Effect of Substrate Surface Change on Flattening Behaviour
of Thermal Sprayed Particles
*1Masahiro Fukumoto, Ikkei Ohgitani
*2and Toshiaki Yasui
Department of Production Systems Engineering, Toyohashi University of Technology, Toyohashi 441-8580, Japan
We have pointed out in our research that in the thermal spraying of practical powder materials, the splat shape change transitionally to a disk shape from a splash shape on a critical substrate temperature range. Substrate temperature increasing may accompany the change in something on the substrate surface, because the changing effect is maintained till the substrate is cooled down to the room temperature. Thus, a certain non-reversible change in substrate surface due to the heating might be the possible domination for the transition phenomenon in the flattening of thermal sprayed particles. In this study, AISI304 steel substrate surface once heated to 673 K was analyzed precisely by atomic force microscope (AFM), X-ray photoelectron spectroscopy (XPS) and auger electron spectroscopy. The results obtained revealed that the change of the substrate surface occurred not in the chemical composition but mainly in the surface roughness, especially surface morphology in nano-meter scale. Substrate heating may bring about the change in the physical way on the substrate surface and this change induces the transition phenomenon.
(Received March 1, 2004; Accepted April 8, 2004)
Keywords: thermal spraying; particle flattening; substrate temperature; substrate surface; surface roughness; transition temperature
1. Introduction
As a flattening of thermal sprayed particle on a substrate or a deposited coating surface is a fundamental phenomenon of the coating formation, a clarification of the flattening behavior of an individual particle is essential. Theoretical analysis typically represented by Madejski1) has indicated that both in-flight temperature and velocity of the particle are the domination in the flattening of the sprayed particles. However, we have pointed out that the particle/substrate interface oriented factors, like substrate temperature and absorption of adsorbates, affect more the flattening in most practical cases.2–6) Especially, our experimental results
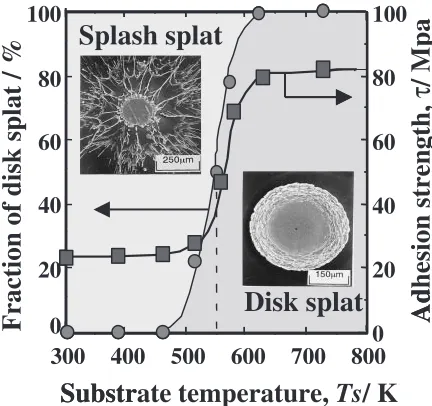
revealed that the splat shape of most metallic and ceramic material on the flat substrate had a transitional changing tendency from a splash splat to a disk with an increase of the substrate temperature as shown in Fig. 1.2,3) The transition
temperature, Tt, at which the particle’s splat shape change to the splash splat from the disk one was defined and introduced by the author.2)Moreover, it was verified that the adhesion strength of the coating changed transitionally with the substrate temperature increasing, and its dependence on the substrate temperature corresponded quite well to that of the splat shape as also indicated in Fig. 1.
Thus, the investigation of the flattening behavior of thermal sprayed particle on the substrate surface is signifi-cantly meaningful from the practical viewpoint. Unified explanation has been tried on the transition behavior based on the experimental, theoretical or numerical data. Possible dominations are the initial solidification,7) wetting at
par-ticle/substrate interface,2,3) desorption of adsorbates on the
substrate surface,8)and so on. A certain irreversible change in
substrate surface due to the heating might be the domination for the transition phenomenon in the flattening of thermal sprayed particles. In this study, AISI304 steel substrate
surface once heated to 673 K was analyzed precisely by atomic force microscope (AFM), X-ray photoelectron spec-troscopy (XPS) and auger electron specspec-troscopy. The effect of the substrate surface change due to the heating on the transition in flattening behavior of thermal sprayed particle was mainly investigated.
2. Experimental
Thermal spraying was performed with SulzerMetco 9MB plasma torch under atmospheric conditions. Table 1 shows the spray conditions used. Several kinds of metallic powder materials were used for the spraying. The powders were Cu, Ni, Cr of nominal size of 10–45mmand fineness of 99.9%, respectively. Mirror polished AISI 304 stainless steel plates with 25 mm 25 mm5 mm were used for the substrate material. The plates were finally polished either by 0.3mmor 1mm Al2O3, respectively. A part of the plates were once
Substr
Ad
Splash splat
Disk splat
0
20
40
60
80
100
Substrate temperature,
Ts
/ K
Fraction of disk splat / %
Adhesion strength,
τ
/ Mpa
0
20
40
60
80
100
300
400
500
600
700
800
Fig. 1 Splat morphology change with substrate temperature.
