B
ecause bulk handling belts often run smoothly and quietly at speeds of only a few miles per hour, operators sometimes tend to overlook the need for safety pre-cautions.2. Operators must be trained in safe work procedures around belt conveyors. These procedures should stress that workers stand clear of moving conveyors. Workers should be trained to avoid nip points, and other areas where their fingers or hands may be caught during operations. All nip points should be guarded.
3. This data sheet discusses these and other safe operating practices that can reduce accidents. It also details unsafe prac-tices that should be avoided. A companion Data Sheet, No. 1-569, Belt Conveyors for Bulk Materials, Part I: Equipment, discusses guards and safety devices.
Hazards
4. Conveyor accidents often occur when employees’ hands contact nip points.
However, accidents also may occur when nip points catch tools that workers are using (for example, brooms, sticks, shov-els, oil cans and the like), and pull the tool or object and the worker into a nip point.
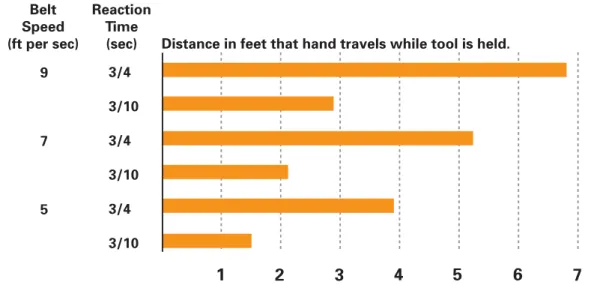
5. Some workers do not release their tools in time to avoid nip-point contact. This may be a reflex action causing one to grasp for a tool that is suddenly pulled from the hands. Even if workers are carefully trained to hold tools with a slightly firm grip, a reaction time of 3/10 to 3/4 of a second will elapse before they can release them entirely.
6. Many belts travel from 360 feet per minute (fpm; 6 feet per second or 1.8 m/s) to 450 fpm (7-1/2 fps) or faster. A common speed would be about 7 fps or approxi-mately 5 miles per hour. Assuming a belt speed of 7 fps, a person holding a tool could be pulled from 2-5 feet, the distance depending on reaction time and readiness to respond (Figure 1). Untrained workers usually are not aware of this effect or of the belt conveyor’s precise speed.
Belt conveyors for bulk materials
Part II: Operations
Belt Speed (ft per sec)
Reaction Time
(sec) Distance in feet that hand travels while tool is held. 9 7 5 3/4 3/10 3/4 3/10 3/4 3/10 1 2 3 4 5 6 7
Figure 1. When tools are caught in nip points on a belt conveyor, the worker’s hand grasping the tool will be pulled some distance (perhaps into the nip) before the worker can let go. The distance can be calculated from the belt speed and the worker’s reaction time (1 foot equals 0.3 meters).
7. Unguarded conveyor nip points have been a common cause of injuries. Other frequent causes of conveyor accidents are improper cleanup of conveyors and shovel-ing of spillage back on the belt. In some sit-uations, workers should be aware of chunks of material falling from the belts.
8. Severe accidents also arise from the following dangerous practices: (a) attempt-ing repairs or maintenance on movattempt-ing con-veyors; (b) attempting to cross moving belts where no crossover exists; (c) attempting to ride a moving belt; (d) trying to apply a dressing to a moving drive pul-ley; (e) attempting to clean sticking materi-al from a moving pulley; (f) getting tools or clothing caught in conveyor nip points while cleaning spillage or experiencing kick-back from a shovel contacting a mov-ing convey; and (g) various pinch, struck-by or strain injuries from installing, moving or lifting belt structures. In many instances, workers have been severely injured when caught in the nip area between the pulley and the belt. Moreover, workers standing or working on conveyors, particularly main-tenance personnel, can be injured by falls or being crushed against stationary objects, particularly if the conveyors are accidentally started.
Using conveyors safely
9. All employees new to conveyor opera-tions should be thoroughly instructed by a supervisor in the correct methods of opera-tion. They should work with a safety-trained employee until they fully understand the safe practices to follow consistently.
