Effects of Electro-Magnetic Stirring on Microstructural Evolution
and Mechanical Properties in Semi-Solid Forming
of a Hypo-Eutectic Al
Si
Cu
Ni
Mg Alloy
Young-Soo Jang, Byoung-Hee Choi and Chun-Pyo Hong
+Department of Materials Science and Engineering, Yonsei University, 134 Shinchon-dong, Seodaemun-ku, Seoul 120-749, Korea
A new piston alloy based on a hypo-eutectic AlSiCuNiMg system was developed for semi-solid forming. The Si content was optimized to obtain proper semi-solid slurry based on thermodynamic calculations and experiments. The contents of Cu, Ni and Mg were kept similar to those of a commercial piston alloy to retain good heat resistance and high-strength properties. The high-quality semi-solid slurry with
fine and uniform globular characteristics for semi-solid forming can be obtained at a low pouring temperature of 615°C. The conditions of a T6 heat treatment for the developed alloy are optimized as follows: solid solution treatment at 520°C for 6 h and an aging treatment at 160°C for 5 h. The mechanical properties, in this case hardness, high-temperature tensile strength, relative wear resistance, and high-temperature creep, were evaluated by the specimens which were taken from the rheo-diecast products and the results were compared with those of a conventional metal mold cast piston. [doi:10.2320/matertrans.M2013404]
(Received October 31, 2013; Accepted January 29, 2014; Published March 25, 2014)
Keywords: electro-magnetic stirring, rheo-diecasting, piston alloy, high temperature tensile strength, hardness, high temperature relative wear resistance, high temperature creep
1. Introduction
Many automobile parts are manufactured with Al alloys to reduce the weight of cars in order to increase fuel mileage, especially considering the ongoing environmental problems. Among these parts, the piston head, a part for which heat resistance and wear resistance are important, is produced with AlSiCuNi alloys. In addition, this part is manufactured by gravitational metal mold casting, as it must have few inner defects such as porosities and blisters due to its high-temperature operational environment. The eutectic AlSi alloy is used because it is convenient for gravitational metal mold casting, and its heat resistance and wear resistance are improved with additions of elements such as Cu, Ni and Mg intermetallic compounds as well as primary Si particles.1,2) However, in order to function as a heat-resistant and wear-resistant material, the distribution of the various precipitated phases should be uniform and the particle size should befine. Gravitational metal mold casting is essentially limited in terms of its usefulness in controlling the microstructure. In addition, gravitational metal mold casting has the drawbacks of high post-processing costs and low productivity. Recently, efforts have been made to apply electro-magnetic (EM) stirring in an effort to increase the microstructural control of conventional AlSiCuNiMg alloy for pistons and to adapt this technique to the rheo-diecasting method, which is highly productive and which allows for near net-shape forming.3)It is well known that the application of EM stirring can obtain a uniform distribution of primary Si particles through the effect of a uniform solute field, improving the mechanical proper-ties through afine and uniform distribution of¡-Al particles and intermetallic compounds.410)The rheo-diecasting proc-ess allows for a T6 heat treatment, which is difficult in HPDC, because the laminar flow feeding reduces casting defects such as porosity, thus improving the strength.
However, the AlSiCuNiMg alloy, the currently used piston material, is limited in its applicability to industry because the mushy zone is narrow due to the Si content in the eutectic zone and the process window is consequently narrow if EM stirring is applied.
In the present study, the Si content was optimized to make the process window adequate for EM stirring while retaining the Cu, Ni and Mg contents in order to retain high mechanical properties such as good heat resistance and high-temperature strength. The obtained alloy underwent EM stirring and rheo-diecasting and was then evaluated with reference to its potential use as a manufacturing alloy for pistons with excellent mechanical properties. To do this, a microstructural control scheme was enacted according to the EM stirring condition, and the T6 heat treatment conditions were determined for the prepared specimen. The mechanical properties of the rheo-diecast specimens were evaluated by performing high-temperature tensile, hardness, wear resist-ance and high-temperature creep tests on them. The results were then compared with those of gravitational metal mold casting parts made from currently used piston materials.