*1This Paper was Presented at the Spring Meeting of the Japan Thermal
Spraying Society, held in Osaka on June 19, 2003
*2Graduate Student, Toyohashi University of Technology
[image:1.595.318.534.325.528.2]heated to 673 K in air after polished by 0.3mmAl2O3. Thus,
three kinds of substrates were prepared in this study. Splats were collected on the substrate surface and the type of splat morphology was treated statistically. The measuring methods can be referred in our previous report.2)To investigate the chemical change of the substrate surface by the heating, both Auger analysis in the depth direction and XPS analysis on the surface of the substrate were conducted, respectively. Surface roughness of the substrate in nano-meter scale was measured by AFM on an area of 1mm2.
3. Results and Discussion
3.1 Splat change by substrate heating
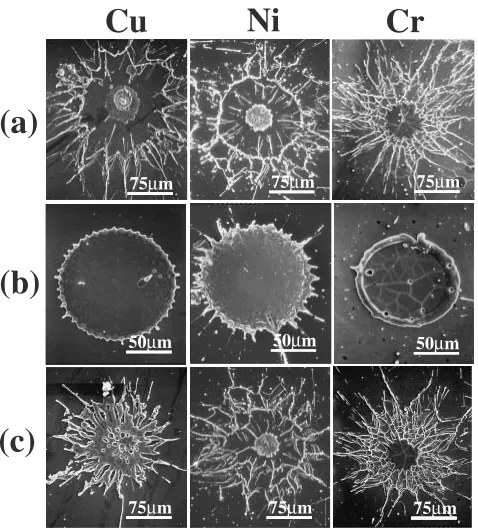
First of all, sprayed particles were collected on three kinds of substrates those were kept at room temperature condition. As an example, SEM images of each splat are shown in Fig. 2. As shown in Figs. 2(a) and (c), splat morphologies on as polished substrates were splash type. On the other hand, as shown in Fig. 2(b), splat morphology on once heated substrate was disk type. The fraction of the disk type splat on each substrate was measured and shown in Fig. 3 for Ni splat as an example. While the splash splat was the major on
as polished substrates as shown in (a), (c), disk splat was the major on once heated substrate, as shown in (b). Similar tendency in morphological change was recognized in both Ni and Cr splat. It was clearly confirmed from the facts mentioned above that the disk type splats appeared on the substrate once heated in air atmosphere. The significant difference in splat shape may be caused by a certain change on the substrate surface with heating, because both the temperature and adsorption condition in each substrate are common in this case. In other words, a certain irreversible change on the substrate surface was introduced by the heating in air atmosphere.
Typical change of metallic substrate surface with heating in air is oxidation. The oxidation effect can be divided into two, that is, compositional change as a chemical aspect and surface roughness change as a physical aspect. Considering the fact that disk splat appears on the substrate surface kept at elevated temperature, a certain change on the substrate surface with heating is maintained till the substrate is cooled down to the room temperature. Sampath et al.8,9) have
pointed out recently that the transition phenomenon of the sprayed particle from splash splat to disk one corresponds to a critical substrate temperature in the desorption condition on the substrate surface. That is, the desorption of adsorbate/ condensate induce the transition of the flattening behavior of the sprayed particle. The adsorption/desorption condition for the specimen surface examined here, however, is common for all in this experiment. Namely, enough adsorption occurs at the room temperature condition even on the specimen, once heated to elevated temperature. Hence, the adsorption/ desorption is not always the domination for the splat morphology change on the transition temperature. It is more likely that some other effective factors may affect with the substrate heating.
75µm 75µm
75µm 50µm
75µm 75µm 75µm
Cu
Ni
Cr
(a)
(b)
(c)
50µm 50µm
Fig. 2 Morphologies of each splat on AISI304 substrate with various
finishing. (a) as polished with 0.3mmAl2O3, (b) once heated to 673 K after
polishing with 0.3mmAl2O3(c) as polished with 1mmAl2O3.
0
10
20
30
40
50
60
70
(a)
(b)
80
90
100
Fraction of disk splat / %
Splash
Disk
Fig. 3 Fraction of disk splat of Ni on each substrate. (a) as polished with
[image:2.595.313.541.71.328.2]0.3mmAl2O3, (b) once heated to 673 K after polishing with 0.3mmAl2O3.
Table 1 Plasma spray conditions.