10. Every reasonable precaution and instruction should be given that will main-tain the operation of the belt but prevent unnecessary employee contact with the moving conveyor. Safe practices should be reinforced and unsafe practices should be prohibited, and employees should be
con-tinuously reminded of possible conse-quences of them.
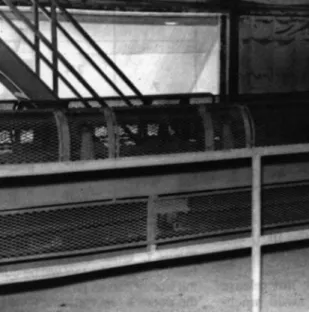
11. Under most operating conditions employees should be warned not to use their hands to remove anything on or under a conveyor belt unless the conveyor is stopped, and its power source is locked and tagged out. Some processes require manu-ally picking or sorting material on a moving conveyor. If it is necessary to remove any materials from a moving belt, such as a sample or some undesirable foreign matter, safeguards and procedures that provide maximum safety during operation must be employed. These procedures should include working from the side of the con-veyor on which an emergency stop cable or control is located. Sampling or sorting should be done where nip points, as from skirt plates, are well guarded (Figure 2). Wearing loose clothing, gloves, rings, watches or anything else that could catch in idler pulleys should be prohibited.
12. All personnel working near conveyors
Figure 2. If it is necessary to remove sample material or undesirable foreign matter from moving belts, a well-guarded section of the belt where there are no idler pulleys or nip points should be chosen.
should be instructed in how and when to use devices such as “cable pull” wires to stop the conveyor. The worker who stops the conveyor in an emergency should be responsible for checking and restarting it afterward. Employees should be trained in what to do if a conveyor is not functioning properly. They also should be instructed when to stop and when not to stop a con-veyor, when and how to lock it out, and when to notify the foreman.
13. When the entire length of the convey-or is not visible from the starting switch convey-or if the conveyor starts automatically, a posi-tive audible or visual warning system should be installed and operated to warn persons the conveyor will be started.
Lockout and tagout procedures
14. Belt conveyors must be stopped and the disconnect switch locked out before repairs are attempted and hoses, cables, hand tools or other materials are passed over or under the conveyors, and particularly before workers climb onto the conveyor.15. The following procedures should be carried out before any work is attempted:
• Shut down the conveyor using the con-trol switch or remote shut-down circuit and wait for the conveyor to stop com-pletely.
• Open the disconnect switch to the open position, then lock it out and tag it. Stand to one side, and face away from the disconnect when opening or closing it. Place the key in your pocket. • Attempt to start the conveyor using
the control circuit. It should not start. • Tag the disconnect switch to indicate
that repair or maintenance is being done on the conveyor. Follow your company’s lockout/tagout procedure.
16. Where multiple lockouts are neces-sary, the procedure is to identify each lock with a tag showing time, date and the name of the employee making the repairs.
If two or more crews are to work on one conveyor (such as electricians, mechanics and welders), individuals of each crew should place a lock and tag on the discon-nect switch. Each worker should place a personal padlock on the disconnect switch.
17. Only the worker who places a padlock and warning tag on a conveyor starting control should remove them. Before start-ing any movstart-ing part of a conveyor system, the operator should:
• Removal of tools and extra parts. • Check that all guards removed for
repair or cleanup have been replaced. • Remove his or her personal padlock. • Use all available warning devices, such
as intercom systems, bells, horns and lights.
• If possible, visually check to see that all personnel and material are standing clear.
Note: Employees who are working near a conveyor should stand clear when the start-up alarm sounds.
Maintenance and repair
18. A competent employee should be del-egated and trained to inspect and lubricate all conveyor equipment at regular intervals to ensure it is in proper working order and kept well lubricated. Where extension pip-ing on lubricatpip-ing fittpip-ings cannot be installed, to eliminate the need to reach into the conveyor structure, oiling and greasing should be done before, after or between operating shifts, when the con-veyor has been locked out first. A proper lubrication schedule should be established according to the manufacturer’s instruc-tions and any additional recommendainstruc-tions for maintaining conveyors.
19. Belts should be provided with a firm, well-aligned foundation. Presence of a spill alongside a properly loaded belt is an indica-tion the belt roadway should be checked for alignment. A belt obviously not aligned can create a fire hazard as well as cause spillage.
