Microstructural Evolution and Mechanical Properties
under High Strain Rate Testing of W
3.99Ni
1.71Fe
Sintered by a Two-Stage Sintering Process
Woei-Shyan Lee
+1and Tien-Yin Chan
+2Department of Mechanical Engineering, National Cheng Kung University, Tainan 701, Taiwan, R. O. China
A two-stage sintering practice was applied to W3.99Ni1.71Fe (mass%) to control its microstructural evolution and, accordingly, mechanical properties under high strain rates. Unlike the traditional one-stage liquid phase sintering, the alloy wasfirst solid-state-sintered to close to full densification, and then liquid-phase-sintered by induction heating where the cooling rate was fast. With the two-stage sintering, the growth of tungsten grains and the contiguity of tungsten grains could be closely tailored, and a high dissolved tungsten concentration in the matrix phase could be maintained. All of these microstructural characteristics led to enhanced mechanical properties of this alloy tested under high strain rates. [doi:10.2320/matertrans.M2012027]
(Received January 18, 2012; Accepted April 13, 2012; Published June 25, 2012)
Keywords: two-stage sintering practice, high strain rates, contiguity, matrix phase
1. Introduction
Tungsten heavy alloys are liquid-phase-sintered, typically using slow heating and slow cooling thermal cycles. A close to fully dense structure can be achieved in solid state sintering.1,2) Formation of a liquid phase at higher temper-atures causes spheroidization and significant growth of tungsten grains.35) A slow cooling process promotes the precipitation of W(Ni,Fe) intermetallic compounds along the interfaces between tungsten grains and the matrix phase, which is responsible for the decreased ductility of tungsten heavy alloys.6,7) Accordingly, a secondary heat treatment, by isothermal holding at a high temperature and then fast cooling, is applied to the sintered alloys to enhance the ductility of the alloys, by dissolving the intermetallic compounds into the matrix.8,9)
The other limitation of liquid-phase-sintered tungsten heavy alloys is the fast growth of tungsten grains, which resulted in the decreased contiguity of tungsten grains and decreased dissolved concentration of tungsten in the matrix phase.10) Accordingly, elements such as Mo were added to reduce the growth rate of tungsten grains, and increase the total dissolved concentration of W and Mo in the matrix phase, which substantially increased the strength of the alloys.11)However, a high concentration of Mo in the matrix phase was prone to cause the precipitation of intermetallic compounds along the boundaries between tungsten grains and matrix phase during cooling from the sintering temper-ature.12)
One of the applications of tungsten heavy alloys is kinetic energy penetrator, where a strain rate as high as 8000 s¹1can be achieved.13)In a high strain rate collision, a large portion of the dynamic energy of the kinetic energy penetrator is converted into heat by an adiabatic process.14)Since tungsten heavy alloys are typically composed of tungsten grains dispersed in a nickel-based matrix, their microstructures, in
terms of tungsten grain size, contiguity of tungsten grains, dissolved concentration of tungsten in the matrix, and the precipitation of intermetallic compounds along the interface between tungsten grains and matrix phase can dictate the performances of the alloy at high strain rates.15,16) In this study, a two-stage sintering practice, composed of afirst stage solid state sintering to close to full density and then a second stage fast heating and cooling by induction heating process, was employed to control the microstructure of W3.99Ni 1.71Fe (mass%) alloy. The isothermal hold time at the induction heating temperature was varied to control the microstructural evolution. The two-stage sintered specimens were compared with the traditional one-stage liquid phase sintered specimens in the evolution of microstructure as well as high strain rate testing.
2. Experimental Procedures
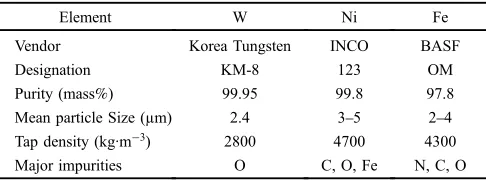
[image:1.595.306.549.696.786.2]A tungsten heavy alloy composed of W3.99Ni1.71Fe (mass%) was prepared using elemental powders, whose specifications are shown in Table 1. The powders werefirst dry-milled using stainless steel balls, and then wet-milled by the addition of a paraffin wax-heptane solution for 57600 s. The powder slurry was then dried and granulated. Specimens with dimensions of 8 mm in diameter and 8 mm in height were pressed at 200 MPa. The specimens were then sintered in a tube furnace using a hydrogen atmosphere, followed a thermal profile shown in Fig. 1. Three main groups of
Table 1 Characteristics of the elemental powders used in this study.