2. Experimental Procedure
[image:1.595.300.551.757.784.2]The chemical composition of the AlSi based piston alloy used in the present study is shown in Table 1. Figure 1 shows the calculated temperature versus the solid fraction curve and the calculated solidification sequences based on a thermody-namic calculation using the Thermo-Calc software. These sequences are as follows: L¼L+primary ¡-Al¼ L+primary¡-Al+eutectic (¡-Al+Si)¼primary¡-Al+
Table 1 Chemical composition of the examined piston alloy (mass%).
Composition Si Cu Ni Mg Mn Fe Al
7.0«0.3 4.0«0.1 2.4«0.2 1.0«0.2 <0.3 <0.7 Bal. +Corresponding author, E-mail: poinix@yonsei.ac.kr
eutectic (¡-Al+Si)+Y. In the sequences, Y denotes various intermetallic compounds. It is important to control the microstructural evolution of these precipitated phases, as the solidification microstructure is closely related the me-chanical properties, such as the strength, heat resistance, and wear resistance.
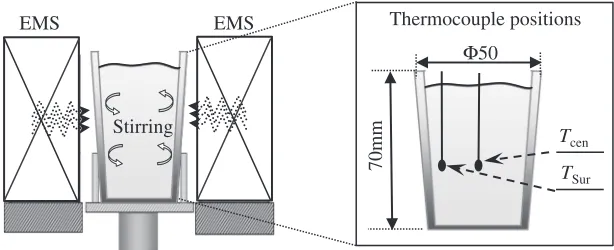
The piston alloy was melted at 700°C for one hour following degassing prior to it being pouring into the slurry-making vessel. Figure 2 shows the slurry-slurry-making system and the temperature measurement positions used in this study. The EM stirring apparatus consists of two pairs of poles that cause the rotation of an EMfield. The intensity of EM stirring was set to be 10 A with the 220 V sing-phase and the frequency of 60 Hz, and thus the electromagnetic field of 0.03 tesla was led to aluminum molten metal in the slurry making vessel. As shown in Fig. 2, the slurry-making vessel was made of stainless steel ¯50 in diameter and 70 mm in length and the inside of the vessel was coated with BN. Tcen in Fig. 2 denotes the temperature at the center of the
slurry, whileTsurdenotes the temperature on the surface.
The slurry prepared by EM stirring was injected into an 85-ton die-cast machine to fabricate the rheo-diecast specimens. The prepared specimens underwent a T6 heat treatment through a solution heat treatment and an aging treatment.
For the microstructural observation, all samples were ground by SiC papers and polished on a cloth with a 0.04 µm diamond suspension. The microstructures were analyzed using an optical microscopefitted with a digital camera. The
hardness, high-temperature tensile strength, relative wear resistance and high-temperature creep were measured and compared with those of commercial products created with the gravitational metal mold casting process.
