Effect of Accumulative Roll Bonding (ARB) and Subsequent Aging
on Microstructure and Mechanical Properties of 2024 Al Alloy
Ruixiao Zheng
1,2,*, Tilak Bhattacharjee
2, Akinobu Shibata
2,3, Nobuhiro Tsuji
2,3and Chaoli Ma
1 1Key Laboratory of Aerospace Advanced Materials and Performance of Ministry of Education, School of Material Science and Engineering, Beihang University, Beijing 100191, China2Department of Materials Science and Engineering, Kyoto University, Kyoto 606–8501, Japan
3Elements Strategy Initiative for Structural Materials (ESISM), Kyoto University, Kyoto 606–8501, Japan
In this study, bulk nanostructured 2024 Al alloy sheets with optimized strength and ductility were successfully prepared through an effec-tive thermo-mechanical process including solution treatment, heavy deformation by accumulaeffec-tive roll bonding (ARB) and cold rolling (CR), and subsequent low temperature aging. A lamellar boundary structure with mean grain thickness of 40 nm could be clearly observed after 3-cycle ARB and 50% CR with total equivalent strain of 3.2. The ultimate tensile strength and elongation to failure of the ARB+CR processed sample were 599 MPa and 1.7%, respectively. After subsequent low temperature aging at 100 C for 20 h, the ultimate tensile strength and elon-gation to failure became 635 MPa and 7%, respectively, showing simultaneously increased strength and ductility compared to the cold-worked state. The reasons for the superior mechanical properties were discussed. [doi:10.2320/matertrans.MH201512]
(Received March 2, 2016; Accepted March 30, 2016; Published May 13, 2016)
Keywords: accumulative roll bonding, aging, microstructure, mechanical properties
1. Introduction
In recent years, nanocrystalline (NC) and ultrafine grained (UFG) materials have attracted much attention because their ultrahigh strength, superior wear resistance and possible su-perplastic formability at low temperature or high strain rates.1–4) The bulk NC/UFG materials can be produced by
various methods.5–8) Among the methods, the severe plastic
deformation (SPD), such as equal channel angular pressing (ECAP),9) high pressure torsion (HPT)10) and accumulative
roll bonding (ARB),11) where huge plastic strains are applied
to materials, has already been proved to be very effective for microstructural refinement. Among such SPD processes, the ARB process is the most appropriate one for practical appli-cations because NC/UFG sheets with large dimensions can be continuously produced only by using a conventional roll-ing mill.
The main features of SPD processed materials are fine grain sizes and high dislocation densities, so that the resultant tensile strength is usually very high. However, the tensile ductility, especially uniform elongation is limited due to early plastic instability (necking) caused by the lack of strain-hard-ening capability.12,13) These two aspects are often in conflict
with each other. For instance, Tsuji et al.14) have reported that
the ARB processed 1100 pure Al with the mean grain thick-ness of 200 nm performed the tensile strength as high as 275 MPa, which was 3.4 times higher than that of the coarse grained counterpart. On the other hand, however, the ARB processed sample showed limited tensile elongation of a few % and unexpected yield-drop phenomenon. Annealing is gen-erally considered as an appropriate method to improve the ductility. However, in case of the ARB processed 1100 pure Al, the strength decreased significantly because the recrystal-lization and grain coarsening occurred easily during anneal-ing, although tensile elongation was improved.
If fine precipitates were dispersed within UFG grains
during subsequent heat treatments, the ductility would be im-proved without sacrificing strength, because of the increase of strain-hardening rate and the suppression of grain growth of the matrix both owing to the precipitates.15,16) Tsuji et al.17)
have studied aging behavior of an UFG Al-2wt%Cu alloy processed by ARB. Interestingly, their results suggested that the kinetics of precipitation in the ARB processed sample was much faster than that of the coarse grained materials. Further-more, the hardness of the ARB processed sample decreased monotonously with increasing the aging time at 190 C, while the hardness of the coarse grained sample increased under same aging conditions, which was a normal aging behavior. Simultaneous increase of both strength and ductility has been reported in bulk UFG materials SPD processed and aged at low temperatures.18–20) For instance, Zhao et al.19) reported
that by combining solution treatment, cryogenic rolling and subsequent low temperature artificial aging at 50 C for 5 h and 80 C for 9 h, the yield strength of 7075 Al alloy was im-proved to 615 MPa, maintaining an uniform elongation of about 7.4%. The optimized strength and ductility should be attributed to the highly dispersed GP zones and metastable nano-sized η phase formed during low temperature aging, which acted as obstacles for dislocation motion to improve strain-hardening capability.
