Effect of Repeated Tempering on Hardness and Retained Austenite
of High Chromium Cast Iron Containing Molybdenum
Sudsakorn Inthidech
1, Khatawut Boonmak
1, Prasonk Sricharoenchai
2,
Nobuya Sasaguri
3and Yasuhiro Matsubara
31Faculty of Engineering, Mahasarakham University, Mahasarakham, 44150, Thailand
2Faculty of Engineering, Chulalongkorn University, Bangkok, 44150, Thailand 3Kurume National College of Technology, Fukuoka 830-8555, Japan
Two series of hypoeutectic high chromium cast iron specimens containing 16 mass% Cr and 26 mass% Cr with and without Mo were prepared to study the variation of hardness and volume fraction of retained austenite (V) during repeated tempering. In the as-hardened state, the hardness did not change in the 16 mass% Cr cast irons, but it increased gradually in the 26 mass% Cr cast irons as their Mo content increased. The Vrose gradually with an increase in the Mo content of both series of cast iron specimens. In the tempered state, the hardness decreased and then increased with a successive number of tempering cycles. In other words, a secondary hardening was evident due to the precipitation of secondary carbides in the austenite and the transformation of destabilized austenite into martensite during cooling. The hardness increased with rising tempering temperature. The Vdecreased gradually with repeated tempering and increasing tempering temperature. The maximum tempered hardness (HTmax) was obtained at 723–798 K after triple tempering. The HTmaxincreased proportionally with a rise in Mo content in
both the 16 and 26 mass% Cr cast irons. The highest values of HTmaxwere 900 HV30 in 16 mass% Cr and 950 HV30 in 26 mass% Cr cast irons,
respectively. [doi:10.2320/matertrans.M2010018]
(Received January 21, 2010; Accepted April 8, 2010; Published June 25, 2010)
Keywords: hypoeutectic high chromium cast iron, repeated tempering, Mo effect, hardness, volume fraction of retained austenite
1. Introduction
High alloy cast irons containing 12 mass% to 30 mass% Cr have been employed as abrasion wear resistance materials for more than 50 years. It is well known that 15 mass% to 16 mass% Cr cast irons have been commonly used for rolling mill rolls in steel plants, while cast irons with 25 mass% to 28 mass% Cr have been applied to liners, rollers and tables of pulverizing mills in the mining and cement industries because of their high abrasion wear resistance and suitable toughness. High chromium cast irons with hypoeutectic compositions are preferable as they avoid precipitating primary carbides that reduce their toughness.
Mo addition to these alloys avoids the formation of pearlite in the as-cast condition and improves hardenability during heat treatment. As can be expected, Mo tends to form its own carbides of Mo2C or M2C type with very high hardness.1)At lower levels of Mo, the Mo distributes itself into both the austenitic matrix and M7C3 eutectic carbides. At Mo levels over 2 mass%, it is possible that the Mo2C or M2C eutectic carbides precipitate in the final liquid along with the grain boundaries between the primary austenite () dendrites and (+M7C3) eutectic during solidification. Mo dissolved in the austenite improves the alloy hardness by promoting the secondary precipitation of molybdenum carbides whereas Mo dissolved in M7C3 carbides increases the hardness of carbides themselves. It has been reported that the presence of M2C carbides leads to improved abrasive wear resistance.1)
Practical use has shown that heat-treated high chromium cast irons, having a martensitic matrix with some retained austenite, showed a large wear resistance to spalling compared to those with fully austenitic or pearlitic matri-ces.1–3)Therefore, heat treatment of high chromium cast irons must be conducted so that the optimal combination of hardness and quantity of the retained austenite can be
obtained from the view point of sequence abrasion wear. The general heat treatment of high chromium cast irons consists of the sequence: annealing, hardening and tempering.
Studies of the solidification process, heat treatment for hardening, and a single tempering of high Cr cast irons have been reported by many researchers.1–9) Multiple stage tempering has been carried out on alloyed cast irons for a long time. However, research on such a heat treatment sequence is quite limited.3)
In this study, 16 mass% Cr and 26 mass% Cr hypoeutectic cast irons with and without Mo were prepared. The effects of Mo content and the number of tempering cycles on the variation of hardness and V were investigated at several tempering temperatures.