3. Results and Discussions
3.1 Alloy design and slurry preparation
The rheo-diecasting process used in this study consists of two steps: (i) a procedure to prepare a semi-solid slurry and (ii) a process to inject the prepared slurry into a diecasting machine to manufacture the products. In the rheo-diecasting process, a semi-solid slurry is moved to a diecasting process immediately after the slurry fabrication stage. It is well known that an alloy with a narrow solidification range is not suitable for a semi-solid process due to the narrow processing window.11)Castability in rheo-diecasting is closely related to
the solidification rate of the slurry, which also affects the quality of the rheo-diecast products. The solidification rate, dfs/dT, is determined by dfs/dT*dT/dt. In the definition, dT/dtdenotes the cooling rate and dfs/dTis the temperature sensitivity. The temperature sensitivity of the solid fraction is determined by the temperature versus the solid fraction curve.12)The cooling rate, dT/dt, is associated with the rheo-diecasting process, while the temperature sensitivity of the solid fraction, dfs/dT, is associated with the properties of the alloy. It is well known that the optimal solid fraction for rheo-diecasting ranges from 0.3 to 0.4. Thus, the temperature sensitivity in this solid fraction range can be estimated when
Reaction Temperature,
T /°C
L (Al) 599.3
L (Al) + (Si)E 558.2
L (Al) + (Si)E+ ε 543.8
L (Si) + (Al)E+ ε + δ 531.0
L (Si) + (Al)E+ δ 530.7
L (Si) + (Al)E + δ + γ 524.1
Designation Phase
ε Al3Ni2
δ Al7Cu4Ni
γ Al2Cu
0.1 520
0.0 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 530
540 550 560 570 580 590 600 610
T
emperature, T/
°
C
Solid fraction, fs
(a) (b)
Fig. 1 Calculated (a) temperature versus solid fraction curve and (b) solidification sequences.
EMS EMS
Stirring
TSur
Tcen
Thermocouple positions Φ50
70mm
[image:2.595.93.505.72.232.2] [image:2.595.144.451.274.399.2]optimizing the alloy compositions. As the temperature sensitivity decreases, the castability of the semi-solid slurry in rheo-diecasting improves. According to the literature,11)
the critical value of dfs/dTwas reported to be 0.015. This value was also adopted in the present study.
The gravitational metal mold casting process is applied to reduce casting defects for commercial piston alloys such as the AC8A alloy. Alloying elements such as Si, Cu, Ni, and Mg are added to the Al base to enhance the heat resistance and strength. Commercial piston alloys were applied to rheo-diecasting in some studies in an effort to overcome the low productivity of the gravitational metal mold casting process and to prevent casting defects which form during the HPDC process.3) An AlSi eutectic alloy containing 12 mass% Si,
such as the AC8A alloy, is difficult to apply to the rheo-diecasting process due to the narrow mushy zone. Therefore, in this study, the appropriate Si content was calculated according to the thermodynamic criterion proper for rheo-diecasting. The contents of the Cu, Ni, and Mg elements remained similar to those in alloys used in the area of commercial piston head manufacturing to retain the alloy heat resistance and high-strength properties. The thermody-namic criterion was based on the temperature sensitivity of the solid fraction («dfs/dT«<0.015), which is a critical factor in alloy design. Figure 3(a) exhibits the calculated solid fraction versus the temperature curve of AlSiCuNi alloys containing Si in the range of 6.011.0 mass% and with 4.0 mass% Cu and 2.0 mass% Ni according to the Thermo-Calc simulation. As shown in the figure, the width of the mushy zone ("TL-ss) increased to 8 mass% and then
decreased. The temperature sensitivity of the solid fraction decreases as the solidification progresses, and it also decreases in terms of the Si content, as shown in Fig. 3(b).
As shown in Fig. 3, the mushy zone was widest at a Si content of 8 mass% and the temperature sensitivity of the solid fraction was 0.015 or lower if the Si content was 8 mass% or lower. For a Si content of 8 mass%, the temperature sensitivity of the solid fraction increased sharply at a solid fraction of 0.3. Based on the calculations, the proper content of Si was considered to be 7.0 mass%.
Considering that earlier work found that a high level of temperature sensitivity of the solid fraction degrades the quality of the slurry, if the difference in the solid fraction is greater than the temperature difference between the center and the surface, the vessel wall starts to undergo solidification rapidly immediately after the molten metal is poured into the slurry vessel. The formation of a solidified shell decreases the product quality by creating casting defects. Figure 4 shows the solidified shells formed in the slurry vessel when the temperature sensitivity of the solid fraction is high for two different Si contents of (a) 9.0 mass% and (b) 11.0 mass%.