Element W Ni Fe
Vendor Korea Tungsten INCO BASF Designation KM-8 123 OM Purity (mass%) 99.95 99.8 97.8 Mean particle Size (µm) 2.4 35 24 Tap density (kg·m¹3) 2800 4700 4300
Major impurities O C, O, Fe N, C, O
+1Corresponding author, E-mail: wslee@mail.ncku.edu.tw
+2Graduate Student, National Cheng Kung University
specimens were compared. The first group was sintered at 1673 K, at which no liquid phase was formed. The second group was sintered at 1723 K for 900 s, which is a typical liquid phase sintered profile. These two groups were used as the reference groups. The third group was first sintered at 1673 K for 900 s and then sintered in an induction heating furnace using a hydrogen atmosphere. The heating time to 1743 K was about 59 s, while the cooling time to 1073 K was about 7 s. Isothermal hold times at 1743 K were either 60, 180, 300 or 420 s. The microstructures of the sintered specimens were prepared by standard microstructure prepa-ration steps. The sintered specimens were ground and polished to a depth of approximately 0.5 mm from the surface. Scanning electron microscope (SEM, JEOL-JSM-5610LV) was used to examine the microstructures. A differential thermal analyzer (DTA, Setaram Setsys) was used to analyze the phase changes of the sintered specimens, tested at a heating rate of 0.083 K/s to 1753 K and a cooling rate of 0.083 K/s to 1073 K. Quasi-static compression testing was performed using Saginomiya 100 metal forming testing machine at 0.1 s¹1strain rate. Dynamic compression test was performed using split-Hopkinson bar at strain rates ranging from about 1000 to 8000 s¹1. The fracture structures of the specimens were analyzed by SEM.
3. Results and Discussion
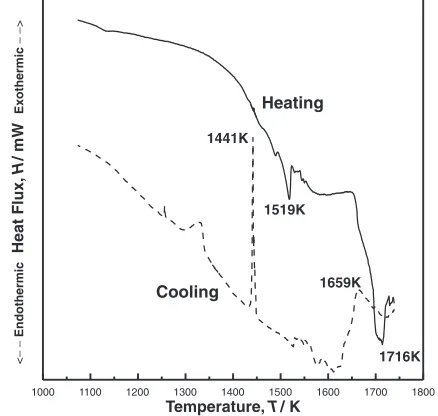
Figure 2 shows the DTA patterns of heating and cooling of a powder specimen. It can be observed that the slope of the pattern during heating changed dramatically at about 1373 K, and reached an endothermic peak at 1519 K. This large peak was associated with the decomposition of NiW based and FeW based intermetallic compounds, which formed in the particle contacts between W and Ni, and W and Fe.17) At temperatures higher than 1673 K, a dramatic increase in slope was observed, which ended up with a large endothermic peak at 1716 K, associated with the formation of a liquid phase. During cooling, in addition to an exothermic peak of solidification of the liquid phase at 1659 K, there were several peaks associated with the precipitation of inter-metallic compounds, with 1441 K being a main peak for the precipitation of an intermetallic compound. Such an observation indicated that formation of intermetallic com-pounds by the ordering of the matrix phase could be easily induced in a slow furnace cooling condition.
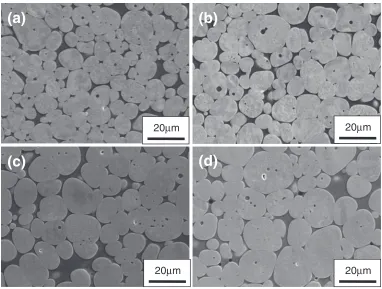
Figures 3 and 4 respectively show the variations of sintered density and microstructure of this heavy alloy with sintering temperature, for a traditional one stage sintering process with an isothermal hold of 900 s at the sintering temperature. Obviously, a close to full density had been achieved at a sintering temperature of 1673 K, whose microstructure clearly indicated that it was still in a solid state sintering process. On the other hand, liquid phase sintering took place at a sintering temperature of 1723 K, and growth of tungsten grains was significant. Figure 5 shows the microstructures of the specimens that were first sintered at 1673 K for 900 s to achieve a close to full density structure and subsequently induction heating to 1743 K for 60, 180, 300 or 420 s, respectively. Clearly, formation of a liquid phase caused the spheroidization and growth of tungsten grains. Some black spots within the tungsten grains are nickel-based solid solution entrapped inside the large tungsten grains, during the growth of tungsten grains.
