Effects of Mechanical Vibration on Cooling Rate
and DAS of AC4C Aluminum Alloy Gravity Die Castings
Naoki Omura
1, Yuichiro Murakami
1, Mingjun Li
1, Takuya Tamura
1,
Kenji Miwa
1, Hideki Furukawa
2and Masayuki Harada
21National Institute of Advanced Industrial Science and Technology, Nagoya 463-8560, Japan 2Kotobuki Kinzoku Kogyo Co. LTD., Seki 501-3928, Japan
Gravity die casting of AC4C aluminum alloy with mechanical vibration (0–120 Hz) was conducted. Columnar rod specimens (25mmL210mm) were cast to investigate the effect of mechanical vibration on the cooling rate and the dendrite arm spacing of AC4C aluminum alloy castings. The cooling rate increased by imposition of the mechanical vibration, and increased with the increase of the vibration frequency. When the mechanical vibration imposed, the mold temperature increased quickly and reached higher temperature compared with no vibration condition. The dendrite arm spacing in outer region of the specimen decreased by mechanical vibration, and decreased with the increase of the vibration frequency. In the case without mechanical vibration, the specimen showed smooth surface. But the surface of specimen became rough by the imposition of the mechanical vibration. [doi:10.2320/matertrans.M2009247]
(Received July 16, 2009; Accepted September 2, 2009; Published October 15, 2009)
Keywords: mechanical vibration, aluminum, alloy, cooling rate, dendrite arm spacing, air gap, heat transfer, metallic mold
1. Introduction
Various properties of castings strongly relate to its solidification structure. In general, it is known that many properties of castings such as yield point, ultimate tensile strength and elongation are improved by reduction of their grain size and their dendrite arm spacing (DAS).1–5)The DAS of castings is strongly affected by the cooling rate4)during solidification, and becomes fine by high cooling rate. Usually, the gravity die casting is applied to large and thick products, so it is difficult to increase the cooling rate due to the thermal extraction constraints. Thus, the DAS of these products becomes coarse, resulting in low properties.
In term of the grain size, the grain refining agents are very effective to refine the grain size. Hence the grain refining agents are widely used in usual casting process. Titanium, boron, carbon, and mother alloys including these elements, are well known as the grain refining agents of aluminum alloy.5–8)But, using of these grain refining agents gives rise to some problems in production and recycling. In production, both the grain refining agents and the addition process increase the cost of the final product. In recycling, on the other hand, grain refining agents are regarded as impurities. So separation and removal of grain refining agents is necessary to closed-recycling. When it is difficult to separate and remove the grain refining agents, the recycling becomes cascade recycling with high environmental load.
It is well known that the vibration and the agitation of melt during solidification also can refine the grain size.9)Hence, many vibration and agitation processes such as mechanical vibration process,10,11) ultrasonic vibration process,12,13) electromagnetic stirring process14,15) and electromagnetic vibration process16,17)have been developed and reported to refine the grain size of castings. However, the practical application of these processes is very few, because of the complex process and the expensive equipment such as ultrasonic horn, magnet coil and superconducting magnet.
Furthermore, the shape and size of products are limited by these equipments.
Our previous work18)showed that reduction of grain size, casting defects and mechanical property scattering of AC4C aluminum alloys fabricated by gravity die casting was achieved by very simple process of mechanical vibration imposition.
The object of the present work is to clarify the effect of mechanical vibration on cooling rate and DAS. The temper-ature measurement of AC4C aluminum alloy was carried out during the gravity die casting when the mechanical vibration was imposed at the frequency range of 0120Hz. And microstructures of specimens cast with and without vibration were observed.
2. Experimental Procedure
2.1 Experimental apparatus
The schematic of the experimental apparatus of vibration casting is shown in Fig. 1. A vibrator (HKM154VS; EXEN, Tokyo, Japan) was placed at the fixed base. This vibrator generates vibration by the high speed rotation of eccentric pendulum. Thus, the vibration frequency and centrifugal force of the vibrator could be easily controlled by changing the frequency of the inverter current supplied (Fig. 2). A part of fixed mold (vibrating mold; about 10 kg) was oscillated by the centrifugal force propagated through transfer rods and a transfer board by the same frequency as the vibrator.
