A Study on the Effect of the Change of
Tempering Temperature on the
Microstructure Transformation of Cu-Ni-Sn
Alloy
Xuan Duong Pham
1,*, Anh Tuan Hoang
2,3, Duong Nam Nguyen
11Vietnam Maritime University, Hai Phong, Vietnam 2 Ho Chi Minh city University of Transport, Ho Chi Minh, Vietnam
3 The Central Transport College VI, Ho Chi Minh, Vietnam
E-mail: [email protected]
Abstract— The copper alloys have been using in many applications such as electrical devices, house wares, and others due to their special properties. In this study, the changes in the microstructure and hardness value of the alloy Cu-15Ni-8Sn after heat treatment were investigated in the basis of Spinodal decomposition theory and various analysis methods. After quenching, an orderly microstructure (DO3) with low hardness
phase was formed in case of aging at 450oC within 2 hours. As a
result, an increase in the lubrication ability was shown for this alloy. In addition, phase alpha that was considered as a solid solution of Cu and Ni with high strength was formed by Spinodal decomposition. Findings of this paper will orientate to produce a new alloy for the fabrication of the small diesel engine bearing.
Index Term— Cu-15Ni-8Sn, bearing, Spinodal decomposition, hardness
I. INTRODUCTION
Bearings are considered as the mechanical parts for supporting the frictional portions in the vehicles, ships - internal combustion engines (ICE) or compressors. The bearing is a frictional bearing mechanical part, therefore, the material for bearing fabrication has to meet the requirements such as an embedding, a fatigue strength, a load and friction resistant, and a wear resistant property [1]. Recently, based on the demands of reducing the internal combustion engine size, the bearing materials are usually used in order to meet the higher loads with high speed, high friction, and high temperature but low cost [2][3]. For this reason, bearing materials grounded on the copper (Cu) system which contains tin (Sn) as the main component instead of aluminum (Al) system based materials. The bronze alloy contained up to about 30% of Sn is considered as a kind of bearing material, because up to about 14% of Sn content, the matrices of this alloy are in the form of α+δ phase crystals [4]. This leads to the load-resistant and the wear-resistant property. U.S. Pat. No. 3,180,008 has presented a bearing material, the surface layer of the multi-layer microstructure contains 2% to 10% of In (Indium), 0.1% to 3% of Cu, 0.001% to 0.25% of Te (Tellurium), 0.5% or less of Ag (silver) and/or 0.5% or less of Sb (Antimon), and Pb (Lead) of remaining. However, about
5% to 35% of Pb and 20% or less of Sn, and Cu of remaining to appear in the intermediate layer of the multi-layer microstructure was shown [5]. This microstructure showed the ability of high load resistance. The alloy contained 1% to 5% or less of Ni (Nickel) and 0.5% to 3% or less of Sb, 8% to 20% or less of Pb and 4% to 10% by weight of Sn, and Cu of remaining [6]. This material showed the incorporation of Sb, the good combination between Ni and Pd, Cu to improve the bearing performance. However, Ni and Sb are very expensive thus this material is not suitable for the economy [7].
The materials for bearing fabrication have to meet the requirements such as high fatigue strength, high seizure resistance, high wear resistance (include abrasive wear, adhesive wear, fatigue wear, corrosive wear erosive wear), high conformability, high embed ability, high corrosion resistance, high cavitation resistance, low cost and easy fabrication [5][8][9].
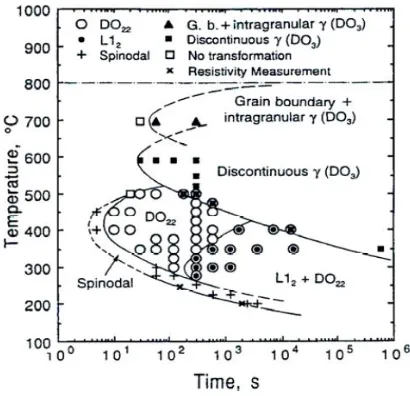
microstructure L12 (CuxNi1-x)3Sn; Modular type, resulting from Spinodal spinning and δ-orthogonal phase (β-Cu3Ti) with a = 0.451 nm, b = 0.538 nm, c = 0.427nm. The microstructures observed in the alloys are different and shown in Figure 1 [18].
Fig. 1. Effect of tempering temperature on the phase changes of Cu-15Ni-8Sn alloy
Most authors report that in Cu-Ni-Sn alloys studied, the increase in durability is due to the contribution of Spinodal decomposition [12][19]. In many alloys, the sign of the Spinodal decomposition is found in the solid solution. Even some studies have found traces of Spinodal formation that formed prior to the formation of a solid solution and the Spinodal decomposition formed during my process. However, authors such as Miki and Ogino [20] have concluded that Spinodal decomposition does not increase the hardness of Cu-20Ni-8Sn and Cu-15Ni-8Sn alloys. The main role of durability is the networking between the Spinodal region and the new phase.
