Development of Creep-Resistant Tungsten Carbide Copper Cemented Carbide
Yutaka Shinoda
1, Yuki Yanagisawa
1;*, Takashi Akatsu
1, Fumihiro Wakai
1and Hidetoshi Fujii
21Materials and Structures Laboratory, Tokyo Institute of Technology, Yokohama 226-8503, Japan 2Joining and Welding Research Institute, Osaka University, Ibaraki 567-0047, Japan
Fine-grained tungsten carbide copper (WC-Cu) cemented carbide was sintered via spark plasma sintering at 1773 K using a fine WC powder with a mean particle size of 0.11mm. The mechanical properties were compared with tungsten carbide cobalt (WC-Co) cemented carbide and a binderless WC-sintered material. The Vickers hardness and fracture toughness obtained by the indentation fracture method for WC-10 mass% Cu cemented carbide were1600and10MPam0:5, respectively, which were in no way inferior to the values for WC-Co
cemented carbide. Increasing the amount of copper improved the toughness and degraded the hardness. WC-Cu cemented carbide exhibited much higher creep resistance than WC-Co cemented carbide, and was the same as the binderless WC-sintered body up to 1273 K.
[doi:10.2320/matertrans.ME200803]
(Received December 22, 2008; Accepted March 17, 2009; Published May 13, 2009)
Keywords: tungsten carbide, copper, cemented carbide, creep, spark plasma sintering
1. Introduction
Tungsten carbide (WC) has the attractive properties of a high melting point (3143 K) and a high degree of hardness (Hv:2600), and is widely used in wear-resistant parts and cutting or drilling tools. In practice, cemented carbides are used which are densified by binder metals such as cobalt, nickel and iron by liquid-phase sintering. The binder metals act as a matrix, i.e., a cementing phase between WC grains, and this greatly improves the sinterability and toughness of the material. Thus, cemented carbides are considered to be microscopic composites of WC and metal.
Although such cemented carbides exhibit high toughness and high strength at room temperature, they are subject to creep which degrades their strength at elevated temperatures, and this limits their practical use to temperatures below 1073 K.1)Therefore, a method of improving creep resistance
and strength at elevated temperatures is highly desirable for a wide range of industries. Essentially, sinterability and creep resistance are related to each other, and binders such as cobalt, nickel and iron significantly decrease the creep resistance. Although binderless WC-sintered materials ex-hibit high creep resistance, they are too brittle and weak for practical tool.
We designed a new creep-resistant WC cemented carbide with two viewpoints in mind. First, the binder is required to be ductile after sintering at high temperature. Most metals react with WC during sintering and form brittle carbides. Transition metals such as cobalt, nickel and iron are traditionally used as the binder for WC cemented carbide. The standard formation energy for carbides using these metals is relatively high, and it is difficult to form brittle carbides, which is one of the reasons why these metals are suitable binders for WC. Secondly, the binder does not have to significantly improve the sinterability of WC, since this leads to a degradation in creep resistance. There are two important factors which affect sinterability during liquid-phase sintering, the wettability of the liquid binder on the
solid carbide, and the solubility of the solid phase in the liquid phase. Iron, nickel and cobalt exhibit superior wett-ability and solubility characteristics, which is another reason why these metals are used.
In this study, we selected copper as the binder for WC since it is the next transition metal to iron, nickel and cobalt in the periodic table. Copper offers superior ductility and does not react with carbon to form any carbide at elevated temperatures. Use of copper as a binder is expected to improve the toughness of WC and result in an increase in strength at room temperature. In addition, both carbon and tungsten have very low solubilities in liquid copper. Although this makes copper a poor sintering additive, this effect inhibits the degradation of the creep resistance. Until now, there have been no reports on the fabrication or mechanical properties of dense WC-Cu cemented carbide due to the difficulty of densification of this material.
In this study, we fabricated a dense WC-Cu cemented carbide and investigated its hardness, toughness and creep behavior, and compared it to WC-Co cemented carbide and binderless WC-sintered material. The results indicate that WC-Cu cemented carbide is a suitable material for practical applications at elevated temperatures.