It is well known that the microstructural properties of slurry are closely related to the pouring temperature of the molten metal into the slurry vessel.13) Microstructural
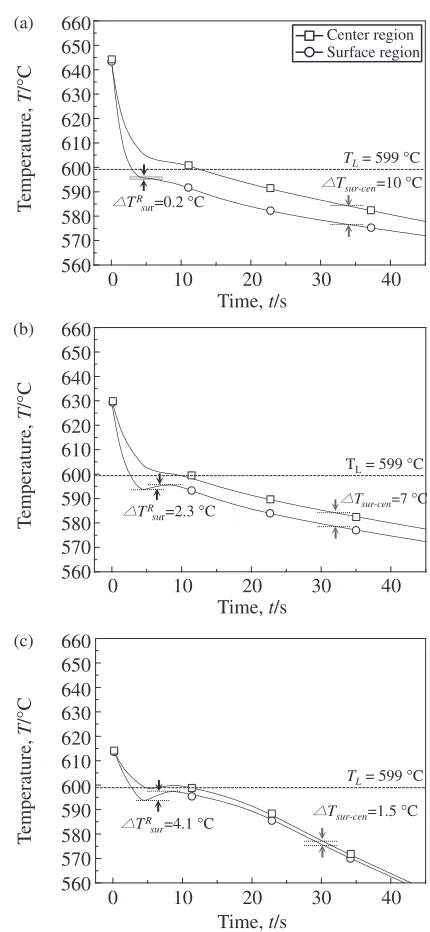
evolution was observed according to the pouring temperature during the process of preparing the Al7 mass%Si4 mass% -Cu2 mass%Ni1 mass%Mg slurry. Figures 5 and 6 show the microstructures at the center of the slurry and the cooling curves in the center and on the surface, respectively, of the slurry at the pouring temperatures of 645, 630 and 615°C. As shown in Fig. 5, the density, uniformity, and globularity of the ¡-Al particles increased as the pouring temperature decreased. When the pouring temperature was 645°C, as shown in Fig. 5(a), several coarse rosette-like¡-Al particles were noted in the slurry. When the pouring temperature Al-6Si-4Cu-2Ni
Al-7Si-4Cu-2Ni Al-8Si-4Cu-2Ni Al-9Si-4Cu-2Ni Al-10Si-4Cu-2Ni Al-11Si-4Cu-2Ni
Solid fraction,
fs
Temperature, T /°C
dfs/dT 1.0
0.8
0.6
0.4
0.2
0.0
620 600 580 560 540 520
Si (mass%)
TL-SS,
T/°C
6 23
7 26
8 31.5
9 24
10 16
11 9
0.090
0.075
0.060
0.045
0.030
0.015
0.000
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 Solid fraction, fs
T
emperature sensiti
v
ity
of fraction solid,
|
d
f
s/d
T
|
Suitable range for rheo-diecasting
(a) (b)
Fig. 3 The relationships of (a) temperature versus solid fraction and (b) solid fraction versus temperature sensitivity of solid fraction.
