-atesial q
Price
W%
Codes
M%
Elba
MON
.
"
'
[image:27.566.45.538.59.687.2]Frequency . .r....,.
AS-material- means commonly Allocated Stock material that should be
requisitioned by the quantity specified by design, plus
some surplus for unforeseen changes.
S-material - means Stock material for common consumption that should
be requisitioned in most economical quantities, based upon
estimates from past statistical data and/or forecosts.
R-material - means Remaining material which are leftovers from previous
jobs, formerly A-material.
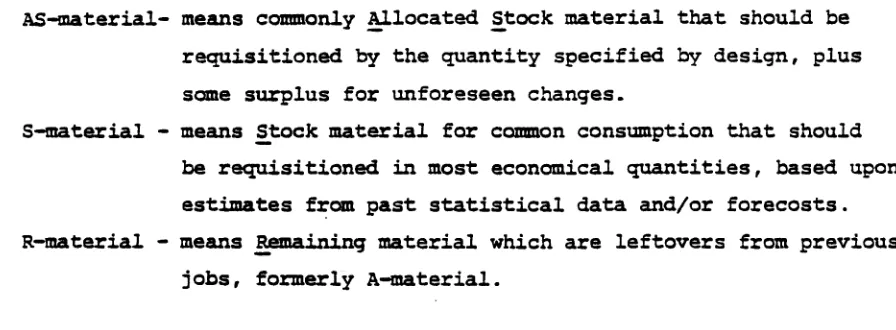
2-2-5. Material Purchasing Classification
This classification indicates how to purchase material by standardization
of purchasing procedures, which, in effect, speeds up purchasing decisions,
shortens the lead time, and reduces the purchaser 's paperwork and manpower.
In order to take full advantage of the above, long term agreements should be
made as much as possible with the vendors. Figure 2-8 illustrates how to
classify the material purchase procedures, and shows how much of the manpower required for tenders and negotiations could be reduced by standard purchasing
procedures.
The standard purchasing procedures applied at IHI are as follows:
Spot Order - Purchasing takes action only when the purchase requisition
is released. Based upon the price of one order, spot orders are split into:
. Simplified Procurement Procedure - price less than 30,000 yen
- Ordinary Procurement Procedure - price more than 30,000 yen
Long Term Agreement - Purchasing based on an agreement with the vendor
for a certain period, containing some terms and conditions. Depending on the
terms and conditions, the agreement is split into:
- Order Base Contract - To fix the vendor's price.
- Consignment Base Contract - To fix the vendor's unit price and secure
appropriate stock for the shipyard, based upon the shipyard's
con-sumption forecast. There are two alternatives for storage, one is
to store the stock at the vendor's warehouse, and the other is to store it at the shipyard's warehouse.
[image:28.566.89.537.62.227.2]-20-How to
Purchas
Material
No
Standard.
Yen
ossi.bl.eT
long ter agree
auSupplier
Ino
Dir.+Kate;
Price Over
%i pyard
lies.
I
Fre-Price W%
15
62l
8\030
iSyripified
procuremenst
procedure
Ordinary procurement procedure e nta
t
Consignment basescotc4
(Suv>cier storage)
tc
Consignmeat base contract
(Shpi
-ya
rd e orale )L / L l
mom"y
Spot Order Long Tern Agreement
[image:29.566.42.540.78.671.2]As shown in Figure 2-9, these procedures enable omission of part of the
usual material procurement process required for ordinary spot orders.
2-3. PLANNING SHIP-BY-SHIP
Material procurement is basically processed and planned
material-by-material, because of the vendor 's expertise, convenience in common use of
the material and material handling. But planning ship-by-ship is
con-stantly required to take measures to comply with any changes in production progress and/or scheduling.