In this study, a study of microstructure transformation of Cu-Ni-Sn alloy with the change of tempering temperature resulting in the change in hardness was conducted in the basis of Cu-15Ni-8Sn alloy.
photography, SEM analysis, thermal analysis, and analysis. Experiments were conducted at the Vietnam Academy of Sciences and the Hanoi University of Science Techno
III. RESULTS AND DISCUSSION
A. Microstructure
The microstructures show that in the post-casting state (Figure 2), the alloy is strongly biased. Arranging rough branches is not just the middle of the hat but even the seed. Obviously, the composition part is very uneven. The alloy hardness measured in the molding state is 110HB. Cu-Ni-Sn alloys are uniformized by incubation at 850°C (Figure 3). After 3h annealing at 850oC, tree branches were removed, the alloys were completely homogeneous, with a particle size smaller than that of the molding. This is the right microstructure for the next spinodal transformation. The hardness behind quenching is 98HB.
Fig. 2. Microstructure after casting
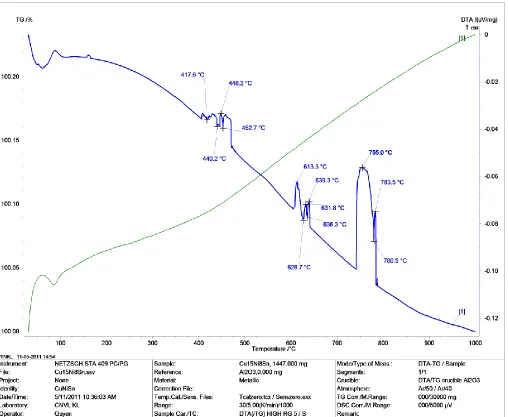
Fig. 4. Diagram of DSC analysis
To study the change in energy, to show the changes in temperature change, the alloy after quenching was analyzed in the laboratory of metal materials technology has the following results:
From the thermal analysis diagram (Figure 4) found in the temperature regions: 50oC; 418-482oC; 750-800oC the appearance of the peak on the thermodynamic path. It can be seen that from temperatures below 50oC began to show signs of change, perhaps this is spinodal decomposition; Peaks in the range of 418oC to 482oC correspond to the appearance of the DO22 and L12 microstructures in the alloy, which are formed when Sn is released from the Spinodal region, preparing for new phase transformation. compared to theory, with the results of the Roughen analysis and the results of the change in temperature stiffness as discussed later. At 750-800oC there is a discontinuous phase γ model with a DO3-like microstructure.
Fig. 6. Microstructure after aging at 4500C (x200000)
The SEM image at a low magnification of 13,000 times (Figure 5) of the sample after aging at 450oC shows phase separation, corresponding to the microstructure. The microstructure (Figure 6) shows that the inner grain has a smoothly distributed microstructure, indicating that it is the microstructure of the Spinodal decomposition (Figure 5) while the grain boundary is structured in layers.
Fig. 7. Microstructure of Cu-15Ni-8Sn alloy quenching at 850oC-2.5h; aging at
450oC-2h
Fig. 8. The hardness measurement of the phase of the Cu-15Ni-8Sn alloy after
quenching at 850oC-2.5h; aging at 550oC-2h
c d
e f
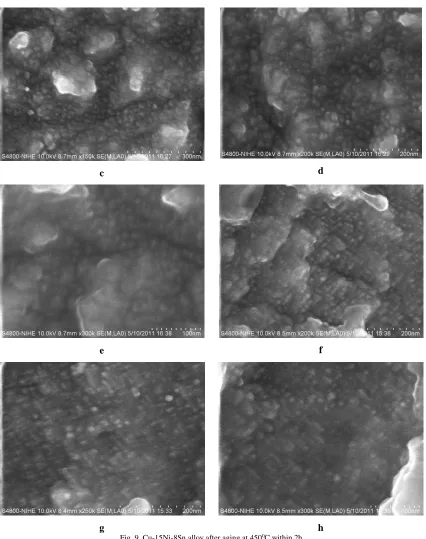
g h
Fig. 9. Cu-15Ni-8Sn alloy after aging at 4500C within 2h
It can be seen from Figure 9 that SEM of Cu-15Ni-8Sn after quenching uniformly and aging at 450oC within 2h (Fig. 9a and Fig. 9b) with 13,000 of magnification shows the microstructure of surface alloy in grain and grain boundaries. However, SEM of Cu-15Ni-8Sn after quenching uniformly and aging at 450oC within 2h (Fig. 9c to Fig. 9h ) with 150,000, 200,000, 13,000 of magnification shows the microstructure of surface alloy in grain. The background SEM shows the rich and poor microstructure of Sn which has the Spinodal modules with the form of woven plaques. These microstructures are evenly distributed on the ground, which is
