Effect of Heating Rate and Phase Transformation
on the Dimensional Control of Ferrous PIM Compacts
Guo-Jiun Shu
*and Kuen-Shyang Hwang
Department of Materials Science and Engineering, National Taiwan University, 1, Roosevelt Rd., Sec. 4, Taipei 106, Taiwan, R. O. China
Powder injection molded (PIM) parts usually show large amounts of shrinkage after sintering due to the low powder loading, resulting in poor dimensional stability. This problem is further aggravated when a high shrinkage rate occurs or when the furnace temperature is not uniform. To alleviate this dimensional control problem, the effects of the phase transformation, sintering temperature, and heating rate were investigated. The results show that when an abrupt volume change occurs, as happens during the!phase transformation of iron, the dimensional stability deteriorates. This problem gets worse when the density of the part is low. By slowing down the heating rate in the region where the high shrinkage rate occurs, avoiding the phase changes, and adding alloying elements to broaden the temperature range of the phase transformation, the dimensional control of ferrous PIM compacts can be improved.
(Received October 8, 2004; Accepted December 24, 2004)
Keywords: powder injection molding, metal injection molding, dimensional stability, heating rate, phase transformation
1. Introduction
The powder injection molding (PIM) process is advanta-geous in fabricating the small and complex-shaped parts with high densities, good mechanical properties, and fine surface finishes. However, one weakness of this technology is its poor dimensional stability. The main reason is that many processing steps are involved. Any mis-conducted proce-dures could lead to poor final dimensions. The other reason is that fine powders and low powder loadings are used in the feedstock, resulted in large amounts of shrinkage during debinding and sintering.
The origins of the dimensional stability problem have been addressed in several previous studies.1–4) Using a
non-contacting laser dilatometer, thein-situdimensional change of compacts during solvent debinding indicated that the binder swelled when in contact with the solvent, and this swelling behavior was affected by the processing parameters and material’s characteristics. Thus, when the binder amount, binder type, debinding temperature, and solvent type are not selected carefully, distortions and inconsistent dimensional changes will occur. Previous studies on thermal debinding also showed that abrupt shrinkages and expansions of the compacts could occur during thermal debinding, and im-paired the dimensional stability.5)In addition to the
dimen-sional control problems that occur during debinding, large amounts of dimensional change of the PIM parts arise in the sintering process. Takekawa showed that fast heating rates, particularly near the final sintering temperature, lead to poor dimensional stability.6) Other studies also demonstrate
several causes of the dimensional problem, such as the gravity effect, low powder loading, surface roughness of the setter plate, and non-uniform green density within the compact.7–10) Large parts and coarse powders also caused more severe distortions as compared to small parts and fine powders.11)Despite these developments and insights into the dimensional stability problem of PIM parts, a large amount of
room for improvement still remains. The purpose of this study is thus to further investigate the effects of sintering parameter, alloying composition, and phase transformation on the dimensional control of PIM parts.
