Influence of Processing on the Mechanical Properties of Ti-6Al-4V-Based
Composites Reinforced with 7.5 mass% TiC and 7.5 mass% W
Heeman Choe
1;*, Susan Abkowitz
2and Stanley M. Abkowitz
21
School of Advanced Materials Engineering, Kookmin University, Chungneung-dong, Songbuk-ku, Seoul 136-702, Korea 2Dynamet Technology Inc., Eight A Street, Burlington, MA 01803, USA
7.5 mass% TiC and 7.5 mass% W powder blends were densified with Ti-6Al-4V blends by combined cold and hot isostatic pressing (CHIP) method to result in three types of composites with differing processing histories, namely hot isostatic pressing (HIPping), extrusion, and casting, which were compared with their monolithic counterparts. Tensile and microhardness tests, along with compressive testing, were carried out to investigate the mechanical properties of powder metallurgy (P/M) Ti-6Al-4V-7.5%TiC-7.5%W composites at ambient temperature. Dissolution of W powder in the Ti-6Al-4V matrix during consolidation seems to be limited by the presence of TiC particles, which can in turn influence mechanical properties of the composites. Cast Ti-6Al-4V-7.5%TiC-7.5%W composite exhibits superior hardness, yield strength, and tensile strength, with a decrease in ductility, compared to its monolithic counterpart and other composites. [doi:10.2320/matertrans.MER2008049]
(Received February 12, 2008; Accepted June 30, 2008; Published August 25, 2008)
Keywords: titanium alloys, Ti-6Al-4V, orthopedic, powder metallurgy, mechanical properties
1. Introduction
As a growing number of orthopedic devices are being
installed in younger and more active patients, i.e.,
approx-imately 500,000 total hip replacement surgeries conducted in
the U.S. alone in the year 2000,1) there is an increasing
demand for improved orthopedic materials that can provide
adequate mechanical properties.2) Among the conventional
orthopedic alloys such as stainless steels, cobalt-base alloys, and titanium-base alloys that have been used in the medical
device industry,3–8)great attention has recently been paid to
Ti/6Al/4V alloy, developed originally for use in aerospace applications, due to its comparatively lower modulus, high strength, superior corrosion resistance, and
biocompatibil-ity.9–16)In particular, the excellent corrosion resistance and
biocompatibility of Ti-6Al-4V is attributed primarily to the formation of a tenacious oxide layer upon contact with
air.2,11,15)
Despite the increasing popularity of the Ti-6Al-4V alloy in the medical device field, there is a concern about its poor wear resistance, especially for use in the replacement of highly stressed bone implants or wear-prone prostheses. Attempts have been made to improve its wear resistance by reinforcing the alloy with a hard ceramic phase, such as W,
TiC, or TiB2,12) or with a combination of more than one
ceramic phase, as the use of the more abrasive secondary phase has been found to be a highly effective method to
enhance the wear resistance of metal matrix composites.17,18)
Although the concurrent presence of W and TiC particles is expected to increase the strength and hardness of Ti-6Al-4V, as has been proved for Ti-based composites from Ref. 19), excessive additions of reinforcement particles can also degrade ductility severely.
A Ti-6Al-4V-based composite reinforced with 7.5 mass% TiC and 7.5 mass% W particles may be of particular interest, because the hardness, and most likely the wear resistance, of the composite may be maximized with limited sacrifice in
ductility, as has been reported from the previous study of Ti-based composites reinforced with various amounts of TiC
and W particles.19)In the present study, we processed
Ti-6Al-4V-based composites reinforced with 7.5 mass% TiC and 7.5 mass% W particles through various processing routes,
i.e., hot isostatic pressing (HIPping), extrusion, and casting,
to examine their mechanical properties and to investigate the influence of the processing route on the microstructure and mechanical properties of the composites at ambient temperature. Microhardness, compressive, and tensile tests were performed and the results were compared with those of their monolithic counterparts.