Solidified shell
(a) (b)
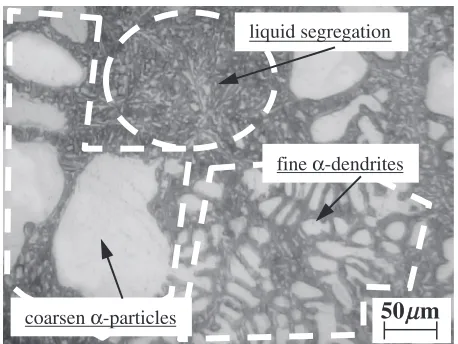
[image:3.595.91.505.73.219.2] [image:3.595.99.497.263.353.2]decreased to 630°C, the morphology of the ¡-Al particles became more globular and uniform, butfine¡-dendrites were still observed around the ¡-Al particles. When the pouring temperature was 615°C, as shown in Fig. 5(c), fine and uniform globular ¡-Al particles were obtained. The cooling curves in Fig. 6 indicate that the temperature difference between the wall surface and the center increases as the pouring temperature increases at an early stage of solid-ification. The nuclei created on the slurry vessel wall and the nuclei that were created later in the center were mixed; particle growth under this condition resulted in¡-Al particles of various sizes and shapes. This result also indicated that the initial density of the nuclei generated was higher when the pouring temperature was lower due to the large amount of recalescence. The size and distribution of ¡-Al particles analyzed quantitatively on the microstructures shown in Fig. 5 are summarized in Table 2. When the pouring temperature was 615°C, ¡-Al particles with a mean size of 50«5 µm were obtained. It was found that the globular¡-Al particles became coarse ¡-Al particles and that the particle density decreased as the pouring temperature increased. Fine dendrites were found around the ¡-Al particles when the pouring temperature was 630°C or higher. It is considered that a small portion of the nuclei which selectively survived became coarse particles due to the high pouring temperature. Other nuclei were remelted, agglomerated, and eventually remained asfine dendrites. Figure 7 shows the microstructure of the fine dendrites generated at a pouring temperature of 645°C. The fine dendrites generated at a high pouring temperature caused unsoundness of the product shape when feeding the semi-solid slurry into the die cavity during the diecasting process. They also bring about liquid segregation and thereby deteriorate the mechanical properties of the
final rheo-diecast products.13) In the experiments described
above, a high-quality semi-solid slurry having fine and uniform globular particles was produced at a pouring temperature of 615°C.
(a) (b) (c)
100 μm 100 μm 100 μm
[image:4.595.88.508.69.174.2]Fig. 5 The observed microstructures obtained under various pouring temperatures; (a) 645°C, (b) 630°C and (c) 615°C.
Table 2 Microstructural analysis in the slurry with various pouring temperatures.
Pouring temperature,
T/°C
Globular¡particles
Density offine dendrites* (counts·mm¹2)
Particle density (counts·mm¹2)
Average particle size (µm)
Form factor
645 296 65«21 0.3 210
630 314 62«14 0.5 80
615 365 50«5 0.8 24
*Fine dendrite represents the dendritic particles under the size of 15 µm, as shown in Fig. 7.
(a) 660 650 640 630 620 610 600 590 580 570 560
0 10 20 30 40
TL= 599 °C
Tsur-cen=10 °C
TR sur=0.2 °C
Center region Surface region
T
emperature,
T
/
°
C
Time, t/s (b)
T
emperature,
T
/
°
C
660 650 640 630 620 610 600 590 580 570 560
0 10 20 30 40
TL= 599 °C
Tsur-cen=7 °C
TR sur=2.3 °C
Time, t/s
(c)
T
emperature,
T
/
°
C
TR sur=4.1 °C
660 650 640 630 620 610 600 590 580 570 560
0 10 20 30 40
TL= 599 °C
Tsur-cen=1.5 °C
Time, t/s
Fig. 6 Temperature-time curves obtained by the cooling curve experiment during slurry making for Al7Si4Cu2Ni1Mg alloy with various pouring
temperatures; (a) 645°C, (b) 630°C and (c) 615°C. Here,TLis the liquidus
temperature, "TR
[image:4.595.317.532.208.674.2] [image:4.595.47.293.239.336.2]3.2 Heat treatment and mechanical properties
The mechanical properties of the alloy used in this study can be improved by a heat treatment because the alloy contains various alloying elements which induce age-hard-ening, such as Si, Cu and Mg. However, for a general HPDC process using a die-cast machine, speed and high-pressure feeding generates porosity defects in the product, which are known to be expanded by approximately 1000 times or more in volume during a heat treatment, resulting in problems such as blister defects or dimensional deformation in the products. In contrast, rheo-diecasting allows for an improvement of the mechanical properties through a heat treatment by suppressing porosity defects using a stable, laminar-flow slurry feeding pattern. Figure 8 shows the geometry and microstructures of the HPDC and rheo-diecast specimens as well as their appearance after a solution treatment of 6 h. As shown in Fig. 8(b-1), the HPDC specimen had blister defects which had formed due to the expansion of micro-porosities during the high-temperature
solution treatment. On the other hand, the rheo-diecast specimen had no blister defects despite the use of a solution treatment, as shown in Fig. 8(c-1). The microstructures of the rheo-diecast specimen consist of fine and uniform globular
¡-Al particles. However, dendrites and porosities are found in the high pressure die-cast specimen. It is well known that aluminum parts with fine microstructures indicate high mechanical properties using a T6 solution treatment due to the short diffusion length through the grain boundary between the primary¡phase and the eutectic Si particles.9,14) In this study, the mechanical properties could be successfully improved through a T6 heat treatment because the micro-structure was controlled to havefine and uniform globular¡ -Al particles by means of EM stirring.