473 673 873 1273 1473 1673 1873
1073
0 0
3600 s 3600 s
3600 s 3600 s
1573,1673,1723K/ 900 s 1743K/ 60,180,300,420 s
0.05K/s
0.083K/s 0.16K/s
Quench
10800 21600 32400 43200 54000
T
emperature,
T
/ K
Time, t/ s
25K/s 0.083K/s
0.16K/s
Fig. 1 Temperature profile of sintering.
1000 1100 1200 1300 1400 1500 1600 1700 1800
Temperature, T/ K
<
− −
Endothermic
Heat Flux,
H
/ mW
Exothermic
− −
>
Heating
Cooling
1716K 1659K 1519K 1441K
Fig. 2 Differential thermal analysis of a W3.99Ni1.71Fe (mass%) powder compact.
1450 1500 1550 1600 1650 1700 1750
Sintering temperature, T/ K
10000 12000 14000 16000 18000 20000
Sintered density
,
D
/ kg.m
-3
Theoretical density
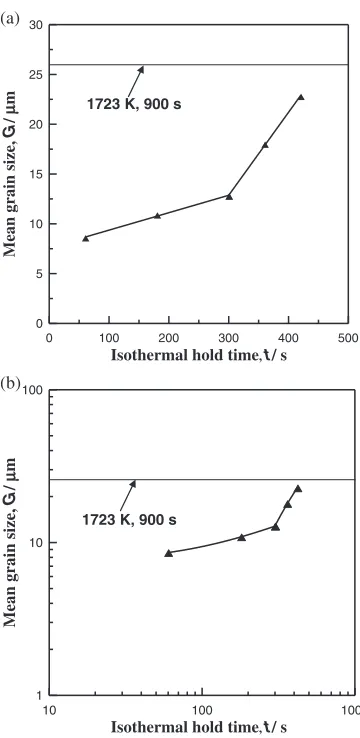
[image:2.595.63.279.70.209.2] [image:2.595.316.535.73.281.2] [image:2.595.322.528.330.516.2]A plot of the mean grain size versus isothermal hold time at 1743 K is shown in Fig. 6 in both a linear scale and a log to log scale. It can be found that the mean grain size for an isothermal hold of 420 s at 1743 K is smaller than that for an isothermal hold of 900 s at 1723 K by a one-stage sintering
process. The slope in the linear scale plot, which is the grain growth rate, shows that there are two dramatically different grain growth rates in the second stage of sintering. The grain growth rate becomes very fast for an isothermal hold time larger than 300 s. From the loglog plot, the exponent of
(a)
20μm
(c)
20μm
(b)
20μm
(d)
20μm
pore
matrix Tungsten grain
Fig. 4 Microstructures of specimens sintered by one-stage sintering for 900 s at (a) 1573 K, (b) 1623 K, (c) 1673 K and (d) 1723 K.
(c)
20μm
(a)
20μm
(b)
20μm
(d)
20μm
[image:3.595.105.491.69.356.2] [image:3.595.107.489.396.685.2]grain size in a power equation of grain growth18,19)showed that there were possibly two mechanisms controlling the grain growth. The exponents of grain size in grain growth equation were 4.7 and 0.6, respectively, for the first portion and second portion of the isothermal hold. In power equation of grain growth,18,19)an exponent of 2 is an interface control mechanism of grain growth, while an exponent of 3 is a diffusion control mechanism of grain growth. Thus, the grain growth data obtained in this study did not fit in any one of these two mechanisms, but the dramatic change in grain growth rate with increase in grain size could be seen. The growth of tungsten grains subsequent to the formation of the liquid phase could be closely controlled only in thefirst portion of this plot, i.e., a very short time subsequent to the formation of the liquid phase.