2. Materials and Experimental Procedure
Three different processing methods, namely HIPping, extrusion, and casting, were applied to produce un-reinforced Ti-6Al-4V alloys (termed ‘‘Monolithic 1, 2, and 3’’) and Ti-6Al-4V-based composites reinforced with 7.5 mass% TiC and 7.5 mass% W (termed ‘‘Composite 1, 2, and 3’’), as displayed in Table 1. All alloys and composites were processed such that the combined cold and hot isostatic
pressing (CHIP) technology was utilized as follows.20)
Ti-6Al-4V (all compositions are given in weight percent) powder blends (here called ‘‘Monolithic’’) were prepared
using Ti powder (<150mm) and Al-V master alloy powder.
[image:1.595.304.549.697.786.2]For composite materials, W and TiC powders (both<10mm)
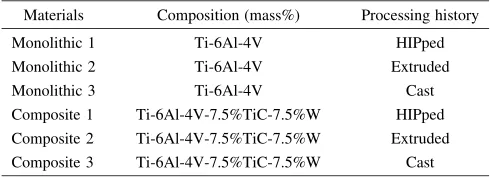
Table 1 Composition and processing history of Ti-6Al-4V and Ti-6Al-4V-7.5TiC-7.5W composites examined.
Materials Composition (mass%) Processing history
Monolithic 1 Ti-6Al-4V HIPped
Monolithic 2 Ti-6Al-4V Extruded
Monolithic 3 Ti-6Al-4V Cast
Composite 1 Ti-6Al-4V-7.5%TiC-7.5%W HIPped
Composite 2 Ti-6Al-4V-7.5%TiC-7.5%W Extruded
Composite 3 Ti-6Al-4V-7.5%TiC-7.5%W Cast
*Corresponding author, E-mail: [email protected]
were added and blended into Monolithic blends before compaction. The powder blends were densified by the combined cold and hot isostatic pressing method (CHIP
method20)), as described in the following steps. First, green
billets of Monolithic and Composite blends were produced by cold isostatic pressing (CIP). These billets were then vacuum-sintered and densified by HIP, followed by slow cooling within the press (forming Monolithic 1 and Compo-site 1). Monolithic 2 and CompoCompo-site 2 were produced by subsequent extrusion, followed by vacuum annealing and furnace-cooling. On the other hand, for cast alloy and cast composite (Monolithic 3 and Composite 3), the Vertical
Direct Chill (VDC) process21) was applied, followed by
HIPping and annealing.
The microstructure of the products was evaluated by optical microscopic observation of cross-sections produced
by grinding on SiC paper and polishing with 0.05mm
colloidal alumina, followed by etching with a modified Kroll’s reagent (5% nitric acid, 10% HF, and 85% water) for several to hundreds of seconds. Matrix microhardness was measured with a Vickers indenter using a 200 g load and an indent time of 10 s on epoxy-mounted cross-sections in
matrix regions apart (>1mm) from W particles. Tensile
tests were performed at ambient temperature on specimens machined to ASTM E-8 proportional standards with 36 mm
gauge length and 6.4 mm gauge diameter.22)The crosshead
speed was 12.7 mm/min, corresponding to an initial strain
rate of 6:2103s1. The strain was measured with a
typical extensometer with 25.4 mm gauge length. The compression specimen was of circular cylindrical shape with
a diameter of7mm and an aspect ratio of3 : 1, according
to ASTM standards E-9.23)The compression test was carried
out to strains of over 10%, well past its yield point,
maintaining a low strain rate of 1104s1 using a
computer-controlled servohydraulic test system.