However, to the best of our knowledge, there are limited results about 2000 (Al-Cu-Mg) or 7000 (Al-Zn-Mg-Cu) se-ries high strength Al alloy sheets having NC/UFG structures processed by ARB and subsequent aging heat treatment.21)
Therefore, in the present study, the ARB process is applied to a commercial 2024 Al alloy, which is a typical age-hardening alloy with high concentration of alloying elements. The main objective of the present study is to develop an improved pro-cedure to increase both strength and ductility of the 2024 Al alloy and to clarify the mechanism of the change in mechani-cal properties.
*
Corresponding author, E-mail: [email protected]
2. Experimental Procedure
Commercial 2024 Al alloy sheets used in this study were purchased from Nippon Light Metal Company, with a thick-ness of 1 mm, width of 60 mm and length of 150 mm. The chemical composition of the material is shown in Table 1. The as-received alloy sheet was first solid solution treated (SST) at a temperature in the range of 400–525 C for 0.5 or 1 h. Such samples are referred to as the SST samples hereaf-ter. The SST samples were then deformed by ARB at room temperature up to 3 cycles followed by cold rolling (CR) with a reduction in thickness of 50%. Roll-bonding by 50% rolling of two sheets was carried out per one ARB cycle, so that the total reduction after the 3-cycle ARB and 50% CR was 93.75% and the total equivalent rolling strain was 3.2.11) The
thickness of the final sheets was 0.5 mm. The rolling speed in ARB and CR was 2.0 m/min without using any lubricant. For more detailed procedures of the ARB, see References.22,23)
The deformed samples were isochronally aged at various temperatures (100, 160 and 190 C) for different periods of time to optimize the combination of strength and ductility. A pictorial description of the thermo-mechanical history the material experienced is provided in Fig. 1.
The mechanical performance of the samples was character-ized using Vickers hardness test and uniaxial tensile test at room temperature. All the samples were carefully polished by abrasive paper and silica suspension before testing, minimiz-ing the roughness and residual stress at surfaces. Vickers hardness tests were performed with a load of 100 g and a dwell time of 10 s using a SHIMADZU HMV-2 hardness tes-ter. Average value of 10 indentations was calculated for each sample. Tensile test specimens with a thickness of 0.5 mm, a gauge length of 10 mm and a width of 5 mm were prepared by spark-cutting. The tensile direction was parallel to the roll-ing direction (RD) of the sheet. The tests were carried out at a constant crosshead speed of 0.5 mm/min, corresponding to an initial strain rate of 8.3 × 10−4 s−1. The tensile strain was
measured by an extensometer attached to the specimens. Two tensile tests were carried out for each sample condition.
Microstructures of the deformed and aged samples were
characterized by transmission electron microscopy (TEM) using JEOL 2010 operated at 200 kV. TEM observation was carried out from the transverse direction (TD) of the sheets. Thin foils specimens were twin-jet electro-polished by Stru-ers Tenupole-3 in a solution of 300 ml HNO3 + 700 ml
CH3OH with a voltage of 20 V at a temperature of −30 C. For
the as-received and SST samples, the electron backscattering diffraction (EBSD) measurements with a step size of 0.7 μm were carried out in a JSM 7100F scanning electron micro-scope (SEM) with a field emission gun operated at 15 kV us-ing a program, TSL OIM Data Collection, and the EBSD data obtained were analyzed using a program, TSL OIM Analysis. Morphologies of the tensile fracture surfaces were also exam-ined by JSM 7100F SEM.
3. Results and Discussion
3.1 Solid solution treatment
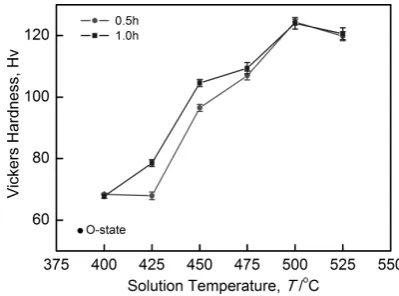
The variation of Vickers hardness as a function of time and temperature of solid solution treatment is shown in Fig. 2. It can be found that the as-received sample showed relatively low hardness of HV56. Hardness of the samples increased with increasing the solution temperature and showed the maximum value of HV123 at 500 C for 1 h, and then de-creased with further increasing the solution temperature. The effect of solution time was not significant between 0.5 h and 1.0 h.