2. Experimental Procedure
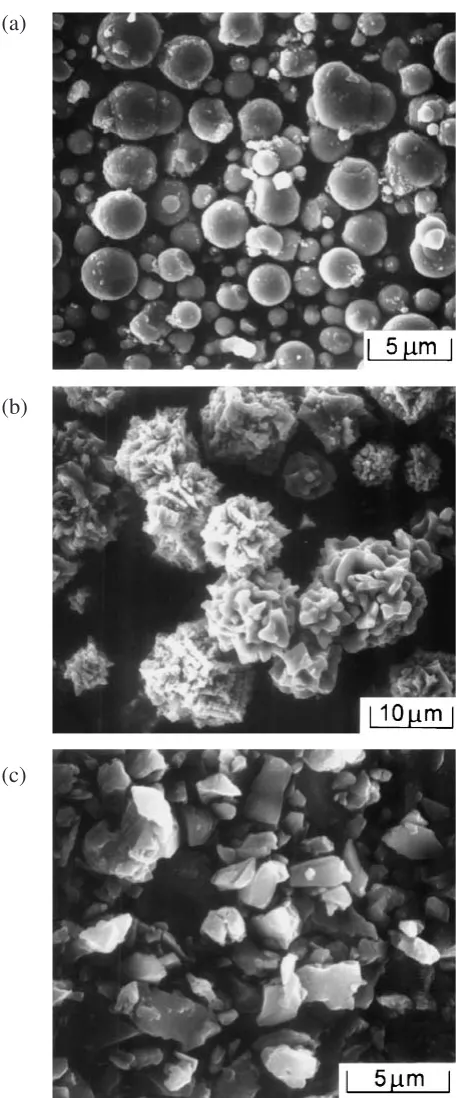
A carbonyl iron powder with an average particle size of 4.2mmwas selected as the base powder in this study. The characteristics and the morphology of the powder are given in Table 1 and Fig. 1(a), respectively. To understand the effect of alloying elements on the tolerance control, 8 mass% Ni and 4.5 mass% Fe3P (the phosphorus content in Fe3P is
15.6 mass%), which are austenite and ferrite stabilizers, respectively, were added. Table 2, Fig. 1(b), and Fig. 1(c) show, respectively, the characteristics and the morphologies of these alloying powders. To prepare the feedstock, the iron powder was mixed with a wax-based binder using a sigma blade kneader. The powder loading was 61.3 vol%. After kneading, the feedstock was molded into rectangular speci-mens of2mm10mm100mm.
[image:1.595.308.547.637.784.2]A two-stage debinding process was employed. For solvent debinding, the compact was immersed in heptane at 318 K until about 80% of the soluble binders had been removed.
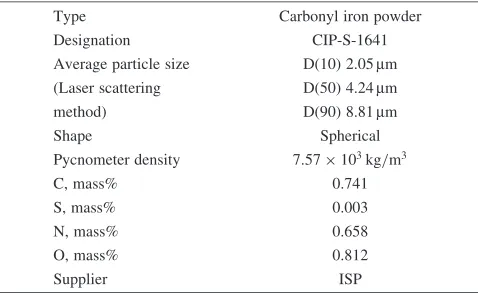
Table 1 The characteristics of the carbonyl iron powder used in this study.
Type Carbonyl iron powder
Designation CIP-S-1641
Average particle size D(10) 2.05mm (Laser scattering D(50) 4.24mm
method) D(90) 8.81mm
Shape Spherical
Pycnometer density 7:57103kg/m3
C, mass% 0.741
S, mass% 0.003
N, mass% 0.658
O, mass% 0.812
Supplier ISP
During the subsequent thermal debinding, the solvent de-bound compacts were heated at 0.083 K/s to 923 K and then held at that temperature for 3.6 ks in a hydrogen atmosphere to remove the remaining binder and reduce the intrinsic carbon in the iron powder to less than 0.01 mass% so that the carbon would not complicate the analysis when the effects of the addition of Ni and Fe3P were examined.
Sintering was also carried out under a hydrogen atmo-sphere. To attain the same relative density so that the dimensional stability could be compared on the same basis,
the sintering temperature and time were adjusted for each group of specimens. The data reported are the standard deviations of the compact lengths and are averages of a minimum of eight compacts.
To understand the effect of sintering parameters and alloying elements on the sintering behavior of iron compacts, a thermal dilatometer (SETSYS TMA 16/18, SETRAM Co., Caluire, France) was employed to monitor the in-situ dimensional changes of the specimens. The dilatometer analysis was carried out using the same parameters as those employed for the sintering runs.
3. Results
3.1 Effect of heating rate
Figure 2 shows that the dimensional stabilities of the injection molded specimens were good after molding, solvent debinding, and thermal debinding. However, the standard deviation increased significantly after sintering at 1623 K for 9 ks. With the three heating rates employed, 0.083, 0.167, and 0.333 K/s, the slowest heating rate of 0.083 K/s produced the best results. To determine the cause of such differences, dilatometry analysis was carried out. Figure 3(a) shows that all three curves were inflected at about 1185 K, when the
(a)
(b)
(c)
[image:2.595.54.284.68.617.2]Fig. 1 Morphologies of the metal powders used in this study (a) Fe (b) Ni (c) Fe3P.