3. Results and Discussion
3.1 Microstructure
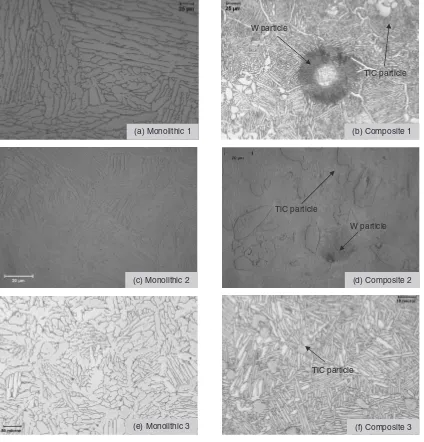
Figures 1(a)–(f) show micrographs of etched cross-sec-tions for three monolithic Ti-6Al-4V alloys (Monolithic 1–3) and three Ti-6Al-4V-based composites reinforced with 7.5 mass% TiC and 7.5 mass% W (Composite 1–3) proc-essed by HIPping, extrusion, and casting, respectively. The characteristic features include an etched acicular matrix (Figs. 1(a), 1(c), and 1(e)), white and round W particles and their surrounding dark-etched shell (Fig. 1(b)), and TiC
particles with the size ranging from 2 to 20mm
(Figs. 1(b), 1(d), and 1(f)). The etched acicular matrix was
identified previously6,7) as the Widmansta¨tten = matrix
structure with most of the W segregated in thephase and
the dark-etched shell as a matrix diffusion zone with high W content from the formation of non-equilibrium phases. As for
the Widmansta¨tten=structure, thephase began to appear
in the form of platelets (Figs. 1(a), 1(c), and 1(e)) as the alloy
slowly cooled in the press from near the transus
temper-ature24)with some phase (thin dark regions in Figs. 1(a),
1(c), and 1(e)) retained between platelets (Fig. 225)); the
majority of matrix in Monolithic 1–3 consisted, however, of
primary platelets, which is in good agreement with the
report by Jovanovic´et al.26)where approximately 95 vol%
and only 5 vol% phase was observed for furnace-cooled
Ti-6Al-4V. Additionally, there was no martensitic structure,
designated as0phase and usually formed upon the
quench-ing process,27,28)observed in the matrix of Monolithic 1–3,
as expected for the slow cooling process.26)
Visual examination of all samples found no macroporos-ity, particularly at the grain boundaries or interfaces. Addi-tionally, there was no perceptibly unbonded or delaminated interface detected between the matrix and reinforcement particles, indicating that both W and TiC can be a good
choice for reinforcement of Ti-based alloys.29)It is of interest
to note that the average thickness ofplatelet (Table 2) for
both Monolithic 1 and 3 (12–16mm), with an exception of
Monolithic 2 (1.7mm) processed by extrusion, was
compa-ratively larger than the reported values of 6{7mm26)after
annealing at similar temperatures (800–900C), due probably
to the significant difference in sample size. On the other hand, it is in approximate agreement with another measured
value (17mm) reported by Yapici et al.30) It was evident
that the presence of W and TiC particles had effects on the microstructural formation of Ti-6Al-4V matrix in
Compo-site 1–3. In particular, the average width of platelet was
smaller (2mm, Table 2) and its colony size was also finer
(45mm) in Composite 2, as compared to those of
Compo-site 1 and 3. Similar microstructural refinements due to the presence of TiC or TiB particles in Ti alloys were also
reported elsewhere.31,32)The microstructure of Monolithic 2,
formed by the application of extrusion process, also showed unique characteristics as compared to Monolithic 1 and 3.