Figure 3 shows EBSD results of the as-received and SST samples (500 C for 1 h), respectively. The figures (a) and (c) show inverse pole figure (IPF) maps of which colors indicate the orientation parallel to the normal direction of each mea-sured point according to the key stereographic triangle shown in (a), while the figure (b) and (d) are grain boundary maps where high angle grain boundaries (HAGBs) with misorien-tations larger than 15 and low angle grain boundaries (LAGBs) with misorientations between 2 and 15 are drawn by blue lines and red lines, respectively. The misorientations smaller than 2 were removed for guaranteeing the accuracy. Many points of measurement failure are obviously observed in Fig. 2(a) and (b), in which the points reveal mosaic colors in (a) and blue points in (b). These are thought to correspond with the second phase particles which were removed during the electro polishing process, leaving many holes on the sur-Table 1 Chemical composition of the 2024 Al alloy sheet studied.
Elements Si Fe Cu Mn Mg Cr Zn Ti Al
mass % 0.08 0.24 4.18 0.58 1.46 0.02 0.01 0.05 bal.
Fig. 1 The pictorial description of the thermo-mechanical history applied to the 2024 Al alloy.
Fig. 2 Change in Vickers hardness of the 2024 Al specimens as a function of temperature and holding time in the solution treatment.
[image:2.595.51.281.589.767.2] [image:2.595.324.524.614.762.2]face and leading to failure in EBSD measurement. On the other hand, after the solution treatment at 500 C for 1 h, the Al matrix seems much cleaner (see Fig. (c) and (d)) than the as-received sample, indicating that most of the second phase particles have already dissolved into the matrix, although there still remain some coarse blue points in (d). Based on the results shown above, we selected the sample solution treated at 500 C for 1 h for further ARB processing.
3.2 ARB and CR of solid solution treated sample
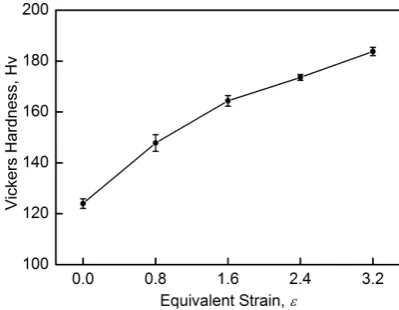
The variation of Vickers hardness as a function of equiva-lent strain applied in ARB and CR is shown in Fig. 4. Obvi-ously, the Vickers hardness increased almost linearly with increasing the equivalent strain and the highest value of HV183 was obtained after a total equivalent strain of 3.2 (3-cycle ARB + 50% CR).
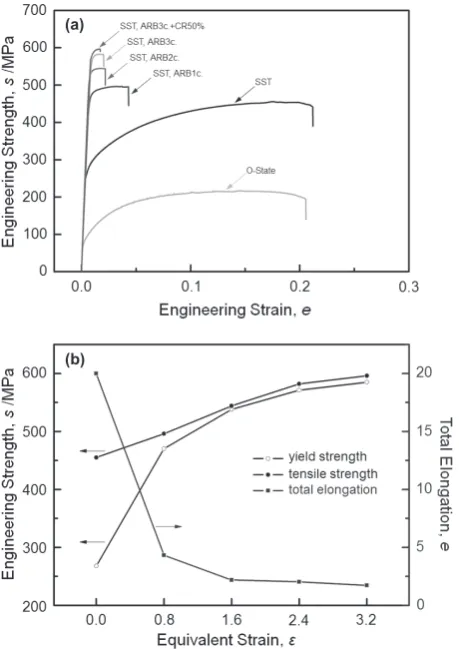
Figure 5 (a) shows engineering stress-strain curves ob-tained from the tensile tests of the 2024 Al alloy specimens at different processing states, and selected mechanical proper-ties (yield strength, ultimate tensile strength and total elonga-tion) are plotted as a function of equivalent strain given in ARB and CR in Fig. 5 (b). For comparison, stress-strain curves of the as-received and as-SST (500 C for 1 h) speci-mens are also exhibited. The as-received specimen in O-state showed the yield strength (YS), ultimate tensile strength (UTS) and total elongation of 84 MPa, 216 MPa, and 20.5%, respectively. The YS and UTS of the SST sample are 268 MPa and 455 MPa, respectively, indicating significant solution
strengthening. Tensile elongation of the SST specimen did not change from that of the as-received specimen. Both of the YS and UTS increased with increasing the equivalent strain applied in ARB and CR. The difference between YS and UTS became small in the deformed specimens. Surprisingly, the YS of the ARB+CR processed sample (equivalent strain of 3.2) reached 590 MPa, which was 2.2 times higher than that of the starting material (268 MPa). However, on the other hand, necking occurs at early stage of the tensile test, so that the total elongation of the ARB+CR specimen was only 1.7%. Fig. 3 EBSD IPF and grain boundary maps of the (a, b) as-received and (c, d) solution treated (500 C for 1 h) 2024 Al alloy specimens.
