International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
782
Analysis of Abrasive Wear Characterization and its
Correlation with Structure for Low and Medium
Carbon Steels
Sachin Kumar
1, Abhishek Jain
2, Pramod Singh
31Student, Master of Technology, Department of Mechanical Engineering, BUIT, Barkatullah University, Bhopal. 2Asst. Professor, Department of Mechanical Engineering, BUIT, Barkatullah University, Bhopal, M.P.,INDIA.
3Deputy Manager, Bharat Heavy Electricals Limited, Bhopal, M.P.,INDIA.
Abstract– In most of the engineering applications, such as mining, metallurgy, agriculture; equipments are failed by the abrasive wear. The data as obtained form ministry of Research and Technology indicates that the percentage cost of abrasive wear in federal republic of German in metallurgy industry is 40%, mining industry 30%, agriculture 20% and production engineering 10%, and so the material selection is largely controlled by adequate selection of material and cost effectiveness.
The most common material being used at present in India in metallurgical mining and agricultural industries is a plain carbon steel. Particularly mild steel is widely used in agricultural agro machinery industries for the fabrication of agricultural equipment and critical parts, and therefore which wears fast when subjected to high load and abrasive conditions. The present work has been devoted to access the suitability of adequate material properties and structure for agricultural industries. The En 8 is a plain medium carbon steel, En 19 and En 24 is a medium carbon low alloy steels containing molybdenum and chromium in different amount (up to 5% in total) . These steels are cost effective and easily available in local markets in all shapes and dimensions. Moreover their properties can be improved by simple heat treatment.
The selected steels were heat treated and their mechanical and Tribological properties have been accessed for their suitability for agro machinery industries. The Tribological properties have been quantitatively estimated by three body abrasion test set-up which is Flex make as per standard specifications of American society of testing materials (ASTM), where the wear caused by abrasive trapped between the two moving surfaces.
Keywords: Correlation, En-8, En-19, En-24, Alloy steels, Properties, Wear analysis.
(I)INTRODUCTION
The present work has been devoted to access the suitability of adequate material properties and structure for agricultural industries. The En 8 is a plain medium carbon steel, En 19 and En 24 is a medium carbon low alloy steels containing molybdenum and chromium in different amount (up to 5% in total) . These steels are cost effective and easily available in local markets in all shapes and dimensions. Moreover their properties can be improved by simple heat treatment.
A variety of produced vehicles decides about the necessity of manufacturing weldable plates and sheets, characterized by the various tensile strength, formability and work hardening depending on the structure [1]. The selected steels were heat treated and their mechanical and Tribological properties have been accessed for their suitability for agro machinery industries. The Tribological properties have been quantitatively estimated by three body abrasion test set-up which is Flex make as per standard specifications of American society of testing materials (ASTM), where the wear caused by abrasive trapped between the two moving surfaces.
(II)OBJECTIVE
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
783
(III)
MATERIAL SELECTIONTwo basic steel compositions, both suitable for wind tower applications, were selected for this investigation. One is a low-carbon grade (0.06% C) with an addition of about 0.03% Nb. The other is a medium-carbon grade (0.15%C) with an addition of about 0.02% Nb. [2]
Several requirements must always be studied when selecting the material from which to make a particular component, and the final choice usually involves a compromise. These requirements can be broadly classified as :
Service requirements
Fabrication requirements
Economic requirements
ON THE BASIS OF SERVICE REQUIREMENTS
In order that a component be successful in service, it must be of suitable strength, hardness, toughness, elasticity, rigidity, etc., and its must be of a suitable weight. In addition to these basic requirements, certain other properties may also be required, such as suitable electrical, magnetic or thermal properties, heat resistance, and creep or fatigue resistance. Corrosion resistance must usually be as high as possible; alternatively, the material must respond to corrosion resistance treatment.
Even at this stage a compromise is almost always necessary, such as a suitable strength/weight ratio, an acceptable life at high temperature, or an acceptable degree of corrosion resistance.
ON THE BASIS OF FABRICATION
REQUIREMENTS
It is convenient to classify materials as (a) casting' materials, and (b) wrought materials. Casting involves heating the material to make it molten and then pouring it into a mould so that it assumes the shape of the impression and retains that shape upon solidification. Wrought materials are suitable for working; working involves the manipulation of the material when it is in the solid state.
Few materials are equally suitable for both casting and working and very few materials are equally amenable to all variations of casting or working. It is necessary to consider the duty and the shape of the
component, and the quantity required and then to select a materials with the required properties and which will be suitable for the fabrication methods to be used; the component must then be designed to suit the method selected.