Figure 9 shows the results of a hardness test done under various solution treatment and aging treatment conditions. The solution treatment was performed for 010 h at temper-atures of 500, 520 and 540°C. The aging treatment was carried out at a temperature of 160°C for 5 h. As shown in Fig. 9(a), a hardness peak was generated after 4 h and then decreased when the solution treatment temperature was high (540°C). At the solution-treatment temperature of 500°C, the hardness gradually increased over time, reached a peak after 8 h, and decreased afterwards. The highest hardness, 70 HRB, was observed at 520°C after 6 h. Accordingly, the solution treatment condition was set to 520°C and 6 h. The aging treatment test was performed at 160°C over time, following a solution treatment of 6 h at 520°C. The test result showed that the hardness was highest with an aging treatment of 5 h. The optimal T6 heat treatment condition was determined to be a solution treatment of 6 h at 520°C and an aging treatment of 5 h at 160°C.
In this study, the mechanical properties of rheo-diecast products, specifically the high-temperature tensile strength, surface hardness, relative wear resistance, and high-temper-ature creep, were investigated in comparison with those of commercial piston products manufactured by gravitational metal mold casting. The compared commercial piston
50
m
fine α-dendrites liquid segregation
coarsen α-particles
μ
Fig. 7 Detailed analyses on the microstructures in the slurry at the pouring temperature of 645°C; non-uniform microstructures consisting of fine dendrites, coarse¡particles, and liquid segregation.
(c-1) porosity
(b-1)
10t 80mm
6t 4t 2t
135mm
35mm
Φ55
20mm 10mm
(a)
Optical picture observation
200 (c-2)
m μ (b-2)
200 mμ
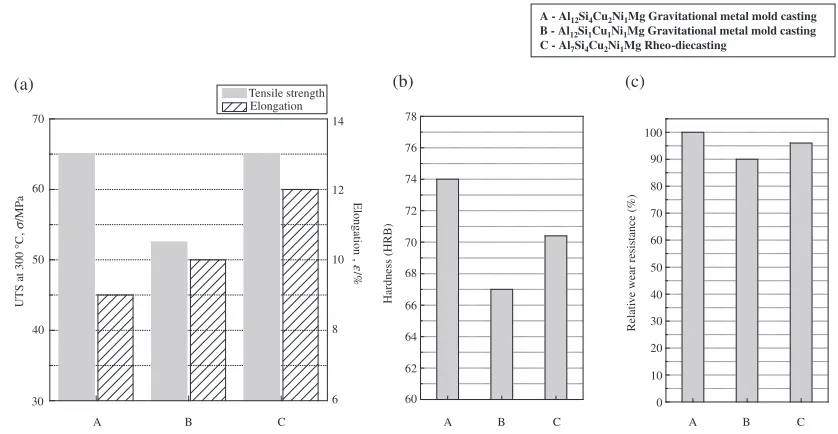
[image:5.595.55.284.315.487.2] [image:5.595.113.487.551.751.2]products were made of Al12Si4Cu2Ni1Mg alloy, often used for diesel engines, and Al12Si1Cu1Ni1Mg, often used for gasoline engines. Figure 10 shows the mechanical properties of the specimens. In the figure, A indicates a gravitational metal mold casting specimen made of the Al 12Si4Cu2Ni1Mg alloy, B is a gravitational metal mold casting specimen made of the Al12Si1Cu1Ni1Mg alloy, and Specimen C is a rheo-diecast specimen made of the Al 7Si4Cu2Ni1Mg alloy.
