A CONCISE REVIEW ON
OPTIMIZATION OF MACHINING
PROCESS VARIABLES IN WEDM
SANTOSH PATRO
Mechanical Engineering Department
Centurion University, Paralakhemundi, Odisha, India – 761211
[email protected]
P SRINIVASA RAO
Mechanical Engineering Department
Centurion University, Paralakhemundi, Odisha, India – 761211
[email protected]
Abstract: To fulfil the industrial requirements of good surface finish and machining of complex shape
geometries of hard-to-machine materials, conventional machining process are now being replaced by
traditional machining processes. Wire Electro Discharge machining (WEDM) is one of the
non-traditional machining processes. Selection of optimal values of affecting parameters can give the desired
results of higher material removal rate, lower surface roughness, lower kerf width etc. In this paper, a
review has been done on the optimization of WEDM machining process on the basis of wire electrode
used, input parameters, output parameters and the optimization techniques used. This study will be
useful for the researchers in selecting the affecting parameters.
Keywords: Taguchi Technique, Grey Relational Analysis (GRA), Response Surface Method (RSM), Artificial
Neural Network (ANN), Genetic Algorithm (GA), Utility Concept.
1.
Introduction
With the advancement in material science, new materials have been developed having good mechanical
properties like toughness, hardness, wear resistance etc. Machining of these materials using conventional
machining has led to poor surface finish and inaccuracy. So, nowadays a number of non-traditional machining
processes are used to get the desired surface roughness and accuracy. WEDM is one of the most widely used
machining process to machine complex intricate shapes irrespective of the hardness of the workpiece material.
This process is extensively used in mould and die making industries, aerospace industries and automobile
industries etc.
WEDM is an electro thermal process in which material is removed by melting and evaporation by a series of
sparks occurring between the workpiece and a wire which act as an electrode. The gap between the workpiece
and the wire is flooded with dielectric fluid which enhances the machining process. Generally, a wire of 0.1 to
0.3 mm diameter is used as electrode and workpiece is mounted on a Computerized Numerical Control (CNC)
worktable. A gap of 0.025 to 0.05 mm is maintained between the workpiece and the wire. The wire is
continuously fed during the machining to get the desired machined surfaces [46].
In order to have good quality product, it is necessary to go for optimization of process parameters. A lot of
work has been done by a number of researchers in this direction. In this paper, a review has been done on the
optimization of WEDM process on the basis of various process parameters, i.e., wire electrode used, input
parameters, output parameters and optimization techniques used.