2. Experimental Procedures
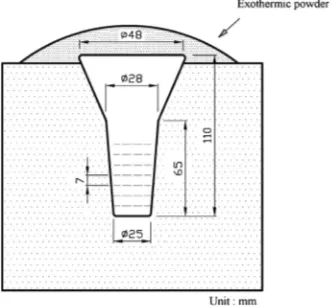
The charge materials for the test specimens were melted and superheated up to 1853 K using a high frequency induction furnace with an alumina lining. Each melt was poured from 1773–1793 K into a preheated CO2mold with a cavity size of 25-mm diameter and 65-mm length (Fig. 1). The specimens were sectioned by a wire-cut machine to obtain disk-shaped test pieces of 7-mm thickness. The chemical compositions of the test specimens are shown in Table 1.
The as-cast specimens were annealed at 1173 K for 10.8 ks and then cooled in a furnace. These specimens were hardened by oil quench from a 1323 K austenitization after holding for 5.4 ks. The hardened specimens were tempered repeatedly 3 times from 673–823 K for 3.6 ks and cooled by fan air cooling. Tempering temperatures were determined referring to the tempered hardness curves of the authors previous research during which hardness was obtained from a single tempering.4)
Measurements of macro-hardness and micro-hardness were performed by a Vickers hardness tester with the loads of 300 N (30 kgf) for macro-hardness and by a Micro-Vickers hardness tester with the load of 1 N (0.1 kgf) for micro-hardness, respectively. The volume fraction of retained austenite (V) was obtained by an X-ray diffraction method using a special goniometer with an automatic rotating and swinging sample stage to cancel the effect of texture of austenite dendrites. A Mo-Kcharacteristic line x-ray beam with Zr filter was used as a source. The diffraction peaks adopted for calculation were 200, 220 for the ferrite or martensite phase and 220, 311 for the austenite phase, respectively.10)
Microstructural examination of the specimens was carried out using an optical microscope (OM) and a scanning electron microscope (SEM) to present the experimental results. As for the SEM, an accelerating voltage of 20 kV and a current of 15 mA were used to take the secondary electron image of the matrix.
3. Experimental Results and Discussions
3.1 As-cast state
Typical microstructures of as-cast 16 and 26 mass% Cr cast irons with and without Mo are shown in Fig. 2. The microstructures consist of primary dendrites and a (+M7C3) eutectic structure. The morphology of (+M7C3) the eutectic structure in the cast iron with Mo is similar to that in the low Mo cast iron with the same Cr content, but the sizes of the eutectic colony and eutectic carbide particles are much larger
in the 16 mass% Cr cast iron than in the 26 mass% Cr cast iron. The matrix of low Mo 16 mass% Cr cast iron is pearlitic and that of low Mo 26 mass% Cr cast iron is austenitic. However, the matrix structures of specimens containing Mo are almost austenitic, and some martensite may exist there. This latter feature occurs because Mo delays the pearlite transformation and lowers the Ms temperature.
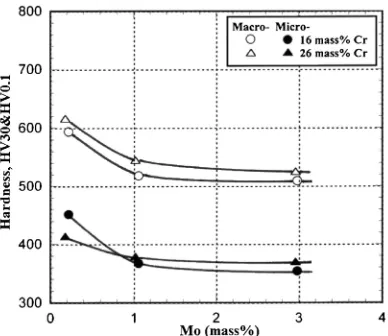
The results of the macro- and micro-hardness testing of as-cast specimens are shown in Fig. 3. The micro-hardness decreases gradually with an increase in the Mo content in both the 16 mass% Cr and 26 mass% Cr cast irons. The macro-hardness results show a similar trend to the micro-hardness values.
The effect of Mo content on the V is shown in Fig. 4. When Mo content rises, the V increases remarkably in the 16 mass% Cr cast irons, and it increases gradually in the 26 mass% Cr cast irons. At the same Mo content, the V is larger in a 16 mass% Cr specimen than that in a 26 mass% Cr specimen. From the results of hardness and V, it can be said that the hardness decreases as Mo content increases due to an increase of V and a decrease of martensite.
3.2 As-hardened state
The SEM photomicrographs of the as-hardened 16 and 26 mass% Cr cast irons with and without Mo are illustrated in Fig. 5. The matrix structure consists of a large number of fine precipitated carbides, martensite and retained austenite. It was reported that the secondary carbides which precipitated in the as-hardened state of high chromium cast irons are mostly M7C3carbides co-existing with M23C6carbides.1,9)In the low Mo specimen, the pearlitic matrix in the as-cast state is replaced by the secondary carbide, martensite and austenite. In the matrix structure of specimens with Mo, retained austenite, which existed more in the as-cast state, is destabilized to precipitate fine secondary carbides during holding and transforms into martensite during cooling. In the specimen of 16 mass% Cr with 3 mass% Mo, it is clear from Fig. 5 that the M2C eutectic carbides crystallize finally in the residual liquid after precipitation of primary austenite occurred and that of (+M7C3) eutectic continued.