A high-temperature tensile strength test was carried out at 300°C, and the results are shown in Fig. 10(a). As shown in the figure, the ultimate tensile strength (UTS) of the rheo-diecasting specimen was similar to that of Specimen A, and the elongation was improved by about 30%. When compared with Specimen B, the UTS value was increased by 25%and the elongation values were improved by 20%. This increase in the tensile strength properties may be due to the uniform globular ¡-Al particles and the intermetallic compounds.
The surface hardness is a very important mechanical property for piston parts because the piston head is exposed
to continuous friction in the cylinder. In this study, the Rockwell hardness was measured by applying 100 N of pressure using a 1/16-inch metal ball. These results are shown in Fig. 10(b). For Specimens A and B, primary Si particles formed due to the high Si content, leading to an increase in the surface hardness. The surface hardness of the rheo-diecast Specimen C was lower than that of Specimen A by about 5% but was higher than that of Specimen B by about 5% despite the fact that Specimen C did not contain any primary Si particles.
The relative wear resistance is an essential physical property related to friction resistance in the high-temperature operation environment of a piston. In this study, a pin-on-disc high-temperature wearing test was performed at 300°C to investigate the relative wear resistance by comparing the relative wearing weights. Figure 10(c) shows that the relative wear resistance of the rheo-diecast Specimen C was lower than that of Specimen A and higher than Specimen B, as in the case of the surface hardness. Specimen C, which had been expected to have low relative wear resistance due to the
500 °C solution temperature
520 °C solution temperature
540 °C solution temperature
75
65
55
45
Hardness (HRB)
50 60 70
40
35
0 2 4 6 8 10
Solid-solution treatment time, t/h Aging treatment condition:
160 °C / 5h
3 4 5 6 7
Aging treatment time, t/h 75
65
55
45
Hardness (HRB)
50 60 70
Solid-solution treatment condition: 520 °C / 6h Aging temperature : 160 °C
(b) (a)
Fig. 9 Effects of the heat treatment conditions for various types on the hardness of the rheo-diecast specimens; (a) the effects of the solid solution treatment temperature and time on the hardness of the rheo-diecast specimens and (b) the effects of aging time on the hardness.
A - Al12Si4Cu2Ni1Mg Gravitational metal mold casting
B - Al12Si1Cu1Ni1Mg Gravitational metal mold casting
C - Al7Si4Cu2Ni1Mg Rheo-diecasting
UTS at 300
°
C,
σ
/MP
a
70
60
50
40
30
14
12
10
8
6
Elongation
,
ε
/%
Tensile strength Elongation
A B C
76
72
68
64
60
Hardness (HRB)
62 66 70 74 78
A B C
100
90
80
70
60
50
40
30
20
10
0
Relati
v
e wear resistance (%)
A B C
(b)
[image:6.595.109.488.70.235.2](a) (c)
[image:6.595.86.505.286.503.2]low Si content, showed excellent wear resistance due to its
fine and uniform structure and due to the hardening effect of the heat treatment.
Figure 11 shows the creep property of the specimens when a constant pressure of 130 MPa was applied at 250°C. The initial deformation rate of Specimen C was between those of Specimens A and B, but the deformation rate was low over time such that Specimen C did not break even after 60000 s, maintaining excellent mechanical properties even under the high-temperature and high-pressure conditions. Thus, the uniform andfine¡-Al phase and thefine and nodular eutectic phase obtained by the heat treatment greatly contributed to the improvement of the mechanical properties (i.e., the high-temperature tensile strength, surface hardness, relative wear resistance, and high-temperature creep).