2.
Literature Review
2.1. On the basis of wire used
Table 1. Different wires used during WEDM machining process.
Sl.
No.
Authors
Wire used
Copper wire
Zinc coated
co
pp
er
wire
Brass wire
Zinc coated
Brass wire
Diff
usion
Anne
aled Br
ass
wire
Mol
ybde
num
wire
1 Durairaj
(2013)
√
2 Shayan
(2013)
√
3 Tilekar
(2014)
√
4 Goswami
(2014)
√
5 Ugrasen
(2014)
√
6 Saedon
(2014)
√
7 Mathew
(2014)
√
8 SelvaKumar
(2014)
√
9 Ugrasen
(2014)
√
10 Manjaiah
(2014)
√
11 Sharma
(2014)
√
12 Bobbili
(2015)
√
13 Dongre
(2015)
√
14 Sharma
(2015)
√
15 Rao
(2015)
√
16 Ugrasen
(2015)
√
17 Reddy
(2015)
√
18 Raj
(2015)
√
19 Sinha
(2015)
√
20 Maher
(2015)
√
21 Patel
(2015)
√
22 Dabade
(2016)
√
23 Patil
(2016)
√
√
24 Saha
(2016)
√
√
25 Devarasiddappa
(2016)
√
26 Pramanick
(2016)
√
27 Goyal
(2017)
√
28 Goswami
(2017)
√
29 Joshi
(2017)
√
30 Majumder
(2017)
√
31 Unune
(2017)
√
32 Gamage
(2017)
√
√
33 Kumar
(2017)
√
34 Arikatla
(2017)
√
35 Ajay
(2017)
√
36 Gurupavan
(2017)
√
37 Mouralova
(2018)
√
38 Sonawane
(2018)
√
39 Ramanan
(2018)
√
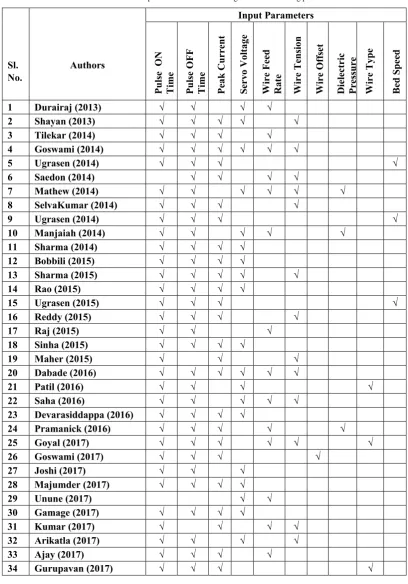
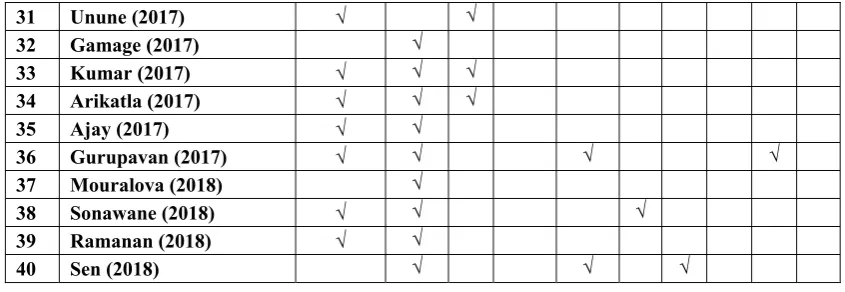
2.2. On the basis of Input parameters
Input parameters play a major role in the quality of machining. Therefore, proper selection of input parameters
should be done while machining in WEDM in order to get the desired outcomes. It has been found that an
increase in input current results in increased MRR as well as increased surface roughness. Similar effect is also
observed when spark voltage is increased. However, an increase in spark frequency leads to improved surface
roughness. A decrease in the gap between the electrode and workpiece results in lower MRR, better surface
finish and higher accuracy. Also, an increase in pulse duration decreases MRR and deteriorates surface finish
[15]. Table 2 gives a brief review on different input parameters taken by different researchers during WEDM
machining.
Table 2. Different Input Parameters taken during WEDM machining process.
Sl.
No.
Authors
Input Parameters
Pulse O
N
Time
Pulse OFF
Time
Peak Current
Servo Vol
tage
Wire Feed
Ra
te
Wire Tension
Wire Offset
Dielectric
Pressure
Wire Type
Bed Spee
d
1 Durairaj
(2013)
√
√
√
√
2 Shayan
(2013)
√
√
√
√
√
3 Tilekar
(2014)
√
√
√
√
4 Goswami
(2014)
√
√
√
√
√
√
5 Ugrasen
(2014)
√
√
√
√
6 Saedon
(2014)
√
√
√
√
7 Mathew
(2014)
√
√
√
√
√
√
8 SelvaKumar
(2014)
√
√
√
√
9 Ugrasen
(2014)
√
√
√
√
10 Manjaiah
(2014)
√
√
√
√
√
11 Sharma
(2014)
√
√
√
√
12 Bobbili
(2015)
√
√
√
√
13 Sharma
(2015)
√
√
√
√
√
14 Rao
(2015)
√
√
√
√
15 Ugrasen
(2015)
√
√
√
√
16 Reddy
(2015)
√
√
√
√
17 Raj
(2015)
√
√
√
18 Sinha
(2015)
√
√
√
√
19 Maher
(2015)
√
√
√
20 Dabade
(2016)
√
√
√
√
√
√
21 Patil
(2016)
√
√
√
√
22 Saha
(2016)
√
√
√
√
√
23 Devarasiddappa
(2016)
√
√
√
√
24 Pramanick
(2016)
√
√
√
√
√
25 Goyal
(2017)
√
√
√
√
√
√
26 Goswami
(2017)
√
√
√
√
27 Joshi
(2017)
√
√
√
28 Majumder
(2017)
√
√