The relationship between macro-hardness, micro-hardness and V of 16 mass% and 26 mass% Cr cast irons is shown in Fig. 6. When the Mo-bearing specimen was compared with the low Mo specimen, the micro- and macro-hardness did not change in the 16 mass% Cr cast iron, but in the 26 mass% Cr cast iron, they increased in proportion to the Mo content. The V increased gradually with increasing Mo content in both series of cast irons. It is well known that Mo increases the hardenability and improves the hardness, but the hardness of the 16 mass% Cr cast iron was not improved because an increase in the Voccurs as the Mo content increases. In the 26 mass% Cr cast iron, however, both the micro- and macro-hardness rose proportionally to the Mo content. This is because the hardness depends on not only the amount of retained austenite and martensite but also the kind and amount of precipitated secondary carbides in the matrix. It was found that the 26 mass% Cr cast iron contains lower V value compared with the 16 mass% Cr cast iron. As Mo content increases, the molybdenum carbides of M2C with
higher hardness than chromium carbides of M7C3 and
[image:2.595.86.252.74.227.2]Fig. 1 Schematic drawing of CO2bonded sand mold.
Table 1 Chemical composition of test specimens.
Specimen Element (mass%)
C Cr Si Mn Mo Fe
No. 1 2.96 15.93 0.51 0.55 0.22 R
No. 2 2.95 16.00 0.50 0.55 1.06 R
No. 3 2.91 15.91 0.47 0.55 2.98 R
No. 4 2.66 26.08 0.47 0.55 0.18 R
No. 5 2.64 26.12 0.50 0.56 1.02 R
No. 6 2.66 25.98 0.47 0.53 2.96 R
[image:2.595.47.292.281.395.2]M23C63,4)could begin to precipitate secondly, in addition to the chromium carbides, during austenitization. Therefore, the improvement in the hardness is considered due to an increase in the amount of special molybdenum carbides and marten-site with increasing the Mo content.
3.3 Tempered state
The hardness in the tempered state should be lower than that in the as-hardened state because the martensite is
tempered. The V is reduced by the decomposition of
retained austenite during tempering. Simultaneously, the precipitation of carbides from austenite occurs. While the rest of the austenite cools after tempering, martensite trans-formation could take place. Both phase changes make the hardness increase. Therefore, the hardness in the tempered state is measured as a sum of both a decrease in hardness of martensite due to tempering and an increase in hardness by forming martensite from retained austenite as well as the precipitation of secondary carbides.
Fig. 3 Effect of Mo content on micro- and macro-hardness in the as-cast state of 16 and 26 mass% Cr cast irons with and without Mo.
Alloy 16 mass% Cr cast iron 26 mass% Cr cast iron
Low Mo
1 mass% Mo
3 mass% Mo
Fig. 2 As-cast microstructures of 16 and 26 mass% Cr cast irons with and without Mo.
[image:3.595.123.472.72.419.2] [image:3.595.72.266.461.629.2] [image:3.595.327.524.463.618.2]In order to discuss the change of matrix structure during repeated tempering, the SEM photomicrographs of 16 mass% Cr cast iron with 3 mass% Mo, which was hardened from 1323 K and tempered at 798 K, are presented as an instance in Fig. 7. As shown in Fig. 7, the matrix structure of an as-hardened specimen consists of a large amount of secondary carbides, martensite and retained austenite. It was found that the appearance of precipitated carbides changes depending on the number of tempering. In the specimen with a single tempering, the carbide structure seems to be similar to that in the as-hardened specimen at first sight. When it is compared with the double and triple tempered specimens, however, very fine secondary carbides newly precipitated can be seen in the matrix, and the amount of the secondary carbides increases as the number of tempering cycle increases.