Monolithic 2 exhibited much finer thickness of platelet
(2mm) and severely deformed and elongated primary
platelets with a high aspect ratio of10. Both the extruded
alloy and the composite (Figs. 1(c) and 1(d)) showed no evidence of non-uniform flow or macroscopic cracking, as is often observed in materials processed by this method. In
addition, the presence of platelets was not easily
distin-guishable fromphase primarily due either to the relatively
large volume percent of phase completely mixed in the
matrix or to the fact that the extrusion deformation was
accompanied by recrystallization and growth processes.30)
The extrusion process in this study was performed at
temperatures slightly above the transus temperature
(1000C) in which case the volume fraction of phase
present in the matrix was reported to be up to 38% under
standard heat treatment conditions,33) though the actual
microstructure can vary, depending on the exact extrusion
and subsequent annealing temperatures.24)
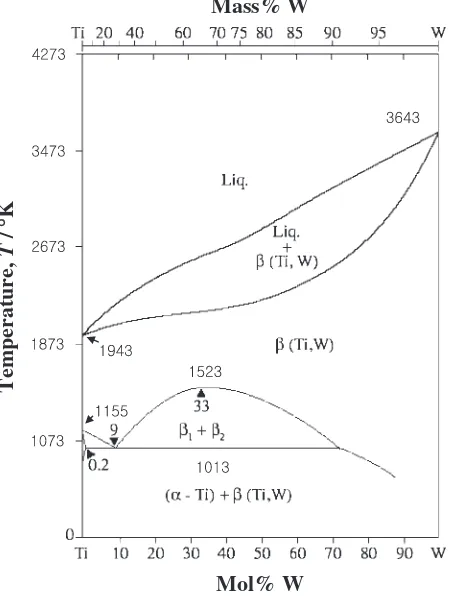
According to previous investigations,6,8) the fine W
particle sizes (<10mm), as was used in this study, resulted
in a larger amount of W dissolution in both Ti and Ti-6Al-4V matrices, as there indeed exists a theoretically complete solid solubility of W in Ti at elevated temperatures (Fig. 2), with
W stabilizingphase in Ti. To the contrary here, the effect of
small W particle size on the degree of dissolution into the matrix was negligible in Composite 1–3 under the current processes, as revealed by the matrix hardness values displayed in Fig. 3, probably due to the concurrent presence of TiC particles which may have affected W dissolution into
3.2 Mechanical properties at ambient temperature
In order to estimate the effect of processing history on local matrix strengthening due to W addition, hardness measurement was performed on the matrix of each material as indicated in Fig. 3. The hardness values of both Mono-lithic 3 and Composite 3, processed by the casting method, exceed slightly those of Monolithic 1 and 2 and Composite 1 and 2, with both Monolithic 1 and Composite 1 showing the lowest. The hardness values measured for Monolithic 1–3
range from 332 to 390 HV, in general agreement with
reported literature data (320{380HV26,30,34)). Additionally,
the hardness value of Monolithic 2 (368HV) matches those
of other extruded Ti-6Al-4V (350{380HV) alloys with the
similar heat treatment30)and that of Monolithic 3 (390HV)
is also in good agreement with a literature value reported for
other cast Ti-6Al-4V alloy (41415HV35)).
Shown in Fig. 4 are the tensile stress-strain curves for Monolithic alloys 1–3 and Composite 1–3 at ambient
temperature. As expected, the yield strength of Mono-lithic 1–3 scaled roughly with their hardness results, with Monolithic 3 displaying the highest yield strength (979 MPa) and Monolithic 1 the lowest (902 MPa), although the complete tensile behavior of Monolithic 3 could not be obtained because it fractured prematurely near its yield point, which is seen magnified in the inset in Fig. 4. As opposed to Monolithic 1–3, tensile results of Composite 1–3 showed completely different behavior. They either fractured before reaching their ultimate tensile stresses (Composite 1 and 3) or yielded at a lower stress level (883 MPa) with limited ductility (Composite 2). One likely reason for this is that damage accumulation occurred in the form of cavitation during tension, thus reducing the effective cross-sectional
area of the composites and inducing stress concentration.6)
The yield strength of both Composite 1 and 3 improved with additions of TiC and W particles, as compared to their
