T Y P E S O F B I O C H E M I C A L R E A C T O R S
Mohd Zaki Kamsah
Jabatan Kejuruteraan Kimia
Fakulti Kejuruteraan Kimia & Kejuruteraan Sumber Asli, U TM
A b s tr a c t
T his p a p e r gives an o verview o f the types o f reactor used in b iochem ical a nd related industries. T w o categories; batch a n d co n tin u o u s reactors are d iscussed and the advantages an d d isadvantages fo r each type are highlighted .
I n tr o d u c tio n
A b io rea cto r is a device in w hich m aterials are treated to p ro m o te biochem ical transform ation by the action of living c e lls o r by in vitro cellular com ponents such as enzym es. B ioreactors d iffer from chem ical rea cto rs chiefly in that
they o p era te a t low tem peratures and pressures.
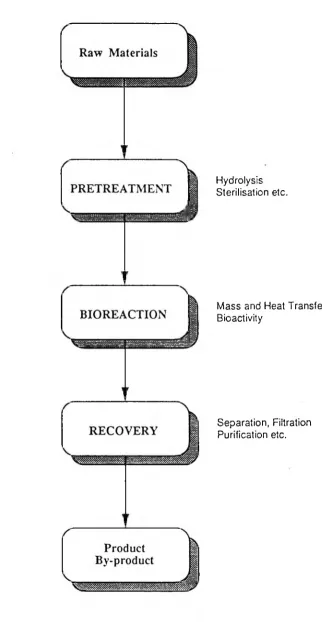
B io re ac to rs are w idely em ployed in the food and ferm entation industries, in w aste trea tm e n t and in m any b io m e d ic al facilities. In industrial processes, they are invariably at the heart of the p rocess (F ig u re 1). In general, there are tw o types o f bioreactors; for ferm entation (live cell) and enzym e (cell-free) transform ations.
In ferm entation reactors, cell grow th is prom oted o r m aintained to allow form ation o f p roducts, either a m e tab o lite (e.g. an tibiotic, alcohol), or single cell protein, or transform ed substrate (e.g. steroids) or p u rified solvent (e.g. in w a te r treatm ent).
In en z y m e reactors, substrate form ation is prom oted w ith o u t the cell life-support system . F requently, these rea c to rs em p lo y im m obilised enzym es w here solid or sem i-solid supports are used to entrap o r attach the b iocatalyst so
th a t it is n o t lo st and m ay be reused.
V irtu ally all bioreactors deal with heterogeneous system s involving at least two, and usually th ree phases. To p ro v id e o p tim al conditions for the required biochem ical changes, interphase transfers o f m ass, heat and m om entum m ust occur. V ario u s studies and w ork have been done in the area to im prove the perform ance o f the reactors.
In industrial practice, especially in ferm entation p rocesses, theoretical explanation freq u en tly lags behind
tech n o lo g ical realisation. Som e o f the constraints that limit the application o f chem ical en g in ee rin g p rinciples are:
1. T he rea cta n t m ixture is relatively com plex. M icrobial biom ass often increases in p arallel w ith the biochem ical
transform ations it carries out.
2. T he b u lk densities o f suspended m icrobial cells and substrate particles are generally sim ila r to those o f their liquid (usually aqueous) environm ent and the sizes o f the individual m icrobial cells are relativ ely small. As a resu lt, relativ e flow betw een the dispersed and continuous phases is norm ally low and it is g enerally difficult to p ro m o te high particle velocities and attain turbulent-flow transfer conditions.
3. P o ly m eric substrates or m eiab o litesan d the m ycelial grow th o f m any m icroorganism s can p ro d u ce very viscous reaction m ixtures which arc generally non-N ew tonian.
4 . T he g row th m ode o f som e m icroorganism s, especially o f m ycelial fungi, can lead to the form ation o f relatively
large m ulti cellular aggregates (cl um ps or pellets) in w hich intraparticle diffusional resistan c es are often serious, lead in g to partial nutrient starvation or product intoxication.
Hydrolysis
Sterilisation etc.