20. Conveyors should be stopped and locked out for any repair work, except belt threading or other jobs that require moving the belt. Maintenance personnel should be trained in procedures to safely lock out, start up and replace all guards after repair work is completed. Conveyors operating with guards removed should be barricaded.
21. Costly consequences, such as fire and equipment damage, can be avoided if bro-ken, defective or badly worn parts are repaired immediately or the equipment is taken out of service until it has been made safe to operate. In particular, tears in the belt require prompt repairs. A loose piece may stall the belt or a roller and cause dan-gerous friction heating.
22. Careful inspection of return-idler sup-ports on overhead conveyors should be made. Return-idler supports should be replaced before they wear out and allow idlers to fall from the brackets into other work areas below.
23. In general, repairs involving changes to conveyor controls or equipment should be done only according to a properly written work order. All employees should be prop-erly retrained if there are any control changes.
24. All report forms for maintenance work and all inspections, lubrication and mainte-nance checklists should be filed to help plan future preventive maintenance programs. For instance, the safe life expectancy of rollers is limited; therefore, they should be discarded before they become dangerously worn. A record based on experience with them, together with information from the manufacturer, is a good guide in determin-ing when to replace them.
25. Conveyor inspectors should be cog-nizant of all emergency pull stops and other safety devices to make sure they are oper-ating and in good condition. Periodic tests of all pull stops should be made.
26. Inspectors should check to see that work areas and passageways alongside conveyors are kept free of tripping and falling hazards. Also, no materials should be stored, or allowed to accumulate, where they may reduce safe working clearances around moving parts of conveyors. Access to conveyor controls must be kept clear. In addition, oil, grease or accumulations of other materials must not be tolerated around the equipment. Metal waste cans with tight-fitting lids should be provided for all trash, oily rags and other combustible waste. Spillage from the belt should be cleaned up immediately.
27. Inspection, lubrication and mainte-nance checklists are an added convenience to the conveyor inspector and should be made a part of any maintenance program.
Cleanup
28. The primary role for belt conveyor safety is that cleanup procedures be accomplished during periods of conveyor downtime.
Note: Where contact with moving parts is likely a conveyor should be locked out and tagged before any cleanup is attempted.
29. If it is not practical to lock out the con-veyor, then the following safe practices should apply:
• Do not clean under or near moving equipment when visibility is poor. Notify the supervisor of existing condi-tions then proceed as instructed. • Whenever material is being shoveled
onto a moving conveyor belt, the worker should wear all required protective equipment, face and shovel the material onto the conveyor in the direction of the belt travel, and keep the shovel handle in front of his or her body. Caution: Do not let the shovel strike the belt or idlers. • If tools or materials catch moving
allow it to run free. Then take the action previously decided and instructed by the supervisor. (This may include pulling the stop cable, locking out the switch and recovering the object.) Workers who clean up spills around conveyors must be trained to follow this safe cleanup practice.
30. Improper cleanup, especially of deck-ing under the conveyors, is one of the most frequent causes of accidents. Typically, in an accident, a worker will be facing against the direction of belt travel and may tap the shovel on the belt when placing spillage back on the belt. If, at that moment, a splice in the belt meets the shovel, the shovel may catch in the splice and force the worker back into the conveyor. The worker may then catch an arm between the rollers and the belt, causing a possible serious injury.
31. When cleaning overhead conveyor cat-walks, or decking or doing overhead repair work where there is danger of falling mate-rial, workers should rope off the area and place danger signs where hazards exist. Also, an observer should be stationed at ground level to warn personnel to stand clear.
Additional safety practices
32. Workers should never climb on con-veyor framework while the concon-veyor is operating; specifically, they should never ride a conveyor. Finally, workers should not stand or walk on idle belts unless they have the disconnect switch positively locked out. For example, there have been severe injuries when sweepers or other workers stood on belts to reach some oth-erwise inaccessible spot and another worker started the conveyor.
33. Taking shorter routes across moving conveyors also has resulted in accidents. Workers should be forbidden to get from
one side of an exposed conveyor to the other, except at those places where crossovers or underpasses are installed (Figure 3).