2. Experimental Procedure
A fine WC powder (Grade; WC02NR, ALMT Co., Ltd.) with a mean particle size of 0.11mmwas used as a starting material. The powder was mixed with fine copper (Cu) powder (Kojundo Chemical Co., Ltd.) with a mean particle size of 1mm, and fine cobalt (Co) powder (UMEX Inc.) also with a mean particle size of 1mm. The mixed powders were planetary ball milled with a cemented carbide ball in a cemented carbide container at 300 rpm for 1 h in ethanol. The compacts of the milled powders were sintered at 1473– 1773 K under 50 MPa in an argon atmosphere using a spark plasma sintering (SPS) system (Dr. Sinter Lab. SPS-515S; SPS Syntex Inc.).
The sintered bodies were cut, mirror-polished and checal etched, and then observed by scanning electron
mi-*Graduate Student, Tokyo Institute of Technology
croscopy (SEM) (S-4500, Hitachi Ltd.). The chemical composition was analyzed by energy-dispersive X-ray spec-troscopy (EDS) (Sigma, Kevex). X-ray analysis (RINT 2500, Rigaku Co.) was also carried out to determine the crystalline phase.
Indentation tests were conducted using a hardness tester (AVK-C2, Akashi Co., Ltd.). The samples were mirror polished and Vickers hardness and fracture toughness were measured under an indentation load of 5 kgf for 15 s.
The sintered bodies were cut into rectangular bars measuring 1:5mm1:5mm2:5mm and polished using a diamond disk for compression testing. Compression tests were conducted using an electrically controlled hydraulic
machine (Model EHF-EG10kNT-10L Servo Pulser,
Shimadzu Corp.) at a constant crosshead speed, with an initial strain rate of 1105s1, at temperatures of 1173, 1273 and 1373 K in a helium atmosphere. Each sample was heated to the given temperature at a rate of 50 K/min and then maintained at that temperature for 30 min before testing to compensate for thermal expansion of the system.
3. Results and Discussion
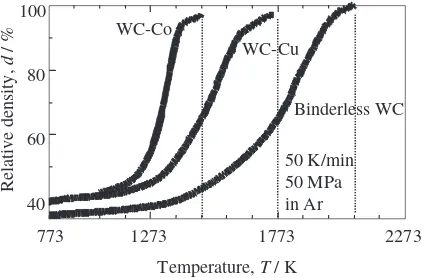
3.1 Sintering behavior of WC cemented carbide We first investigated the effects of the binder on the sinterability of the material using the SPS method. Figure 1 shows a comparison of the sintering behavior of the WC powders with 10 mass% (16 vol%) Cu, 10 mass% (16 vol%) Co binders and without binder. In these experiments, SPS was carried out at a heating rate of 50 K/min under a pressure of 50 MPa. Figure 1 shows that the binderless WC powder compact was densified at2073K. Cobalt addition signifi-cantly enhanced the sintering of WC and the densification temperature was1473K. Although the addition of copper was not as effective as cobalt, the densification temperature of1773K was 300 K lower than that without a binder.
Usually WC with a cobalt binder is liquid-phase sintered without applied pressure and densified at1673K. However, at such temperatures, WC with a copper binder is difficult to fully densify in the absence of applied pressure, in spite of the fact that the copper is molten.2)In the present case, the WC-Cu cemented carbide was densified at 1773 K due to the applied stress.
Such differences in sinterability can be explained by the kinetics of liquid-phase sintering. One of the most important rate-controlling factors in liquid-phase sintering is the solubility of the solid phase in the liquid phase, which influences all stages of the liquid-phase sintering process. In the initial stage of sintering, a high solubility of the solid phase improves the wettability of the liquid binder on the solid particles. This leads to increased lubrication and smoothening of the particle surfaces, which in turn accel-erates the rearrangement of particles leading to rapid initial shurinkage.3) Additionally, in the middle and final stages, where a solution-precipitation process is occurring, the solubility of solid phase in the liquid phase is the important rate-controlling factor that determines the densi-fication rate. For example, Kingery4) described the rate of shrinkage L=L0 in the middle stage of liquid-phase sintering as
ðL=L0Þ3¼12DCt=ðR4kTÞ; ð1Þ
for the case of diffusion rate control, and
ðL=L0Þ2¼4krCt=ðR2kTÞ; ð2Þ
for the case of phase boundary reaction rate control, where is the thickness of the grain-boundary liquid phase,is the atomic volume, is the surface energy between the liquid and vapor phases,Dis the diffusivity of the solid phase in the liquid phase,Cis the solubility of the solid phase in the liquid phase,tis the sintering time,Ris the radius of the particle,k is the Boltzmann constant,Tis the absolute temperature, and kr is a reaction constant.