Figure 7 shows the variations of matrix area percentage in a two dimensional microstructure examination, contiguity of tungsten grains, and dissolved concentration of tungsten in the matrix with isothermal hold time at 1743 K for the two-stage sintered specimens. Also included in this plot are the values of the specimens sintered at 1673 and 1723 K for 900 s, respectively. The contiguity is measured metallo-graphically using the number of intercepts per unit length of test line N, it is defined by the following equation:20)
CSS¼2NSS=ð2NSSþNSLÞ ð1Þ
Where subscript SS represents the solid-solid intercepts, and SL represents the solid-matrix intercepts.
With the gradual penetration of the liquid phase into the boundaries of tungsten grains, the area percentage of the matrix phase increased while the contiguity of tungsten grain decreased. However, the dissolved concentration of tungsten in the liquid phase increased in the first portion of the isothermal hold as penetration of the liquid phase into the interfaces between tungsten grains was the predominant event. With tungsten grains grew by a different mechanism in the second portion of the hold, i.e., for an isothermal hold from 300 to 420 s, the dissolved concentration of tungsten in the liquid phase decreased with increase in tungsten grain size, which is in accordance with a thermodynamic rule.21)In such a condition, the grain growth rate became very fast, as shown in Fig. 6. Nevertheless, the dissolved concentration of tungsten in the matrix phase for an isothermal hold of 420 s (11.9 at%) was relatively larger than that sintered at 1723 K for 900 s by one-stage sintering (9.4 at%). In comparison, the strength of tungsten heavy alloys could be enhanced substantially by the addition of 8 mass% Mo, but the combined dissolved concentration of W and Mo in the matrix phase was only 11.7 at% in a one-stage sintering practice.22)As the mean grain size of the specimen sintered at 1723 K for 900 s by one-stage sintering was very close to that of the specimen sintered at 1743 K for 420 s by a two-stage sintering process, but their dissolved concentrations of tungsten in the matrix differed dramatically, the high cooling rate for the two-stage sintering practice minimized the re-precipitation of tungsten atoms from the liquid phase onto the tungsten grains during cooling. In fact, re-precipitation of tungsten atoms from the liquid phase onto the tungsten grains was responsible for the formation of intermetallic compounds along the interfaces between the matrix phase and tungsten grains.23) Thus, it can be concluded that the dissolved concentration of tungsten in the matrix could be maintained at a higher concentration by a fast cooling condition, which is beneficial to the strengthening of tungsten heavy alloys, by
0 100 200 300 400 500
Isothermal hold time, t/ s
0 5 10 15 20 25 30
Mean grain size,
G
/
μ
m
(a)
(b)
10 100 1000
Isothermal hold time, t/ s
1 10 100
Mean grain size,
G
/
μ
m
1723 K, 900 s
1723 K, 900 s
Fig. 6 Variation of mean tungsten grain size with isothermal hold time at 1743 K by a two-stage sintering practice in (a) a linear plot, and (b) a log log plot. Also compared is the mean tungsten grain size by a one-stage sintering.
4 6 8 10 12 14
Matrix area percentage, %
0.2 0.4 0.6 0.8 1
W/W contiguity
6 8 10 12 14 16 18
T
ungsten concentration, at.%
0 60 120 180 240 300 360 420 480 540 600 Isothermal hold time, t/ s
matrix area percentage
tungsten concentration
w/w contiguity
1723 K, 900 s 1673 K, 900 s
[image:4.595.77.257.67.436.2] [image:4.595.307.548.71.229.2]solid solution hardening the matrix phase and avoiding the interfacial precipitation of brittle intermetallic compounds. Such effects are superior to adding elements such as Mo to these alloys, as addition of Mo not only contributed to a slightly higher combined dissolved concentration of W and Mo in the matrix phase, but also led to the precipitation of brittle intermetallic compounds in the interfaces between the matrix phase and tungsten grains.