Mass and Heat Transfer
Bioactivity
Separation, Filtration
Purification etc.
6. C o n c en tra tio n s or reactants and/or products in aq u eo u s m edia are norm ally low so that the co ncentrations d riv in g force for m ass tran sfe r are correspondingly lim ited.
7. F o r sim ila r reasons, and b ec au se m icrobial grow th rates are su bstantially low er than chem ical reaction rates,
rela tiv e ly larg e volum es and long resid en ce tim e are often required.
B io re a c to rs
R e a c to rs are classified acco rd in g to w hether their co n ten ts are h o m ogeneous, in w hich o n ly one p h ase is present, o r h etero g en e o u s, in w hich m o re than one p h ase is present. R eacto rs can also be classified as to w h eth e r reaction takes p la c e b atch w ise or co n tin u o u sly , w h eth e r they are opened o r closed and according to the ex ten t o f m ixing takes place w ithin th e rea cto r, the idealised ex tre m e types being p erfectly m ixed and plug-flow reactors.
C h o ic e o f the m ost ap p ro p riate type o f reactor as w ell as their efficient design and o peration is very im portant
in m aking successful use o f su b strates. S everal factors should be considered. T h ese in clu d e the n ee d for pH and tem p eratu re co n tro l, the need to su p p ly o r rem ove g aseo u s reactants, the p resence o f p a n ic u la te m aterials in the feed sto ck , th e chem ical and bio lo g ical stab ilities o f the su b strates and pro d u cts, the frequency o f ca ta ly st replacem ent, the p rese n ce o f ap p reciab le su b stra te an d /o r pro d u ct inhibition, the intended scale o f operation and th e likely uses o f the p ro d u c t (W isem an , 1 9 8 8 ).
F o r th e discussion, rea cto rs are subdivided into tw o categories, batch and co n tin u o u s reactors.
B a tc h r e a c to r s
B atch rea cto rs are a v e rsa tile and traditional form o f reactor. T h ese are basically la rg e stirred tanks into w hich are placed en z y m e (or m icro o rg an ism ) and substrate, the rea ctio n is allow ed to occur, the rea cto r d rained and pro d u ct and en z y m e separated.
T h e a d va n ta g es o f b atch o p eration are:
- lo w er in v e stm e n t cost as n o t m uch control is used,
- g re a te r flex ib ility achieved by using a bioreactor for various p roducts and pro d u ct specificatio n , - h ig h e r conversion levels as a resu lt o f w ell-defined cultivation period,
- less risk o f infection and ce ll m utatio n due to relatively short cultivation periods.
T h e d isa d va n ta g es o f batch o p eratio n are:
- n o n -p ro d u c tiv e idle tim e fo r filling, heating, cooling, sterilizing, em ptying and clea n in g the rea cto r, - g rea t stress on m easuring in stru m e n ts due to freq u en t sterilization,
- h ig h e r ex p en d itu re due to p rep a rin g several subcultures for inoculum ,
- h igh ex p e n se s as m o re p erso n n el needed to control the non-statio n ary process,
- g re a te r risk to service perso n n el from possible c o n tac t with som e pathogenic m icro o rg an ism s o r toxic
products.
H en ce, batch o p erations are used w hen:
- only sm all am ounts o f p ro d u c t are involved, - o n e rea cto r is used to p ro d u ce d various products, - th e re is a high risk o f in fectio n ,
- th e re is a high risk o f m icro o rg an ism m utation,
- p ro d u c t separation from the c u ltiv a tio n m edium is discontinuous.