√
√
29 Unune
(2017)
√
√
30 Gamage
(2017)
√
√
√
√
31 Kumar
(2017)
√
√
√
√
32 Arikatla
(2017)
√
√
√
√
33 Ajay
(2017)
√
√
√
√
35 Mouralova
(2018)
√
√
√
√
√
36 Sonawane
(2018)
√
√
√
√
√
√
37 Ramanan
(2018)
√
√
√
√
38 Sen
(2018)
√
√
√
√
√
2.3. On the basis of Output parameters
WEDM machining is generally used to machine complex intricate shapes in hard-to-machine materials with
required finish and accuracy in order to meet industrial requirements. It is found that MRR, WWR and
topological parameters are governed by energy content of the pulse and the rate at which they are supplied. In
addition to these, other controlling parameters like servo sensitivity, gap width and dielectric parameters etc.
also contribute to the output performance [23]. The different output parameters taken by different researchers
during WEDM machining is shown in Table 3.
Table 3. Different Output Parameters considered during WEDM machining process.
Sl.
No.
Authors
Output Parameters
Ma
terial
Rem
ov
al R
ate
(M
RR
)
Surface
Roughness
(S
R)
Kerf Width
Dimensional
Devi
ati
on
Wire Wear
Rate
(WW
R
)
Overcut
Cutting Speed
Ma
chining Time
Accur
acy
Leng
th o
f
C
ut
1 Durairaj
(2013)
√
√
2 Shayan
(2013)
√
√
√
3 Tilekar
(2014)
√
√
4 Goswami
(2014)
√
√
5 Ugrasen
(2014)
√
√
√
6 Saedon
(2014)
√
√
√
7 Mathew
(2014)
√
√
√
8 SelvaKumar
(2014)
√
√
9 Ugrasen
(2014)
√
√
√
10 Manjaiah
(2014)
√
√
11 Sharma
(2014)
√
12 Bobbili
(2015)
√
√
13 Dongre
(2015)
√
√
√
14 Sharma
(2015)
√
15 Rao
(2015)
√
√
16 Ugrasen
(2015)
√
√
√
17 Reddy
(2015)
√
√
√
18 Raj
(2015)
√
√
19 Sinha
(2015)
√
√
√
20 Maher
(2015)
√
√
21 Patel
(2015)
√
√
√
22 Dabade
(2016)
√
√
√
√
23 Patil
(2016)
√
√
√
24 Saha
(2016)
√
√
√
25 Devarasiddappa
(2016)
√
26 Pramanick
(2016)
√
√
27 Goyal
(2017)
√
√
28 Goswami
(2017)
√
√
√
29 Joshi
(2017)
√
√
31 Unune
(2017)
√
√
32 Gamage
(2017)
√
33 Kumar
(2017)
√
√
√
34 Arikatla
(2017)
√
√
√
35 Ajay
(2017)
√
√
36 Gurupavan
(2017)
√
√
√
√
37 Mouralova
(2018)
√
38 Sonawane
(2018)
√
√
√
39 Ramanan
(2018)
√
√
40 Sen
(2018)
√
√
√
2.4. On the basis of Optimization techniques used
Different optimization techniques have been used to get the optimized output responses, i.e., higher MRR, lower
WWR, lower surface roughness, lower kerf width and higher accuracy. Initially single response optimization
was done using simple Taguchi technique. But in order to have multi-response optimization simple Taguchi
technique is not suitable. Therefore, a number of multi-response techniques have been developed by different
researchers in order to optimize the output responses. Grey Relational Analysis (GRA), Response Surface
Methodology (RSM), Artificial Neural Network (ANN), Genetic Algorithm (GA) and Utility concept are some
of the most commonly used multi-response optimization techniques. Nowadays, hybrid multi-response
optimization techniques are used where two or more techniques are combined in order to get better results.