[image:3.595.128.469.68.408.2] [image:3.595.325.525.452.607.2]The tensile elongation significantly decreased from 20% of the SST specimen to 4.3% of the 1-cycle ARB specimen. This
significant decrease in tensile ductility is attributed to the rel-atively limited strain hardening ability after yielding in the cold-worked material, that agrees with the results reported by other researchers previously.24–26) For instance, Zhao et al.25)
have reported a tensile elongation of 4.5% for a 2024 Al alloy sheet cold rolled with thickness reduction of 50%.
Figure 6 (a) and (c) show macroscopic fracture surfaces of the SST and ARB+CR samples after tensile test. As shown in Fig. 6(c), good bonding without delamination (indicated by white arrows) between roll-bonded sheets was maintained af-ter tensile test, suggesting that the bonded inaf-terfaces formed during ARB and subsequent CR are strong. In other words, the tensile properties of the deformed sample are not con-trolled by the interfacial bonding strength. Figure 6 (b) and (d) show enlarged tensile fracture surfaces of the above men-tioned samples. A typical dimple structure with a mean size of about 1 μm can be clearly observed in Fig. 6 (b), which is a strong evidence of ductile failure. However, dimple struc-ture can also be observed in the ARB+CR processed sample, although the dimples become shallower and smaller (approx-imately 0.4 μm) compared to the SST sample. Similar dimple structures have been previously observed in HPT processed nanocrystalline Ni and Cu.27,28) Based on large-scale
atomis-tic simulations, Hasnaoui et al.29) proposed that these dimple
[image:4.595.55.285.118.443.2]structures observed in SPD processed metals or alloys result from local shear planes formed around clustered grains that, because their particular misorientation, cannot participate in the grain boundary accommodation processes necessary to sustain plastic deformation.
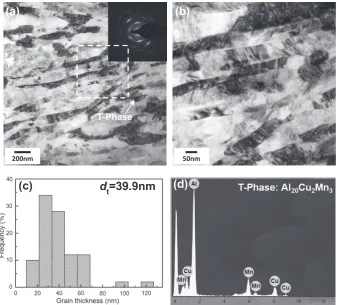
Figure 7 shows TEM microstructures of the ARB+CR pro-cessed 2024 Al alloy. The microstructure was observed from TD of the sheet. Very fine lamellar boundary structure can be clearly observed in Fig. 7 (a) and (b), which is the typical ul-trafine microstructure of ARB processed materials.11,14,17)
The SAD pattern inserted in Fig. 7(a) is not spotty but
ring-Fig. 6 Low and high magnification tensile fracture surfaces of (a, b) the as-SST and (c, d) the ARB+CR processed 2024 Al alloy samples. Fig. 5 (a) Engineering stress-strain curves of the 2024 Al alloy samples at
different processing states. (b) Changes in mechanical properties (yield strength, tensile strength and total elongation) as a function of equivalent strain applied in ARB and CR.
[image:4.595.128.469.512.771.2]like, which indicates that there are large local misorientations within the selected area. Similar lamellar structures have been previously observed in severe plastic deformed materials. Liu et al.30) have shown a lamellar microstructure with a mean
spacing of about 0.3 μm in a commercial purity aluminum heavily cold rolled to an equivalent strain of 5. Tsuji et al.14)
have reported an elongated UFG microstructure with a mean grain thickness of 0.2 μm in an ultra-low-carbon intersti-tial-free (IF) steel ARB processed by 5 cycles (equivalent strain of 4.0) at 773 K. However, it should be emphasized that
the mean interval of the ultrafine lamellar structure obtained in the present work is only 40 nm, which is significantly finer than that of the UFGs (usually 200–300 nm) in the commer-cial purity Al subjected to larger ARB cycles.31) This is
con-sidered to be attributed to the solute atoms in the present 2024 alloy which can greatly affect the microstructure evolution during deformation. That is, solute atoms inhibit recovery during deformation and are effective in reducing the size of the UFG structures formed through grain subdivision.17)
Some rod-like particles with the length of about 150 nm could also be observed in Fig. 7(a) (indicated by a white ar-row). Energy dispersive spectroscopy (EDS) results (Fig. 7(d)) suggested that these particles are T-phase (Al20Cu2Mn3). Previous study by Cheng et al.32) indicated
that the T-phase particles were also effective in pinning dislo-cations and refining grains during plastic deformation.