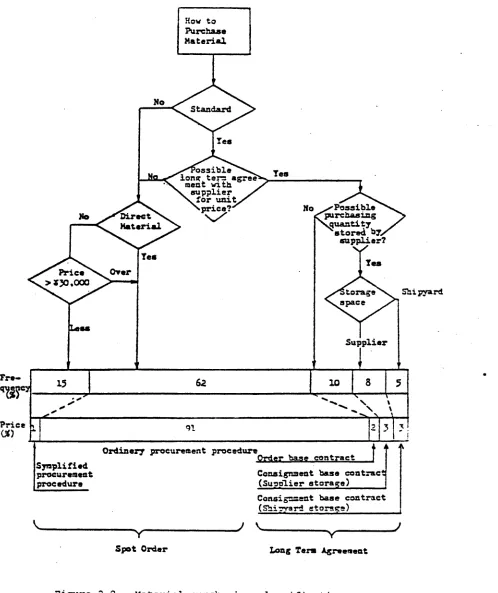
2-3-1. Plan-Do-See Meeting among Sections Concerned
This meeting helps to check the material procurement from the viewpoint
of planning ship-by-ship. Every section in charge can recognize beforehand
the status of progress (ahead or late), or changes in design, material
pro-curement and/or production.
The users can obtain information on whether the material is on schedule
or not, and, if necessary, revise the schedule in advance to meet the required
delivery date. The triangle shown in Figure 2-10 illustrates the departments
concerned and the items to be communicated. It is normally unnecessary to
discuss routine jobs among the departments, because drawings, output from
computer, etc., enable the persons in charge to work together smoothly. The
meeting is held once a month and is grouped into four units:
- Interior Fitting.
- Deck Fitting.
- Machinery Fitting.
- Electric Fitting.
2-3-2. A-Material Procurement
A-material is procured under the control of material-by-material planning.
However, the requisition and issuing is made ship-by-ship. To keep the
mate-rial issue on schedule, checks for procurement progress and revisions are
always executed ship-by-ship. Figure 2-11 illustrates the above logic.
-22-0o,40 '40
e.
'46
-a0 o 0 0 0 '40
fw S
CaC
03 0 0 0 x'
a0 Se
0 a4 0 y ?e'}
"m 43
C se a dy
*.. '4.a
0a'".'4
f. '
R-40=4 .4
.J0
aU X434 J43
u=x 90Z a e JatzddrtS 'paMeCd
o SPO odS %UDWOO.2Y wal uo'T
s.
0
w
0
03
0
NW
"40
dN
LU
A
00
14.
0
4p
M-feSisgn changesA
q
~by
skip' s
ow-e rs,-Ace
etc.
-Big changes- for con-
"struc tionh schedule
2.
Informaation
-Progress of drawings
issue-Progress
of
materialreceivi:
-Progress
of production
Fitting Work
Shop
[image:32.566.96.526.182.540.2].
Material control
Allocation
Requisition
Release
- Purchasing control
Pirchasing
Check System
Allocation lobs to be carried out by ship-by-ship
Requisition release to be carried out by material-by-material. referring
to lead time.
Purchasing jobs to be carried out
by material-b':-material
A-material control
list t
- Ship
- Material code
Delivery control
list
Person in charge
- Ship
- Material code - Delivery date
- Warehousing control
Warehousing
Storage
Warehousing jobs to be carried out by
material-by-material
-Material -Material
-SoP -Ship
[image:33.566.66.505.56.729.2]No. i Srorage No. 2 Storage
2-3-3. AS-Material Procurement
AS-material is characteristically the same as A-material. But, as
shown in Figure 2-12, the routine and check systems are different from those
for A-material.
2-3-4. Palletizing for Material Issue
The process stated so far is based upon receiving the materials on
schedule. This is most important for production control. Since unit and/or
zone outfitting will be smoothly performed by palletization of material, any
lack of material will entail decline in productivity, confusion in the
pro-duction schedule, and loss of manpower.
Palletizing is the last function of material procurement, and it is the connecting process between material procurement and production. Accord-ingly, the planning of functions switches over from material-by-material to ship-by-ship and pallet-by-pallet .
Figure 2-13 shows the flow of palletization between the warehouse and the palletizing shop. Notable points are:
- Fabricated components, e.g., ladders, tanks, etc., are delivered directly to the storage area of the palletizing shop.
' Final palletization is executed by the palletizing shop.
-9Partial palletization of materials in warehouse is executed by the warehouse.