Table 4 shows the different optimization techniques used by different researchers during WEDM machining.
Table 4. Different Optimization Techniques used in WEDM machining process.
Sl.
No
.
Authors
Optimization Techniques
Taguchi Technique
Grey Rel
ati
on
al
A
n
al
ysi
s (G
RA
)
R
espo
n
se Surfa
ce
M
ethod (R
SM
)
Utility Co
ncept
Artificial
Neu
ral Ne
tw
or
k (
A
N
N
)
Genetic Alg
or
ithm (G
A)
Particle S
w
ar
m Me
th
od
(P
SM
)
Regre
ssi
on
A
n
al
ysi
s
Non-Dominated Sor
ting Genetic
Al
gori
thm
–
I
I
(NSG
A
-
II
)
Pri
n
ci
pal
Co
mpone
n
t A
n
al
ysi
s (
P
C
A
)
Hy
brid GR
A
– PC
A
M
et
hod
Adapti
ve Ne
uro
– Fuzz
y Inference
sy
ste
m
(
AN
FIS
)
Grey – Fuzz
y Model
ANN –
Fuzzy
–
TLBO Hy
brid
techniq
u
e
1 Durairaj
(2013)
√
√
2 Shayan
(2013)
√
√
3 Tilekar
(2014)
√
4 Goswami
(2014)
√
√
5 Ugrasen
(2014)
√
√
6 Saedon
(2014)
√
√
7 Mathew
(2014)
√
√
8 SelvaKumar
(2014)
√
9 Ugrasen
(2014)
√
√
10 Manjaiah
(2014)
√
√
11 Sharma
(2014)
√
√
√
12 Bobbili
(2015)
√
√
13 Dongre
(2015)
√
√
14 Sharma
(2015)
√
√
√
15 Rao
(2015)
√
√
√
16 Ugrasen
(2015)
√
17 Reddy
(2015)
√
√
19 Sinha
(2015)
√
√
20 Maher
(2015)
√
√
21 Dabade
(2016)
√
22 Patil
(2016)
√
23 Saha
(2016)
√
√
24 Devarasiddappa
(2016)
√
√
25 Pramanick
(2016)
√
√
√
26 Goyal
(2017)
√
27 Goswami
(2017)
√
28 Joshi
(2017)
√
√
29 Majumder
(2017)
√
√
√
30 Unune
(2017)
√
31 Gamage
(2017)
√
32 Kumar
(2017)
√
√
33 Arikatla
(2017)
√
√
34 Ajay
(2017)
√
35 Gurupavan
(2017)
√
√
36 Mouralova
(2018)
√
37 Sonawane
(2018)
√
√
√
38 Ramanan
(2018)
√
√
39 Sen
(2018)
√
√
3.
Conclusion
In the present study it is found that a lot of work has been done by the researchers in order to optimize the
machining parameters in wire EDM. Still researchers are trying for better combination of machining parameters
in order to further improve the output performances. From the review it can be concluded that there is scope for
improvement of output performances in wire EDM machining in future.
4.
Acknowledgements
The authors would thank Centurion University, Paralakhemundi Campus, Odisha, India for their support in
collecting the data.
References
[1] Ajay, B. T.; Vitthal, P. M.; Rajyalakshmi, G. (2017): WEDM machining of Aerospace materials for improving materials properties, Materials Today: Proceedings, 4, pp. 9107 – 9116.
[2] Arikatla, S. P.; Mannan, K. T.; Krishnaiah, A. (2017): Parametric optimization in Wire Electrical Discharge Machining of Titanium alloy using Response Surface Methodology, Materials Today: Proceedings, 4, pp. 1434 – 1441.