The relationships between number of tempering cycle and macro-hardness of both 16 and 26 mass% Cr cast irons are shown in Fig. 8. The hardness decreases first and then increases with an increase in the tempering cycle. This behavior occurs due to the complex transformation of matrix, that is, the precipitation of secondary carbides from marten-site and retained austenite during tempering and the martensite transformation from the destabilized retained austenite during air-cooling after tempering. The degree of
secondary hardening, which is defined as the difference in hardness between the maximum tempered hardness (HTmax) and the hardness at which the secondary hardening begins, is greater when the tempering temperature is increased. The increasing rate, which is expressed by the slope of each straight line between single and triple tempering cycles, is much larger in the Mo-bearing specimen compared with that in the low Mo specimen. The highest HTmax is obtained at 723–798 K after triple tempering. When the tempering temperature rises over a temperature at which the HTmax is obtained, the hardness reduces remarkably with an increase in the number of tempering cycles. The example presented in Fig. 8 shows 16 mass% Cr cast iron with 1 mass% and 3 mass% Mo. This result is due to a coarsening of precipitated carbides and resultant ferrite formation as well as a decrease of martensite. A similar phenomenon appears in the 26 mass% Cr cast iron in which the hardness decreases greatly at over HTmax temperature; however, they are not shown in the graphs. The V decreases gradually with an increase in the number of tempering. At the same number of tempering cycle, the V decreases as the tempering
temper-ature increases. The V is almost nil in the specimen
tempered over HTmax temperature. The V value at HTmax is less than 10%.
Alloy 16 mass% Cr cast iron 26 mass% Cr cast iron
Low Mo
1 mass% Mo
3 mass% Mo
[image:4.595.121.477.72.466.2]The relationships between the macro-hardness and V in the tempered state are shown in Fig. 9(a) and Fig. 9(b) for 16 and 26 mass% Cr cast irons, respectively. It is clear that the hardness in the tempered state depends on the V value regardless of the number of tempering cycles in both 16 and 26 mass% Cr cast irons. The hardness of 16 mass% Cr cast iron decreases gradually after the maximum values which locate 5–10 % V. In 26 mass% Cr cast irons, the hardness decreases in proportion to the V value. At the same V value, the hardness of Mo-bearing specimen is higher than that of the low Mo specimen among the specimens in both 16 and 26 mass% Cr cast irons. There is a clear difference in the extent of hardness among the specimens. The decreasing rate of the hardness against the V% is roughly the same between low Mo and Mo-bearing specimens in 16 mass% Cr cast irons. In 26 mass% Cr cast irons, however, the specimen with 3 mass% Mo shows a large difference in the decreasing rate. It was found that more Mo content could be needed in the cast irons with a high level of Cr content to maintain the high tempered hardness in the state of high retained austenite. This reason can be explained as follows; Mo is much stronger carbide former than Cr and it tends to form pure molybdenum carbide of Mo6C due to the carbide reaction,3,4) which has much higher hardness compared with the M6C carbide and chromium carbide of Cr23C6, and simultaneously Mo dissolved in the chromium carbide increases their hardness. Therefore, it can be said that Mo increases the hardness of the carbide and matrix.3)The highest hardness is obtained in the 3 mass% Mo specimen in both series of the cast irons.
As-hardened Single tempering
Double tempering Triple tempering
Fig. 7 Effect of tempering cycles on matrix microstructures of 16 mass% Cr cast iron with 3 mass% Mo. Tempering temperature: 798 K.
(a) 16 mass% Cr cast iron
(b) 26 mass% Cr cast iron
[image:5.595.72.264.70.360.2] [image:5.595.114.481.439.763.2]From the tempered hardness curves, it is found that HTmax
is closely related to the V value and the number of
tempering cycles. The relationship between HTmaxand Vin the as-hardened state in each tempering cycle is shown in Fig. 10(a) for 16 mass% Cr and Fig. 10(b) for 26 mass% Cr cast irons, respectively. Regardless of the number of temper-ing cycles, the HTmax increases proportionately to the V value. At the same V value, the highest value of HTmax is obtained with the triple tempering cycles in both 16 and 26 mass% Cr cast irons. The reason the higher hardness is obtained by the triple tempering cycles can be explained: A large amount of retained austenite existed in the as-hardened state contributing to more precipitation of the secondary carbides and martensite transformation. Both were carried out through the triple tempering cycles. According to Fig. 10, it is evident that the 16 mass% Cr cast iron with over 40% V
and the 26 mass% Cr cast iron with over 30% V could
provide hardness higher than 800 HV30 by each tempering. The effect of Mo content on the HTmax value is shown in Fig. 11. In each tempering cycle, the HTmax increases proportionally with a rise in Mo content in both 16 and
26 mass% Cr cast irons. At the same Mo content, higher HTmaxis obtained as the tempering cycle increases. Figure 11 also shows that the triple tempering cycle provides the highest increasing rate of the hardness in both series of the cast irons. In the Mo-bearing specimen, the HTmax value of 26 mass% Cr cast iron is mostly higher than that in 16 mass% Cr cast iron. As mentioned before, Mo distributed in austenite during solidification influences the solid state transformation. The partition coefficient of Mo in austenite is determined as the ratio of Mo content of austenite to that of quenched liquid. It was reported by Onoet al.11)that the partition coefficient of Mo is 0.36 for 15 mass% Cr and 0.45 for 30 mass% Cr cast irons, respectively. More Mo concentration in the matrix of 26 mass% Cr cast iron promotes more precipitation of hard secondary carbides with Mo. It is possible that some special molybdenum carbides may also form as a result of a carbide reaction in the martensite. The highest values of HTmax, 900 HV30 in the 16 mass% Cr and 950 HV30 in the 26 mass% Cr cast iron with 3 mass% Mo, were obtained. In practical applications of high chromium cast iron to the mineral pulverizing mill rolls and tables, the hardness necessary for
Alloy 16 mass% Cr cast iron 26 mass% Cr cast iron
Low Mo
1 mass% Mo
3 mass% Mo
[image:6.595.103.492.71.483.2]abrasive wear resistance is about 880 HV.1)Therefore, this process of repeated tempering can fulfill the requirement.
