326 Abstract— The Wet process for phosphoric acid production yields an acid that contains several organic as well as mineral impurities. This acid, often referred to as the Wet Process Phosphoric Acid (WPA), has to be treated to remove the impurities. The most widely used techniques for purifying the WPA rely on H3PO4 selective extraction. This key operation is performed by liquid-liquid extraction using an adequate solvent. The performance of the overall purification process depends on how well the extraction operation is conducted.
In the present work, the simulation of WPA extraction along a continuous column has been conducted. The driving forces for mass transfer were based on the partition ratios found in laboratory experimental investigations. The adopted mass transfer coefficients were obtained from pilot scale extraction experiments. The performed simulations led to assess the effect of operating conditions on the extraction performance.
Index Terms—Column, Purification, Simulation, Solvent extraction, Wet Process Phosphoric Acid.
I. INTRODUCTION
The wet process is the most economical way of producing phosphoric acid [1-3]. The produced acid, known as the Wet Process Phosphoric Acid (WPA), is obtained when allowing a mineral acid to react with the phosphated rock. Unfortunately, most of species contained in the raw material is recovered in the acid. The presence of such impurities is harmful to the quality of the WPA for its end uses in the fertilizers or food industries [2-4].
Many techniques were developed for the reduction of impurities in the WPA. Techniques such as precipitation, adsorption, ion exchange and solvent extraction were used for the purpose of purifying the industrial phosphoric acid. Of these WPA purifying techniques, liquid-liquid extraction is the most widely used [3-10]. The employed solvents have a relatively excellent selective H3PO4 extraction capability.
The aim of this study is to simulate the phosphoric acid extraction operation which is a key step in the WPA purification process. This simulation is based on a fundamental model that integrates the material conservation equations along with the mass transfer kinetics data obtained from pilot plant experiments. Some simulation results of a WPA extraction process in a continuous counter current column operating will be shown.
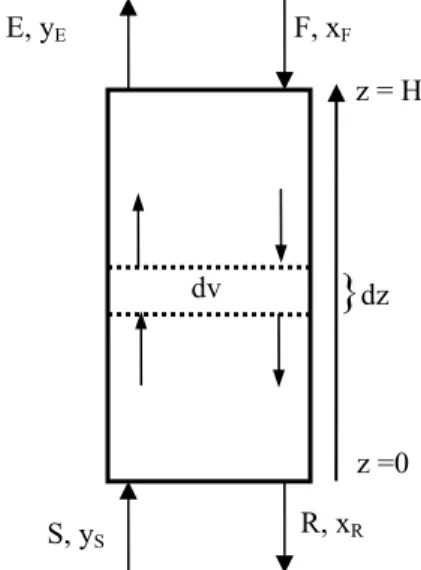
II.MODELING OF THE PHOSPHORIC ACID EXTRACTION Modeling of the phosphoric acid extraction is based on material balances on the extraction column. In Fig 1, the extraction column is shown. The column is supposed to be of a height H and a cross section A. The acid feed H3PO4 weight percentage and flow rate are designated by F and xF
respectively. The extraction is carried with an organic solvent countercurrent feed flow rate of S with an acid content of ys. The WPA is dispersed in the solvent to lead to a raffinate R having a residual H3PO4 content of xR. The extract is nominated E with an acid content yE. Materiel conservation equations are performed on volume elements dv of the extraction column at variable heights z. Axial as well as radial dispersions were neglected i.e. the plug flow assumption holds.