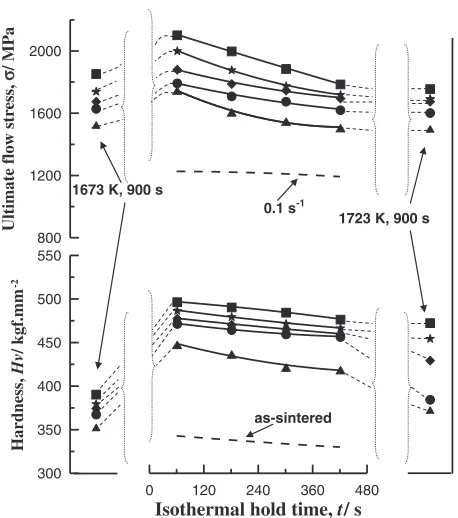
Figure 8 shows the variations of ultimate flow stress and hardness with sintering conditions, tested at different strain rates. The hardness values in this figure were obtained after the specimens were tested at high strain rates. The values of the as-sintered specimens were also plotted in this figure as the references. The ultimateflow strength and hardness of the alloy increased with increase in the strain rate, a common phenomenon of strain hardening effect. A highest ultimate flow stress and a highest hardness value were obtained for the specimen sintered at 1743 K for 60 s. The ultimateflow stress at a strain rate of 7100 s¹1 was as high as 2105 MPa, while that at a strain rate of 0.1 s¹1 was only 1227 MPa. The hardness of the specimen after testing at a strain rate of 7100 s¹1 was as high as 497 kgf/mm2, while that of the as-sintered specimen was only 343 kgf/mm2. In comparison, for the specimen sintered at 1723 K for 900 s by one-stage sintering, the ultimateflow stress at 7100 s¹1 was 1925 MPa and the hardness after this high strain rate testing was 470 kgf/mm2. Both of the solid solution hardening to the matrix phase by the high dissolved concentration of W and the strain hardening effect contributed to the enhancedflow stress and hardness of the alloy. Thus, for high strain rate applications, the microstructure of the alloy could be tailored by this two-stage sintering approach to achieve a small mean
grain size, a slightly large contiguity of tungsten grains, a high dissolved concentration of tungsten in the matrix phase, and a low precipitation tendency of intermetallic compounds. Figure 9 shows the variation of strain rate sensitivity with true strain. The strain sensitivity is defined by the following equation.24)
¢¼ln·2ð¾_·1
2=¾_1Þ ð2Þ
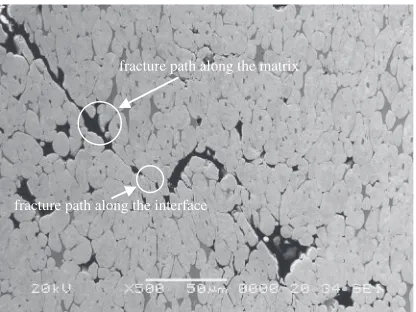
In which¢is the strain rate sensitivity,·is the stress, and¾_is the strain rate. The strain rate sensitivity of the alloy at high strain rate testing decreased with increase in the true stain, indicating that the strain hardening effect gradually decreased with increase in true strain. As an adiabatic process was assumed in high strain rate testing,25) the strain hardening effect of a high strain testing was counter-balanced by heat softening of the alloy during testing. Figure 10 shows a polished surface near the fracture path of the alloy sintered at 1743 K for 60 s. Fracture predominantly propagated along a plane of 45° tilted from the testing direction. Nevertheless, change in the fracture direction by about 90° was also observed, which is beneficial to the absorption of impact energy. The fracture path propagated mainly in the matrix phase or the interface between the matrix phase and the tungsten grains. The tungsten grains mainly experienced plastic deformation, ascribed to heat softening, and trans-granular fracture of the tungsten grains could hardly be found in the microstructure, due to refined grain size. Avoiding the trans-granular fracture of tungsten grains led to the facture path to propagate in a zigzag manner. Therefore, by applying a two-stage sintering process to tungsten heavy alloys can closely tailor the microstructural evolution of the alloys. The matrix phase is thus strengthened, due to a higher concentration of tungsten in the matrix, refined grain size, and a slightly higher contiguity value of tungsten grains. All of these factors could lead the fracture path to propagate irregularly in a zigzag manner, which would accordingly increase the strength of the tungsten heavy alloys.
800 1200 1600 2000
Ultimate flo
w
str
ess,
σ
/ MP
a
300 350 400 450 500 550
Hardness,
Hv
/ kgf
.mm
-2
0 120 240 360 480
Isothermal hold time, t/ s
0.1 s-1
as-sintered
1723 K, 900 s 1673 K, 900 s
Fig. 8 Variation of ultimate flow stress and micro-hardness with the isothermal hold time at 1743 K for the specimens sintered by a two-stage sintering practice. Also compared are these values of one-stage sintering specimens.