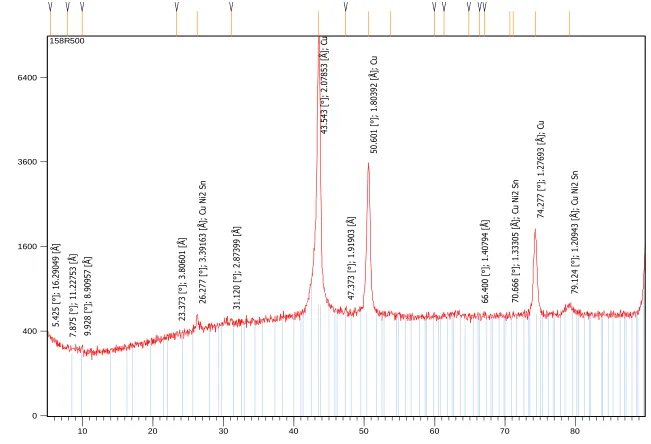
Fig. 10. X-ray of Cu-15Ni-8Sn alloy after aging at 4500C within 2h
Position [°2Theta] (Copper (Cu))
10 20 30 40 50 60 70 80
From Figure 10, it can be seen the location of the line appearance such as:
Outside the copper background, the second phase also is detected corresponding to the compound formula CuNi2Sn with small content.
The background includes bars:
d1(111)= 2,07853 A0, corresponding to angle 2 = 43,5430
d1(200) = 1,80392A0, corresponding to angle 2 = 50,6010
d1(220) = 1,27693 A0, corresponding to angle 2 = 74,2770
The second line system for the positions:
d2(111)= 3,39163 A0, corresponding to angle 2 = 26,2930
d2(200) = 1,3305A0, corresponding to angle 2 = 70,6660
d3(220) = 1,20943A0, corresponding to angle 2 = 79,9600
Besides three α phase bars, the apperance of and phase with small content also can be seen in Figure 11. Moreover, the transformation of orderly bridging phase ’ (DO22và L12) with FCC to phase (CuxNi1-x)3Sn with DO3 (BCC) with lattice parameter of 5,926 Å, the phase of with formula (CuxNi1-x)3Sn and lattice parameter such as a= 4,51 Å ; b=5,39 Å ; c= 4,29 Å can be analyzed.
B. Hardness
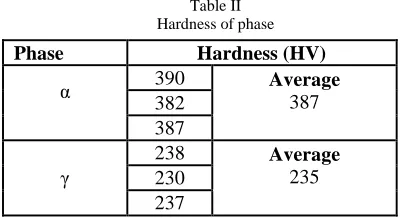
Aging for longer periods of time and higher temperatures indicate that there are black phases in the grain boundaries. This phase is the γ shown in Figure 7 and Figure 8 and has a lower hardness than the background phase. The measurement of the phase hardness included base phase (light color with high hardness, and black with lower hardness) is given in Table 2.
Table II Hardness of phase
From Table 2, it can be seen that the hardness of the base phase α is very high on average 387 HV, the hardness of the base phase α is much higher than the α background after quenching. This proves that there may be a process of Spinodal decomposition in the background, which increases the hardness of the background. The relationship between Cu-15Ni-8Sn alloy hardness and aging temperature is shown in Figure 11, and between Cu-15Ni-8Sn alloy hardness and time is shown in Figure 12.
Fig. 11. The relationship between Cu-15Ni-8Sn alloy hardness and temperature
Fig. 12. The relationship between Cu-15Ni-8Sn alloy hardness and time
When aging at different temperatures, the hardness of the alloy at temperatures of 250oC and 450oC is quite higher than 20HRC. The highest hardness at 350oC is 32HRC, equivalent to C45 steel hardness in the well-tempered state, equivalent to attainable strength up to 900MPa. This hardness value is quite high compared to copper alloys in general. At this temperature, the microstructure of the alloy has a net microstructure between the Spinodal region and the new phase. When aging at higher temperatures, coupled with the presence of γ phase (black), the hardness of the alloy decreased sharply.