[3] Bobbili, R.; Madhu, V.; Gogia, A. K. (2015): Multi response optimization of wire-EDM process parameters of ballistic grade aluminium alloy, Engineering Science and Technology, an International Journal, 18, pp. 720 – 726.
[4] Dabade, U. A.; Karidkar, S. S. (2016): Analysis of response variable in WEDM of Inconel 718 using Taguchi technique, Procedia CIRP, 41, pp. 886 – 891.
[5] Datta, S.; Mahapatra, S. S. (2010): Modelling, simulation and parametric optimization of wire EDM process using response surface methodology coupled with grey-Taguchi technique, International Journal of Engineering, Science and Technology vol. 2, 5, pp. 162 – 183.
[6] Devarasiddappa, D.; George, J.; Chandrasekaran, M.; Teyi, N. (2016): Application of Artificial Intelligence Approach in Modeling surface quality of Aerospace alloys in WEDM process, Procedia Technology, 25, pp. 1199 – 1208.
[7] Dewangan, S.; Gangopadhyay, S.; Biswas, C. K. (2015): Multi-response optimization of surface integrity characteristics of EDM process using grey-fuzzy logic based hybrid approach, Engineering Science and Technology, an International Journal, 18, pp. 361 – 368.
[8] Dongre, G.; Zaware, S.; Dabade, U.; Joshi, S. S. (2015): Multi-objective optimization for silicon wafer slicing using wire-EDM process, Materials Science in Semiconductor Processing, 39, pp. 793 – 806.
[9] Durairaj, M.; Sudharsun, D.; Swamynathan, N. (2013): Analysis of process parameters in wire EDM with stainless steel using single objective Taguchi method and Multi objective Grey relational grade, Procedia Engineering, 64, pp. 868 – 877.
[10] Gamage, J. R.; DeSilva, A. K. M.; Chantzis, D.; Antar, M. (2017): Sustainable machining: Process energy optimization of wire electro discharge machining of Inconel and Titanium superalloys, Journal of cleaner Production, doi: 10.1016/j.jclepro.2017.06.186
[11] Goswami, A.; Kumar, J. (2014): Optimization in wire-cut EDM of Nimonic – 80A using Taguchi’s approach and utility concept, Engineering Science and Technology, an International Journal, 17, pp. 236 – 246.
[12] Goswami, A.; Kumar, J. (2017): Trim cut machining and surface integrity analysis of Nimonic 80A alloy using wire cut EDM, Engineering Science and Technology, an International Journal, 20, pp. 175 – 186.
[13] Goyal, A. (2017): Investigation of material removal rate and surface roughness during wire electrical discharge machining (WEDM) of Inconel 625 super alloy by cryogenic treated tool electrode, Journal of King Saud University – Science, 29, pp. 528 – 535.
[14] Gurupavan, H. R.; Devegowda, T. M.; Ravindra, H. V.; Ugrasen, G. (2017): Estimation of Machining performances in WEDM of Aluminium based Metal Matrix Composite Material using ANN, Materials Today: Proceedings, 4, pp. 10035 – 10038.
[15] Jain, V. K. (2012): Advanced Machining Processes, Allied Publishers Private Limited, New Delhi.
[17] Kumar, A.; Majumder, H.; Vivekananda, K.; Maity, K. P. (2017): NSGA-II Approach for multi-objective optimization of wire electrical discharge machining process parameter on Inconel 718, Materials Today: Proceedings, 4, pp. 2194 – 2202.
[18] Kumar, G. S.; Sornalatha, G.; Sarkar, S.; Mitra, S. (2014): Experimental investigation and multi-objective optimization of wire electrical discharge machining (WEDM) of 5083 aluminium alloy, Trans. Nonferrous Met. Soc. China, 24, pp. 373 – 379.
[19] Maher, I.; Ling, L. H.; Sarhan, A. A. D.; Hamdi, M. (2015): Improve wire EDM performance at different machining parameters – ANFIS modelling, IFAC – Papers OnLine, 48 – 1, pp. 105 – 110.