Operating gas: Primary (N2) 262 kPa
Secondary (H2) 55 kPa
Arc current 500 A
Arc voltage 50 V
Powder carrier gas (Ar) 3.5 L/min
[image:2.595.54.291.82.159.2] [image:2.595.50.289.483.748.2]3.2 Effect of chemical change of substrate surface due to heating
To clarify the effect of substrate heating, two kinds of substrates were observed on their chemical changes both by XPS and auger analyses. The substrates prepared were (a) as polished and (b) once heated to 673 K after polishing. Figure 4 and Fig. 5 show the auger analysis in depth direction from the surface and XPS spectrum on the surface, respectively. As shown in Fig. 4, regularly polished stainless steel has oxide layer of a few nm thickness, while once heated substrate has thicker oxide layer of over ten nm on its surface. However, the chemical composition itself of their surfaces has no significant difference in each other. Moreover, as shown in Fig. 5, it is recognized that the major compositional phase of the stainless steel substrate surface is both iron and chromium oxides, regardless of as polished and once heated condition.
As the metal particles sprayed in an air atmosphere are normally oxidized on its surface, surface oxide layer of the particles collide and contact directly to the oxide layer existed on the substrate surface. We have already verified experimentally in our previous researches6,10,11) that the larger the standard free energy of oxide formation of the metal substrate, the better the dynamic wetting of substrate
by Al2O3 particle thermally sprayed. However, since any
significant difference cannot be observed between as pol-ished and once heated substrate surface, the effect of chemical change due to the oxidation is not always the domination for the transition behavior of the splat morphol-ogy.
3.3 Effect of physical change of substrate surface due to heating
Again, two kinds of substrates, (a) as polished with 0.3mm
Al2O3, and (b) once heated to 673 K after polishing with
0.3mm Al2O3, were observed on their surfaces by AFM.
Figure 6 shows the surface topography image for both substrates. It can be seen that Ra value of once heated substrate is bigger than that of the substrate as polished condition. As obviously recognized in the figure, so many projections were formed on once heated substrate. These projections are detected to be oxide by considering the measurement results shown as Auger analysis and XPS analyses previously.
It has been known that the wetting of solid surface by liquid droplet is influenced in two ways differently due to the surface roughness in a static condition. That is, in the case of good wetting condition, the wetting change to the better direction with increasing the substrate roughness, while in the case of bad wetting condition, it change to the worse direction with increasing the roughness. Here, we assume that the same mechanism can be applicable to the dynamic wetting as well like in thermal sprayed particle, as any effective experimental or analytical aspects has been shown on a relationship between surface roughness and dynamic wetting. Thus, the normal wetting of thermal sprayed particle is considered to be worse because it is an advancing contact condition. Hence, the wetting condition should change to the worse direction by roughening of the substrate surface. The change in the wetting condition may induce the splash type splat in the flattening of the splat. However, the result
100
0 4 8
Ni
Cr
Fe
O
0 20 40 60 80 100
Relative Concentration / %
Depth, d/ nm
Oxide layer: 3nm
(a)
Depth, d/ nm
Relative Concentration / %
0 20 40 60 80 100
Ni
Cr
Fe
O
Oxide layer: 15nm
(b)
2 6 10 12 14 16 18 20
0 2 4 6 8 10 12 14 16 18 20
Fig. 4 Depth profile of AES analysis on AISI304 surface. (a) as polished
with 0.3mmAl2O3, (b) once heated to 673 K after polishing with 0.3mm
Al2O3.
Binding energy / eV
700 710
720
Fe
2pFe FeO
Cr
2pCrO
570 575
580
Cr Cr2O3
Cr
2p570 575
580
Cr CrO CrO3
Cr2O3
Binding energy / eV
700 710
720
Fe
2pFeO Fe2O3
Fe2O3 CrO3
(a)
(b)
Fig. 5 XPS spectrum of AISI304 substrate. (a) as polished with 0.3mm
[image:3.595.305.547.72.287.2] [image:3.595.64.271.75.442.2]mentioned above was contradictory to the regular relation-ship between wetting and surface roughness change. That is, the disk type splat appeared preferentially on the substrate with largerRavalue, namely, on once heated substrate. The measurement results of surface roughness for each substrate were summarized in Table 2. It is found that the splash splat was mainly observed on the substrate as polished (1mm) and the disk splat was the major on the substrate once heated, while these two substrate has almost similar Ra value (;3nm). The fact means that the splat shape isn’t always characterized byRavalue of the substrate surface.