4. Conclusions
The behavior of hardness and volume fraction of retained austenite (V) during repeated tempering of hypoeutectic cast irons containing 16 mass% Cr and 26 mass% Cr with and without Mo was systematically investigated. The following conclusions have been drawn from the experimental results. (1) In the as-cast state, the micro- and macro-hardness levels decreased gradually in both 16 mass% and 26 mass% Cr cast irons as the Mo content increased. The Vincreased remarkably in 16 mass% Cr cast irons and it increased gradually in 26 mass% Cr cast irons with an increase in the Mo content.
(2) In the as-hardened state, the micro- and macro-hardness did not change in 16 mass% Cr cast irons but they increased in 26 mass% Cr cast irons in proportion to their Mo content. The Vincreased gradually when the Mo content increased in the both series of cast irons. (3) In the tempered state, the hardness curve showed a
secondary hardening due to both the precipitation of secondary carbides in austenite and the transformation of decomposed austenite into martensite during cool-ing.
(4) The hardness grew with an increase in the number of tempering cycles and the tempering temperature. The maximum tempered hardness (HTmax) was obtained at 723–798 K after triple tempering.
(a) 16 mass% Cr cast iron
[image:7.595.74.263.69.388.2](b) 26 mass% Cr cast iron
Fig. 10 Relationships between the maximum tempered hardness (HTmax)
and volume fraction of retained austenite in the as-hardened state (V) of 16 and 26 mass% Cr cast irons.
(a) 16 mass% Cr cast iron
(b) 26 mass% Cr cast iron
Fig. 9 Relationships between macro-hardness and volume fraction of retained austenite (V) of tempered 16 and 26 mass% Cr cast irons.
(a) 16 mass% Cr cast iron
(b) 26 mass% Cr cast iron
Fig. 11 Effect of Mo content on the maximum tempered hardness (HTmax)
[image:7.595.331.521.72.378.2] [image:7.595.73.267.439.747.2](5) The V decreased as the number of tempering cycles and tempering temperature increased. The V value at the HTmax was less than 10%.
(6) The HTmax increased gradually as the Mo content
increased in both 16 and 26 mass% Cr cast irons. The highest values of HTmax were 900 HV30 in the 16 mass% Cr cast irons and 950 HV30 in the 26 mass% Cr cast irons, respectively.
Acknowledgments
The authors wish to express our appreciation to The Thailand Research Fund and The Faculty of Engineering, Mahasarakham University for the research funding (MAG-Window II) and Thai Parkerizing Co. Ltd. Thailand for the experimental devices.
REFERENCES
1) I. R. Sare and B. K. Arnol: Metall. Trans.26A(1995) 359–370. 2) S. K. Yu, N. Sasaguri and Y. Matsubara: Int. J. Cast Metals Res.11
(1999) 561–566.
3) G. Laird, R. Gunlach and K. Rohring:Abrasion-Resistant Cast Iron Handbook, (AFS, USA, 2000).
4) S. Inthidech, P. Sricharoenchai and Y. Matsubara: Mater. Trans.47 (2006) 72–81.
5) S. Inthidech, P. Sricharoenchai, N. Sasaguri and Y. Matsubara: AFS Trans.112(2004) 899–910.
6) P. Sricharoenchai, S. Inthidech, N. Sasaguri and Y. Matsubara: AFS Trans.112(2004) 911–923.
7) M. Kuwano: IMONO J. JFS54(1982) 586–592.
8) F. Maratray and A. Poulalion: AFS Trans.90(1982) 795–804. 9) G. Laird and G. L. F. Powell: Metall. Trans.24A(1993) 981–988. 10) C. Kim: J. Heat Treat. ASM1(1979) 43–51.