The solution-precipitation process in WC-Co cemented carbide has been reported to be rate-controlled by a phase boundary reaction,5)which means the diffusion of tungsten
and carbon in the cobalt phase is sufficiently fast. Therefore, the solubility of WC in Co controls the densification rate. A pseudo-binary phase diagram for the system of cobalt and WC6)shows that the solubility of WC in cobalt is>20at%
at 1673 K. On the other hand, the solubilities of tungsten7)
and carbon8) in copper are <0:002at% and <0:0001at%
at 1673 K, respectively, which are four to five orders of magnitude lower than the solubility in cobalt. Although the diffusivity of tungsten and carbon in copper is not well known, the rate controlling process is thought to be the phase boundary reaction because of the low solubility of tungsten and carbon in copper. Such differences of solubility in cobalt and copper would account for the difference in the sinter-ability of these materials. Of course, if the diffusivities of tungsten and carbon in copper are extremely low, it is possible for diffusion to become the rate controlling process. In any case, the low sinterability of WC-Cu cemented carbide can be easily understood.
In the present experiment, WC-Co cemented carbide was sintered at 1473 K, which was lower than the eutectic temperature, and no liquid phase was formed during sinter-ing. However, the solid solubility of WC in the cobalt phase is 7at% at 1473 K, much higher than the solubility of tungsten and carbon in the liquid copper phase at 1673 K. Moreover, the diffusivities of tungsten and carbon in cobalt are 1015 and1011m2/s at 1473 K, respectively.9) On the other hand, the diffusivities of tungsten10)and carbon11)in
1273 1773 2273
40 60 80 100
Temperature, T / K
Relative density,
d
/ % WC-Co WC-Cu
50 K/min 50 MPa in Ar 773
Binderless WC
[image:2.595.64.275.608.747.2]WC are 1015 and 1019m2/s at 2273 K, respectively. Therefore, it is possible for the cobalt phase to act as the pathway for mass transport.
3.2 Microstructure
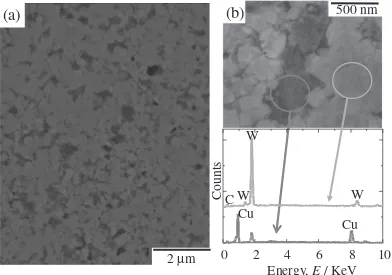
Table 1 shows the characteristics of the sintered com-pacts. All of the sintered bodies were fully densified. The mean grain size of the WC-Cu and WC-Co cemented carbides and the binderless WC-sintered body were 210, 270 and 270 nm, respectively. The grain size of the WC-Co cemented carbide was larger than that of the WC-Cu cemented carbide in spite of its lower sintering temperature. As with it’s sintering behavior, grain growth in WC-Co cemented carbide is thought to be accelerated by mass transport through the cobalt phase or grain boundaries where cobalt has segregated, as will be discussed later. Such mass transport would be extremely limited in WC-Cu cemented carbide. XRD analysis detected only WC and copper phases in the WC-Cu cemented carbide. Figure 2 shows a SEM micrograph of the WC-10 mass% Cu cemented carbide and the results of EDX analysis, which revealed that the bright regions were WC grains and the dark regions corresponded to the copper binder phase.
Although the sintering temperature was much higher than the melting point of copper, the copper phase did not spread homogeneously and cause wetting of the particles, since liquid copper does not wet carbon. It is thought that a homogeneous microstructure can be obtained by controlling the chemical composition of the interface between copper binder and WC particles.