-26-- Material control
Allocation
Leveling & Balancing
Allocation jobs to be carried
our bir ship-by-ship
Leveling and balancing jobs to be
carried out by
material-by-material
Requisition Release
I
Requisition release to be carried
out by
material-by-material
i
I- Purchasing control
Purchasing & Check System
Purchasing jobs to be carried
out by material-by-material
- Warehousing control
Warehousing & Storage
Warehousing jobs to be carried
t by material-by-material
[image:35.566.96.485.76.687.2]Materi -Mater
t
E
s 4
1 4 1
4 4
I0(N
I
C.<III. SOME PROCESSES OF MATERIAL PROCUREMENT
In this section, some principles for minimizing stock requirements are
introduced.
3-1. LEVELING AND BALANCING FOR MATERIAL REQUISITION
The logic flow of leveling and balancing, shown in Figure 3-1, gives a procedure for calculating the quantity of requisitioned material that must
be purchased. This logic is practically applied only for AS-material, but
the same general idea is also applied for A and/or S-material.
For A-material, the requisition is made subject to the input of design data, without considering any margins in quantity. In contrast, for
S-material the requisition is based upon statistical data regardless of design data.
If AS-material, which includes some margin in the quantity required for
each ship, is purchased ship-by-ship and system-by-system, the possibility
of over-purchasing will increase, causing undesirable dead stock by
accumula-tion of the margins. The solution is to frequently check and level the
quantity of the purchased material for all ships under construction. The leveled quantity is obtained by summing up the estimated quantity and the consumed quantity, per month, per ship, referring to the quantity estimated by the design.
By leveling the stock, the following advantages are obtained: - Suitable margin for "safety stock."
" Minimize inventory value.
- Economic purchasing lots.
3.2 ASSURANCE OF REQUISITIONED MATERIAL
With the progress of design, the accuracy of material consumption
estima-tion becomes higher and higher. The following are procedures to assure higher
-29-A.Soatariala uati ty
per Destfgn Data
*...QTY
(t
) nLeveling and - Steakeai estarial t)
BalancingMatrlstcsb
Operation sse(t
ordered fnor?ED
Calculationi of
Margipuimc i ty
[image:38.566.85.508.80.701.2]accuracy at earlier stages. Figure 3-2 shows the relationship and the
updating sequence among drawings, material lists, and purchase orders.
Purchasing based upon definite final drawings cannot make purchasing
and production periods shorter. So, in order to purchase necessary materials
as early as possible, purchasing is based on anticipated quantities, and
updated with the progress of design.
The anticipated quantity often differs from the actual consumed quantity.
To avoid these differences, the quantities are compared and adjusted in
advance at the check points upon completion of:
- Functional design.
" Work preparation design.
The quantity obtained in work preparation design replaces that of
func-tional design at the following time, whichever comes first:
- Completion of the work preparation design.
- When the quantity of material developed in work preparation design
exceeds that of functional design.
For the purposes of early requisition of materials, decisions on quantity
should be made at the following stages based on the user's required date as
yardsticks:
- Functional drawing. Date of fabrication start of the earliest pallet
of each zone for hull construction.
- Work preparation drawings. Date of fabrication start of each pallet.
The dates fixed at the preceeding stage will be replaced, as necessary, by the ones of the subsequent stage.
As mentioned before, three types of material list will be issued. An MLS
accu-AV " 0 4 " 4 -
-C C
aO
..
r z
Y
4"
w .rC
* a
96A 0
V A L V
.2 *
i0
aS
00 p
C *
-y
-I0
s.
e
,.-C
C
tw
of
V '0
A
r2a L
a e
4 a d C
o
a
Ii I I+rmmmma-mo+ a 0 r
w A
e .. S* 4ien
U *C
± Oa a r *
t.!- air,
c . 0 1 0
9 3IG 9"!
an
o~pI.
0
4 6 0C0.
"
r
Q404
-0 p
01 .
'FT
.+ C O A O d U eI I-0I
_ tC6'1C Is
Q1 . ii a U
I1S
.w
r-I-rAXr
L2Z
l
*t aiL-i
; u:3:s astaiv
.. ...
r1V it w"
racy, and with different characters, they are checked among each other and
adjusted, as necessary, to make them valid.