C o n tin u o u s F lo w R e a c to r
C S T R
J
-cxiz^r
C S T R w ith settling tankE n z y m e attac h ed to ag itato r
P ack ed b e d re a c to r
C S T R w ith ultrafiltration
F lat b e d reacto r
,1
S piral m e m b ran e
reacto r
Fluidised bed rea cto r
F ilte r bed rea cto r
1
J
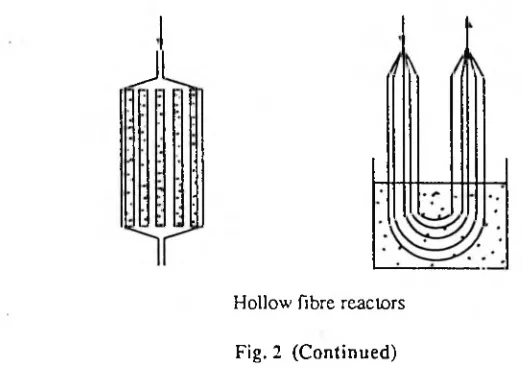
H ollow fibre reactors
Fig. 2 (C o n tin u e d )
rea cto r w ith the continuous addition o f substrate. T he m edium ad d e d m ay b e sterile o r it m ay co n tain the m icroorganism s used. T h e reaction m ixture is also draw n continuously from th e reactor. A ll reaction v aria b les and co n tro l p aram eters rem ain co n stan t in tim e-steady -state case.
T h e ca ta ly st can be held in the reacto r either by im m obilising it in som e w ay o r by m ix in g it unifo rm ly in the ferm entation m edium w ith an ultrafiltration unit at the o utlet p o in t S o m e o f these reactors are show'n in F ig. 2.
T h e adva n ta g es o f continuous flow reactor are: - large scope o f m echanisation and autom ation, - low w ag es bill,
- lo w er reactor volum e,
- p ro d u ct quality is co n stan t as operating conditions are invariant,
- less p o ssib le danger to service personnel due to im p ro v e d m ech an isatio n , - less w ea r and tear on instrum ents from sterilisation.
T he disadvantages o f contin u o u s operation are: - low flexibility as only slig h t changes are possible,
- raw m aterial quality m ust b e uniform as operating co n d itio n s ca n n o t be adapted so easily, - high investm ent costs - caused m ainly by control and au to m atio n equipm ent,
- contin u o u s renew al o f n on-soluble, solid substrate can be expen siv e,
- high risk o f infection and m icroorganism m utation d u e to long cultivation periods.
C on sid erin g all the ad v an tag es and disadvantages m entioned ab o v e, co n tin u o u s rea cto rs a re preferred for p ro ce ss w ith h igh production rates, for gas, liquid or soluble solid substrates and w hen m ic ro o rg a n ism s w ith high m utation stability are involved.
T he m ain types o f these reactors are described and th eir obvious ad v an tag es o u tlin ed b elo w (T rev an , B offey, G o u ld in g and S tanburry, 1987; W isem an, 1988).
C o n tin u o u s S tir r e d T a n k R e a c to r (C S T R )
C S T R s consist o f an agitated tank to w hich substrate is supplied a t th e sam e ra te a s the re a c to r co n ten ts are rem oved. T he ca ta ly st (or m icroorganism ) is suspended in the tank through w hich substrate flo w s, and is retained w ithin the re a cto r n orm ally by m atching the grow th rate o f new cells to that o f th e w ithdraw al rate, o r by filtration, subseq u en t sedim entation o r by being attached to the stirrer paddles.
In p rac tice the void volum e o f the reactor is of the o rd er o f 98 % (i.e. th e catalyst o c c u p ie s only 1 o r 2 % o f the v o lu m e) w hich m eans that com pared to packed bed reactors o f the sam e p ro ductivity, C T R S s m ay h av e to b e an order o f m a g n itu d e larger.
In C S T R the catalyst is hom ogeneously distributed thro u g h o u t the reactor at th e c o n c en tra tio n in th e pro d u ct stream . T h u s ca ta ly st concentration is uniform ly low , and can never b e reduced to near zero . S in ce go o d m ixing is ac h ie v ed in C S T R , the b iocatalyst w ill be m ore prone to p ro d u ct inhibition so that high d eg re es o f c o n v e rsio n w ill b e
very difficu lt to obtain. In practice it is probably uneconom ic to aim for conversion facto rs o f m o re than 9 0 % w ith this type o f reacto r.