3.3 Aging treatment of ARB+CR sample
Figure 8 shows the change in Vickers hardness during ag-ing at three different temperatures (100 C, 160 C and 190 C) of the ARB+CR processed samples as a function of the aging time. It was found that in aging at 100 C, the hardness signifi-cantly increased with increasing the aging time at the early stage of aging, showed the maximum value of HV196 at 20 h, and then kept almost a constant value of HV199 with further increasing the aging period. On the other hand, in aging at 160 C and 190 C, the samples showed a totally different hardness evolution with the aging time. That is, quick in-crease at the initial stage and showed relatively smaller peaks, Fig. 7 TEM microstructures of the ARB+CR processed 2024 Al alloy sample: (a) Bright field image and corresponding SAD pattern. (b) Higher
magnifica-tion image of the region marked by the white-broken rectangular in (a). (c) Lamellar grain thickness distribumagnifica-tion measured from (a). (d) EDS result of the rod-like particle indicated by white arrow in (a).
[image:5.595.130.468.69.374.2] [image:5.595.54.284.439.612.2]then decreased sharply with further increasing the aging peri-od. This phenomenon is completely different from the con-ventionally processed 2024 Al alloy, which typically shows double-peak age-strengthening behavior.25) This is possibly
attributed to the ultrafine-grained structure produced by ARB which can significantly enhance the aging kinetics.17,18)
Figure 9 shows typical tensile stress-strain curves of
sever-al representative samples after aging at 100 C for 20 h (dotted line). For comparison, stress-strain curves of the correspond-ing samples without agcorrespond-ing are also provided (solid line). Ob-viously, the aging treatment at 100 C for 20 h increased the strength and ductility of the heavily deformed specimens si-multaneously. Especially, for the ARB+CR processed sam-ple, the YS, UTS and total elongation to failure after the aging treatment are 599 MPa, 635 MPa, and 7%, respectively, showing a much better combination of strength and ductility compared to the cold-worked state (590 MPa, 599 MPa and 1.7%, respectively). Furthermore, the enlarged gap between YS and UTS in the aged sample (36 MPa) suggests a much better strain hardening capability compared to the cold-worked state with a gap of 9 MPa.
Figure 10 shows TEM microstructures of the ARB+CR processed sample peak aged at 100 C for 20 h. The micro-structure was observed from TD of the sheet. Interestingly, the fine lamellar boundary structure and deformed character-istics with high density of dislocations can still be clearly ob-served in Fig. 10 (a) and (b), suggesting that recovery and recrystallization were significantly inhibited during the heat treatment. However, it also should be noted that the mean grain thickness of this sample is measured as 62 nm (see Fig. 10(d)), which is about 20 nm thicker than that in the as-cold-worked sample. Figure 10 (c) displays a microstructure at a much higher magnification. Obviously, high number
den-Fig. 10 TEM microstructures of the ARB+CR processed 2024 Al alloy sample aged at 100 C for 20 h: (a) a bright field image and corresponding SAD pattern, (b) dark field image of (a), (c) higher magnification image of the region marked by the white-broken rectangular in (a), and (d) thickness distribu-tion of the lamellas measured from (a).
Fig. 9 Tensile stress-strain curves of the SST, ARB-3cycles and ARB+CR processed 2024 Al alloy samples before and after the aging treatment at 100 C for 20 h.
[image:6.595.53.285.174.345.2] [image:6.595.130.471.407.750.2]sity of precipitates with a mean diameter of about 4.9 nm are uniformly dispersed in the grain interior. It has been known that the precipitation sequence in 2024 Al alloy is33,34):
Solid solution−→GPB zones−→S’,S (Al2CuMg) Initially, coherent precipitates (GPB zones) with diameters of about several nanometers cause an increase in hardness. As precipitates grow up, they lose their degree of coherency with the matrix and the rate of increase in hardness slows down.28)
Furthermore, as the coherent or semi-coherent phases are transformed to the incoherent phases such as needle-like S and S phase, a gradual decrease in hardness occurs. Accord-ing to the generally accepted precipitation sequence and the morphology of the nano-precipitates observed in Fig. 10 (c), it is reasonable to believe that these nano-precipitates are co-herent GPB zones, which can significantly strengthen the al-loy matrix during deformation.
4. Discussions
As shown in Fig. 10, the strength and ductility of the heav-ily deformed 2024 Al alloy having UFG structures increased simultaneously after a low temperature aging treatment. The detailed reasons for the improved ductility and strength are discussed separately below.