monolithic counterparts, as also reported elsewhere,6–8,36)
(a) Monolithic 1
(c) Monolithic 2
(e) Monolithic 3
(b) Composite 1 W particle
TiC particle
(d) Composite 2 TiC particle
W particle
(f) Composite 3 TiC particle
[image:3.595.88.512.75.517.2]whereas the extrusion process seemed to degrade the strength of Composite 2, as compared to Monolithic 2, showing the lowest yield (883 MPa) and tensile strengths (966 MPa) with moderate ductility (4.8%). Conversely, the additional ex-trusion process applied to Monolithic 2 compared to Mono-lithic 1 (CHIPping without extrusion) increased yield strengths (from 902 to 950 MPa) and ultimate tensile strengths (from 975 to 1036 MPa) with only a slight decrease in elongation (from 14.5 to 12.7%). Some degree of TiC
particle clustering was observed in Composite 1–3
(Figs. 1(b), 1(d), and 1(f)), which may have contributed to their low elongation behavior, because the clustered TiC particles can constrain the matrix plastic flow to produce increased stresses in the vicinity of the clustered particles and high triaxiality in the matrix between the particles, as
affirmed by other researchers.37–39) In fact, this is a rather
common phenomenon observed in Ti-based alloys reinforced
with low-volume TiC particles.31,37,40)
It is of particular interest to note that the average
thick-ness of platelet, known to have a large effect on the
mechanical properties of Ti-6Al-4V alloys,24,28,30) was not
reflected clearly in the hardness measurement results of
Monolithic 1–3 (Fig. 3) nor in their tensile behaviors (Fig. 4)
where Monolithic 3 with much greaterthickness (12mm)
showed conversely a higher hardness value and strength
than Monolithic 2 with thickness of 1:7mm. This may
be due to the relatively higher density of porosity and the
greater content ofphase usually present in extruded alloys
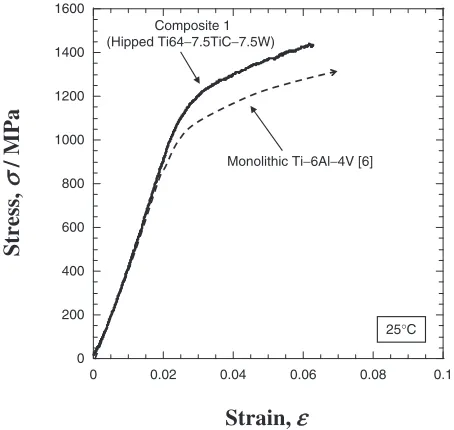
than in cast ones. The compressive stress-strain curve for Composite 1 is presented in Fig. 5 in comparison to that
of the unreinforced Ti-6Al-4V control alloy.6) Addition of
7.5 mass% W and 7.5 mass% TiC improved the compressive yield strength of Composite 1 by about 20%, from 918 to 1103 MPa, as compared to its monolithic counterpart
Mass% W
Mol% W
Temperature,
T
/
°°
K
[image:4.595.317.541.73.311.2]Fig. 2 Binary phase diagram for the Ti-W system from Ref. 25).
Table 2 Summary of processing conditions and the resultant microstruc-tural parameters.
Processing routes and materials
Averageplate thickness (mm)
Average colony size (mm)
HIPped; Monolithic 1 16 78
Extruded; Monolithic 2 1.7 45
Cast; Monolithic 3 12 77
200 250 300 350 400 450
1 2 3 1 2 3
Monolithic Composite
Hipped
Extruded Cast
Materials
Matrix Hardness,
H
/ HV
Fig. 3 The effect of the processing method on matrix hardness.
0 200 400 600 800 1000 1200 1400
0
Strain,
ε
Stress,
σ
/ MPa
Composite 3
Composite 1
Monolithic 2
Composite 2
Monolithic 1
Monolithic 3
0 200 400 600 800 1000 1200
0 25°C
0.04 0.08 0.12 0.16
0.004 0.008 0.012
[image:4.595.59.284.77.376.2] [image:4.595.312.547.355.581.2] [image:4.595.47.290.441.503.2]processed via the same route6)(Fig. 5). The main differences
with respect to its tensile curve in Fig. 4 are slightly higher yield stress (1103 MPa for compressive yield strength), higher strain-hardening rates, much higher ultimate stress,
and higher fracture strain (>10% for compression). Tension/
compression asymmetry with higher strength and strain hardening rate in compression than in tension is reported to
be observed generally in Ti41) and Ti-6Al-4V alloys,30)
ascribed possibly to the non-random texture orientation developed during processing or a cavitation mechanism during tension.