The ease with which a material can be machined, and the quality of the finish so obtained is usually very important, as is the suitability of the material for joining by welding brazing, or soldering. As already stated, the properties of some alloys can be altered by heat treatment, but in some cases this treatment is lengthy, and may thus make such materials unsuitable.
ON THE BASIS OF AVAILAIBILITY OF MATERIALS
Engineering materials can be classified as (a) metallic materials, and (b) non metallic materials. Although metallic materials are the main ones used in engineering, the non-metallic materials, which include the plastics, rubber, and wood, are of special importance. The metallic materials are sub-divided into two groups; these are the ferrous alloys, and the non-ferrous metals and alloys. The ferrous alloys contain iron and carbon, to which may be added other elements to confer special properties. The non-ferrous metals are all metals other than iron and its alloy but the non-ferrous alloys may include small amounts of iron. Quantitative image analysis using a point counting method was conducted using five SEM images for each sample. [3]
[image:2.612.378.540.494.670.2](IV)TRANSFORMATIONS
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
784
HYPOEUTECTOID STEELSThere are solid state transformations in these steels. They are the transformation of gamma iron to alpha iron and the decomposition of austenite. The limiting composition for getting pearlite is 0.02,5 percent carbon. With carbon content less than this amount, no pearlite will be formed. The alloy will content only ferrite grains.
Steels containing carbon between 0.025 percent to 0.8 percent would contain varying amount of ferrite and pearlite and their relative proportions depend on carbon content.
Austenite —» Ferrite + Cementite
(0.8 C) (0.025 C) (6.67 C)
[image:3.612.341.555.128.289.2]Pearlite
Fig. 4.2 – TTT diagram of hypoeutectoid steels
HYPEREUTECTOID STEEL
[image:3.612.76.293.296.564.2]Let us consider a steel of composition X3 (Fig. 4.1). As the alloy is cooled from T6°C to T7°C, no phase change occurs. However, at or just below T7°C, cementite (Fe3C) begin to separate out. At T8°C, the composition of Y is Y9, and that of cementite 6.67 percent carbon. On further cooling, the entire amount of austenite will transform to pearlite. Hence, the final microstructure consists of pearlite and proeutectoid cementite.
Fig.4.3 – TTT diagram of hypereutectoid steels
EUTECTOID STEEL
Let us consider a steel containing 0.8 percent carbon (X4 in fig. 4.1). One cooling at eutectoid point S (723°C), all austenite will transform into 100 percent pearlite. So, the microsturcture at room temperature will reveal alternate layers of ferrite and cementite, called pearlite.
[image:3.612.344.540.415.685.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
785
(V)EXPERIMENTAL SETUP1. HEAT TREATMENT FURNACE
Make I -Pyromasters furnaces, Madras -49 Furnace Rating -3 KW, 230 Volts
Max Temp. -12000C
Make II -Threlek, Bangalore India
2. UNIVERSAL TESTING MACHINE
Model UH -200 A
Capacity -200 100 40 20 10 4 tf Working Voltage-+10% Conditions Warm up -15 min
Temp -5 - 40°C
Make -Shimadzu Corporation, Japan
(VI)PROCEDURE ADOPTED
Following is the step by step formulization of the problem -
Composition analysis for carbon, silicon , manganese, chromium, molybdenum etc. of the selected En 8, En 19 and En 24 steels
Preparation of tensile, abrasive, impact and metallogrphy samples of standard specifications.
Heat treatment of the above selected steel specimens, hardened and tempered at three temperatures viz. 250, 400 and 600°C.
Abrasion characterization using three body rubber wheel abrasion test set-up for the total 32 minutes test run, at the interval of 2 min. each test run, at 5 and 11 lb. abrasion loads.
The characterization of mechanical properties such as tensile strength and elongation using universal testing machine of 200 tonnes capacity, and hardness using Vickers hardness testing machine. The impact strength was carried out using charpy impact testing machine.
Microstructural study was done using scanning electron microscope.
The comparative study by correlating the structure and properties of the selected heat treated alloys for their best suitability against abrasive wear.
(VII)RESULTS
[image:4.612.344.557.226.537.2]Graphs of percentage elongation/s hardness from varying in different temperature grade steel as well as graph between impact strength v/s volume loss have been shown in fig. 7.1.