Fig. 1: Schematic representationof the liquid-liquid extractioncolumn
This yields the following equation for an overall mass balance for volume element dv corresponding to a column height dz (dv=A.dz):
(1)
In this equation, the volume fraction of the dispersed acid is designated by ε. The phase densities, ρ, are subject to variations along the column. For a steady state, equation (1) reduces to:
(2)
Since the solvent and water are mutually slightly miscible, and the WPA is 99% made up of water and H3PO4, the assumption of a constant solvent flow rates, R’ and E’, along the entire extraction column has been taken [11-12]. Equation (2) can then be expressed in terms of the Bancroft coordinates
Simulation of the Wet Phosphoric Acid
extraction along a continuous column
R. Hamdi, N. Khleifia, A. Hannachi, A. Ratel, N. Abbes and C. Chtara
dR dE
dz = dz F, xF
dv
R, xR E, yE
S, yS
}
dzz = H
z =0
on Accumulati output
Input
]) ) 1 ( [ (
dt A dz d E R E R
E R
dz z z z dz z
ρ ε
ερ + −
= + −
+ +
327 yielding:
(3)
A specific mass balance on the solute in the aqueous phase can be expressed as following:
(4)
The average product of the mass transfer coefficient relative to the continuous organic phase, kc, and the specific interfacial area, a, has been determinate for pilot unit experiments [13-14]. The product, kca, was taken as constant along the extraction column. The solute mass transfer driving force can be obtained from the equilibrium data determined in a separate experimental investigation [13-15]. It is designated by ∆y* and is expressed in terms of the difference between the equilibrium, y*, and the actual acid content of the extract y.
For a steady state, equation (4) can be written as follows:
(5)
Combining equation (3) and (4) gives the 1rt order differential system:
(6)
In the previous equation, Kc, is relative the driving force expressed in Bancroft coordinates. The differential problem has to be solved with the following initial and boundary conditions:
(7)
A similar numerical technique can be also applied to obtain impurities’ contents along extraction column. The product of the mass transfer coefficient relative to the continuous organic phase for some species and the specific interfacial area, (kc a)i, have been determinate in pilot unit experiments [13-14]. A specific mass balance on the impurities i in the organic phase can be expressed as the following:
(8)
After developing the right hand side equation (8) reduces to:
(9)
A specific mass balance on the impurity i in the aqueous
phase leads to a similar expression:
(10)
Combining equations (9) and (10) gives the following 1rt order differential system:
(11)
The differential problem has to be solved with the following initial and boundary conditions:
(12)
A computer code has been developed for solving the obtained set of differential equations for any given operating conditions, i.e. WPA quality xF, andimpurities’ contents xi, raffinate fluxes and acid content R, xR respectively and column height H. Because, the problem combines initial as well as boundary conditions an iterative technique has been implemented to solve the numerical problem.
III. EQUILIBRIUM DATA
In order to simulate the purification of WPA by solvent extraction, the equilibrium data are needed. We have used the experimental data obtained in an earlier experimental investigation [13]. They are obtained by preparing a series of initial mixtures of WPA and solvent. They were vigorously shaken for 15 minutes and allowed to settle in a thermo stated bath for 30 minutes.
After separation, in a funnel, the conjugated phases were weighted and the H3PO4 and impurities’ contents of both the extract and the raffinate were determined [13-14]. A materiel balances were each time performed for which the error didn't exceed 3% and 16% for H3PO4 and acid impurities respectively. The equilibrium isotherm has been approximated and translated into an equation that gives the H3PO4 partition ratio between the raffinate and extract phases (Fig. 2).
Fig. 2: Partition ratio of phosphoric acid 0
0,2 0,4 0,6
0 0,2 0,4 0,6 0,8
Ex tr ac t H3 PO 4 we ig h t fr ac ti on , yH3 P O 4
Raffinate H3PO4weight fraction, xH3PO4
'dX 'dY
R E
dz = dz
⎩ ⎨ ⎧ = = = = = F S R X X H z Y Y X X z , for , , 0 for ⎪ ⎪ ⎩ ⎪⎪ ⎨ ⎧ − − = − − = ) )) ( ) ( ( ) ( ( 1 ) )) ( ) ( ( ) ( ( 1 * * dz dE y x y x y a k A E dz dy dz dR x x y x y a k A R dz dx i i i i c i i i i i c i ⎪⎩ ⎪ ⎨ ⎧ =
= i i,F
S i, i R i, i x x , for y = y , x = x 0, = z for H z N
(
)
H3PO4 of quatity transfered * on Accumulati Output Input (x) ]) [ ( y y a k dz A dt x A dz d x R x R c R z dz z − = − − + ερN
(
)
4 3PO H of quatity transfered * Output Input (x) k a y y dz
A x
R x
R z+dz − z = c −
⎪ ⎪ ⎩ ⎪⎪ ⎨ ⎧ = − = dz dX ' ' ) ( ' * E R dz dY Y Y E a AK dz dY c
(
)
i Impurities of quatity transfered i * Output Input ) ( ) (x ) (c i i
z i dz z
i Rx Adz k a y y x
x
R + − = −
)) ( ) ( ( )
( c i * i i
i
i Ak a y x y x
dz dE y dz dy
E + = −
) )) ( ) ( ( ) ( ( 1 * dz dR x x y x y a k A R dz dx i i i i c
328 The partition ratios for some impurities as function of the acid concentration in the organic phase are shown in Fig.3. All equilibrium isotherms have been approximated.