Table 2 The characteristics of the Ni and Fe3P powders used in this study.
Powder Carbonyl Ni Fe3P
Average particle size D(10) 2.3mm D(10) 1.9mm (Laser scattering D(50) 3.6mm D(50) 3.2mm method) D(90) 6.9mm D(90) 5.5mm
Shape Spiky Chunky
Pycnometer density 8:89103kg/m3 6:69103kg/m3
C, mass% 0.081 0.002
S, mass% 0.001 0.003
N, mass% 0.002 0.002
O, mass% 0.196 0.004
Supplier INCO F. W. Winter
0.00 0.02 0.04 0.06 0.08
Standard Deviation
(%)
Fe
Sintered Density = 95% H , 1623K
SD TD
SD: solvent debinding TD: thermal debinding 2
after after after after
molding sintering
0.083K/s 0.167K/s 0.333K/s
[image:2.595.307.550.83.220.2] [image:2.595.312.542.563.758.2]! phase transformation occurred. Figure 3(b) further shows that the shrinkage rate slowed down significantly after the phase transformation. This was due to the decreased diffusion rate in thephase and the exaggerated grain growth that accompanied the phase changes.12) It seemed that the
larger standard deviation from the heating rate of 0.333 K/s was related to either the higher shrinkage rate during heating in the phase or the more abrupt shrinkage at the phase transformation. To separate these two effects, a set of specimens was heated to 1173 K and then immediately cooled to the room temperature. The results were compared to the results from those heated to 1623 K. Table 3 shows that the faster heating also caused larger amounts of standard deviation at the point when the parts had reached 1173 K. The differences between the numbers in the rows for 1173 and 1623 K, respectively, show that the faster heating rate also caused larger amounts of standard deviation when phase transformation occurred.
3.2 Effect of!phase transformation
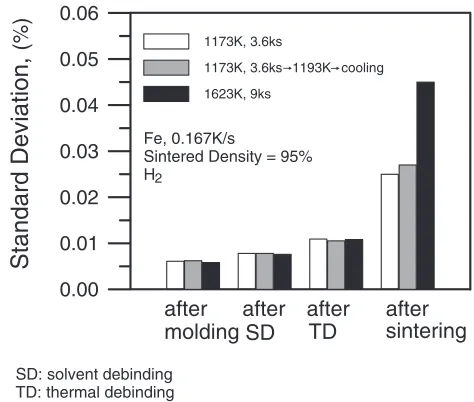
The results above, using three heating rates and without holding at the final temperature, show that the abrupt dimensional change at 1185 K impaired the dimensional control. To further verify that, a group of specimens were sintered below the phase transformation temperature, at 1173 K using a heating rate of 0.167 K/s. The sintering time to attain 95% density, which was the density obtained after sintering at 1623 K for 9 ks, was only 2.7 ks. This is because of the high diffusion rate of iron in the phase and the elimination of the exaggerated grain growth. Figure 4 shows that the specimens thus sintered had a smaller standard deviation than those sintered at 1623 K. This is most likely attributed to the elimination of the sudden volume change at 1185 K, as shown by the smooth shrinkage rate curve in Fig. 5.
To further understand whether the density at which the phase transformation occurs will influence the dimensional control, another group of specimens were first sintered to 95% density at 1173 K for 2.7 ks and then heated to 1193 K before being furnace cooled immediately afterward. The standard deviation, as shown in Fig. 4, was almost the same as that for specimens sintered isothermally at 1173 K without further heating to 1193 K. These results suggest that the phase transformation does not affect the dimensional stability when the compact is already dense. It could, however, impair the dimensional consistency of the specimen when the density of the part is low, as in the case when the high heating rate was used to heat the parts to 1623 K.