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 Ture strain, ε
0 50 100 150 200 250 300
Strain rate sensitivity ,
β
/ MPa
60 s
180 s
300 s
[image:5.595.56.285.67.326.2] [image:5.595.320.529.68.268.2]4. Conclusions
A two-stage sintering practice, wherein an induction heating was used to induce liquid phase sintering and a fast cooling rate in the second stage, was applied to a tungsten heavy alloy composed of W3.99Ni1.71Fe (mass%). With such an approach, a microstructure with refined tungsten grains and a high dissolved concentration of tungsten in the matrix phase could be tailored. Substantial solid solution hardening of the matrix phase could be attained. Due to these two effects, under a high strain rate testing, the fracture path primarily propagated in the matrix phase or along the interfaces between the matrix phase and tungsten grains, while the refined tungsten grains also experienced plastic deformation. Therefore, the strength of the alloy was significantly enhanced at high strain rate testing.
REFERENCES
1) H. J. Ryu, S. H. Hong and W. H. Baek:Mater. Sci. Eng. A291(2000) 9195.
2) J. S. C. Jang, J. C. Fwu, L. J. Chang, G. J. Chen and C. T. Hsu:J. Alloy. Compd.434435(2007) 433436.
3) P. Lu and R. M. German:J. Mater. Sci.36(2001) 33853394.
4) R. Gero, L. Borukhin and I. Pikus:Mater. Sci. Eng. A302(2001) 162 167.
5) J. Das, G. Appa Rao and S. K. Pabi:Mater. Sci. Eng. A527(2010) 78417847.
6) W. Liu, Y. Ma and B. Huang:Bull. Mater. Sci.31(2008) 16.
7) W. Zhou, X. Gao, Y.-G. Zhou and F.-H. Luo: Mater. Sci. Eng. Powder Metall.15(2010) 141144.
8) D. V. Edmonds and P. N. Jones: Metall. Trans A10A(1979) 289295. 9) P. B. Kemp and R. M. German:J. Less-Common Met.175(1991) 353
368.
10) B. H. Rabin and R. M. German: Metall. Trans. A19A(1988) 1523 1531.
11) T. Y. Chan and S. T. Lin:J. Mater. Sci.35(2000) 37593765.
12) K. H. Lin, C. S. Hsu and S. T. Lin: Mater. Trans.44(2003) 19. 13) W.-S. Lee, G.-L. Xiea and C.-F. Lin:Mater. Sci. Eng. A257(1998)
256267.
14) Z. Wei, J. Yu, S. Hu and Y. Li:Int. J. Impact Eng.24(2000) 747758.
15) J. Fan, X. Gong, M. Qi, T. Liu, S. Li and J. Tian:Rare Met. Mater. Eng.
38(2009) 20692074.
16) Q. Wei, T. Jiao, K. T. Ramesh, L. J. Kecskes, L. Magness, R. Dowding, V. U. Kazykhanov and R. Z. Valiev: Acta Mater.54(2006) 7787. 17) ASM Handbook, Alloy Phase Diagrams, Vol. 3, (ASM International,
2·206, 2·320, 3·55).
18) R. M. German:Sintering Theory and Practice, (John Wiley & Sons, Inc., New York, 1996) pp. 225312.
19) R. M. German:Sintering Theory and Practice, (John Wiley & Sons, Inc., New York, 1996) p. 513.
20) M. F. Ashby:Philos. Mag.18(1970) 399.
21) C. Zubillaga, F. Hernandez, J. J. Urcola and M. Fuentes:Acta Metall.
37(1989) 18651872.
22) C. S. Hsu, K. H. Lin and S. T. Lin:Int. J. Refract. Hard Met.23(2005) 175182.
23) K. H. Lin, C. S. Hsu and S. T. Lin:Int. J. Refract. Hard Met.20(2002) 401408.
24) W.-S. Lee and C.-F. Lin:Mater. Sci. Eng. A308(2001) 124135.
25) D. K. Kim, S. Lee and W. H. Baek:Mater. Sci. Eng. A249(1998) 197 205.
fracture path along the interface
[image:6.595.66.274.69.225.2]fracture path along the matrix