The commercially available AC4C aluminum alloy was used as a sample. The chemical composition of this material determined by emission spectrometric analysis is shown in Table 1. The cooling curve of this material cooled slowly in furnace is shown in Fig. 3. The liquidus temperature of this material was 888 K, and Al-Si binary eutectic was clearly seen in 851 K. Because of a little amount of magnesium, the peak of ternary (Al-Mg2Si pseudo-binary) eutectic was not observed.
The schematic illustration of the fixed mold (SKD61) is shown in Fig. 4. Round bar samples (25 mm in diameter and 210 mm in length) were cast using bottom gate plan. The mold wash (HLP-806K; DIRECTSENBOU, Aichi, Japan) was applied to mold surface with the spray gun by the thickness of about 100mm. The surface roughness (Rz) of mold wash was about 45mm. Mechanical vibration casting was carried out at 1003 K (10K) of the melt temperature and 633 K of the mold temperature. The imposition of mechanical vibration started before pouring, and stopped at 40 s after pouring.
2.2 Temperature measurement
As shown in Fig. 4, three K-type sheathed thermocouples (1 mm in diameter and ungrounded) were inserted to the center of the mold cavity from raiser part to measure the melt temperature during mechanical vibration casting. The temperature measurement was carried out at three places (top, middle and bottom) with the intervals of 100 mm.
Furthermore the temperature change of the vibrating mold during casting was also measured by another thermocouple inserted in the vibrating mold. These thermocouples were fixed by a bolt at non-vibration area of the mold to prevent moving thermocouple during vibration casting.
2.3 Measurement ofdendritearmspacing (DAS)
Microstructure observation and DAS measurement were carried out at the outer region of the bottom area of cast specimen. To observe the microstructure, each specimen was ground following the standard procedure for metallo-graphic preparation, and etched in a 0.2% hydrofluoric acid. Microstructure was observed using optical microscope. Dendrite arm spacing was measured according to the liner intercept method. Over 250 dendrite arms were counted at six fields of view.
3. Results
Figure 5 shows the cooling curve of AC4C aluminum alloy during casting at middle area. In this figure, the time when the temperature increases rapidly, indicating the contact of melt and thermocouple, is shown as 0 s. The slope of cooling curves becomes gradual about 890 K and 850 K.
Centrifugal force,
F
/kN
0 0.5 1.0 1.5 2.0
Inverter current frequency, fi/Hz
50 100 150 200 250
0 50 100 150 200
Vibration frequency,
fv
/Hz
300
Vibration frequency
Centrifugal force
[image:2.595.62.276.73.245.2]Fig. 2 Relation between inverter current frequency and vibration proper-ties (frequency and centrifugal force) of the vibrator.
Table 1 Chemical composition of AC4C aluminum alloy.
(mass%)
Si Mg Ti Fe Ni Cu Zn Al
6.67 0.200 0.005 0.052 0.003 0.000 0.014 Bal.
Time, t/s
Temperature,
T
/K
700 750 800 850 900 950 1000
500 1000 2000
0 1500 2500
Liquidus temp. (888K)
Al-Si eutectic temp. (851K)
Fig. 3 Cooling curve of AC4C aluminum alloy.
Fixed mold
Vibrating mold
T.C.
Pouring cup Thermocouples (T.C.)
100mm
100mm
Gate Raiser
6.7mm
10mm Sprue
Top
Middle
Bottom
Product (φ25mm×L210mm)
Fig. 4 Schematic illustration of the fixed mold. Fixed mold
(SKD61)
Fixed base
Vibrator
Vibration transfer rod Vibration transfer board
Vibrating mold (SKD61)
Vibration Movable mold
(SKD61) Movable base
Cavity
[image:2.595.327.524.74.201.2] [image:2.595.325.533.242.461.2] [image:2.595.69.269.293.431.2] [image:2.595.44.292.508.536.2]These temperatures correspond to the liquidus temperature and Al-Si binary eutectic temperature of this material, respectively. Thus, these slope changes of cooling curve indicate the start of solidification and eutectic reaction. The melt temperature drops soon after pouring, and reaches the liquidus temperature in a few seconds. The cooling rate just below liquidus temperature (cooling rate from 880 K to 860 K; afterwards simply written as ‘‘cooling rate’’) is relatively slow when the frequency of mechanical vibration is 0 Hz. By imposition of mechanical vibration, the cooling rate increases clearly. In term of the binary eutectic, the reaction time decreases significantly by imposition of the mechanical vibration. The cooling curve of AC4C aluminum alloy during casting at top and bottom area is shown in Fig. 6 and Fig. 7, respectively. In both areas, the cooling rate increases and the reaction time of binary eutectic decreases by imposition of the mechanical vibration, as well as the middle area.