Fig. 7.1 Graphical representations and comparisons
7.1 En- 8 Steel
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
786
The decrease in tensile strength was due to increase in ductility of the material found with increase in tempering temperatures, and therefore, the impact strength and hardness decreases with increased in temperature; further, the hardened structure observed as martensite and retained austenite, which is converted into tempered martensite with increase in tempering temperature from 250 to 600°C, and therefore, decrease in tensile strength and hardness was observed. Corresponding decrease in impact strength and percentage elongation were observed.Steel Tempering Temp. CC)
Max. Wear (32 min test run) Vol. loss (10 -6 m3)
Hardne ss (Hv)
Tensile strength N/mm2 (Ton/inch2)
% E Impact strength N-mm (ft. lb)
51b
(22.24 N) 111b (48.928 N)
2 5 0 0 . 0 7 7 6 9 0 . 1 0 3 7 3 4 5 4 1 6 7 3 . 1 2 ( 4 4 . 2 7 ) 1 6 . 9 2 2 8 4 7 6 ( 2 1 )
En 8 4 0 0 0 . 1 0 3 4 8 0 . 1 7 4 4 9 3 8 1 5 4 7 . 6 8 ( 3 6 . 0 2 ) 1 8 . 7 3 2 6 2 1 1 ( 1 9 . 3 3 ) 6 0 0 0 . 1 3 6 2 5 9 0 . 1 9 8 0 0 5 2 2 8 4 4 5 . 3 5 ( 2 9 . 2 9 ) 2 0 . 9 7 2 2 1 4 3 ( 1 6 . 3 3 ) 2 5 0 0 . 0 7 3 9 0 5 0 . 1 5 6 8 0 5 5 2 5 1 2 7 7 . 3 7 ( 8 4 . 0 1 ) 1 1 . 3 8 1 4 0 0 7 ( 1 0 . 3 3 )
En 19 4 0 0 0 . 0 9 2 5 3 6 0 . 1 7 7 0 3 9 4 3 4 1 1 6 7 . 4 3 ( 7 6 . 7 8 ) 1 2 . 9 0 1 6 2 7 2 ( 1 2 ) 6 0 0 0 . 1 1 8 2 9 6 0 . 1 9 3 2 5 6 3 2 8 9 5 7 . 3 0 ( 6 2 . 9 6 ) 1 7 . 1 7 3 0 2 7 9 ( 2 2 . 3 3 ) 2 5 0 0 . 0 7 7 0 5 4 0 . ! 6 9 2 ? 4 5 0 4 1 5 9 5 . 1 5
( 1 0 4 . 9 1 ) 1 1 . 7 4 1 3 5 6 0 ( 1 0 )
En 24 4 0 0 0 . 1 0 2 6 0 5 0 . 1 7 8 0 1 1 4 3 8 1 4 0 2 . 5 0 ( 9 2 . 2 4 ) 1 4 . 1 9 2 2 5 9 1 ( 1 6 . 6 6 ) 6 0 0 0 . 1 2 3 5 8 6 0 . 1 9 9 6 9 7 2 9 5 1 0 1 4 . 3 2
[image:5.612.149.468.473.622.2]( 6 6 . 7 1 ) 1 6 . 3 2 2 9 3 7 1 ( 2 1 . 6 6 )
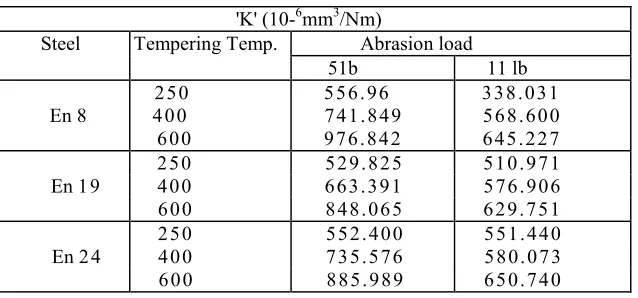
Table 7.1 - Wear properties of En 8, En 19, and En 24 steels (typical values)
'K' (10-6mm3/Nm)
Steel Tempering Temp. Abrasion load
51b 11 lb
250 556.96 338.031
En 8 400 741.849 568.600
600 976.842 645.227
250 529.825 510.971
En 19 400 663.391 576.906
600 848.065 629.751
250 552.400 551.440
En 24 400 735.576 580.073
600 885.989 650.740
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
[image:6.612.88.290.138.477.2]787
Fig 7.1 SEM Photographs of En-8 steel tempered at 250 oC, 400 oC and 600 oC. (Couresy- RRL-AMPRI,Bhopal)
7.2 En 19 Steel
Mechanical properties of En 19 steel were also determined as done for En 8 steel at three tempering temperatures viz. 250, 400 and 600°C and the tribological properties using similar abrasion test set up as for En 8 steel was used at two loads. The mechanical properties such as tensile strength found 1277 N/mm2 for the steel tempered at 250°C and 1167 N/mm2 and 957 N/mm2 at 400 and 600°C tempering temperatures respectively. (Table 7.1) The hardness values as found were 525 Hv for the hardened and tempered at 250°C steel and decreased with increase in temperature at 400 and 600UC was 434 and 328 Hv respectively. Similarly elongation (ductility) and impact strength increase with increase in the tempering temperatures (Table 7.1).