4.1 Reasons for the improved ductility
It has been shown in the former section that the uniform tensile elongation of the ARB+CR processed sample is limit-ed (1.7%). The uniform elongation in tensile test is deter-mined as the tensile strain at which macroscopic necking starts to proceed in the tensile specimen. Once a necking hap-pens, the tensile stress at the necked region becomes higher than that in the un-necked region because of the decreased sectional area at the necked region. On the other hand, the necked region is much more strain-hardened than the un-necked region. Whether the macroscopic necking proceeds or not depends on the balance between the increased tensile stress and the degree of strain hardening. Thus, the uniform elongation of strain-rate insensitive materials can be deter-mined by the well-known Considère criterion,19,35)
σ=(∂σ/∂ε) (1)
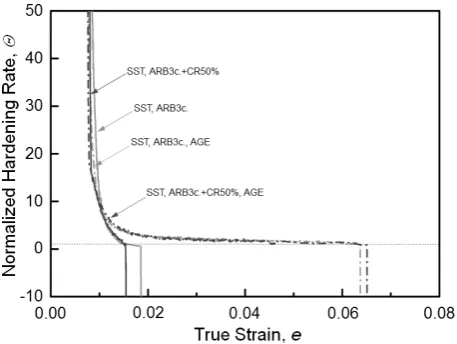
where σ is the true stress and ε is the true stain. When the flow stress applied to the necked region becomes higher than its strain hardening rate, macroscopic necking progresses. However, the ARB+CR processed sample had a very low work-hardening rate because of the limited capability of dis-location accumulation, so that the localized deformation (necking) occurred and proceeded quickly at yielding, result-ing in the limited uniform elongation. In contrast, the uniform elongation of the ARB+CR processed sample after aging at 100 C for 20 h was about 7%, which was almost 4.1 times larger than that of the as-ARB+CR processed sample. The enhanced ductility can be explained by the improved normal-ized hardening rate Θ, defined as follow,32)
Θ=(∂σ/∂ε)/σ (2)
Curves of normalized work hardening rates against the true tensile strain are shown in Fig. 11. Obviously, the aged
sam-ples have a much higher Θ than the corresponding cold-de-formed samples at later stages of the tensile deformation, which postpones the plastic instability and explains the good uniform elongation of the peak aged samples.
The improved ductility corresponds with the microstruc-tural change during the aging process. As shown in Fig. 10, after the aging treatment at 100 C for 20 h, high number den-sity of nano-sized GPB zones were observed in the grain in-terior. During the tensile test, the nano-precipitates are con-sidered to act as obstacles for dislocation motion and provide effective sites for trapping and accumulating dislocations, which should increase the strain-hardening rate (or the nor-malized hardening rate Θ). The pining effect of nano-precip-itates on the dislocation movement has already discussed quantitatively by other researchers. Zhao et al.19) found that
in the UFG 7075 Al alloy having nano-sized η precipitates, the dislocation density around nano-sized η phase after the tensile test was 54% higher than that in the specimen before the tensile test, while the increase of the dislocation density in the η phase free sample was only 8%. In addition, recovery and recrystallization during heat treatments are also believed to contribute to the improved ductility. However, we believe that such an effect should be secondary in the present case, because recrystallization did not happened but the fine lamel-lar structures remained after low temperature aging (Fig. 10).
4.2 Reasons for the improved strength
Precipitation strengthening is a major strengthening mech-anism in the age-treated samples. Orowan dislocation bypass-ing mechanism and dislocation cuttbypass-ing mechanisms are the two main ways of precipitation and dispersion strengthening. To estimate the strengthening contribution from the tates, the operative mechanism for different type of precipi-tates should be identified firstly. Brown et al.36) have reported
that precipitation hardening in Al alloys may be estimated using the Orowan approach when the particles are sufficiently thick or large (e.g., >3 nm) not to be cut by dislocations during mechanical testing. Ma et al.37) have systematically
[image:7.595.312.541.69.241.2]precipitates (GP zone, η phase, η phase and MgO particles), and have concluded that the Orowan mechanism is the opera-tive mechanism for all of the second-phase particles consid-ered. Zheng et al.38) also used the Orowan mechanism to
esti-mate the strength increment in 2024 Al alloy having a dispersion of semi-coherent S phase and the calculated value was in a reasonable agreement with the experimental results. Therefore, based on the related literatures and also the diffi-culties in predicting the strength increment through the dislo-cation cutting mechanism, the Orowan mechanism is as-sumed as the operative strengthening mechanism in this study. The increase in the yield strength based on this mecha-nism can be given by the following relationship,6,36)
∆σOr= 0.4Gb π√1−υ
ln(2r/b)
L , (3)
where ΔσOr is the increase in the strength by the Orowan
mechanism, G is the shear modulus, b is the magnitude of the Burgers vector, υ is the Poisson ratio, r is the mean radius of the precipitates, and L is the mean distance between the pre-cipitates. For the ARB+CR-processed specimen aged at 100 C for 20 h, the contribution of the Orowan strengthening is calculated to be 343 MPa, using the parameters of the shear modulus 26.2 GPa, Burgers vector 0.286 nm, Poisson ratio 0.33, mean radius of the precipitates 2.45 nm, and mean dis-tance between the precipitates 9.65 nm.