3.3 Effect of alloying additions
The above results show that to improve the dimensional stability, the iron compact can be sintered below 1185 K to avoid the phase transformation or, alternatively, heated slowly so that the compact is relatively dense when the phase transformation occurs. These methods, however, only work for pure iron, which is frequently used for soft magnets. However, for most other applications, such as for structural
400 600 800 1000 1200 1400 1600 Temperature, T/K -16
-14 -12 -10 -8 -6 -4 -2 0
Shr
inkage
(%)
Fe 1623K, H2
0.083K/s
0.167K/s
0.333K/s (a)
Shr
inkage Rate
,
r/ % s
-1
800 1000 1200 1400 1600
Temperature, T/K
-0.03-0.02 -0.01 0.00
Fe 1623K, H2
0.083K/s
0.167K/s
0.333K/s (b)
[image:3.595.66.275.72.404.2]Fig. 3 (a) The dimensional changes and (b) shrinkage rates of iron compacts heated at 0.083, 0.167, and 0.333 K/s, respectively, to 1623 K in hydrogen.
Table 3 The standard deviations of compacts heated to 1173 and 1623 K using heating rates of 0.083, 0.167, and 0.333 K/s, respectively.
0.083 K/s 0.167 K/s 0.333 K/s
1173 K,1 0.025 0.030 0.036
1623 K,2 0.037 0.045 0.064
21 0.012 0.015 0.028
0.00 0.01 0.02 0.03 0.04 0.05 0.06
Standard Deviation,
(%)
after
after
after
after
molding SD
TD
sintering
Fe, 0.167K/sSintered Density = 95% H
1173K, 3.6ks
1173K, 3.6ks 1193K cooling
1623K, 9ks
SD: solvent debinding TD: thermal debinding
2
[image:3.595.307.544.73.274.2] [image:3.595.44.291.730.785.2]parts that contain some alloying elements, the sintering behaviors are quite different. To understand the effect of the alloying elements, Fe-0.7 mass%P and Fe-8 mass%Ni were examined.
Figure 6(a) shows that when 0.7 mass% P was added in the form of Fe3P, the shrinkage curve became very smooth,
without any inflection at 1185 K. This indicated that most of the phosphorous was dissolved into the matrix, and the whole sintering cycle proceeded in thephase.13)For Fe-8 mass%-Ni, the phase transformation was noticed at a lower temper-ature, and the inflection was not significant. This is because nickel has a slower diffusion rate than phosphorous and thus was less homogenized during heating. This non-uniform nickel distribution caused the phase transformation to occur continuously in a temperature range below 1185 K.13,14)In
the case when the phase transformation occurred in a wide temperature range, the effect of the phase transformation was not so significant. As shown in Fig. 6(b), a much less abrupt change in the shrinkage rate than that of the pure iron compact was noticed around 1185 K. Furthermore, the shrinkage rate after 1185 K was faster. Since both specimens were in the phase above 1185 K, this suggests that no exaggerated grain growth occurred and finer grains must have been retained during sintering between 1185 and 1623 K in the Fe-8Ni compact.
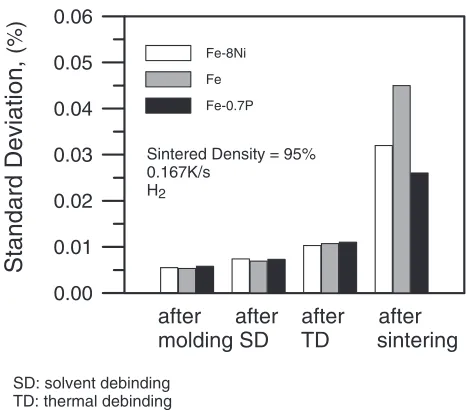
Figure 7 illustrates that when there was no phase trans-formation, such as in the case of Fe-0.7 mass%P, the dimensional stability was the best. The Fe-8 mass%Ni compact also showed improved results compared to that of the pure iron. This is because the phase transformation, though still noticeable, occurred in a continuous mode, and the abrupt dimensional change was avoided.