The decrease in tensile strength and hardness were due to more and more conversion of retained austenite into tempered martensite with increase in tempering temperatures. However, the ductility (% elongation) and the impact strength improved with increase in tempering temperatures because of tempered martensite structure.
Fig 7.2 SEM Photographs of En-19 steel tempered at 250 oC, 400 oC and 600 oC. (Couresy- RRL-AMPRI,Bhopal)
7.3En 24 Steel
[image:6.612.353.561.225.585.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
788
The tensile strength as observed about 1600 N/mm2 at 250°C and 1400 and 1000 N/mm2 at tempering temperatures 400 and 600°C respectively. The hardness found 504 438 and 295 Hv at three tempering temperatures viz. 250, 400 and 600°C respectively. (Table 7.1)The hardness and tensile strength found decreased with increase in tempering temperatures because of strength of tempered martensitic structure.
The elongation and impact strength found increased with increase in tempering temperatures.
[image:7.612.359.554.135.512.2]From readings and graphs, it is clear that the precipitations of carbides at 600°C tempering temperature. As the carbide particles are hard particles, however the effect of hardness of the material may only be effective when the particles are coherent with the matrix.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
789
(VIII)
CONCLUSION The tensile strength values of En 24 steel found decreased sharply compared to En 8 and En 19 steels on increases of tempering temperatures.
The impact strength values of En 8 steel found decreased as tempering temperatures increased, others i.e. En 19 and En 24 having ascending values.
The hardness values found decreasing on higher tempering temperatures from 250 to 600°C.
The abrasive wear, volume loss found increased on higher tempering temperatures 250, 400, 600°C and loads 5 lb and 11 lb.
At higher loads i.e. on 11 lb, load, En 8, tempered at 250°C was found better compared to others, inspite of its lower tensile strength.
Life expectancy of En 8, 250°C found highest in all.
At high tempering temperatures and high impact loads, En 19 tempered at 600°C may be efficiently used inspite of its higher cost.
Phase morphology as observed in all steels tempered at 250°C was tempered martensite.
At high tempering temperatures i.e. 600°C, some incoherent carbide precipitations of chromium and molybdenum were found in En 19 and En 24 steels, and so causes mechanical properties to decreased.
En 24 steel tempered at 250°C, found best suited against abrasive wear, cost and mechanical properties wise. Further , it has got better response against heat treatment and so the properties can still be improved. It is cheaper than En 19 steel and easily available in all the forms of any dimensions.
REFERENCES
[1]. Grazcar, Heat Treatment and mechanical properties of low carbon steel with dual phase microstructure, JAMME, Vol.22 Issue 1, 2007
[2]. Keith Taylor, Richard Bodnar, Todd Nelson, Evaluation of low and medium carbon micro-alloyed steels, International symposium on recent developments, 2011
[3]. Gang Chang ji, Chang jiu Li, Yu Yu Wang, Microstructural characterization and abrasive wear performance of Ni coating, Elsevier, ISSN – 6749-6757, pg.6749-6750 2006. [4]. A.R. Lans down and A.L. Price "Materials to Resist Wear-a
guide to their selection use" Peryamon Press, pg. 45-58 [5]. ASTM "Friction and wear testing source book of selected
references from ASTM standards and ASM hand books, pg 22-29.
[6]. Douglas scott "Treatise on materials science and technology voulme 13", Academic press New York san francisco London, pp 217-253,
[7]. George E. Dieter, JR "Mechanical Metallurgy", McGraw-Hill book Company, New York.
[8]. Davis H.E., G.E. Troxell, and C.T. wiskocil "The testing and inspection of Engineering materials" Chap5, 2nd ed. McGraw Hill bool company, Inc, New York, 1995
[9]. Gensammer, M "Strength of metals under combined stress" American society for metals, metals park, Ohio, 1948. [10]. Hardness Tests, "Metals handbook, pp. 93-105, American
society for metals, metals park ohio, 1948.
[11]. Lysaght, V.E. "Indentation Hardness testing" reinhold publishing corporation, New York, 1949.
[12]. R.F. Mehl and W.C. Hagel, The Astenite : Pearlite REaction, in Progress in metal physics, B Chalmers and R.King (eds.) Vol. 6, 1956 Pergamon press, New York, pp. 74-134. [13]. P.G. shewmon, Transformation in metals, McGraw Hill,
New York, 1969, pp.220.