3-3. LEAD TIME CALCULATION FOR DETERMINING DELIVERY DATE
One of the important functions of material procurement is the
standard-ization of timing for various actions of material procurement. As a result,
easy forecasting and scheduling of subsequent actions can be made, and
action can be taken earlier.
Figure 3-3 shows "material procurement - timing" as a model, and
Figure 3-4 shows "material timing control and lead time" as the basis of the
former model.
To shorten the required period a careful survey of lead time should
be made and the possibility of shortening the time required for each factor
should be examined.
-33-S 0
"
I
a.
*
HLY completion
-Input of outfitting
fixed schedule
)CLS completion>N\
-Input of outfitti'
standard
asedule
5-cee ting c
Q
-Delivez7 date by zone.
S-Ma
terconstruction
[image:42.566.117.470.42.725.2]*schedule
4
0
o d
c~ c !Dist'lbutidt date by Ii'ut.
i
Material.tlIssue
requestsera request date
(sc~duMa)trialIsue
~
Order Sheet-Lacked m'aterial.
Sheet
, , Input of expected delively
date
- - Output of Late
Delivery Material Sheet
Deliver date contracted
0
", 0
Output of .
SDeliver?
yU-Sheetz
(Twicn. a
e Purchase Order release
v Requisition Order :sease
IV. COMPUTER-AIDED MATERIAL CONTROL AND RELEVANT SYSTEMS
4-1. FLOW OF MATERIAL CONTROL SYSTEM
The flow chart shown in Figure 4-1 represents the outline of IHI's
material control system which covers the functions of material control and
relevant systems. The system is aimed at:
- Eliminating repetitive writing jobs in the subsequent functions.
- Leaving writing, sorting, calculating, and other clerical jobs
to the computer, and letting the computer generate final clerical
printouts.
- Leaving controlling, judging, and other managerial tasks to the
human being, and letting the computer generate necessary reference
data.
4-2. RATIONALIZATION BEFORE COMPUTERIZATION Material control
1. Classification of material:
- Material Code.
- Material Control Classification. - Material Supply Form Classification. 2. Effectiveness of material control:
- To study and settle material control classification for avoiding material shortage at minimum stock.
Desic n
1. Standardization of design:
- To standardize design and formats.
To minimize varieties of standards considering prices and handling. 2. Standardization of suppliers:
- To make long term agreements with certain vendors
00
cn
Iohb:m
0 __
° 21U
J C
68
o
aI 4~
iI o; %A 43
L AoO
goa
.-b-.
0
J
3. Clarification of exceptional cases: - Owner' s special requirements. - Expedited delivery.
Purchasing
1. Standardization of purchasing procedures:
- To contract long term agreements.
- To contract delivery and payment terms.
To contract procedures for drawing approval.
2. Classification of purchasing procedures:
- To clarify purchasing procedure material-by-material.
- Spot order.
- Long term agreement.
- Consignment base contract.
3. Propagate long term agreements.
Warehouse
1. Receiving, issuing, and storing of material in accordance with
material control classification.
2. Standardization of material palletizing procedures.
4-3. ADVANTAGES OF COMPUTERIZATION
1. The following instructions can be easily made to meet progress in production:
- Expedited delivery.
- Sequence of issuing of drawings.
Quantity and delivery date of material.
- Issuing materials.
2. Job control can be easily planned based on control data. 3. Purchased quantity can be easily identified.
5. Reduction of manual calculation and posting of:
- Payment order.
- Cost accounting.
- Bookkeeping.
6. Production cost can be rapidly identified.
7. Ccmparison between budget and cost.
8. Early discovery of exceptional or emergency matters.
- Late issue of drawings.
-Late issue of purchase orders.
- Late delivery of materials. *0Mis-issue of material.
9. Prevention of errors owing to manual calculation and writing.
10. Standardization of job procedures.
11. Less skill required for job procedures.
-39-i t
_J }.
t7 1
'a, e .
.. d av .
'111111UMTRI
I
39015075194830
Na& :
I
'' k .