It is also noteworthy that another two microstructural changes during aging, recovery and recrystallization (or grain growth), could also affect the strength of the sample. A pecu-liar phenomenon named hardening by annealing was re-ported in UFG Al by Huang et al.,39) which was attributed to
the annihilation of free dislocations and dislocation sources in ultrafine grains during annealing. By now, this phenomenon has been confirmed in some metals and alloys, in which sig-nificant recovery can take place during annealing at relatively low temperatures.40,41) However, in case of the Al-Cu-Mg
al-loy used in the present study, high density of dislocations could be still observed in the peak-aged sample (see Fig. 10 (a)). The result indicates that the precipitation happening during the aging treatments at low temperatures inhibited re-covery of dislocations introduced by ARB. Consequently, we believe that free dislocations as well as easy dislocation sources still existed in the aged specimens, which was proba-bly the reason why hardening by annealing was not ob-served in the present nanostructured material.32,38) Therefore,
it is clear that in case of the ARB+CR+aging (100 C for 20 h) sample, the contribution of strengthening from the nano-pre-cipitates overcomes the loss of strength due to the reduction in dislocation density and grain growth and increases the yield strength by 9 MPa compared to the cold-worked state having the yield strength of 590 MPa. In contrast, for the ov-eraged samples, the reduction in dislocation density and grain growth should have the larger impact to the strength than the precipitation hardening, which caused the decrease of Vickers hardness.
5. Conclusion
In summary, bulk nanostructured 2024 Al alloy sheets with optimized strength and ductility were successfully prepared
by SST, ARB+CR and subsequent aging treatment. Based on the experimental results and discussion, we have come to the following conclusion.
(1) Lamellar boundary structures could be obtained by ARB and subsequent CR deformation at room temperature in the 2024 Al alloy. The mean grain thickness in the AR-B+CR processed sample was about 40 nm, which was significantly finer than that of the commercial purity Al subjected to higher ARB cycles.
(2) The strength of the 2024 Al alloy increased with increas-ing the number of the ARB cycles. The UTS of the AR-B+CR processed specimen reached 599 MPa, however, the tensile ductility decreased abruptly down to 1.7%. This significant decrease in the tensile ductility was at-tributed to the limited strain hardening ability in the se-verely cold-worked sample.
(3) The UTS and the elongation to failure of the ARB+CR processed 2024 Al alloy after an aging treatment at 100 C for 20 h were 635 MPa and 7%, respectively, showing a much better combination of the strength and ductility compared to the as-cold-worked state. The superior me-chanical properties were mainly attributed to the nano- precipitates formed during aging, which could improve the strain hardening capability during tensile deformation by trapping dislocations. The approach employed in the present study might be applicable to many other precipi-tation-hardening alloys and have the potential for practi-cal applications of nanostructured materials.
Acknowledgements
This work was financially supported by the Grant-in-Aids for Scientific Research on Innovative Area Bulk Nanostruc-tured Metals (Area No. 2201), for Scientific Research (A) (No. 24246114) and for Challenging Exploratory Research (No. 25600039), and by the Elements Strategy Initiative for Structural Materials (ESISM), all through the Ministry of Ed-ucation, Culture, Sports, Science and Technology (MEXT), Japan. R.Z. also would like to acknowledge to the financial support by the Innovation Foundation of BUAA for PhD Graduates and China Scholarship Council (CSC) for studying abroad.
REFERENCES
1) M.A. Meyers, A. Mishra and D.J. Benson: Prog. Mater. Sci. 51 (2006) 427–556.
2) B.L. Li, A. Godfrey, Q.C. Meng, Q. Liu and N. Hansen: Acta Mater. 52 (2004) 1069–1081.
3) R.Z. Valiev: Nature 419 (2002) 887–889.
4) K.S. Kumar, H.V. Swygenhoven and S. Suresh: Acta Mater. 51 (2003) 5743–5774.
5) L.L. Shaw: J. o. M. 52 (2000) 41–45.
6) I. Sabirov, M.Y. Murashkin and R.Z. Valiev: Mater. Sci. Eng. A 560 (2013) 1–24.
7) R.Z. Valiev, R.K. Islamgaliev and I.V. Alexandrov: Prog. Mater. Sci. 45 (2000) 103–189.
8) R.Z. Valiev and T.G. Langdon: Prog. Mater. Sci. 51 (2006) 881–981. 9) Y.H. Zhao, X.Z. Liao, Z. Jin, R.Z. Valiev and Y.T. Zhu: Acta Mater. 52
(2004) 4589–4599.