4. Conclusions
HIPping, extruding, and casting processes of P/M Ti-6Al-4V with and without TiC and W reinforcements were carried out successfully. It was revealed from the effect of the processing history on the microstructure and mechanical properties of the alloys and composites that:
(1) When Ti-6Al-4V alloy was reinforced with TiC and W particles, most of the W and TiC remained undissolved, resulting in a particulate-reinforced ‘‘composite’’. The microstructure of the Ti-6Al-4V matrices appeared as
typical Widmansta¨tten=structures with the lamellar
spacing and colony size depending on the processing history.
(2) There was a significant improvement in yield strength with some sacrifice in ductility when a Ti-6Al-4V alloy was reinforced with TiC and W particles, whereas the matrix hardness was not influenced by addition of the reinforcements due to the limited dissolution of W into the matrix, apparently affected by the concurrent presence of TiC particles.
(3) The strength and hardness of the cast Ti-6Al-4V-7.5%TiC-7.5%W composite was superior to those of the composites possessing the same composition but
processed by the HIPping or extrusion methods. This observation held also for their monolithic counterparts, with the strength and hardness of the cast Ti-6Al-4V alloy being superior in comparison to those of the HIPped and extruded ones.
Acknowledgements
This research was supported by NIH through a SBIR grant to Dynamet Technology Inc. (Grant No. 2R44EB001005-02). HC also acknowledges partial support from the research program 2007 of Kookmin University in the Republic of Korea. The authors are very grateful to Prof. Dunand at Northwestern University for his useful discussion.
REFERENCES
1) S. K. Kalpana: Collid. Surface B39(2004) 133–142.
2) M. M. Dewidar, H. C. Yoon and J. K. Lim: Met. Mater. Int.12(2006) 193–207.
3) B. P. Joon and S. L. Roderic:Biomaterials: An Introduction, (Plenum Press, New York, 1992) pp. 10–33.
4) C. Pina, C. K. Torres and J. Guzma: J. Mater. Sci. Mater. Med.9(1998) 93–97.
5) X. Li, X. Wang, R. Bondokov, J. Morris, Y. H. An and T. S. Sudarshan: J. Biomed. Mater. Res. B72(2005) 353–361.
6) H. Choe, S. M. Abkowitz, S. Abkowitz and D. C. Dunand: Mater. Sci. Eng. A396(2005) 99–106.
7) M. Frary, S. Abkowitz, S. M. Abkowitz and D. C. Dunand: Mater. Sci. Eng. A344(2003) 103–112.
8) H. Choe, S. M. Abkowitz, S. Abkowitz and D. C. Dunand: J. Alloys and Comp.390(2005) 62–66.
9) J. Black: Biological Performance of Materials: Fundamentals of Biocompatibility, 3rd ed., (Marcel Dekker Inc., New York, 1999) pp. 25–109.
10) Y. Okazaki and E. Gotoh: Mater. Trans.43(2002) 2943–2948. 11) M. Aziz-Kerrzo, K. G. Conroy, A. M. Fenelon, S. T. Farrell and
C. B. Breslin: Biomaterials22(2001) 1531–1539.
12) D. Iijima, T. Yoneyama, H. Doi, H. Hamanaka and N. Kurosaki: Biomaterials24(2003) 1519–1524.
13) M. Long and H. J. Rack: Biomaterials19(1998) 1621–1639. 14) D. Dowson:ASM Handbook, vol. 18, (ASM International, Philadelphia,
1992) pp. 656–661.