4. Concluding Remarks
In the present study, an alloy suitable for the rheo-diecasting process was developed by improving the conven-tional Al12 mass%Si4 mass%Cu2 mass%Ni1 mass%Mg alloy currently used in the manufacturing of pistons. Considering a mush zone and temperature sensitivity of the solid fraction adequate for rheo-diecasting, the Si content was determined to be 7 mass%. In order to obtain a microstructure
containing fine and uniform globular ¡-Al particles during the preparation of the slurry, the pouring temperature, which is considered to be closely related to the microstructure, was controlled. At a pouring temperature of 615°C, a micro-structure with a fine and uniform distribution of the ¡-Al particles was obtained due to the low temperature difference between the surface and the center. When the pouring temperature was as high as 645°C, the particle density was decreased, generating several coarse, rosette-like ¡-Al particles.
In the rheo-diecasting process, the physical properties are improved through a subsequent heat treatment. In this study, the mechanical properties were improved by means of a T6 heat treatment, and the appropriate solution treatment and aging treatment temperature and duration were determined through hardness tests. The optimal hardness was obtained by a solution treatment for 6 h at 520°C and a subsequent aging treatment lasting 5 h at 160°C. It can be concluded that the present rheo-diecasting process with the Al7 mass%Si 4 mass%Cu2 mass%Ni1 mass%Mg alloy can provide a high quality of mechanical properties for piston parts compared to conventional gravitational metal mold casting.
REFERENCES
1) E. L. Rooy: AFS Trans.80(1972) 421426.
2) J. E. Hatch: Aluminum: Properties and Physical Metallurgy, (ASM Metals Park, Ohio, 1984).
3) Y. S. Jang, B. H. Choi and C. P. Hong:ISIJ Int.53(2013) 468475. 4) T. Haga and P. Kapranos:J. Mater. Process. Technol.130131(2002)
594598.
5) Z. Fan:Int. Mater. Rev.47(2002) 4985.
6) R. A. Martinez and M. C. Flemings:Metall. Mater. Trans. A36(2005) 22052210.
7) M. Yamazaki, A. Takai, O. Murakami, M. Kawabata, H. Tanikawa, O. Ito and K. Kuroki: SAE Technical Paper 2004-01-1447, (2004). 8) J. G. Sim, J. Y. Moon, J. M. Kim and C. P. Hong: Solid State
Phenomena116117(2006) 509512.
9) J. G. Sim, Y. S. Jang, J. Y. Moon, J. M. Kim, K. H. Min and C. P. Hong: ISIJ Int.49(2009) 17001709.
10) C. P. Hong and J. M. Kim:Solid State Phenomena116117(2006) 44 53.
11) J. B. Patel, Y. Q. Liu, G. Shao and Z. Fan:Mater. Sci. Eng. A476
(2008) 341349.
12) J. Chowdhury, S. Ganguly and S. Chakraborty:J. Phys. D38(2005) 28692880.
13) J. G. Sim, B. H. Choi, Y. S. Jang, J. M. Kim and C. P. Hong:ISIJ Int.
50(2010) 11651174.
14) P. A. Rometsch, L. Arnberg and D. L. Zhang: Int. J. Cast. Met. Res.12
(1999) 18. 1
3 4
2
0
0 10000 20000 30000 40000 50000 60000 70000 80000
Strain,
ε
/%
Time, t/s
250 °C, 130MPa
A - Al12Si4Cu2Ni1Mg Gravitational metal mold casting
B - Al12Si1Cu1Ni1Mg Gravitational metal mold casting
[image:7.595.63.279.68.260.2]C - Al7Si4Cu2Ni1Mg Rheo-diecasting