[20] Majumder, H.; Paul, T. R.; Dey, V.; Dutta, P.; Saha, A. (2017): Use of PCA-grey analysis and RSM to model cutting time and surface finish of Inconel 800 during wire electro discharge cutting, Measurement, 107, pp. 19 – 30.
[21] Manjaiah, M.; Narendranath, S.; Basavarajappa, S.; Gaitonde, V. N. (2014): Wire electric discharge machining characteristics of Titanium Nickel shape memory alloy, Trans. Nonferrous Met. Soc. China, 24, pp. 3201 – 3209.
[22] Mathew, B.; Benkim, B. A.; Babu, J. (2014): Multiple process parameter optimization of WEDM on AISI 304 using utility approach, Procedia Materials Science, 5, pp. 1863 – 1872.
[23] Mishra, P. K. (1997): Non-Conventional Machining, Narosa Publishing House, New Delhi.
[24] Mishra, B. P.; Routara, B. C. (2017): An experimental investigation and optimization of performance characteristics in EDM of EN-24 alloy steel using Taguchi method and Grey Relational Analysis, Materials Today: Proceedings, 4, pp. 7438 – 7447.
[25] Mohanty, C. P.; Mahapatra, S. S.; Singh, M. R. (2017): An intelligent approach to optimize the EDM process parameters using utility concept and QPSO algorithm, Engineering Science and Technology, an International Journal, 20, pp. 552 – 562.
[26] Mouralova, K.; Kovar, J.; Klakurkova, L.; Bednar, J.; Benes, L.; Zahradnicek, R. (2018): Analysis of surface morphology and topography of pure aluminium machined using WEDM, Measurement, 114, pp. 169 – 176.
[27] Nayak, B. B.; Mahapatra, S. S. (2014): A utility concept approach for multi-objective optimization of Taper cutting operation using WEDM, Procedia Engineering, 97, pp. 469 – 478.
[28] Patel, J. D.; Kalpesh, Maniya, D. (2015): Application of AHP/MOORA method to select wire cut Electrical Discharge Machining process parameter to cut EN 31 alloy steel with brass wire, Materials Today: Proceedings, 2, pp. 2496 – 2503.
[29] Patil, N. G.; Brahmankar, P. K.; Thakur, D. G. (2016): On the effects of wire electrode and ceramic volume fraction in wire electrical discharge machining of ceramic particulate reinforced aluminium matrix composites, Procedia CIRP, 42, pp. 286 – 291.
[30] Pramanick, A.; Sarkar, S.; Dey, P. P.; Das, P. K. (2016): Optimization of wire electrical discharge machining parameters for cutting electrically conductive Boron Carbide, Ceramics International http://dx.doi.org/10.1016/j.ceramint.2016.07.023
[31] Puhan, D.; Mahapatra, S. S.; Sahu, J.; Das, L. (2013): A hybrid approach for multi-response optimization of non-conventional machining on AlSiCp MMC, Measurement, 46, pp. 3581 – 3592.
[32] Raj, D. A.; Senthivelan, T. (2015): Empirical Modelling and optimization of process parameters of machining Titanium alloy by wire-EDM using RSM, Materials Today: Proceedings, 2, pp. 1682 – 1690.
[33] Ramanan, G.; Dhas, J. E. R. (2018): Multi objective optimization of wire EDM machining parameters for AA7075-PAC composite using Grey-Fuzzy Technique, Materials Today: Proceedings, 5, pp. 8280 – 8289.
[34] Rao, M. S.; Venkaiah, N. (2015): Parametric optimization in machining of Nimonic-263 alloy using RSM and particle swarm optimization, Procedia Materials Science, 10, pp. 70 – 79.
[35] Reddy, V. C.; Deepthi, N.; Jayakrishna, N. (2015): Multiple Response optimization of wire EDM on Aluminium HE30 by using Grey Relational Analysis, Materials Today: Proceedings, 2, pp. 2548 – 2554.