IV. RESULTS AND DISCUSSIONS
A computer code that simulates the extraction operation was implemented. This code gives the concentration profiles and the amounts of acid and impurities transferred to the extract for different operating conditions.
Fig. 3 : Partition ratio of impurities
V.H3PO4CONCENTRATION PROFILES
A typical result for a solvent rate of 1.5 and WPA inlet titrating 72% H3PO4 is reported. Figure 4 gives the H3PO4 concentration profiles in both phases along the extraction column. In the same figure, the driving force of solute transfer ∆y*, expressed in terms of the difference between the equilibrium y* and the actual acid content of the extract y is reported. As a result of the decreases of the driving, much of the mass transfer occurs close to the WPA inlet zone, i.e. top of the extraction column (z* close to 1). Indeed the mass transfer potential decreases by about 63% from the top to the bottom of the column.
That is, the computer code provides valuable information on the intensity of solute transfer taking place along the column.
V.1. Effect of solvent rates
The solvent rate is an important parameter for the purification of Wet Phosphoric Acid by solvent extraction. For different solvent rates τS, the H3PO4 concentration of in the extract yH3PO4 and the raffinate xH3PO4 along the column is shown in figures 5 and 6 respectively. When the solvent rate decreases the H3PO4 concentration increases. That is, the solvent rate has to be carefully chosen to find a compromise between the acid concentration of WPA in the extract and the solvent amount.
Fig.4: Raffinate and extract H3PO4 content profiles and driving force
(xF=72%, xR=50% H3PO4, τ=1.5)
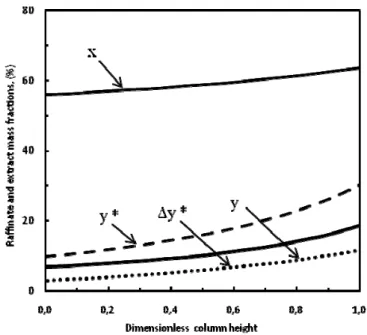
V.2. Experimental validation
The simulation results were confronted with those obtained experimentally in a pilot unit. A relative good matching has been obtained as demonstrated in figure 7. The only exception is for the extract phase at the top of column which could be explained by a greater error when analyzing the extract phase.
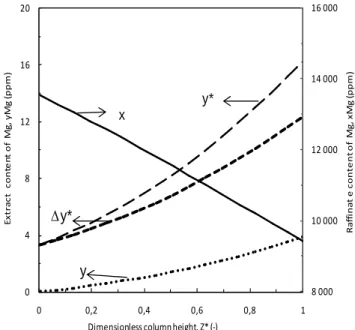
V.3. Distribution of impurities
The same computer code was used to predict the concentration profiles of three major impurities of the WPA: Al, Fe, and Mg.
The case of Mg impurity is shown in Fig 8. Magnesium concentration profiles have a similar trend as that of H3PO4. This is also true for all WPA impurities. The impurities’ concentration in the organic phase increases from the bottom along the extraction column.
Fig.5: H3PO4 extract weight fraction profiles along the column for different
solvent rates
0,00 0,04 0,08 0,12 0,16 0,20 0,24
0 10 20 30 40 50 60
Pa
rt
it
io
n
ra
ti
o
s
329 50
55 60 65 70
R
af
fi
n
at
e H
3
PO
4
w
eig
h
t f
ra
ctio
n,
(
%
)
x simulation
0 5 10 15 20
0,0 0,2 0,4 0,6 0,8 1,0
E
x
tr
act
H
3
PO
4
w
ei
gh
t f
ra
ctio
n ,
(
%
)
Dimensionless column height, z*(-)
ysimulation
Fig. 6: H3PO4 raffinate weight fraction profiles along the column for different
solvent rates
As a result of the decrease of the driving force ∆y*, much of the mass transfer occurs close to the WPA inlet zone, i.e. top of the extraction column. Indeed the mass transfer potential decreases from the top to the bottom of the column by about 73.3%, 56.9% and 70.1% for Mg, Fe and Al respectively.