C S T R s are com m only used for sew age treatm ent, single cell p rotein production (B P and S hell ty p e processes) and alcohol production.
P a c k e d B ed R e a c to r
T h e se reactors exist in a variety o f designs but are all characterised by sm all size, high p ro d u ctiv ity even in the p rese n ce o f p ro d u ct inhibition, low void volum e and ease o f autom ation. P acked co lu m n s a llo w a high concen tratio n
o f b io c ata ly st to b e m aintained and are especially suitable w hen the o rd er o f the reaction is g re a te r than ze ro -o rd er in the lim itin g substrates.
H o w ev er, these reactors do have the num ber o f disad v an tag es. L ack o f easy ac ce ss can m a k e ca ta ly st rep la ce m en t aw k w ard and environm ental (particularly pH ) control difficult- F abrication and co m m issio n in g costs a re high alth o u g h ru n n in g costs m ay be low . Particulate, colloidal o r high viscosity su b strate strea m s tend to b lock p acked
b ed reacto rs, an d in addition, channeling or blocking o f the flow through th e cataly st bed m ay occur. P a c k e d colum ns are m ore p ro n e to substrate inhibition than C ST R s, as in the form er, the substrate co n cen tratio n d ec reases from the in p u t end o f th e re a c to r to the output end, w hile in C STR uniform m ixing en su res that en z y m e is ex p o sed to relativ ely lo w er a v e rag e su b stra te and pro d u ct concentrations.
T o av o id blockage and/or to allow potential gas liberated (e.g. b y photo sy n th etic im m o b ilised p la n t cells), a sh e et o f im m obilised enzym e rolled up into a spiral and inserted lo n g itu d in ally into the reactor. A ny m ix in g is d ep e n d en t upon th e flow ra te to overcom e this problem w ill reduce prod u ctiv ity and conversion u n less e ith e r th e re a c to r length is increased o r so m e recycling o f the stream is introduced.
F lu id is e d B ed R e a c to r
In fluidised beds, the b iocatalyst is im m obilised onto surfaces o f solid support p a n ic le s and are m ain tain ed in susp en sio n rela tiv e to each o ther by the upw ard passage of su b strate a n d /o r gas at high flow rate . T em p eratu re, pH and gas supply are easily controlled using fluidised beds, and su b stra te contain in g solid p article s can b e ea sily b e dealt w ith. C h a n n elin g ca n n o t occur in the beds, m ixing is im proved and diffusion lim itatio n s red u c ed w'ith the re su lt that high b io c ata ly st lo a d in g s m ay be used efficiently and productivity o f the re a c to r increased. T h is re a cto r w ill b e discussed fu rth e r in the n ex t chapter.
H o llo w F ib r e R e a c to r
T h ese r e a c to r s , based upon com m ercially available ultrafiltration units, w here th e h ig h e r-m o le cu lar-w eig h t su b strates are separated from the low -m olecular -weight products by th e sem i p erm eab le w all o f h ollow fibre. T hey are th e re fo re the m ost useful for carrying out depolym erisation reactions, esp ecially w hen using solu b le en zy m es, so as to e n su re good c o n tac t with m acrom olecular substrates. The m ain disad v an tag e associated w ith the use o f u ltrafiltration rea cto rs are th e sm all sizes o f the reactor available, and concentration p o la risatio n , th at is b lo c k a g e o f th e pores in th e m e m b ran e by solid, fat or colloid p a n ic le s present in the substrate.
C o n c lu sio n
lo b e u p d ated am ong the engineers esp ecially chem ical engineers so that th e n ation can face th e n ext ce n tu ry w ith little w o rry fo r th e future generation.
R E F E R E N C E S
1. W isem an , A. (1988), P rinciples o f B io tech n o lo g y, 2nd ed., S u rrey U n iv ersity Press, L ondon.
2. T re v an , M . D ., B offey, S .,G o u ld in g , K. H . and StanburTy, P. (1 987), B io te ch n o lo g y : The B io lo g ic a l P rin c ip le s, O pen U n iv ersity Press.