[14]. Atlas of Isothermal Transformation and cooling Transformation Diagrams, American society fro metals Park, OH 1977, pp. 28
[15]. G.Kraness and A.R. Marder, The morphology of martensite in iron alloys, met, trans, vol. 2, 1971 pp. 2343-2357 [16]. P. Payson and C.H. Savage, Martensite reactions in alloy
steels, Trans. ASM, vol33, a 944, pp. 261-275..
[17]. W. Steven and A.G. Hayness, The Temperature of formation of martensite and Bainite in low-alloy steel, JISI, vol 183, 1956, pp. 349-359.
[18]. G. Kranss martensitic transformation, structure and properties in hardenable steels, in hardenability concepts with applications to steel, AIME, Warrendade, PA, 1978 pp. 229 - 248.
[19]. A.R. Entwisle, The kinetics of martensite formation in steel, met. trans, vol. 2, 1971, pp. 2395-2407.
[20]. R.P. Bnobst and G. Kranss, The effect of Austenite grain size on micro cracking in martensite of an Fe - 1.22 c alloy met. trans, vol. 5 1974 pp. 457 -462.
[21]. R.F. Hehemanai K.R. Kinsman and H.I. Aaronson, A debate on the Bainite Reaction, Met. Trans. Vol. 3, 1972, pp. 1077 - 1094,
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 2, Issue 12, December 2012)
790
[23]. B.L. Bramfitt and J.G. Speer, A perspective on the
morphology of Bainile, met. trans. A to be published. '
[ 2 4 ] . 1; M A. Grass mann and E.C. Bain, Principles of Heat Treatment, 5th Ed. American Society for Metals, Park, OH, 1964
[25]. C.S. Roberts, B.L. Averback, and M. Cohe, The Mechanism and Kinetics of the First stage of Tempering, Trans ASM, Vol. 45, 1953', p^ 576-604.
[26]. S. Lement, B.L. Averback, and M. Cohen, microstructural changes'on tempering iron - carbon alloys, Trans ASM vol. 46, 1954, pp. 851 - 881.
[27]. S. .Lement, B.L. Averback and M. Cohen, Further study . of microstm.bture charges on tempering iron- carbon alloys. Trans. ASM vol. 47, 1955 p. 291 -391.
[28]. G.R.Speich and W.C. Lesile, tempering of steel,Met. Trans, f ol 3, 1972, pp. 1043 - 1054.
[29]. G. Thomas, Retained Austenite and Tempered martensite Embrittlement,I Met. Trans. A, vol. 9A, 1978, pp. 439 - 450. [30]. J.E. King, R.F. smith, and J.F. Knott, Toughness variations
puring temperij of a plain carbon martensite steel, Fracture 1977, vol. 2, ICF4, Waterloo^ Canada.
[31]. Mehl. R.F. and Hagel, WX., The austenite pearlite reaction. Prog. Met Physics, 6, ed. B. Chalers and R. king pergamon press 1956.
[32]. Kumar R Physical metallurgy of iron and steel, Asia
publishing house,
, 1968.
[33]. Christian, J.W. The theory of phase transformations in metals and alloys perganon press 1965.
[34]. Samuels, L.E. Microscopy of carbon steels ASM, 1980. [35]. Andrews, K.W. Metal Treatment, 19, 425, 489, 1952, Iron
and Steel, March 1961.,/
[36]. Bain, 'E.C. and _ axton, H.W. Alloying elements in steely American Society for metals. 1961. '<
[37]. Kanfman, L and Cohen M. Thermodynamics and kinetics of martensite I transformations prog, in metal physics, 7, 165, 1958.
[38]. Kurdjumov, G.V. Phenomena occuring in the quenching and tempering of steel, litH Hatfield memorial lecture J.I.S.I 195,26,1960.
[39]. Iron and steel Institute, physical properties of Martensite and Bainite, special report No. 93, 1965.
[40]. 37." David A. Rigney, "Fundamentals of Friction and Wear of.materialise", American Society for metals, ohio, pp. 73-114.
[41]. Treatise, on Materials Science and Technology Wear, Vol. 13 edited by Douglas Scott, Academic Press, Lpndon. [42]. Fundamentals of Friction and Wear of Materials ASM
publications.
[43]. R. W. Kv Honeycombe, "Steels, microstructure and properties" Edward Arnold.
[44]. George Krauss, "Steels : Heat treatment and processing
principles", ASM international, Ohio. .
[45]. Yu. Lakhtin,, Engineering physical metallurgy and heat treatment - *Klir publication.