Table I gives the relative driving force for the H3PO4, Mg, Al and Fe along the entire column.
Fig. 7 : Simulation and experimentalraffinate and extract H3PO4 content
profiles (xF=72%, xR=50% H3PO4, τS =1.5)
Fig. 8 : Raffinate and extract Mg content profiles and driving force (xF=
72% H3PO4, τS=1.5)
TABLE I: RELATIVED DRIVING FORCE
Dimensionless height, z/H
Relative driving Force, (%)
H3PO4 Mg Al Fe
0 36,6 26,7 29,9 43,1
1/4 41,0 39,1 42,3 55,5
2/4 53,3 55,3 58,1 69,3
3/4 71,5 76,1 77,7 84,5
1 100 100 100 100
The simulation results were confronted with those obtained experimentally. A relative good matching has been obtained as demonstrated in fig.9.
Fig. 9: Comparison between experimental and simulation results
0,48 0,52 0,56 0,60 0,64 0,68
0,0 0,2 0,4 0,6 0,8 1,0
R
affi
n
at
e
H3
PO
4
we
ig
h
t
fr
ac
ti
on
,
xH3
P
O
4
τS=2
τS=2,5
τS=3
τS=3,5
τS=1,5
0 4 8 12 16 20
0 0,2 0,4 0,6 0,8 1
Ex
tr
a
c
t
co
n
te
n
t
of
Mg
,
yM
g
(ppm)
Dimensionless column height, Z* (‐)
Δy*
y
y*
8 000 10 000 12 000 14 000 16 000
R
a
ffi
n
a
t
e
co
n
te
n
t
of
Mg
,
xM
g
(ppm
)
x
H z i
i y
y
=
Δ Δ
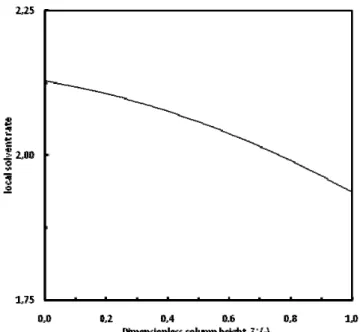
330 V.4. Effect of solvent rate variation
The simulations provide several other valuable details such as the local raffinate and extract flow rate along the column. Fig.10 shows the actual local solvent rate along the column, for an organic to WPA imposed weight ratio of 1.5. This gives an indication of the residence time distribution throughout the extraction column sections.
The effect of varying the solvent rate is shown in fig.11. The extraction yield, defined as the ratio of the amount of extracted acid and the inlet amount, increases with the increasing solvent rate.
Fig. 10: Local solvent rate profile along the extraction column (xF=72%,
xR=50% H3PO4, τ=1.5)
Fig. 11: Relative extraction yields vs. solvent rate.
The computer program could be used to predict extraction results for different operating conditions. The advantage of such investigation is to allow a selection of the proper operating conditions for a desired phosphoric acid extraction performance. The computer code could then be a useful tool
for optimization purposes in the WPA extraction.
VI. CONCLUSION
In this work, the simulation of the Wet Phosphoric Acid (WPA) solvent extraction operation in a continuous column was implemented. A computer code that accounts for mass balances and equilibrium data has been developed. The conducted simulations provided detailed information such as the concentration profiles, the flow rates and the extraction yield for a given set of operating conditions. Simulations were also carried to investigate the effect of changing the operating conditions.
The developed computer code has been proved to be a very useful tool for predicting the WPA solvent extraction operation performances. This tool could be used for optimization and equipment design in the WPA purification processes based on solvent extraction.
REFERENCES
[1] C.S. B. Nair, B. Radhakrishman, N. Sasikumar, The purification of wet process phosphoric acid by solvant extraction, actes du second congrès international sur les composes phosphorés, 1980, pp541-556.