The cooling rate and the reaction time of binary eutectic of each condition is shown in Table 2 and Table 3, respectively. In all area, the cooling rate increases by imposition of the vibration, and slightly increases with the increase of the vibration frequency. In the case of vibration frequency 0 Hz, the cooling rate of the bottom area is the fastest and that of the middle area is the slowest. In the case of vibration frequency 70 Hz and 120 Hz, on the other hand, the cooling rate of the bottom area is the fastest and that of the top area is the slowest. In term of binary eutectic, the reaction time decreases by the mechanical vibration, and decreases with
the increase of the vibration frequency. In all case of vibration frequency, the bottom area shows the shortest reaction time.
Figure 8 shows the temperature change of vibrating mold during mechanical vibration casting. In this figure, pouring end (melt temperature of top area reaches the maximum temperature) is assumed for 0 s. After pouring, the temper-ature of vibrating mold increases and reaches maximum temperature at about 35 s. When the vibration frequency is 0 Hz, temperature of vibrating mold increases about 30 K Time, t/s
0 15 20
Temperature,
T
/K
800 820 840 860 880 900 920 940
0 Hz 70 Hz 120 Hz
5
120Hz 70Hz 0Hz
25 30
Middle area
10 35
Fig. 5 Effect of vibration frequency on the cooling rate of the melt at middle area.
Time, t/s
Temperature,
T
/K
0 Hz 70 Hz 120 Hz
120Hz 70Hz
0Hz
0 15 20
800 820 840 860 880 900 920 940
5 25 30
Top area
10 35
Fig. 6 Effect of vibration frequency on the cooling rate of the melt at top area.
Time, t/s
Temperature,
T
/K
0 Hz 70 Hz 120 Hz
120Hz
70Hz
0Hz Bottom area
0 5 15 20 25 30
800 820 840 860 880 900 920 940
10 35
[image:3.595.319.536.74.212.2]Fig. 7 Effect of vibration frequency on the cooling rate of the melt at bottom area.
Table 2 Cooling rate from 880 K to 860 K as a function of the vibration frequency at different area of specimen.
(K/s)
Vibration freq.
(Hz) 0 70 120
Top 6.3 7.3 7.8
Area Middle 4.4 8.0 8.8
[image:3.595.64.278.75.212.2]Bottom 7.3 9.7 9.9
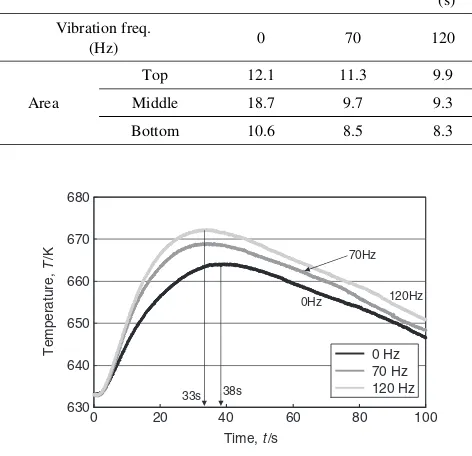
Table 3 Reaction time of Al-Si binary eutectic as a function of the vibration frequency at different area of specimen.
(s)
Vibration freq.