3.3 Indentation test
During indentation testing, median cracks were produced in the binderless WC-sintered body and Palmqvist radial cracks in the WC-Cu and WC-Co cemented carbides. The fracture toughness of the binderless WC-sintered body was calculated using Miyoshi’s equation.12)For Cu and WC-Co cemented carbides, Niihara’s equation13) was used to calculate the fracture toughness, which was overestimated by Miyoshi’s equation. Table 2 summarized the results of the indentation test. The WC-10 mass% Cu cemented carbide exhibited a Vickers hardness of1600, which was almost the same as that for the WC-10 mass% Co cemented carbide and the heat-resistant commercial tool (91.5WC, 6Co, 0.5TiC, 1.8TaC, 0.2NbC (mass%),d¼800nm). The fracture tough-ness of the WC-10 mass% Cu cemented carbide was
[image:3.595.45.291.96.167.2]10MPam0:5, which was much higher than that of the binderless WC-sintered body, and was in no way inferior to the values for the WC-Co cemented carbide and the commercial tool. The dependence of the hardness and toughness on the amount of copper additive is shown in Fig. 3. The toughness improved and the hardness degraded with increasing copper content, as is generally seen in cemented carbides. Therefore, the addition of copper as a binder for WC is an effective method of improving fracture toughness.
Table 1 Characteristics of WC-10 mass% Cu and WC-10 mass% Co cemented carbides and binderless WC-sintered body.
Densification temperature
T/K
Relative density
D/%
Grain size
d/nm
WC-10 mass% Cu 1773 96 210
WC-10 mass% Co 1473 97 270
Binderless WC 2073 99 270
2
µ
m
(a)
500 nm
0
2
4
6
8
10
Energy,
E
/ KeV
Counts
W
Cu
C W
Cu
W
(b)
[image:3.595.102.494.489.764.2]3.4 High temperature deformation
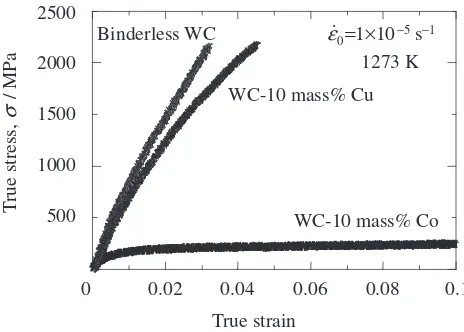
Figure 4 shows stress-strain curves for the WC-10 mass% Cu and WC-10 mass% Co cemented carbides and the binderless WC-sintered body, under compression at an initial strain rate of1105s1at 1273 K. The WC-Co cemented carbide exhibited creep deformation at low steady stress. On the other hand, the WC-Cu cemented carbide showed extremely high strength equal to the binderless WC-sintered body. Figure 5 shows the temperature dependence of the stress at a strain of 0.02 and an initial strain rate of 1 105s1, which indicates that the WC-Cu cemented carbide maintained a high compressive strength up to 1273 K. Such excellent creep resistance is thought to be related to the extremely low solid solubility of WC in the copper phase, as was previously discussed in regard to it’s sintering behavior. As mentioned earlier, the tungsten and carbon atoms dissolve much more easily in the cobalt phase, and they diffuse very rapidly. Consequently, mass transport through the cobalt phase promotes the creep at elevated temperatures. Further-more, in this system, diffusion at the boundaries between WC grains would be enhanced by the segregation of cobalt atoms. Such segregation at WC/WC grain boundaries was previ-ously detected in WC-Co cemented carbide.14)We have also
shown that segregation of boron at grain boundaries in SiC promoted grain growth and/or deformation at elevated temperatures.15–17) This was due to the fact that grain-boundary diffusion of silicon is significantly enhanced in the B4C-like local structure of the grain boundary in boron-doped SiC, because the diffusion coefficient of silicon atoms in B4C is three orders of magnitude higher than that in SiC. In
the same way, the diffusion of tungsten and carbon at the WC/WC grain boundaries is thought to be enhanced by the intergranular segregation of cobalt. It is unknown whether or not copper segregates at WC/WC grain boundaries, but if it is the case then it would be interesting to study the effects on mechanical properties such as hardness, toughness, and deformation.