4. Discussion
The results above show that, when the phase transforma-tion occurs during sintering, the dimensional stability of iron compacts deteriorates significantly. This is because the compact shrinks suddenly during the phase transformation, particularly when the compact is still loosely sintered and the interparticle bonding is still weak. Since the theoretical volume decrease of 100% dense iron is quite large, at about 1.4%, or 0.46% linearly, when thephase transforms into the
phase,15)this sudden volume change is over the range of the elastic deformation and could thus cause loosely bonded particles to be plastically deformed. Since the composition and the temperature are not perfectly uniform within the compact, it is very likely that the phase transformation occurs
3000 4000 5000 6000 7000 8000 Time, t/s
-0.020 -0.015 -0.010 -0.005 0.000
Shr
inkage Rate
,
r/ % s
-1
1173K
1473K Fe, 0.167K/s H2
1185K
Fig. 5 The shrinkage rates of iron compacts heated to 1173 K and 1623 K, respectively.
400 600 800 1000 1200 1400 1600 Temperature, T/K
-16 -14 -12 -10 -8 -6 -4 -2 0
Shr
inkage
,
(%) 0.167K/s, H2
Fe-0.7P
Fe-8Ni
Fe
800 1000 1200 1400 1600
Temperature, T/K -0.020
-0.015 -0.010 -0.005 0.000 0.005
Shr
inkage Rate
,
r/ % s
-1
0.167K/s, H2
Fe-0.7P
Fe-8Ni
Fe (a)
(b)
Fig. 6 (a) The dimensional changes and (b) the shrinkage rates of Fe, Fe-0.7 mass%P, and Fe-8 mass%Ni compacts heated at 0.167 K/s in hydro-gen.
0.00 0.01 0.02 0.03 0.04 0.05 0.06
Standard Deviation,
(%) Fe-8Ni
Fe
Fe-0.7P
Sintered Density = 95% 0.167K/s
H2
after
after
after
after
molding SD
TD
sintering
SD: solvent debinding TD: thermal debinding
[image:4.595.64.282.72.224.2] [image:4.595.318.534.78.418.2] [image:4.595.310.543.472.677.2]at slightly different times at different locations within the part. These local deformations could then cause anisotropic shrinkages of the part. Furthermore, the temperature is not uniform inside the furnace hot zone either. As a result, the dimensional stability from part to part deteriorates. However, if the compact has already attained a high sintered density and has strong interparticle contacts, such as after being sintered at 1173 K for 2.7 ks, the phase transformation that occurs at 1185 K has much less effect on the dimensional stability, as shown in Fig. 4.
To improve the dimensional control of iron compacts, the effect of the sudden volume change at the phase trans-formation must be alleviated. This can be achieved by eliminating its occurrence. For example, when an phase stabilizer such as phosphorus is added, the phase trans-formation of iron is prevented and the dimensional stability thus improved. The other method is to broaden the temper-ature range in which the phase transformation occurs. One way to do this is to add nickel, which is a phase stabilizer. When nickel is added into iron powders, the sintering curve becomes smooth. However, this is not due to the elimination of the phase transformation, but the phase transformation occurs in a wider temperature range. Since the abrupt volume change is prevented, dimensional control is also improved.
With this clearer understanding of the effects of heating rates and phase transformations on the dimensional stability, an experiment was carried out to illustrate the benefits of combining the slow heating rate and the phase sintering. The specimens used were Fe-0.7 mass%P. As shown in Fig. 8, the heating rate of the first schedule was 0.167 K/s throughout the heating period to a peak of 1373 K. For the second schedule, the heating rate was adjusted to 0.083 K/s between 973 K and 1373 K so that its maximum shrinkage rate was only half of that measured from the first schedule. Table 4 shows that the standard deviation of the Fe-0.7P heated according to the first schedule was only 0.027%,
improved from the 0.045% of the pure iron. When the second schedule was employed, the standard deviation further decreased to 0.021%.