(Hz) 0 70 120
Top 12.1 11.3 9.9
Area Middle 18.7 9.7 9.3
Bottom 10.6 8.5 8.3
Time, t/s
0 60 80
Temperature,
T
/K
630 640 650 660 680
0 Hz 70 Hz 120 Hz
20 100
670
38s 33s
120Hz 70Hz
0Hz
40
[image:3.595.63.279.259.397.2] [image:3.595.305.549.285.360.2] [image:3.595.307.543.407.635.2](from 633 K to 663 K). In the case of vibration frequency 70 Hz and 120 Hz, on the other hand, the temperature of vibrating mold increases about 37 K and 39 K, respectively. Furthermore, the time to reach the maximum temperature decreases about 5 s (38 s to 33 s) by imposition of the vibration. These results of the melt and the mold temperature measurement indicate that the heat transfer efficiency between the melt and the mold is improved by imposition of the vibration, and much heat transfers from the melt to the mold in shorter time. So the cooling rate of melt and maximum temperature of vibrating mold temperature increase, when vibration frequency is 70 Hz and 120 Hz.
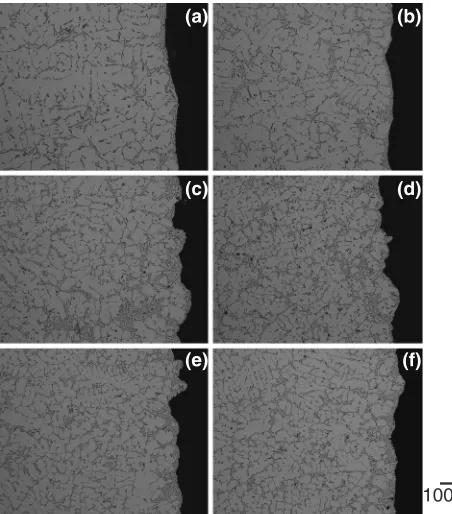
Typical microstructures in outer region of the bottom area of specimen cast with and without mechanical vibration are shown in Fig. 9. It is clearly seen that the microstructure becomes fine by imposition of the mechanical vibration. In addition, the surface of specimen has tendency to roughen with an increase in the vibration frequency. Figure 10 shows the DAS in outer region of specimen as a function of vibration frequency. In the case of vibration frequency 0 Hz, the DAS is about 33mm. The DAS decreases by the mechanical vibration. Furthermore, the DAS decreases with the increase of the vibration frequency. When the vibration frequency is 120 Hz, maximum frequency value in this study, the DAS in outer region is about 26mm. These results evince that the cooling rate increases by imposition of mechanical vibration, and increases with the increase of the vibration frequency.
4. Discussion
By imposition of mechanical vibration on the mold during gravity die casting, the following results were observed; the
increase in cooling rate of melt, the decrease of eutectic reaction time, the increase in maximum temperature of vibrating mold and the decrease in DAS of specimen. These results indicate that the heat transfer efficiency between the melt and the mold is improved by imposition of the vibration, and much heat transfers from the melt to the mold within shorter time.
Generally, it is known that a heat transfer efficiency between the melt and the mold is reduced by the air gap due to the solidification shrinkage of melt.19,20)Additionally, it is considered that the contact of the melt and the mold (mold wash) is partial because of the surface tension of the melt. Due to an existence of much air between the melt and the mold caused by the solidification shrinkage and the surface tension of the melt, the specimen cast without mechanical vibration shows slow cooling rate of melt and large DAS of specimen.
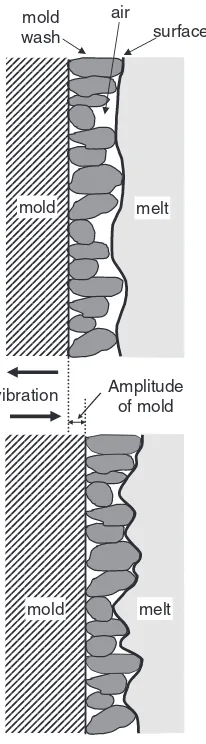
In this study, only a part of mold on one side (vibrating mold) was vibrated as shown in Fig. 1. This means that the diameter of mold cavity varies by the vibration of mold by the same amount as the amplitude of mold. Thus, it is considered that the air gap existence between the melt and the mold is pressed and narrowed by the change in the diameter of mold cavity (Fig. 11). Furthermore, it is also considered that the contact area of the melt and the mold (mold wash) increases due to overcoming the surface tension of melt by pressing the vibrating mold. These may be the reason that high cooling rate, small DAS, and rough surface are observed when the mechanical vibration is imposed.