4. Summary
Dense WC-Cu cemented carbide was fabricated by spark plasma sintering at 1773 K. The Vickers hardness and the fracture toughness were measured by the micro indentation method, and the values obtained for WC-10 mass% Cu were
[image:4.595.310.542.73.239.2]1600and10MPam0:5, respectively. Since these values were in no way inferior to those for WC-Co cemented carbide, the addition of copper effectively improved the toughness. The WC-Cu cemented carbide exhibited excellent creep resistance up to 1273 K, thus making it a practical material for use at elevated temperatures.
Table 2 Vickers hardness and fracture toughness for several kinds of WC cemented carbides.
Vickers hardness Hv
Fracture toughness KIC/MPam0:5
WC-10 mass% Cu 161050 9:80:9
WC-10 mass% Co 1610100 11:70:7
Binderless WC 249080 5:80:2
Commercial tool 164040 10:30:3 Indentation fracture method
91.5WC, 6Co, 0.5TiC, 1.8TaC, 0.2NbC (wt%)d¼800nm
10 20 30
1000 2000 3000
0 5 10 15
0
Copper addition / mass%
V
ick
ers hardness, Hv
Fracture toughness, K
IC
/ MP
a
•m
0.5
0
Fig. 3 Dependence of Vickers hardness and fracture toughness on the amount of copper addition.
0.02 0.04 0.06 0.08 0.1
1000 2000
0
True strain 2500
1500
500
Binderless WC
WC-10 mass% Cu
WC-10 mass% Co 1273 K
ε0=1×10−5s−1
•
T
rue stress,
σ
/ MP
a
Fig. 4 Compression stress-strain curves for 10 mass% Cu and WC-10 mass% Co cemented carbides and binderless WC-sintered body at an initial strain rate of1105s1at 1273 K.
1073 1173 1273 1373 1473
101
102
103
104
T
rue stress,
σ
/ MP
a
Binderless WC W C-10 mass% Co W C-10 mass% Cu
Tm(Cu)
Temperature, T / K
ε
=0.02ε
0=1×10−5s−1•
[image:4.595.45.292.95.170.2] [image:4.595.50.288.213.374.2] [image:4.595.311.542.304.485.2]REFERENCES
1) H. G. Schmid: Mater. Forum10(1987) 184–197.
2) R. J. Nelson and D. R. Milner: Powder Met.14(1971) 39–63. 3) R. F. Snowball and D. R. Milner: Powder Met.11(1968) 23–40. 4) W. D. Kingery: J. Appl. Phys.30(1959) 301–306.
5) H. E. Exner: Science of Hard Materials, ed. by R. K. Viswanadham, D. J. Rowcliffe and J. Gurland, (Plenum Press, NewYork, NY, 1983) pp. 233–262.
6) E. J. Sandford and E. M. Trent: Iron Steel Inst. Sp. Rep.38(1947) 84. 7) N. K. Prokushev and V. P. Smirnov: Soviet Powder Met. Metal Ceram.
25(1986) 727–733.
8) G. A. Lopez and E. J. Mittemeijer: Scr. Mater.51(2004) 1–5. 9) S. Haglund and J. Agren: Acta Mater.46(1998) 2801–2807.
10) M. L. Baskin, V. I. Tretyakov and I. N. Chaporova: Phys. Met. Metall.
14(1962) 86–90.
11) C. P. Buhsmer and P. H. Crayton: J. Mater. Sci.6(1971) 981–988. 12) T. Miyoshi, N. Sagawa and T. Sassa: Jpn. Soc. Mecha. Eng.51(1985)
2489–2497.
13) K. Niihara, R. Morena and D. P. H. Hasselman: J. Am. Ceram. Soc.65
(1982) C116.
14) T. Yamamoto, Y. Ikuhara and T. Sakuma: Sci. Tech. Adv. Mater.1
(2000) 97–104.
15) Y. Shinoda, T. Nagano, H. Gu and F. Wakai: J. Am. Ceram. Soc.82
(1999) 2916–2918.
16) Y. Shinoda, M. Yoshida, T. Akatsu and F. Wakai: J. Am. Ceram. Soc.
87(2004) 1919–1926.
17) Y. Shinoda, M. Yoshida, T. Akatsu and F. Wakai: J. Am. Ceram. Soc.