[2] F. Ruiz, A. Marcilia, A. M. Anchetta, J. A. Caro, L. Purification of wet process phosphoric acid by solvant extraction with isoamyl alcohol, study of the impurities distribution, J.Solvent Extraction and Ion exchange, vol 3 , 1985, pp 345-356.
[3] M. Feki, H. F. Ayedi, Modélisation du traitement de purification de l’acide phosphorique de voie humide par le méthyisobutylcétone, Can. J. Chem. Eng., vol 78, 2000, pp 540-546
[4] A.A. El-ASMY, H. SERAG, M. A. MAHDY, M. I. AMIN,
Purification of phosphoric acid by minimizing iron, copper, cadmium and fluoride, Separation and Purification Technology, vol 61, 2008, pp 287–292.
[5] S.KHORFAN, O. SHNO and A. WAHOUD, Extraction of H3PO4
from wet phosphoric acid by nC4-nC7 alcohols, Periodica polytechnica ser.chem.eng.vol 45, 2001, pp. 139-148.
[6] M. ALIBRAHIM, Extraction of phosphoric acid from various aqueous solutions using tributylphosphate (TBP), Periodica Polytechnica Chemical Engineering, vol 51,2007, 3pp.9–42.
[7] M. ATTARAKIHA, H. BART, T. STEINMETZA, M. DIETZENA and N. FAQIRB, LLECMOD: A Bivariate Population Balance Simulation Tool for Liquid- Liquid Extraction Columns, the Open Chemical Engineering Journal, vol 2, 2008, pp 10-34.
[8] A.A. Hanna, N.S. Youssef and A.F. Ali, Purification of wet process phosphoric acid by solvent extraction, Egypt. J. Chem. vol 38, 1995, pp. 311-317.
[9] A. Hannachi, R. Labidi, C. Chtara, A. Ouederni, A. Ratel, Récents Progrès en Génie des Procédés, Lavoisier Tech. & Doc., vol 92, 2005. [10] A. Hannachi, D. Habaili, C. Chtara, A. Ratel, Purification of wet process phosphoric acid by solvent extraction with TBP and MIBK mixtures Separation and Purification Technology, vol 55, 2007, pp 212–216
[11] A. Hannachi, T. Ben Zaied, A. Ouederni, C. Chtara, Proceedings of the 4th J.T.E.T. Hammamet, 2, Tunisia, 2002, pp 101–106
[12] A. Hannachi, R. Hamdi, N. Abbas, C. Chtara, A. Ratel, Simulation of the wet process phosphoric acid purification process by solvent extraction, Proceedings of the COVAPHOS II, vol 3, 2006, pp 251-260 [13] R. Hamdi, N.khleifia, N.Tlili, A.Hannachi, Prediction of the
concentration profiles along a continuous liquid-liquid extraction column for phosphoric acid purification, The First International Chemical and Process Engineering, Tripoli, 2009.
[14] N.Khleifia, R.Hamdi, A.Hannachi, Etude de l’extraction de l’acide phosphorique industriel dans une colonne Continue, Proceedings of the 7th J.T.E.T, Tunisia, 2010.
[15] R. Hamdi, A. Hannachi, C. Chtara, A. Ratel, Impact du Prétraitement de l'acide phosphorique industriel sur l’opération d’extraction de H3PO4 par un solvant organique, Proceedings of the COVAPHOS III, Maroc, 2009.
AUTHORS’ INFORMATION
1R. Hamdi holds a master degree and engineer degree in Chemical
331 Gabes (Tunisia). She is currently pursuing a Ph.D. degree in Chemical Engineering from the same school (e-mail: [email protected])
2N. Khleifia holds a master degree and engineer degree in Chemical
Engineering from the National Engineering School of Gabes, University of Gabes (Tunisia). She is currently pursuing a Ph.D. degree in Chemical from the same school (e-mail: [email protected])
3Ahmed hannachi is a professor in the Chemical Engineering department of
the National Engineering School of Gabes, University of Gabes (Tunisia). (e-mail: [email protected])*
4Abdelahamid Ratel is a professor in the Chemical Engineering department of the National Engineering School of Gabes, University of Gabes (Tunisia). (e-mail: Abdelahamid.Ratel @enig.rnu.tn)
5Noureddine Abbes is a deputy research director at the Tunisian Chemical
Group (GCT)