5. Conclusions
Mechanical vibration was imposed on the gravity die casting of AC4C aluminum alloy, and the temperature change of the melt and the dendrite arm spacing of specimen were measured to investigate the effects of mechanical vibration on the cooling rate of the melt, and following results were obtained.
(1) The cooling rate of melt increases by imposition of the mechanical vibration, and increases with the increase of the vibration frequency.
(2) The maximum temperature of vibrating mold during casting increases and the time to the maximum temperature shortens by imposition of mechanical vibration.
100um
(a) (b)
(c) (d)
(e) (f)
Fig. 9 Microstructures of specimens cast under different vibration fre-quencies of (a) 0 Hz, (b) 55 Hz, (c) 70 Hz, (d) 80 Hz, (e) 100 Hz and (f) 120 Hz.
DAS,
d
/um
Vibration frequency, f/Hz
0 40 60 80 100 120
25 27 29 31 33 35
[image:4.595.49.275.72.329.2]20
[image:4.595.326.524.76.204.2](3) The dendrite arm spacing in outer region of specimens decreases by the mechanical vibration, and decreases with the increase of the vibration frequency.
(4) The specimen cast without vibration has smooth surface. However, the surface of specimen cast with vibration becomes rough.
REFERENCES
1) N. J. Petch: J. Iron Steel Inst.174(1953) 25–28. 2) J. Hemanth: Mater. Design21(2000) 1–8.
3) G. Ran, J. Zhou and Q. G. Wang: J. Alloy. Compd.421(2006) 80–86. 4) C. H. Caceres, C. J. Davidson, J. R. Griffiths and C. L. Newton: Mater.
Sci. Eng. A325(2002) 344–355.
5) S. A. Kori, B. S. Murty and M. Chakraborty: Mater. Sci. Eng. A283
(2000) 94–104.
6) Y. C. Lee, A. K. Dahle, D. H. StJohn and J. E. C. Hutt: Mater. Sci. Eng. A259(1999) 43–52.
7) T. Sritharan and H. Li: J. Mater. Proc. Tech.63(1997) 585–589. 8) C. T. Lee and S. W. Chen: Mater. Sci. Eng. A325(2002) 242–248. 9) A. Ohno:Kinzoku Gyouko-gaku, (Chijin Shokan, Tokyo, 1973) pp. 60–
64. [in Japanese]
10) T. P. Fisher: Brit. Foundryman66(1973) 71–84.
11) N. Abu-Dheir, M. Khraisheh, K. Saito and A. Male: Mater. Sci. Eng. A
393(2005) 109–117.
12) Y. Osawa and A. Sato: J. JFS72(2000) 733–738. [in Japanese] 13) O. V. Abramov: Ultrasonics25(1987) 73–82.
14) J. Dong, J. Cui, X. Zeng and W. Ding: Mater. Lett.59(2005) 1502– 1506.
15) B. Zhang, J. Cui and G. Lu: Mater. Sci. Eng. A355(2003) 325–330. 16) Y. Mizutani, S. Kawai, K. Miwa, K. Yasue, T. Tamura and Y.
Sakaguchi: Mater. Trans.45(2004) 1939–1943.
17) Y. Mizutani, Y. Ohura, K. Miwa, K. Yasue, T. Tamura and Y. Sakaguchi: Mater. Trans.45(2004) 1944–1948.
18) N. Omura, Y. Murakami, M. Li, T. Tamura, K. Miwa, H. Furukawa, M. Harada and Y. Yokoi: J. JFS81(2009) 295–299. [in Japanese] 19) Y. Ito, Y. Tominaga and Y. Watanabe: J. Jpn. Inst. Light Met.17
(1967) 30–42. [in Japanese]
20) N. Fujii, S. Okada, S. Morimoto and M. Fujii: J. Jpn. Inst. Light Met.33
(1983) 392–398. [in Japanese] mold
mold wash
melt surface air
Amplitude of mold vibration
[image:5.595.118.221.73.445.2]mold melt