34. Workers should never poke, prod or reach into a material handling system while in operation.
35. Workers should never exceed the con-veyor belt operating speed and capacity.
Fire Protection
36. In many plant areas, maintenance per-sonnel must be alert to, and mindful of, fire precautions while performing their duties. Hot work permits may be required; standby fire extinguishers also should be placed by, or covered with, fire-resistant material dur-ing repairs. Piles of combustible material near work areas should be removed or cov-ered. In areas where these measures are not practical, a person should be assigned to watch for fires during such repairs.
37. Cleaning fluids used in splicing belts may involve either a fire hazard or a health hazard, depending on the type of cleaning fluid used.
Note: Low flash-point petroleum naphthas and car-bon tetrachloride should not be used. A high
flash-Figure 3. Workers must cross conveyors only at crossovers or underpasses and should be prevented from crossing elsewhere.
point (120° F) solvent minimizes the danger from fire and does a good job. However, even a high flashpoint solvent should not be permitted in an area where welding or cutting operations are in progress or where vapors might otherwise be ignited.
38. Belt fires are sometimes caused by indiscriminate heating of frozen materials on a stopped belt with an open flame. An attendant always should be present when frozen conveyors are thawed. Equipment that could cause a fire, such as blow-torch-es, rosebud heaters and similar devicblow-torch-es, should not be left unattended.
Personal protection and first aid
39. Those who are working near moving conveyor belts should wear close-fitting clothing that cannot become caught in moving parts. Also, they should not allow rags or waste material to hang from their pockets. Trousers and overalls should have the cuffs removed or guarded.40. Personal protective equipment, such as safety glasses, safety hats, safety shoes, hearing protective devices and shin guards, should be worn where warranted by conditions.
41. Personnel trained in first aid should be available for each shift and work area. Standard first aid equipment should be pro-vided at convenient locations where med-ical aid is not always available. In addition, basket stretchers should be provided wher-ever it would be difficult to transfer an injured worker from one level to another.
Signs
42. As a further implementation of training programs, signs should be placed on con-veyor frames to warn personnel (Figure 4) and should read:
• Do not cross under or over conveyors except at crosswalks or underpasses. • Do not climb on conveyor framework
unless authorized.
• Do not ride conveyors.
• Do not put hands or feet on shuttle or tripped tracks.
• Do not attempt to repair or clean up moving conveyors.
• Stand clear of conveyors when the starting alarm sounds.
43. Signs along passageways or under walkways should warn people to keep tools, materials, oil and grease off the des-ignated path. Signs along inclines also should warn people to be alert for objects that may roll down inclined belts.
44. Additional signs at conveyor controls should outline proper lockout and starting procedures, and warn against making unauthorized changes, such as by-passes on interlocks, in controls or equipment. “Plugging” (by-passing circuit protectors) should be prohibited.
Acknowledgment
This data sheet was revised by the Construction Division, National Safety Council, 1121 Spring Lake Drive, Itasca, IL 60143.
Figure 4. Signs, such as the one shown, should caution workers against unsafe practices around belt conveyors.
Sources of information
National Safety Council: Data Sheets (see current index).
Mine Safety and Health Administration, 1100 Wilson Blvd., 21st Floor, Arlington, VA 22009: 30 CFR, parts 56, 57, 75, 77.
Swinderman, R. Todd; Goldbeck, Larry; Stahura, Richard; Marti, Andrew: “Foundations 2 - The Pyramid Approach to Control Dust and Spillage from belt conveyors,” 1997, Martin Engineering, Neponset, IL.
Swinderman, R. Todd; Goldbeck, Larry; Stahura, Richard; Marti, Andrew: “Foundations 3 - The Practical Resource for Total Dust and Material Control,” 2002, Martin Engineering, Neponset, IL.
Copyright 2006 National Safety Council. All rights reserved.
Although the information and recommendations contained in this publication have been compiled from sources believed to be reliable, the National Safety Council makes no guarantee as to, and assumes no responsibility for, the correctness, sufficiency, or completeness of such information or recommendations. Other or additional safety measures may be required under particular circumstances.