[36] Saedon, J. B.; Jaafar, N.; Yahaya, M. A.; Saad, N.; Kasim, M. S. (2014): Multi-objective optimization of titanium alloy through orthogonal array and grey relational analysis in WEDM, Procedia Technology, 15, pp. 832 – 840.
[37] Saha, A.; Mondal, S. C. (2016): Multi-objective optimization in WEDM process of nanostructured hardfacing materials through hybrid techniques, Measurement, 94, pp. 46 – 59.
[38] Sarkar, S.; Mitra, S.; Bhattacharyya, B. (2005): Parametric analysis and optimization of wire electrical discharge machining of γ -titanium aluminide alloy, Journal of Materials Processing Technology, 159, pp. 286 – 294.
[39] Sen, R.; Choudhuri, B.; Burma, J. D.; Chakraborti, P. (2018): Optimization of wire EDM parameters using Teaching Learning based Algorithm during machining of Maraging steel 300, Materials Today: Proceedings, 5, pp. 7541 – 7551.
[40] Sharma, N.; Khanna, R.; Gupta, R. D. (2015): WEDM process variables investigation for HSLA by response surface methodology and genetic algorithm, Engineering Science and Technology, an International Journal, 18, pp. 171 – 177.
[41] Sharma, N.; Singh, A; Sharma, R.; Deepak (2014): Modelling the WEDM process parameters for Cryogenic Treated D2 Tool steel by integrated RSM and GA, Procedia Engineering, 97, pp. 1609 – 1617.
[42] Shayan, A. V.; Afza, R. A.; Teimouri, R. (2013): Parametric study along with selection of optimal solutions in dry wire cut machining of Cemented Tungsten Carbide (WC-Co), Journal of Manufacturing Processes, 15, pp. 644 – 658.
[43] Sinha, P.; Kumar, R.; Singh, G. K.; Thomas, D. (2015): Multi-objective optimization of wire EDM of AISI D3 Tool steel using orthogonal array with Principal Component Analysis, Materials Today: Proceedings, 2, pp. 3778 – 3787.
[44] Sinha, P.; Kumar, R.; Singh, G. K.; Thomas, D.; Srivastava, T. (2015): Optimization of wire EDM of AISI D3 Tool steel using orthogonal array with Principal Component Analysis, Material Today: Proceedings, 2, pp. 2512 – 2521.
[45] Sonawane, S. A.; Kulkarni, M. L. (2018): Multi-quality Response optimization of wire EDM for Ni-75 using PCA based utility theory, Materials Today: Proceedings, 5, pp. 4584 – 4591.
[46] Tilekar, S.; Das, S. S.; Patowari, P. K. (2014): Process parameter optimization of wire EDM on Aluminium and Mild steel by using Taguchi method, Procedia Materials Science, 5, pp. 2577 – 2584.
[47] Tripathy, S.; Tripathy, D. K. (2017): Surface characterization and multi-response optimization of EDM process parameters using powder mixed dielectric, Materials Today: Proceedings, 4, pp. 2058 – 2067.
[48] Ugrasen, G.; Ravindra, H. V.; Prakash, G. V. N.; Keshavamurthy, R. (2014): Process optimization and estimation of machining performance using artificial neural network in wire EDM, Procedia Material Science, 6, pp. 1752 – 1760.
[49] Ugrasen, G.; Ravindra, H. V.; Prakash, G. V. N.; Keshavamurthy, R. (2014): Estimation of machining performance using MRA, GMDH and Artificial Neural Network in wire EDM of EN-31, Procedia Materials Science, 6, pp. 1788 – 1797.
[50] Ugrasen, G.; Ravindra, H. V.; Prakash, G. V. N.; Prasad, Y. N. T. (2015): Optimization of process parameters in wire EDM of HCHCr material using Taguchi’s Technique, Materials Today: Proceedings, 2, pp. 2443 – 2452.