The surface roughness is usually evaluated by the mean surface roughnessRa, shown in the equation,
Ra¼1
l
Zl
0
jzmjdx
where, dx is vicinity length,z is surface height,mis mean value of the surface height,lis sampling length. In this study, addition to the mean roughness parameter, other three kinds of parameters were introduced to evaluate the surface roughness character of the substrate, that is,
root-mean-square roughnessRq, skewnessSk and kurtosisKu, respec-tively. The definition of three parameters are shown as follows:
Rq¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1 l
Zl
0
ðzmÞ2 s
dx¼
Sk¼ 1
3
Z1
1
ðzmÞ3ðzÞdz
Ku¼ 1
4
Z1
1
ðzmÞ4ðzÞdz
whereðzÞis distributing function of the surface heights,Rq
is standard deviation of the surface heights. BothSkandKu
are the parameters to evaluate the distribution of surface heights.12,13) These parameters are characterized that Sk
means symmetry and Ku means concentration of the each mean line of the surface heights. In addition, whenSkis 0 and
Ku is 3, distribution of the surface heights obeys Gaussian distribution.
The measurement results in each parameter for three different substrate surfaces were summarized in Table 2. From Table 2, it is found that Ku value on each substrate doesn’t correspond well to the difference in splat shape, while
Sk value quantitatively corresponds well to the splat shape characters for each substrate. The substrates as polished by 1mmAl2O3with negativeSk, indicated as c) in Table 2, has
truncated surface. On the other hand, once heated substrate with positiveSk, indicated as b) in Table 2, has projection surface. While Ra value is common for these substrate surfaces, contact condition between droplet and substrate surface may be different for both. From the fact mentioned above, it is summarized that the flattening behavior of thermal sprayed particle may be affected significantly by the surface roughness characters in nm scale. More details in the qualitative relationship between wetting behavior and nm order surface roughness character has to be clarified in the future study.
4. Conclusions
The effect of substrate surface change by heating on the transition in flattening behaviour of the thermal sprayed particle was verified. The results obtained in this study are summarized as follows:
(1) Disk type splats appeared on the substrate once heated in an air atmosphere. As the adsorption/desorption con-dition for the specimen surface examined here is common for all in this experiment, the adsorption/ desorption is not always the domination for the splat morphology change on the transition temperature. (2) Since any significant difference cannot be observed
between as polished and once heated substrate surface, the effect of chemical change due to the oxidation is not always the domination for the transition.
(3) Ku value doesn’t correspond well to the difference in splat shape, while Sk value quantitatively corresponds well to the splat shape for each substrate. Thus, the flattening behavior of thermal sprayed particles may be affected significantly by the surface roughness change in nm scale.
(a)
=
2.70nm
Ra
Ry
=
21.20nm
(b)
Ra
=
0.70nm
Ry
=
5.73nm
1.00 [µm] 1.00 [µm]
Fig. 6 Measurements of surface roughness on AISI304 substrate by AFM.
(a) as polished with 0.3mmAl2O3, (b) once heated to 673 K after polishing
[image:4.595.51.281.74.378.2]with 0.3mmAl2O3.
Table 2 Roughness parameters.
Parameters Ranm Rqnm Sk Ku
(a) As Polished (0.3mm) 0.70 0.87 0:256 0:243
(b) Once heated to 673 K 2.70 3.36 0.652 0.026
[image:4.595.47.289.458.511.2]Acknowledgement
This research was partly supported by the special funds from Toyohashi University of Technology.
REFERENCES
1) J. Madejski: Int. J. Heat and Mass Transfer19(1976) 1009–1013.
2) M. Fukumoto, S. Katoh and I. Okane: Proc. of 14th ITSC, ed. by A.
Ohmori, High Temperature Society of Japan,1(1995) 353–358.
3) M. Fukumoto, H. Hayashi and T. Yokoyama: J. Japan Thermal Spray
Society32–3(1995) 149–156.
4) M. Fukumoto, Y. Huang and M. Ohwatari: Thermal Spray, Meeting the
Challenges of the 21st Century, ed. by C. Coddet, ASM International,1
(1998) 401–406.
5) M. Fukumoto and Y. Huang: J. Thermal Spray Technology8–3(1999)
427–432.
6) Y. Tanaka and M. Fukumoto: Surface and Coating Technology120–
121(1999) 124–130.
7) S. Inada and W. J. Wang: Experimental Heat Transfer7–2(1994) 93–
100.
8) J. X. Jiang, Y. Wan, H. Herman and S. Sampath: Thin Solid Films385
(2001) 132–141.
9) S. Sampath and X. Jiang: Mater. Sci. Eng.A304–306(2001) 144–150.
10) Y. Tanaka, M. Nakashima and M. Fukumoto: J. Japan Welding Society
20–2(2002) 317–321.
11) Y. Tanaka and M. Fukumoto: J. Japan Welding Society18–1(2000)
26–32.
12) M. Hasegawa: J. Japanese Society of Tribologists27–2(1982) 114–
118.