The behavior of the hardness curved when increasing the aging time is the same as when changing the temperature. Fix aging at 350oC Cu-15Ni-8Sn alloys tested at 0.5h were given a high hardness of 30HRC, however as the aging time is 1.5 hours, hardness is about 34HRC. This value is quite high and suitable for many applications such as abrasion and high elasticity mechanical parts. The aging time is about 2-3 hours hardness slightly reduced but at about 3 to 3.5 hours hardness increased and then dropped sharply. In the early stages, the solid solution breaks down into fine, fine Spinodal regions increase hardness. Thus, it may understand that, the longer the
22.6 26.4 32 24.1 23 11.1 0 5 10 15 20 25 30 35
250 300 350 400 450 500
H a rd n es s, H R C
Temperature, oC
30 29.4 33.6 28.3 29.6 34 34.3 26.4 0 5 10 15 20 25 30 35 40
0.5 1 1.5 2 2.5 3 3.5 4
H ar d n e ss , H R C Time, h
Phase Hardness (HV)
α 390 382 Average 387
387
γ
238 Average
235 230
strengthening mechanism of the alloy is the Spinodal spinning mechanism. When the temperature is too high or the time is too long, the new phase is created as the hardening decreases. Perform aging at 350 – 450oC for about 2 hours, receiving a consistency consisting of a high hardness substrate, intermixed with soft γ phase, in accordance with the requirements of the heavy load-bearing of the engines.
REFERENCES
[1] M. K. Pham, D. N. Nguyen, and A. T. Hoang, “Influence of Vanadium Content on the Microstructure and Mechanical Properties of High-Manganese Steel,” Int. J. Mech. Mechatronics Eng., vol. 18, no. 2, pp. 141–147, 2018.
[2] A. T. Hoang, L. H. Nguyen, and D. N. Nguyen, “A Study of Mechanical Properties and Conductivity Capability of CU-9NI-3SN ALLOY,” Int. J. Appl. Eng. Res., vol. 13, no. 7, pp. 5120–5126, 2018.
[3] X. D. Pham, A. T. Hoang, D. N. Nguyen, and V. V Le, “Effect of Factors on the Hydrogen Composition in the Carburizing Process,” Int. J. Appl. Eng. Res., vol. 12, no. 19, pp. 8238–8244, 2017.
[4] R. T. Kiepura and B. R. Sanders, ASM Handbook: Metallography and Microstructures. ASM International, 1985.
[5] K. Imai, “Bearing material for an internal combustion engine and compressor.” Google Patents, 12-Mar-1991.
[6] X. Liu, M. Q. Zeng, Y. Ma, and M. Zhu, “Promoting the high load-carrying capability of Al–20 wt% Sn bearing alloys through creating nanocomposite structure by mechanical alloying,” Wear, vol. 294, pp. 387–394, 2012.
[7] H. Imazu and Y. Kojima, “Physical properties and combustion characteristics of emulsion fuels of water/diesel fuel and water/diesel fuel/vegetable oil prepared by ultrasonication,” J. Japan Pet. Inst., vol. 56, no. 1, pp. 52–57, 2013.
[8] M. T. Miglin, J. P. Hirth, A. R. Rosenfield, and W. A. T. Clark, “Microstructure of a quenched and tempered Cu-bearing high-strength low-alloy steel,” Metall. Trans. A, vol. 17, no. 5, pp. 791–798, 1986. [9] K. V Shankar and R. Sellamuthu, “An investigation on the effect of
nickel content on the wear behaviour and mechanical properties of spinodal bronze alloy cast in metal mould,” Int. J. Mater. Eng. Innov., vol. 7, no. 2, pp. 89–103, 2016.
[10] S. Ilangovan and R. Sellamuthu, “Effects of tin on hardness, wear rate and coefficient of friction of cast Cu-Ni-Sn alloys,” J. Eng. Sci. Technol., vol. 8, no. 1, pp. 44–54, 2013.
[11] J. Caris, D. Li, J. J. Stephens Jr, and J. J. Lewandowski, “Microstructural effects on tension behavior of Cu–15Ni–8Sn sheet,” Mater. Sci. Eng. A, vol. 527, no. 3, pp. 769–781, 2010.
[12] S.-Z. Zhang, B.-H. Jiang, and W.-J. Ding, “Wear of Cu–15Ni–8Sn spinodal alloy,” Wear, vol. 264, no. 3–4, pp. 199–203, 2008.
[13] W. R. Cribb, “Copper spinodal alloys for aerospace,” Adv. Mater. Process, vol. 6, p. 44, 2006.
[14] F. Findik, “Improvements in spinodal alloys from past to present,” Mater. Des., vol. 42, pp. 131–146, 2012.
[15] K. V Shankar and R. Sellamuthu, “Determination on the Effect of Tin Content on Microstructure, Hardness, Optimum Aging Temperature and Aging Time for Spinodal Bronze Alloys Cast in Metal Mold,” Int. J. Met., vol. 11, no. 2, pp. 189–194, 2017.