10) P.V. Liddicoat, X.Z. Liao, Y.H. Zhao, Y.T. Zhu, M.Y. Murashkin, E.J. Lavernia, R.Z. Valiev and S.P. Ringer: Nat. Commun. 1 (2010) 63–69. 11) Y. Saito, H. Utsunomiya, N. Tsuji and T. Sakai: Acta Mater. 47 (1999)
579–583.
12) C.C. Koch: Scr. Mater. 49 (2003) 657–662. 13) E. Ma: Scr. Mater. 49 (2003) 663–668.
14) N. Tsuji, Y. Ito, Y. Saito and Y. Minamino: Scr. Mater. 47 (2002) 893– 899.
15) R.Z. Valiev, M.Y. Murashkin, E.V. Bobruk and G.I. Raab: Trans. JIM
50 (2009) 87–91.
16) E. Ma: J. o. M. 58 (2006) 49–53.
17) N. Tsuji, T. Iwata, M. Sato, S. Fujimoto and Y. Minamino: Sci. Technol. Adv. Mater. 5 (2004) 173–180.
18) D. Terada, Y. Kaneda, Z. Horita, K. Matsuda, S. Hirosawa and N. Tsuji: IOP Conf. Series: Materials Science and Engineering. 63 (2014) 012088.
19) Y.H. Zhao, X.Z. Liao, S. Cheng, E. Ma and Y.T. Zhu: Adv. Mater. 18 (2006) 2280–2283.
20) Z. Horita, K. Ohashi, T. Fujita, K. Kaneko and T.G. Langdon: Adv. Mater. 17 (2005) 1599–1602.
21) N. Tsuji, Y. Saito, S.H. Lee and Y. Minamino: Adv. Eng. Mater. 5 (2003) 338–344.
22) N. Kamikawa, N. Tsuji, X. Huang and N. Hansen: Acta Mater. 54 (2006) 3055–3066.
23) N. Kamikawa, N. Tsuji, X. Huang and N. Hansen: Trans. JIM 48 (2007) 1978–1985.
24) S.H. Lee, Y. Saito, T. Sakai and H. Utsunomiya: Mater. Sci. Eng. A 325 (2002) 228–235.
25) Y.L. Zhao, Z.Q. Yang, Z. Zhang, G.Y. Su and X.L. Ma: Acta Mater. 61 (2013) 1624–1638.
26) Y. Saito, N. Tsuji, H. Utsunomiya, T. Sakai and R.G. Hong: Scr. Mater.
39 (1998) 1221–1227.
27) P. Cavaliere: Int. J. Fatigue 31 (2009) 1476–1489.
28) K.S. Kumar, S. Suresh, M.F. Chisholm, J.A. Horton and P. Wang: Acta Mater. 51 (2003) 387–405.
29) A. Hasnaoui, H.V. Swygenhoven and P.M. Derlet: Science 300 (2003) 1550–1552.
30) Q. Liu, X. Huang, D.J. Lloyd and N. Hansen: Acta Mater. 50 (2002) 3789–3802.
31) N. Tsuji, T. Toyoda, Y. Minamino, Y. Koizumi, T. Yamane, M. Komatsu and M. Kiritani: Mater. Sci. Eng. A 350 (2003) 108–116.
32) S. Cheng, Y.H. Zhao, Y.T. Zhu and E. Ma: Acta Mater. 55 (2007) 5822– 5832.
33) Y. Gefen, M. Rosen and A. Rosen: Mater. Sci. Eng. A 8 (1971) 181– 188.
34) H.J. Choi, B.H. Min, J.H. Shin and D.H. Bae: Compos. Part A 42 (2011) 1438–1444.
35) G. E. Dieter: Mechanical Metallurgy, 3rd ed., McGraw-Hill, New York (1986) 289.
36) L.M. Brown, R.K. Ham, A. Kelly and R.B. Nicholson: Strengthening Methods in Crystals, Elsevier, New York (1971) 9–133.
37) K. Ma, H. Wen, T. Hu, T.D. Topping, D. Isheim, D.N. Seidman and J.M. Schoenung: Acta Mater. 62 (2014) 141–155.
38) R. Zheng, Y. Sun, K. Ameyama and C. Ma: Mater. Sci. Eng. A 590 (2014) 147–152.
39) X. Huang, N. Hansen and N. Tsuji: Science 312 (2006) 249–251. 40) D. Terada, H. Houda and N. Tsuji: J. Mater. Sci. 43 (2008) 7331–7337. 41) X. Huang, N. Kamikawa, N. Tsuji and N. Hansen: ISIJ Int. 48 (2008)