15) H. Gu¨leryu¨z and H. Cimenog˘lu: Biomaterials25(2004) 3325–3333. 16) R. A. Bly, Y. Cao, W. A. Moore and W. O. Soboyejo: Mater. Sci. Eng.
C27(2007) 83–89.
17) P. G. Caceres: Mater. Charact.49(2002) 1–9.
18) J. A. Hawk and D. E. Alman: Mater. Sci. Eng. A239–240(1997) 899–906.
19) H. Choe, S. M. Abkowitz, S. Abkowitz and D. C. Dunand: Mater. Sci. Eng. A485(2008) 703–710.
20) A. Abkowitz, P. F. Weihrauch and S. M. Abkowitz: Ind. Heat. 12
(1993) 32–37.
21) S. Karabay: Mater. Design29(2008) 1364–1375.
22) Annual Book of ASTM Standards, vol. 03.01 (E-8), Standard Test Methods for Tension Testing of Metallic Materials, (ASM Interna-tional, Philadelphia, 1994) pp. 60–81.
23) Annual Book of ASTM Standards, vol. 03.01 (E-9), Standard Test Methods for Compression Testing of Metallic Materials, (ASM International, Philadelphia, 1994) pp. 101–118.
24) M. Donachie Jr.:Titanium: A Technical Guide, (ASM International, Metals Park, OH, 2000) pp. 203–217.
25) J. L. Murray: Bull. Alloy Phase Diagrams2(1981) 192–196. 26) M. T. Jovanovic´, S. Tadic´, S. Zec, Z. Misˇkovic´ and I. Bobic´: Mater.
Design27(2006) 192–199.
27) C. Hammond and J. Nutting: Met. Sci.10(1977) 474–490.
28) R. Bloyer, G. Welsh and E. W. Collings (Eds.):Materials Properties Handbook: Titanium Alloys, (ASM International, Metals Park, OH, 0
200 400 600 800 1000 1200 1400 1600
0
Strain,
ε
Stress,
σ
/ MPa
25°C Composite 1
0.02 0.04 0.06 0.08 0.1
(Hipped Ti64−7.5TiC−7.5W)
Monolithic Ti−6Al−4V [6]
[image:5.595.56.283.73.288.2]1994) pp. 76–111.
29) A. A. M. da Silva, J. F. dos Santos and T. R. Strohaecker: Comp. Sci. Tech.66(2006) 2063–2068.
30) G. G. Yapici, I. Karaman, Z. P. Luo and H. Rack: Scripta Mater.49
(2003) 1021–1027.
31) S. J. Zhu, D. Mukherji, W. Chen, Y. X. Lu, Z. G. Wang and R. P. Wahi: Mater. Sci. Eng. A256(1998) 301–307.
32) J. Zhu, A. Kamiya, T. Yamada, W. Shi and K. Naganuma: Mater. Sci. Eng. A339(2003) 53–62.
33) M. N. Gungor, I. Ucok, L. S. Kramer, H. Dong, N. R. Martin and W. T. Tack: Mater. Sci. Eng. A410–411(2005) 369–374.
34) R. I. Jaffe: Titanium-Base Alloys, ed. B. Chalmers and R. King, Progress in Metal Physics, vol. 7, (Pergamon Press, New York, 1958)
pp. 646–665.
35) C. Ohkubo, I. Watanabe, J. P. Ford, H. Nakajima, R. Hosoi and T. Okabe: Biomaterials21(2000) 421–428.
36) F. Wang, J. Mei, H. Jiang and X. Wu: Mater. Sci. Eng. A445–446
(2007) 461–466.
37) A. A. M. da Silva, J. F. dos Santos and T. R. Strohaecker: Comp. Sci. Tech.65(2005) 1749–1755.
38) D. G. Konitzer and M. H. Loretto: Acta Metall.37(1989) 397–406. 39) J. Segurado, C. Gonz´alez and J. Llorca: Acta Mater. 51 (2003)
2355–2369.
40) S. Ranganath: J. Mater. Sci.32(1997) 1–16.