5. Conclusions
This study shows that the dimensional stability of PIM iron compacts deteriorates when a high shrinkage rate occurs, such as when a high heating rate is employed or when the phase transformation occurs. When the phase transformation occurs, the large volume change impairs the interparticle bonding and causes the plastic deformation. This becomes worse when a high heating rate is employed, as the density of the compact is still low and the interparticle bonding is weak. The addition of phosphorous, which is anphase stabilizer, and the use of a low heating rate improve the standard deviation of the length of the iron compact from 0.045 to 0.021%. The addition of nickel causes the phase trans-formation to occur in a wider temperature range and thus alleviates the problem by preventing the sudden volume change. These results suggest that good dimensional stability can be attained by selecting the proper alloying elements and heating schedules.
Acknowledgements
The authors wish to thank the National Science Council of the Republic of China for their support of this project under contract NSC92-2216-E002-008. We also thank F. W. Winter Co. for supplying the Fe3P powder.
REFERENCES
1) H. K. Lin and K. S. Hwang: Acta Mater.46(1998) 4303–4309. 2) S. C. Hu and K. S. Hwang: Metall. Trans. A31A(2000) 1473–1478. 3) E. J. Westcot, C. Binet and R. M. German: Powder Metall.46(2003)
61–67.
4) S. C. Hu and K. S. Hwang: Powder Metall.43(2000) 239–244. 5) R. M. German:Sintering Theory and Practice, (New York, NY, John
Wiley & Sons, Inc., 1996) pp. 461–462.
6) J. Takekawa: Powder and Powder Metall. (in Japanese)40(1993) 484– 487.
7) M. K. Bulger and A. R. Erickson:Adv. Powder Metall. Part. Mater., ed. by E. Robert A. Mckotch & Richard Webb., (Princeton, N. J., MPIF, 1997) Vol. 3, pp. 18–209 to 18–216.
8) G. R. White and R. M. German:Adv. Powder Metall. Part. Mater., ed. by C. Lall and A. J. Neupaver, (Princeton, N. J., MPIF, 1994) Vol. 4, pp. 185–196.
9) G. R. White and R. M. German:Adv. Powder Metall. Part. Mater., ed. by A. Lawley and A. Swanson, (Princeton, N. J., MPIF, 1993) Vol. 5, pp. 121–131.
10) H. E. Amaya:Adv. Powder Metall. Part. Mater., ed. by E. R. Andreotti and P. J. McGeehan, (Princeton, N. J., MPIF, 1991) Vol. 2, pp. 285– 296.
11) H. Ohtsubo, K. Maruta, L. Nishimura and Y. Makiishi: Powder Injection Molding Symposium-1992, ed. by P. H. Booker et al., (Princeton, NJ, MPIF, 1992) pp. 409–418.
12) G. Cizeron and P. Lacombe: C. R. Acad. Bulg. Sci.1(1955) 409–410. 13) T. B. Massalski, J. L. Murray, L. H. Bennett and B. H. Baker:Binary alloy phase diagrams, (American Society for Metals, Metals Park, Ohio, 1986) pp. 1080–1086.
14) K. S. Hwang and M. Y. Shiau: Metall. Trans. B27B(1996) 203–211. 15) L. H. Van Vlack:Elements of Materials Science and Engineering, 6th ed., (Addison-Wesley Publishing, New York, New York, 1989) pp. 78– 80.
4000 6000 8000 10000 12000 Time, t/s
-0.025 -0.020 -0.015 -0.010 -0.005 0.000
Shrinkage Rate,
r/ % s
-1
1000 1500 2000
Temperature, T/K
A
B
B A 0.167K/s
0.083K/s
0.167K/s
Fe-0.7P
[image:5.595.52.290.521.661.2]Fig. 8 The shrinkage rates of Fe-0.7 mass%P PIM compacts with different sintering conditions.
Table 4 The amounts of shrinkage and standard deviation of Fe and Fe-0.7 mass%P PIM compacts prepared using different sintering parameters.
Fe (0.167 K/s)
Fe-0.7P (0.167 K/s)
Fe-0.7P (0.083 K/s)
Shrinkage, % 14.08 14.22 14.12
[image:5.595.45.291.734.785.2]